Способ изготовления изделий из трубных заготовок
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к способам изготовления изделий из трубных заготовок, и может быть использовано в технологических процессах изготовления теплообменных панелей методом лазерной сварки.
Основной задачей, решаемой при лазерной сварке труб, в том числе тонкостенных, между собой является обеспечение минимального уровня внутренних напряжений и термических деформаций в зоне сварки. Решение поставленной задачи достигается за счет обеспечения в процессе сварки малого размера зон расплава и термического влияния при условии сохранения высокой прочности сварного шва. Оптимальные характеристики соединения при лазерной сварке получаются при обеспечении минимальной величины погонной энергии в сварном шве, что позволяет снизить остаточные напряжения и деформации в 5-10 раз по сравнению с дуговыми способами сварки.
Известен способ изготовления изделия из трубных заготовок, заключающийся в том, что заготовки устанавливают в сварочной оснастке и сваривают подлежащие соединению заготовки между собой по боковой поверхности параллельными швами лазерным лучом в соответствии с заданными параметрами (Носков А.А., Третьяков О.Н. Прогрессивные технологические процессы в производстве и эксплуатации газотурбинных двигателей. М., Изд-во МАИ, 2003. С. 163-171).
Известен способ изготовления изделия из трубных заготовок, заключающийся в том, что заготовки устанавливают в сварочной оснастке, сваривают подлежащие соединению заготовки лазерным лучом в соответствии с заданными параметрами, охлаждают зону сварки инертным газом (С. Катаяма, «Справочник по лазерной сварке», М., Техносфера, 2015, С. 452-457). Для получения изделия требуемых размеров, например, панелей теплообменника, последовательно выполняют параллельные сварочные швы между заготовками по их боковой поверхности, причем процесс осуществляют в роботизированном режиме, а в процессе сварки прижимают свариваемые поверхности друг к другу.
Наиболее близким по совокупности существенных признаков к заявляемому техническому решению является способ изготовления изделия из трубных заготовок, заключающийся в том, что заготовки устанавливают в сварочной оснастке, сваривают подлежащие соединению заготовки лазерным лучом в соответствии с заданными параметрами, охлаждают зону сварки инертным газом, а свариваемые заготовки - по всему объему путем подачи охлаждающей жидкости (патент RU №2533572, 2014 г.). В известном техническом решении охлаждение заготовок по всему объему осуществляется путем их перемещения относительно сварочной оснастки при непрерывной подаче и циркуляции охлаждающей жидкости в контуре оснастки.
Общим существенным недостатком известных способов является сложность точного совмещения лазерного пятна с фактической линией стыка, поскольку на это влияет кинематика перемещения сварочной головки устройства для лазерной сварки, или свариваемых труб относительно неподвижной сварочной оснастки, а также погрешности закрепления трубок в заданном положении и допуски на геометрию трубных заготовок. Для уменьшения влияния этих факторов увеличивают размер лазерного пятна, повышают погонную энергию и мощность излучения, что приводит к повышению суммарного объема расплава в сварном шве. Кроме того, при последовательном наложении большого количества близко расположенных сварных швов возникает эффект технологической наследственности, заключающийся во влиянии предшествующей операции на последующую. Таким образом, избыточная тепловая энергия предыдущего сварного шва влияет на скорости нагрева и охлаждения, условия кристаллизации сварочной ванны последующего сварного шва, что приводит к накоплению избыточного тепла и соответственно к росту остаточных напряжений и деформаций в изготавливаемом изделии.
Техническая проблема, на решение которой направлен заявленный способ, заключается в обеспечении точности геометрических характеристик изготовляемых изделий.
Технический результат, достигаемый при осуществлении предлагаемого способа, заключается в снижении уровня сварочных напряжений и деформаций за счет компенсации избыточной тепловой энергии сварного шва.
Заявленный технический результат достигается за счет того, что при осуществлении способа изготовления изделия из трубных заготовок последние устанавливают в сварочной оснастке, сваривают подлежащие соединению заготовки лазерным лучом в соответствии с заданными параметрами, охлаждают зону сварки инертным газом, а свариваемые заготовки - по всему объему путем подачи охлаждающей жидкости, согласно предлагаемому изобретению охлаждение свариваемых заготовок по их объему осуществляют путем подачи охлаждающей жидкости в полости свариваемых заготовок, осуществляют сварку последовательно по этапам, сваривая на первом этапе заготовки попарно, на втором этапе парные сваренные заготовки сваривают между собой в блоки, а на последующих этапах полученные блоки сваривают между собой до получения требуемого размера изделия, причем поддерживают параметры сварки постоянными на этапах изготовления изделия путем регулирования расхода охлаждающей жидкости, который определяют по соотношению:
nρCT≥kWχh-1ν-1,
где: n - расход охлаждающей жидкости, м3/с;
ρ - плотность охлаждающей жидкости, кг/м3;
С - теплоемкость охлаждающей жидкости, Дж/(кг*К);
Т - температура охлаждающей жидкости, К;
k - коэффициент диссипации;
W - мощность лазерного излучения, Вт;
χ - температуропроводность материала заготовки, м2/с;
h - глубина проплава, м;
ν - скорость сварки, м/с.
