Результат интеллектуальной деятельности: СПОСОБ ОПЛАВЛЕНИЯ ТРЕЩИН
Вид РИД
Изобретение
Изобретение относится к способу перемещения сварочного луча при оплавлении трещин.
В подвергаемых техническому обслуживанию компонентах, изготовленных из поликристаллически затвердевших жаропрочных сплавов на основе никеля, выполняется ремонтное оплавление сквозных трещин с помощью лазерного излучения, с целью сохранения механических свойств подлежащего ремонту компонента в зоне основного материала.
На основании склонности к образованию трещин при ремонтном оплавлении жаропрочных сплавов на основе никеля необходимо улучшение способа.
Поэтому задачей изобретения является решение указанной проблемы.
Задача решена с помощью способа, согласно пункту 1 формулы изобретения.
Поскольку прохождение трещины под поверхностью в большинстве случаев неизвестно, предлагается, что направление перемещения сварочного луча или лазерного излучения проходит поперек направления прохождения трещины. В ходе экспериментов было установлено, что оплавление поперек направления прохождения трещины приводит к качественно лучшим результатам оплавления относительно закрывания трещин и качества поверхности, по сравнению с оплавлением в направлении прохождения трещин. По сравнению с оплавлением в направлении прохождения трещин, расплавляется больший объем материала для закрывания трещин, так что расплав распределяется более гомогенно для закрывания трещин. Если оплавление осуществляется в направлении прохождения трещины, то оплавляется меньше материала для закрывания трещины, и трещина может вырываться в сторону рядом с расплавленным металлом.
В зависимых пунктах формулы изобретения указаны другие предпочтительные меры для достижения других преимуществ, которые можно комбинировать друг с другом, с целью достижения дополнительных преимуществ.
На чертежах изображено:
фиг.1-4 - шаблон перемещения, согласно изобретению;
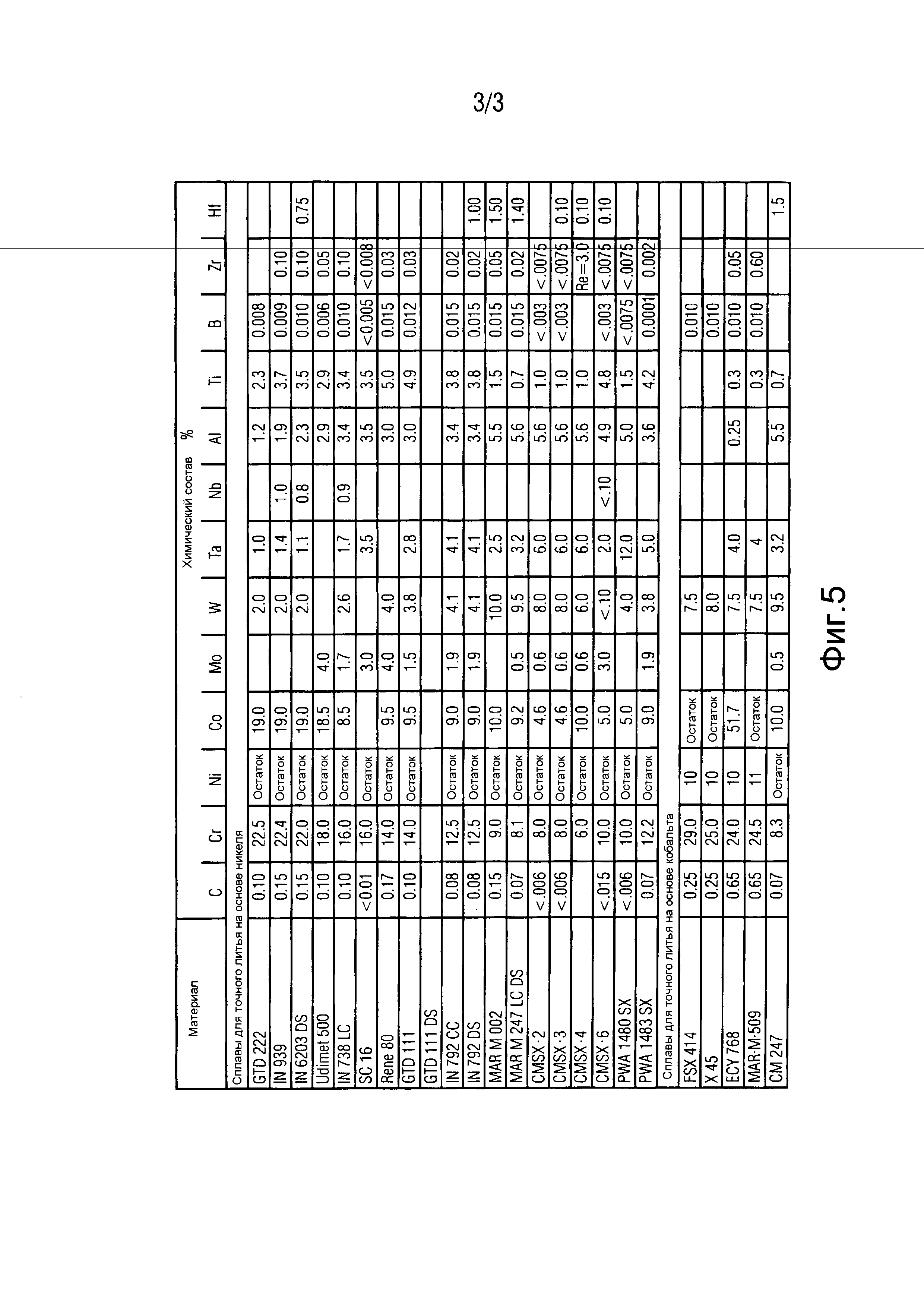
фиг.5 - перечень жаропрочных сплавов.
Чертежи и описание представляют лишь примеры выполнения изобретения.
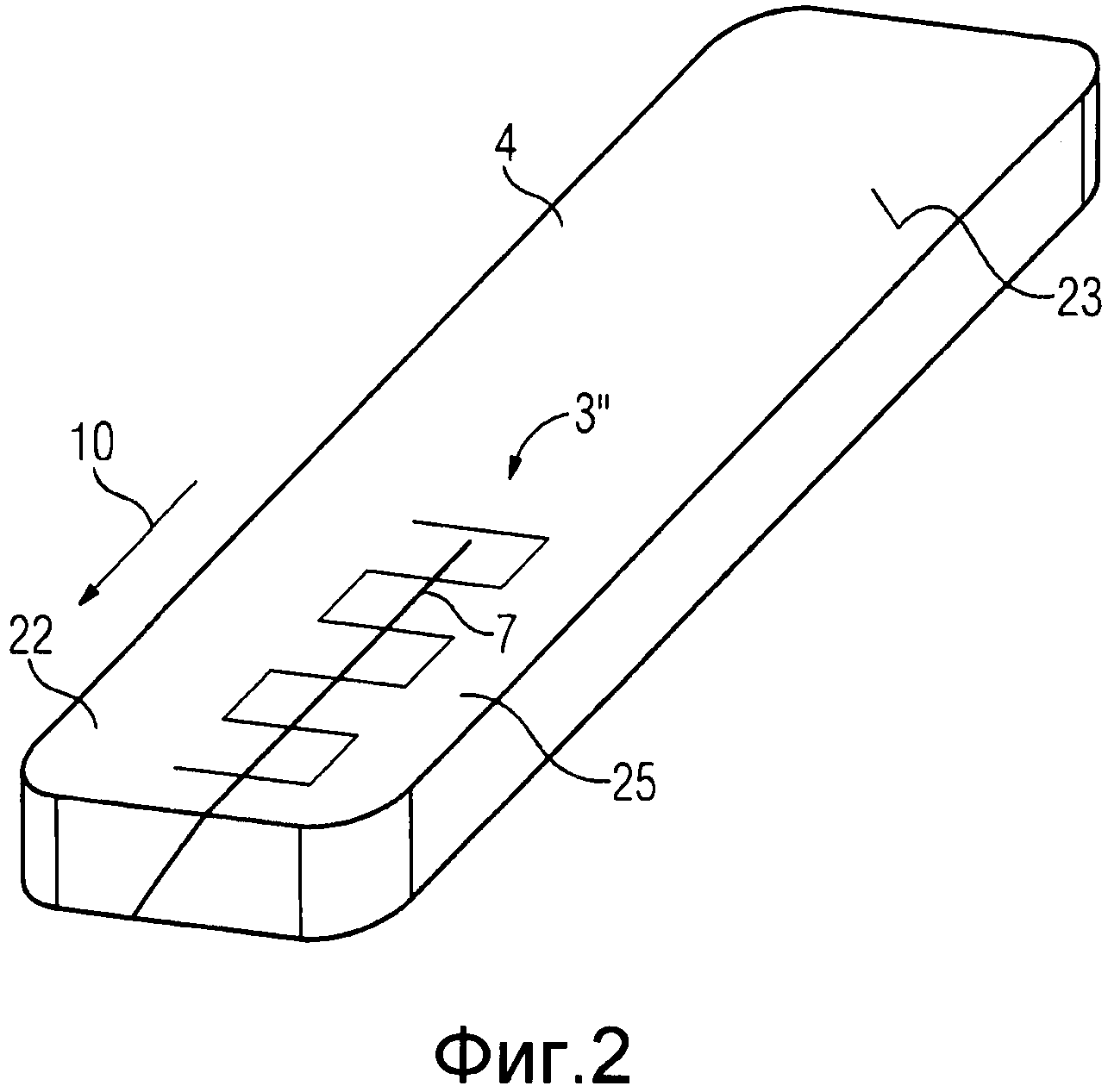
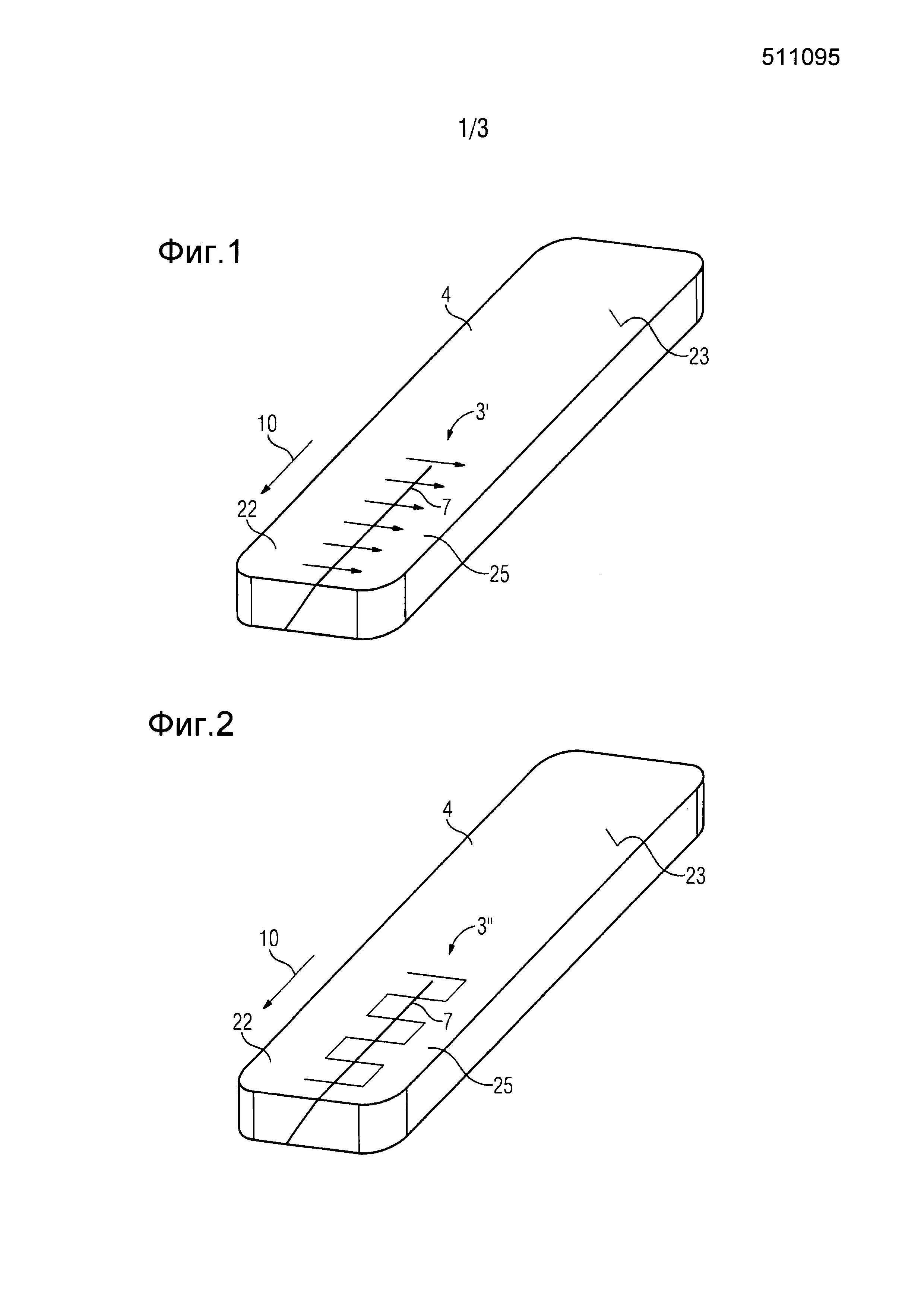
