Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ
Вид РИД
Изобретение
Изобретение относится к обработке металлов резанием, а именно к способам определения оптимальной скорости резания, обеспечивающей минимальную интенсивность износа и максимальную работоспособность твердосплавного режущего инструмента, и может быть использовано для назначения режимов резания при лезвийной механической обработке углеродистых и легированных сталей, жаропрочных сплавов и других металлов и сплавов в различных отраслях машиностроения.
Известны способы определения оптимальной скорости резания по графикам зависимостей различных параметров от скорости резания [А.с. СССР №841779, МКИ 3 В23В 1/00, А.с. СССР №1021519, МКИ 3 В23В 1/00, А.с. СССР №1155361, МКИ 4 В23В 1/00, Пат. РФ №2173611, МПК 7 В23В 1/00,]. Недостатком известных способов является остановка процесса резания для промежуточных измерений и применение дополнительных контролирующих приборов, приспособлений и методик.
Известен способ определения оптимальных скоростей резания для твердосплавного инструмента с использованием графика зависимости температуры резания при различных скоростях резания Θ=f(V) и температуры провала пластичности Θ пп, полученных по результатам стандартных кратковременных испытаний образцов из обрабатываемого материала в широком диапазоне температур [А.с. СССР №570455, МКИ 2 В23В 1/00].
Недостатком указанного способа является необходимость проведения сравнительно длительных измерений пластичности в широком диапазоне температур.
Известен способ определения оптимальной скорости резания для твердосплавного инструмента [А.с. СССР №770661, МКИ 3 В23В 1/00, 15.10.80], заключающийся в том, что по результатам стандартных кратковременных испытаний образцов из обрабатываемого материала определяют температуру, при которой происходит изменение "температурного коэффициента" твердости обрабатываемого материала. С помощью кратковременных температурных испытаний находят зависимость температуры резания от скорости резания θ=f(V). По температуре, при которой происходит изменение "температурного коэффициента" твердости обрабатываемого материала на графике θ=f(V), определяют значение оптимальной скорости резания.
Однако трудоемкость указанного способа высока ввиду необходимости проведения кратковременных температурных испытаний для каждого нового обрабатываемого материала.
Наиболее близким по технической сущности является известный способ определения оптимальных скоростей резания для твердосплавного инструмента [Пат. РФ №2535839, МПК В23В 1/00, 20.10.2014], где по результатам кратковременных испытаний определяют температуру резания, при которой происходит изменение вида стружки из сливной в элементную. На графике зависимости температуры резания от скорости резания по этой температуре определяют оптимальную скорость резания.
Однако указанный способ не пригоден для определения оптимальных скоростей резания пластичных жаропрочных, жаростойких и коррозионно-стойких сталей и сплавов. При обработке таких материалов довольно сложно получить ярко выраженное изменение вида стружки из сливной в элементную, вид стружки визуально не меняется. А с применением смазывающих охлаждающих средств (СОС) сложно точно определить температуру резания.
Предлагаемое изобретение решает задачу снижения затрачиваемых станко-часов и сокращения трудоемкости при определении оптимальной скорости резания пластичных жаропрочных, жаростойких и коррозионно-стойких сталей и сплавов на основе стандартных кратковременных испытаний как с применением СОС, так и без его применения.
Техническим результатом изобретения является снижение затрачиваемых станко-часов и трудоемкости способа, определения оптимальной скорости резания.
Указанный технический результат достигается тем, что в способе определения оптимальной скорости резания при обработке жаропрочных сплавов на никелевой основе для твердосплавного инструмента, включающем определение зависимости температуры резания от скорости резания по результатам кратковременных испытаний с построением графика этой зависимости, определяют температуру резания, при которой происходит изменение коэффициента сплошности стружки с 1 до 0,5 по результатам кратковременных стандартных испытаний при резании и на графике зависимости температуры резания от скорости резания определяют оптимальную скорость резания, при которой происходит изменение коэффициента сплошности стружки с 1 до 0,5.
Решение поставленной задачи достигается тем, что в способе определения оптимальной скорости резания для твердосплавного инструмента, включающем кратковременные переточки обрабатываемого материала, получая различные скорости резания, а значит и температуру резания, пользуясь зависимостью нагрузки на шпиндель (окружной силы резания) от скорости резания и коэффициентом сплошности стружки можно определить оптимальную скорость резания.