Указанные существенные признаки обеспечивают решение поставленной проблемы с достижением заявленного технического результата, так как:
- осуществление охлаждения свариваемых заготовок по их объему путем подачи охлаждающей жидкости в полости свариваемых заготовок обеспечивает постоянство величины минимально необходимой погонной энергии путем компенсации избыточной тепловой энергии сварного шва, что позволяет снизить уровень сварочных напряжений и деформаций;
- осуществление сварки последовательно по этапам, сваривая на первом этапе заготовки попарно, сваривая на втором этапе парные сваренные заготовки между собой в блоки, а на последующих этапах полученные блоки сваривая между собой до получения требуемого размера изделия, поддержание параметров сварки постоянными на этапах изготовления изделия путем регулирования расхода охлаждающей жидкости, который определяют по указанному соотношению обеспечивает идентичные условия сварки заготовок, что позволяет снизить уровень сварочных напряжений и деформаций.
Существенные признаки могут иметь развитие и продолжение.
Осуществление сварки в роботизированном режиме, подача охлаждающей жидкости в полости свариваемых заготовок до момента сварки и приложение в процессе сварки к свариваемым заготовкам поперечного усилия сжатия, величина которого не превышает предела упругости материала заготовок, исключает влияние кинематики перемещения сварочной головки устройства для лазерной сварки относительно сварочной оснастки, погрешностей