На фиг.1 показан первый пример выполнения пути перемещения сварочного луча 13 (см. фиг.4). Подложка конструктивного элемента 4 имеет на поверхности 23 трещину 7 с направлением 10 прохождения, которая должна быть оплавлена. Предпочтительно, материал не наносится.
Шаблон перемещения, согласно изобретению, предусматривает, что сварочный луч 13 перемещается над трещиной 7 по меньшей мере на некоторых участках поперек или перпендикулярно направлению 10 прохождения трещины.
При этом шаблон 3’ перемещения выглядит так, что сварочный луч перемещается с одной стороны 22 трещины 7 на другую сторону 25 трещины 7, затем выключается или затем перемещается так, что он не оплавляет конструктивный элемент 4, и сдвигается в направлении 10 прохождения трещины 7 и предпочтительно еще сдвигается поперек направления 10 прохождения, а затем снова перемещается на сторону 22 трещины 7 поперек трещины 7.
Направление перемещения показано на фигурах стрелками и означает, что лишь там, где есть стрелка, включен также сварочный луч 13.
Отдельные оплавленные сварочные полосы поперек направления 10 прохождения предпочтительно перекрываются (не изображено).
На фиг.2 показан другой шаблон 3’’ перемещения, в котором перемещение осуществляется над трещиной 7 зигзагообразно или в форме меандра в направлении 10 прохождения трещины 7. При этом расстояние между сварочными полосами в направлении 10 прохождения предпочтительно выбрано так, что они перекрываются.
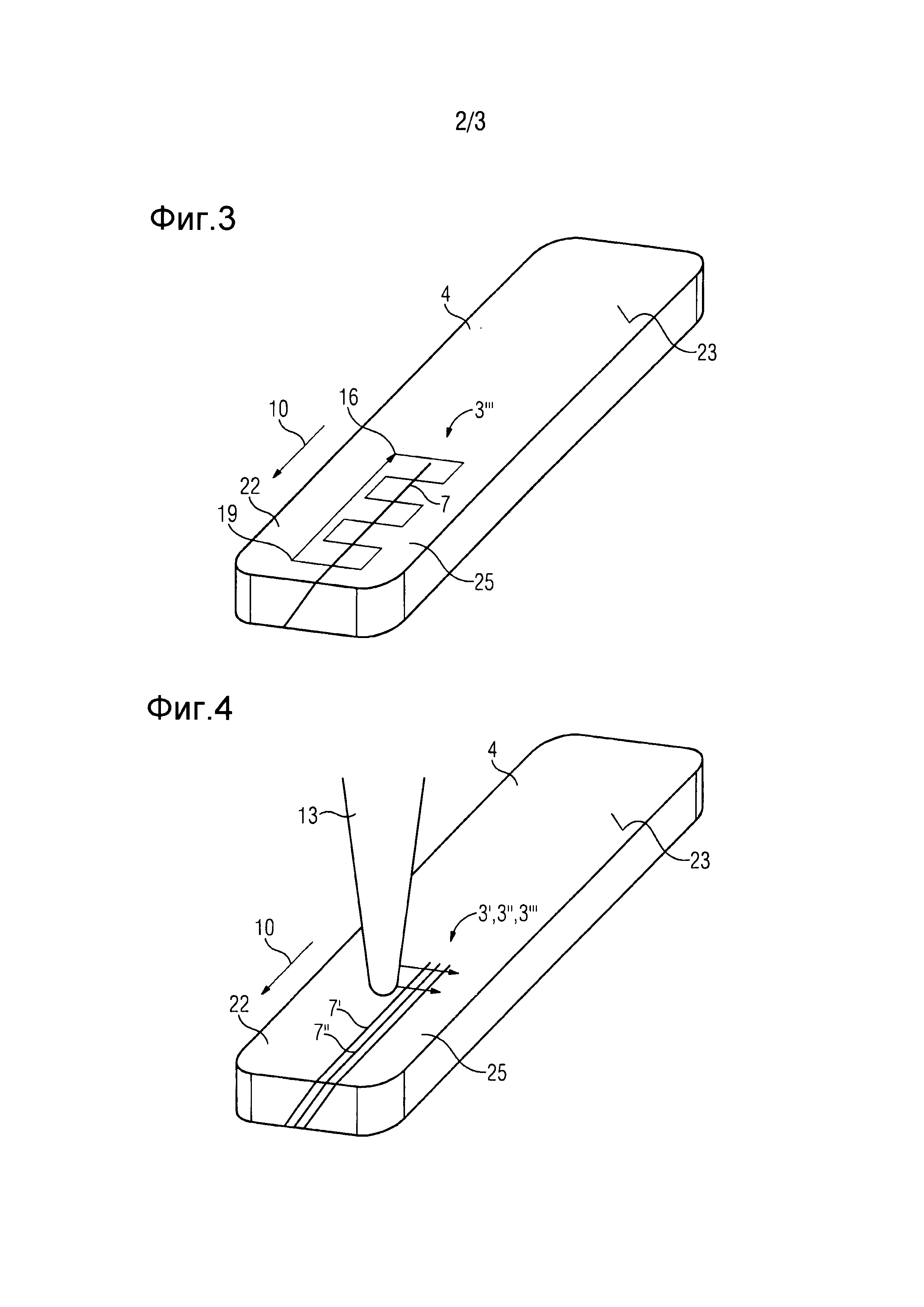
На фиг.3 показана модификация 3’’’ примера выполнения, согласно фиг.4, 2 или 1, в которой сварочный луч от конечной точки 19 сварки, т.е. после полного оплавления трещины 7, еще раз во включенном состоянии проходит к начальной точке 16 оплавления, с целью выравнивания возможно имеющихся выпуклостей.
На фиг.4 показан другой пример выполнения 3’, 3’’, 3’’’ изобретения, в котором оплавляются множественные трещины 7’, 7’’, …. В частности, такие трещины 7’, 7’’, … не могут быть оплавлены, соответственно, охвачены посредством параллельного перемещения вдоль направления прохождения трещин.
Способ особенно пригоден для лазерной сварки с помощью лазерных лучей 13.
Рельсовое транспортное средство с переключением между зимним и летним режимом
Рельсовое транспортное средство с контролированием уровня заполнения бака для сточных вод
Завихритель для смешивания топлива и воздуха
Электрическая машина с двойным осевым вентилятором
Поршневая машина с магнитной опорой поршня
Колейное транспортное средство, в частности рельсовое транспортное средство, с фильтром паразитного тока
Устройство, оборудованная им флотационная машина и способ ее эксплуатации
Способ, система и устройство для предотвращения столкновений
Способ динамического регулирования по меньшей мере одного блока, содержащего по меньшей мере одну горелку, а также устройство для выполнения способа
Высоковольтное соединение и электрическое рельсовое транспортное средство с высоковольтным соединением
Способ сварки заготовок из высокожаропрочных суперсплавов с особой массовой скоростью подачи сварочного присадочного материала
Сплав на основе никеля, применение и способ
Способ колебательной сварки
Улучшенная износостойкость высокотемпературной конструкционной детали, придаваемая кобальтовым покрытием
Стратегия восстановления корончатого хвоста лопатки турбины и лопатка турбины