закрепления трубок в заданном положении и допусков на геометрию трубных заготовок, что позволяет также снизить уровень сварочных напряжений и деформаций.
Настоящий способ поясняется следующим описанием и иллюстрациями, где:
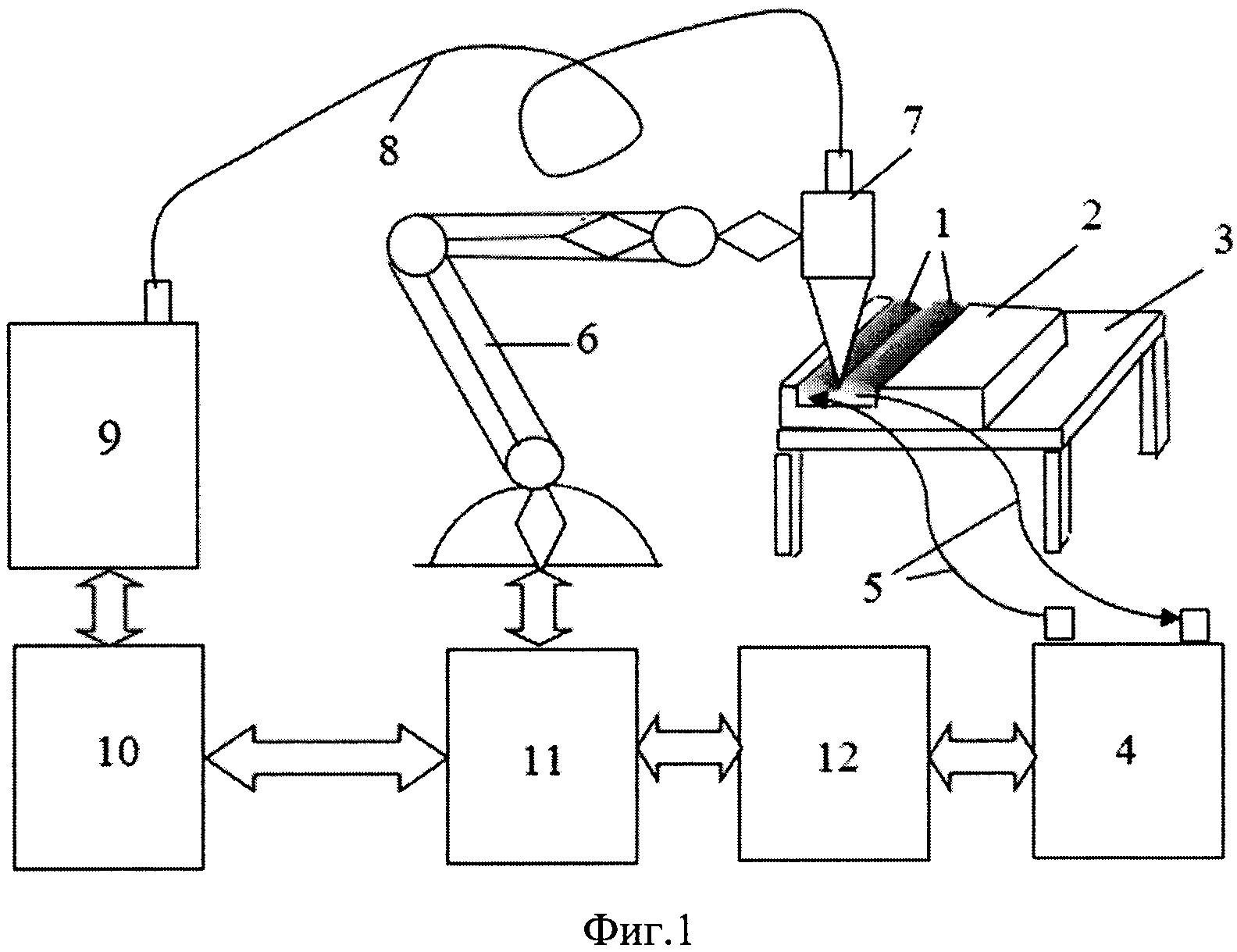
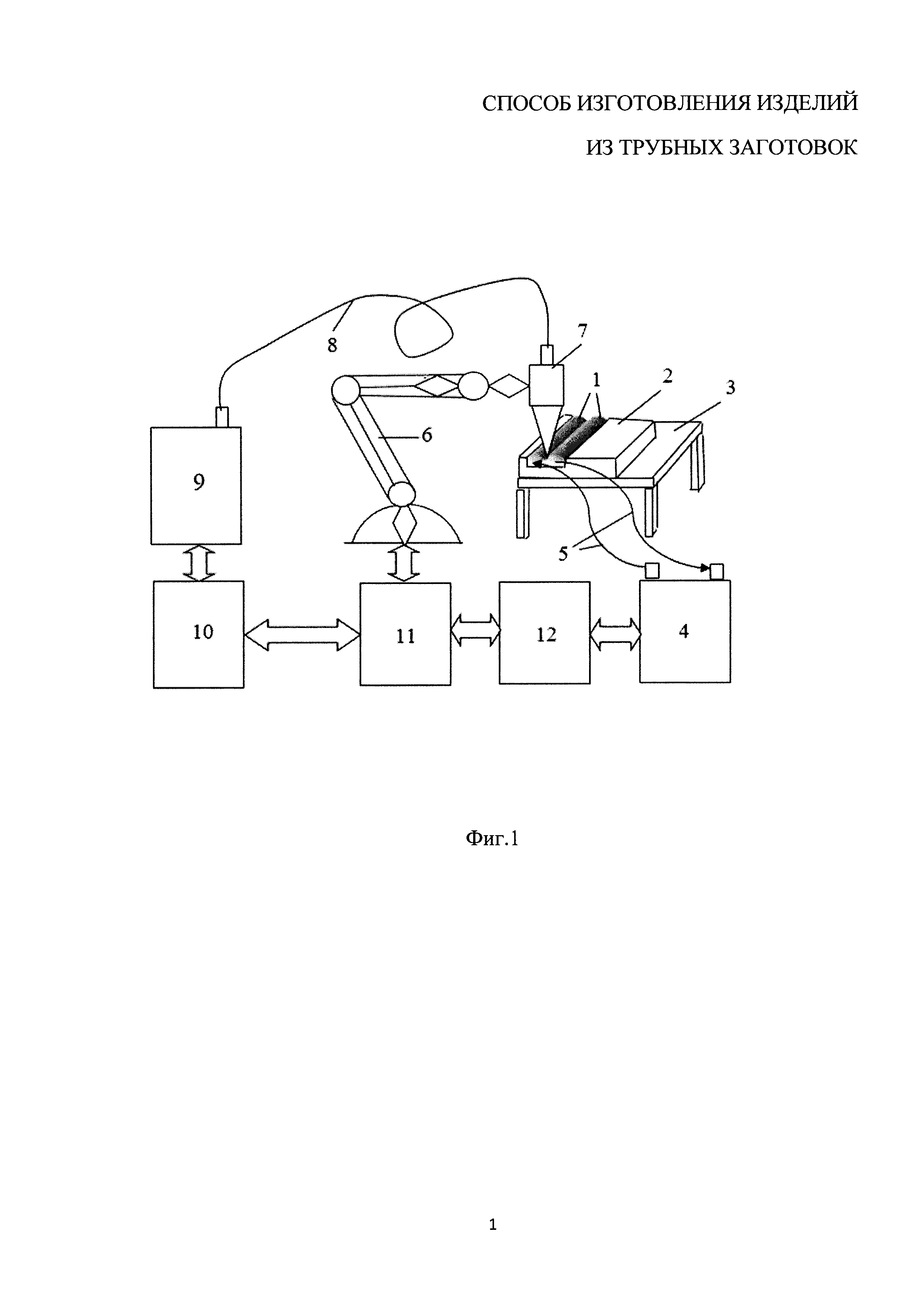
- на фиг. 1 изображена схема реализации предлагаемого способа;
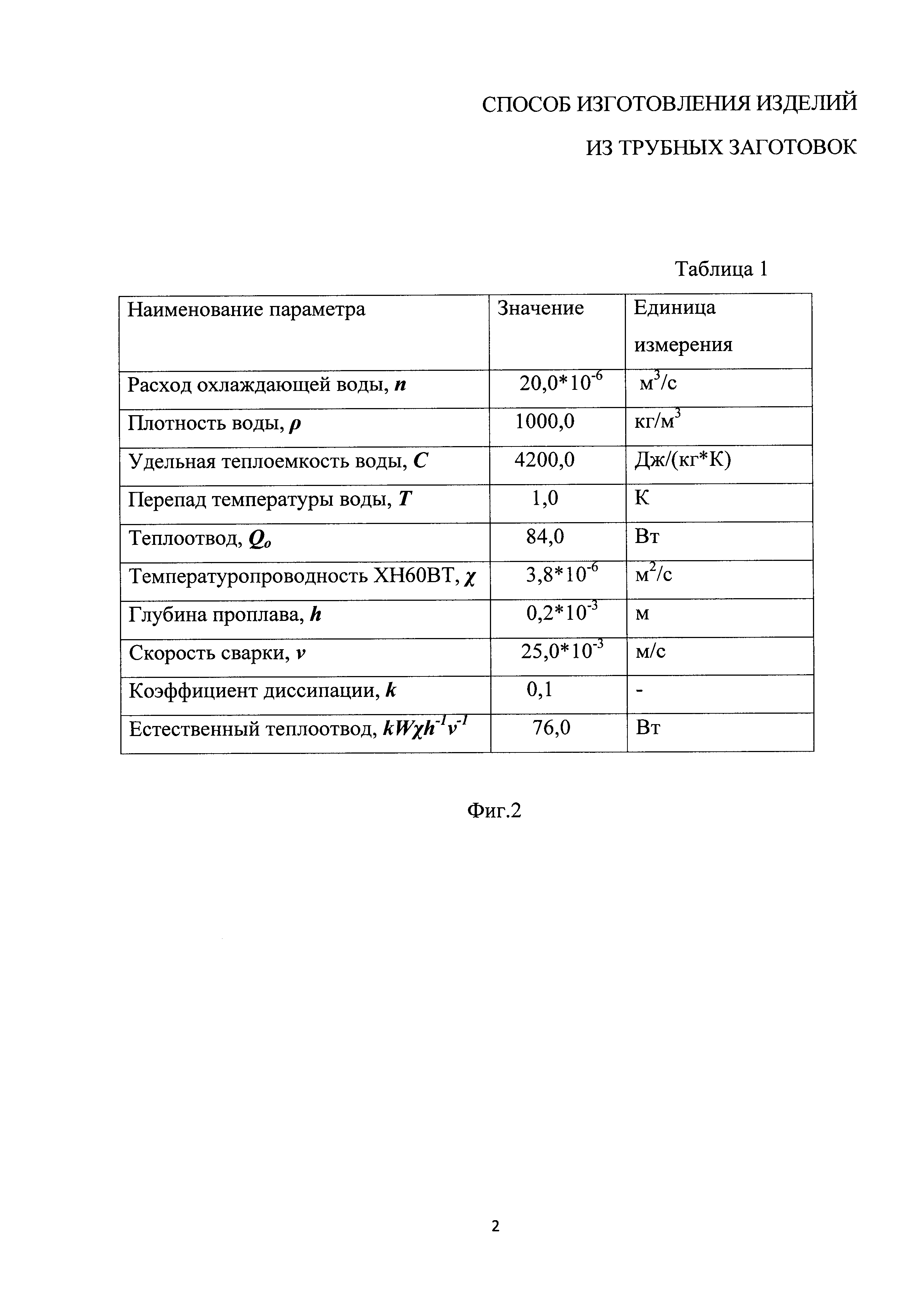
- на фиг. 2 изображена таблица 1, содержащая данные расчета использования воды в качестве охлаждающей жидкости при сварке труб из сплава ХН60 ВТ;
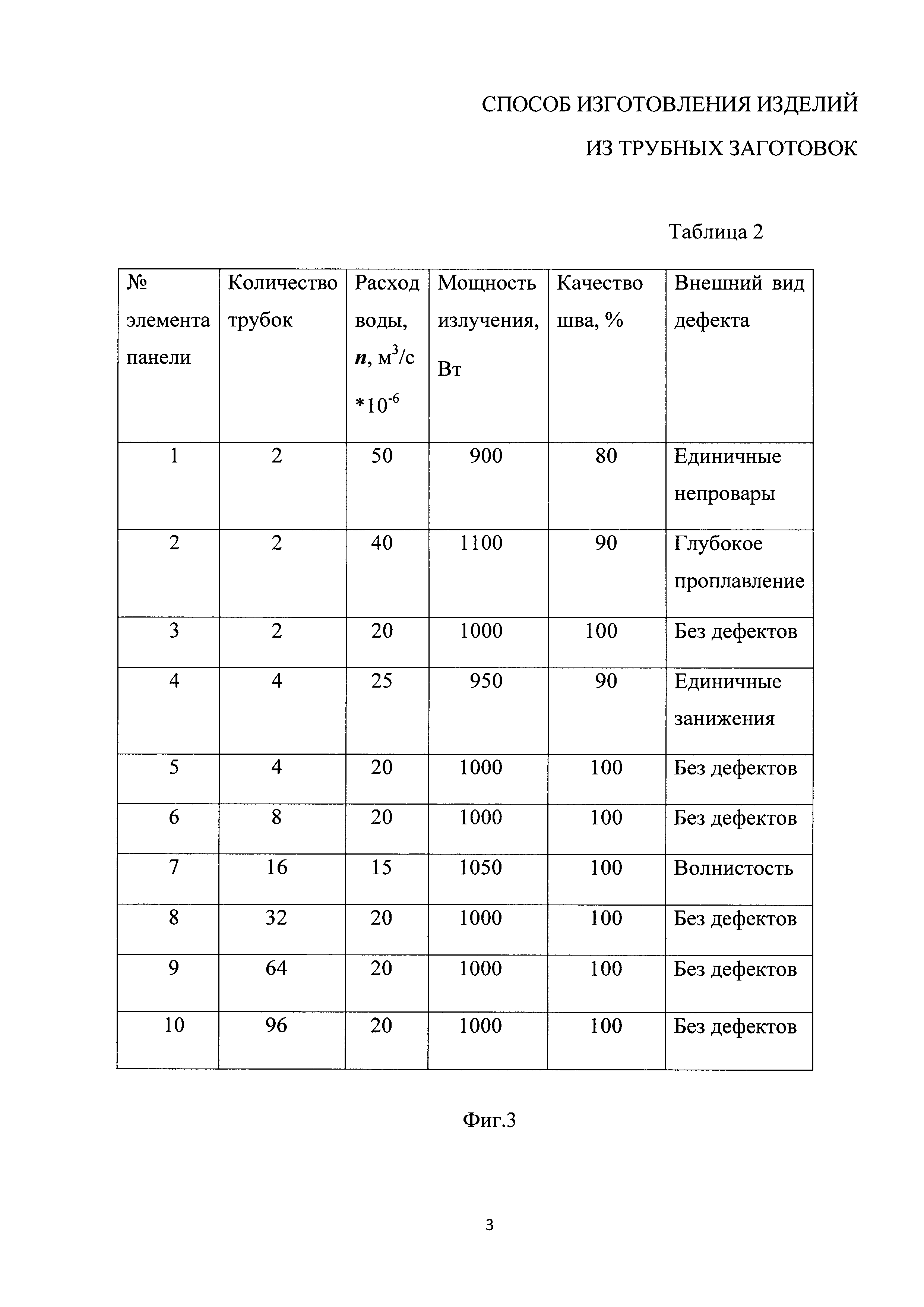
- на фиг. 3 изображена таблица 2, содержащая результаты экспериментальных исследований;
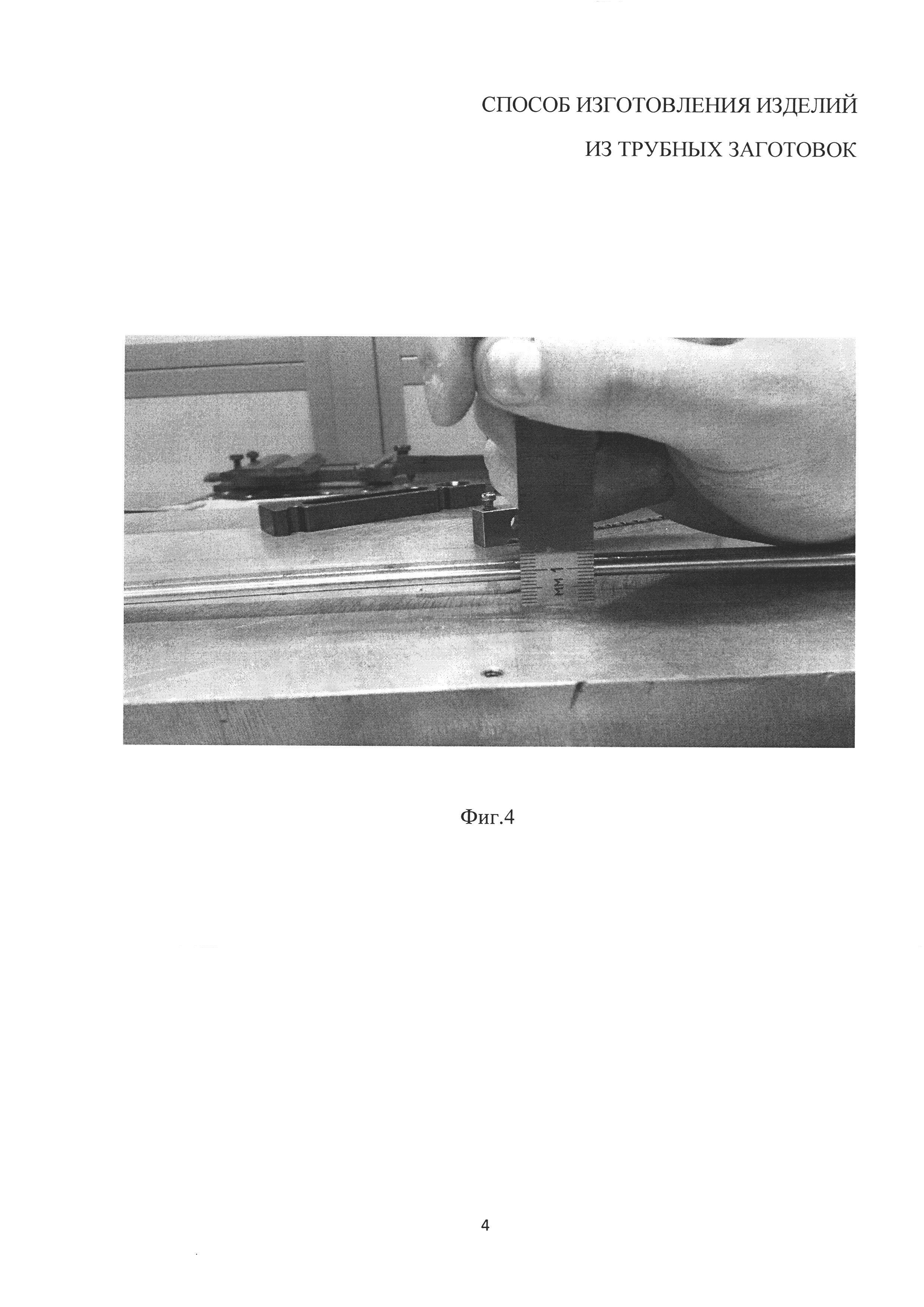
- на фиг. 4 изображена фотография фрагмента панели теплообменника после сварки без охлаждающей жидкости;
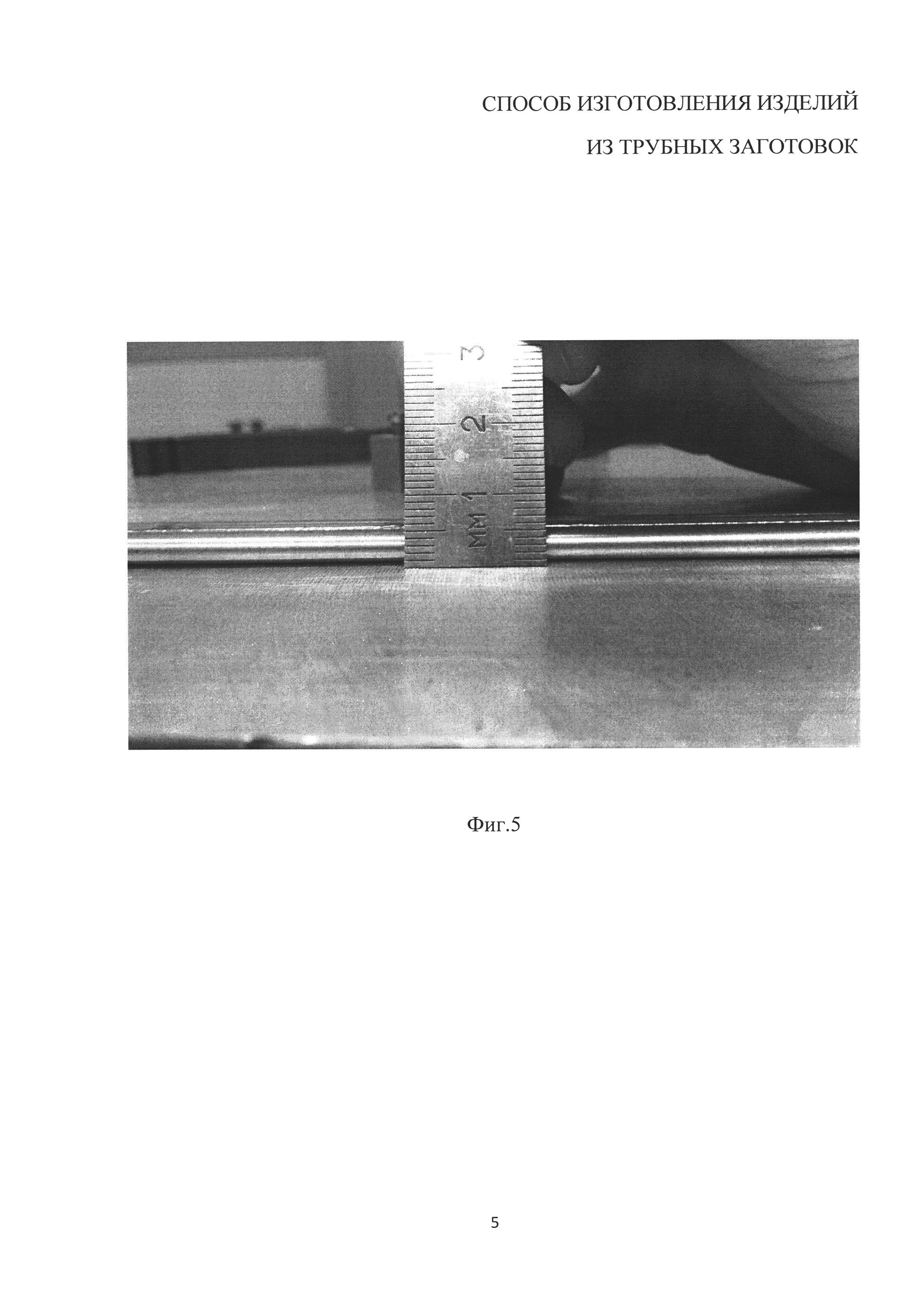
- на фиг. 5 изображена фотография фрагмент панели теплообменника после сварки с применением охлаждающей жидкости.
Способ реализуется следующим образом.
Свариваемые заготовки в виде пары труб 1 устанавливают в калиброванном пазу плиты 2 сварочной оснастки, размещенной на рабочем столе 3, обеспечивающей равномерное прилегание свариваемых поверхностей труб 1 в условиях их поперечного сжатия, усилие которого не превышает предел упругости материала заготовок (см. фиг. 1). Это позволяет исключить влияние погрешностей закрепления труб в заданном положении и допусков на геометрию трубных заготовок, и обеспечить постоянный контакт свариваемых поверхностей заготовок. До момента сварки и в процессе сварки свариваемые заготовки охлаждают по всему объему. Для этого создают циркулирующий поток охлаждающей жидкости путем подачи ее во внутреннюю полость каждой из свариваемых труб 1 от источника 4 охлаждения через каналы 5, причем расход охлаждающей жидкости определяют из соотношения:
nρCT≥kWχh-1ν-1,
где: n - расход охлаждающей жидкости, м3/с;
ρ - плотность охлаждающей жидкости, кг/м3;
C - теплоемкость охлаждающей жидкости, Дж/(кг*К);
T - температура охлаждающей жидкости, К;
k - коэффициент диссипации;
W - мощность лазерного излучения, Вт;
χ - температуропроводность материала заготовки, м2/с;
h - глубина проплава, м;
ν - скорость сварки, м/с.
Зону сварки в процессе изготовления изделия охлаждают инертным газом, обеспечивающем также ее защиту. Сварка осуществляется лазерным методом в роботизированном режиме. Это исключает влияние кинематики перемещения сварочной головки устройства для лазерной сварки относительно сварочной оснастки. Режим поддерживается при помощи робота-манипулятора 6, имеющего шесть степеней свободы, на фланце которого закреплена оптическая сварочная головка 7, связанная оптоволоконным кабелем 8 с источником 9 лазерного излучения. Управление процессом сварки осуществляется при помощи последовательно связанных с источником 9 лазерного излучения стойки 10 управления, контроллера 11 и программного модуля 12. При этом последний связан с источником 4 охлаждения, а оптическая сварочная головка 7 через робот-манипулятор 6 связана с контроллером 11. Изготовление изделия заключается в поэлементном наращивании лазерной сваркой с искусственным теплоотводом. Сварку трубных заготовок осуществляют последовательно по этапам, сваривая на первом этапе попарно трубы 1, на втором этапе сваренные заготовки сваривают между собой в блоки, а на последующих этапах полученные блоки сваривают между собой до получения требуемого размера изделия. При этом параметры сварки поддерживают постоянными на этапах изготовления изделия путем регулирования расхода охлаждающей жидкости. Таким образом, сварка каждого шва производится в идентичных условиях.
Из теории теплообмена и фазовых переходов известно, что при сварке плавлением фазовый переход из твердого в жидкое состояние и обратно происходит при температуре плавления «Т» и сопровождается поглощением (выделением) удельной теплоты «Lm» плавления (А.Г. Аленицын и др. «Краткий физико-математический справочник», М., Наука, 1990, стр. 228-229). Уравнение теплового баланса для сварочного шва в присутствии дополнительного теплоотвода, осуществляющего искусственное охлаждение, можно представить в виде:
aW=Qm+Qo,
где: а - коэффициент поглощения лазерного излучения;
W - мощность лазерного излучения;
Qm - тепло, необходимое для нагрева, плавления и поддержание сварочной ванны в расплавленном состоянии;
Qo - тепло, отводимое от сварочной ванны охлаждающей жидкостью.
Для металла сварочной ванны:
Qm=νhbρm(CmTm+Lm),
где: ν - скорость сварки;
h - глубина проплава;
b - ширина шва;
ρm, Cm, Tm, Lm - плотность, удельная теплоемкость, температура плавления, удельная теплота плавления сплава, соответственно.
Очевидно, что тепловая мощность «QT», которая отводится от сварочной ванны путем естественной теплопроводности в окружающую среду, без дополнительного теплоотвода, будет определяться разностью:
QT=aW-Qm.
Мощность искусственного теплоотвода, осуществляемого посредством охлаждающей жидкости, имеет следующий вид:
Qo=nρСТ,
где: n - расход охлаждающей жидкости;
ρ - плотность охлаждающей жидкости;
С - удельная теплоемкость;
Т - температура охлаждающей жидкости.
Оптимизация режимов лазерной сварки с искусственным охлаждением на основе физического моделирования и экспериментальных исследований, а также анализа размерностей позволили установить следующее.
При сварке трубных заготовок из сплава ХН60 ВТ, стали 12Х18Н9Т и бронзы БрХ1, произведение глубины проплава «h» и скорости «ν» сварки, близко к величине «χ» температуропроводности свариваемых сплавов:
hν≈χ.
Установлено, что тепловая мощность, которая должна отводится от сварочной ванны для исключения перегрева (избыточное тепло):
QT=kWχ/hν,
где коэффициент диссипации (рассеяния) k равен 0,07-0,1.
Поскольку вместо естественного теплоотвода применяется искусственный теплоотвод, то:
QT=Qo,
следовательно можно записать:
kWχ/hν=nρСТ.
При этом «Qo» не должно значительно превышать «QT», а значение частного от деления χ на hν должно быть близко к единице. Для управления процессом искусственного охлаждения путем регулирования величины расхода «n» охлаждающей жидкости в свариваемых трубах полученное соотношение удобно представить в виде:
nρCT≥kWχh-1ν-1.
Пример. Лазерную сварку теплообменных панелей выполняли на рабочем столе роботизированного комплекса «LaserWeldlOR120» лазерной сварки. Размер стола 1,0 на 2,0 м, излучение иттербиевого волоконного лазера модели ЛС-10 фокусировали линзой с фокусным расстоянием 0,5 м оптической сварочной головки, закрепленной на подвижном фланце промышленного робота-манипулятора KUKA модели KR120HA. Фокальную плоскость располагали на уровне стыка свариваемых заготовок. Защиту сварного соединения осуществляли аргоном. Управляющую программу создавали в программной среде KRL (Kuka Robot Language) контроллера KRC4, дооснащенной программным модулем синхронизации подачи охлаждающей жидкости с подачей лазерного излучения. Величину мощности излучения и время лазерного воздействия задавали на стойке управления в программе LaserNet, которая связана с контроллером.
Панель шириной 725 мм поэлементно сваривали из трубных заготовок диаметром 7,5 мм с толщиной стенки 1,0 мм и длиной 600 мм из сплава ХН60 ВТ и нержавеющей стали 12Х18Н10Т при следующих режимах (см. фиг. 2):
- мощность излучения - 900-1050 Вт;
- скорость сварки - (20-30)*10-3 м/с;
- расход аргона - 10-15 л/мин;
- расход воды - (15-50)*10-6 м3/с.
Как видно из результатов экспериментов (см. фиг. 3), подача внутрь трубных заготовок охлаждающей жидкости с расходом, соответствующим, заявленному соотношению, обеспечивает поддержание минимальной погонной энергии в процессе формирования сварного соединения, что позволяет получать качественные сварные швы. На фиг. 4 представлен фрагмент парного элемента панели, сваренного без искусственного охлаждения сварного шва, предельная величина деформации которого составляет (7,0-8,0 мм), на фиг. 5 - фрагмент парного элемента панели с дополнительным теплоотводом путем подачи охлаждающей жидкости во внутренние полости свариваемых заготовок. В этом случае деформация составила 0,5-1,0 мм.
Экспериментальные данные показывают, что искусственное охлаждение позволяет изготавливать теплообменные панели практически без остаточных напряжений и деформаций.
Таким образом, изготовление изделий поэтапной сваркой в идентичных условиях при охлаждении труб по всему объему путем подачи охлаждающей жидкости в полости свариваемых заготовок, объем которой определяется по заданной зависимости, позволяет снизить уровень сварочных напряжений и деформаций, что обеспечивает повышение точности геометрических характеристик изделий.
Способ удаления льда и/или снега с искусственных и грунтовых покрытий
Стенд для моделирования процессов теплообмена в охлаждаемых лопатках
Система смазки подшипников опор роторов газотурбинного двигателя
Система подачи топлива в камеру сгорания газотурбинного двигателя
Интегральный прямоточный воздушно-реактивный двигатель на твердом горючем
Установка для испытания образцов на термоусталость
Реверсивная турбинная установка судового типа
Способ работы трехконтурного турбореактивного двигателя
Цилиндропоршневая группа двигателя внутреннего сгорания
Способ подачи потребителю газообразного водорода высокого давления
Разнолигандные комплексные соединения тербия с фенантролином, интенсивность люминесценции которых зависит от температуры
Разнолигандные фторзамещенные ароматические карбоксилаты лантанидов, проявляющие люминесцентные свойства, и органические светодиоды на их основе
Способ изготовления полого диска из жаропрочного сплава
Способ лазерной сварки полых изделий