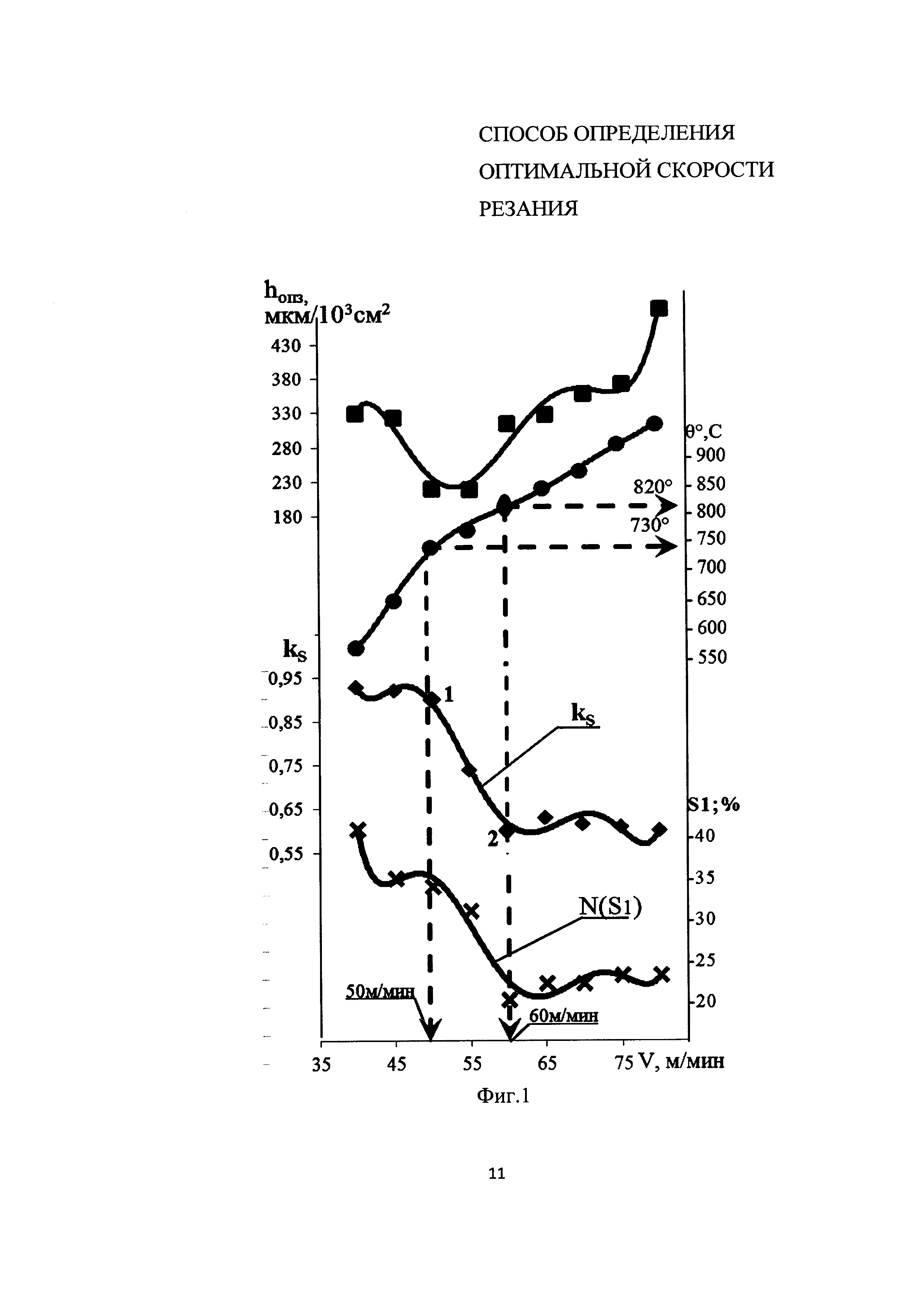
Изобретение поясняется иллюстративным материалом, где на фиг. 1 изображены графики зависимости нагрузки на шпиндель S1 от скорости резания V (м/мин), коэффициента сплошности kS от скорости резания V (м/мин), температуры резания θ°С от скорости резания V (м/мин), относительного износа по задней поверхности hопз (мм) от скорости резания V (м/мин).
Сущность способа заключается в следующем.
По результатам точения обрабатываемого материала и измерений температуры резания строится общий график зависимостей S1=f(V), kS=f(V), θ=f(V) (фиг. 1), который показывает диапазон температуры резания, при которой происходит изменение коэффициента сплошности стружки от 1 до 0,5 при любой подаче, эта температура резания соответствует оптимальной температуре резания, обеспечивающей минимальный износ (фиг. 1), максимальную работоспособность инструмента, по методике, определенной профессором Макаровым А.Д. [А.с. СССР №770661, МКИ 3 В23В 1/00, 15.10.80].
Пример осуществления способа
Исследование проводилось при разных режимах резания, подачи S=0,4 мм/об и разных скоростях резания. Режимные условия формировались так, чтобы охватить весь температурно-скоростной диапазон начиная с температуры 20°С и заканчивая температурой потери формоустойчивости режущего клина из ВК8 - более 1000°С. В качестве обрабатываемого материала использовалась сталь 10X11Н23Т3МР, в качестве режущего инструмента токарный резец ВК8 γ=10°, α=10°, λ=0°, φ=45°. На токарном станке VIKTOR turn II 26/32 оборудованном автоматической системой с ЧПУ FANUC Series 18i - ТВ производят точение обрабатываемого материала на проход участками по 10-15 мм, фиксируя показания нагрузки на шпиндель (окружной силы резания), пирометра, потенциометра термопары.
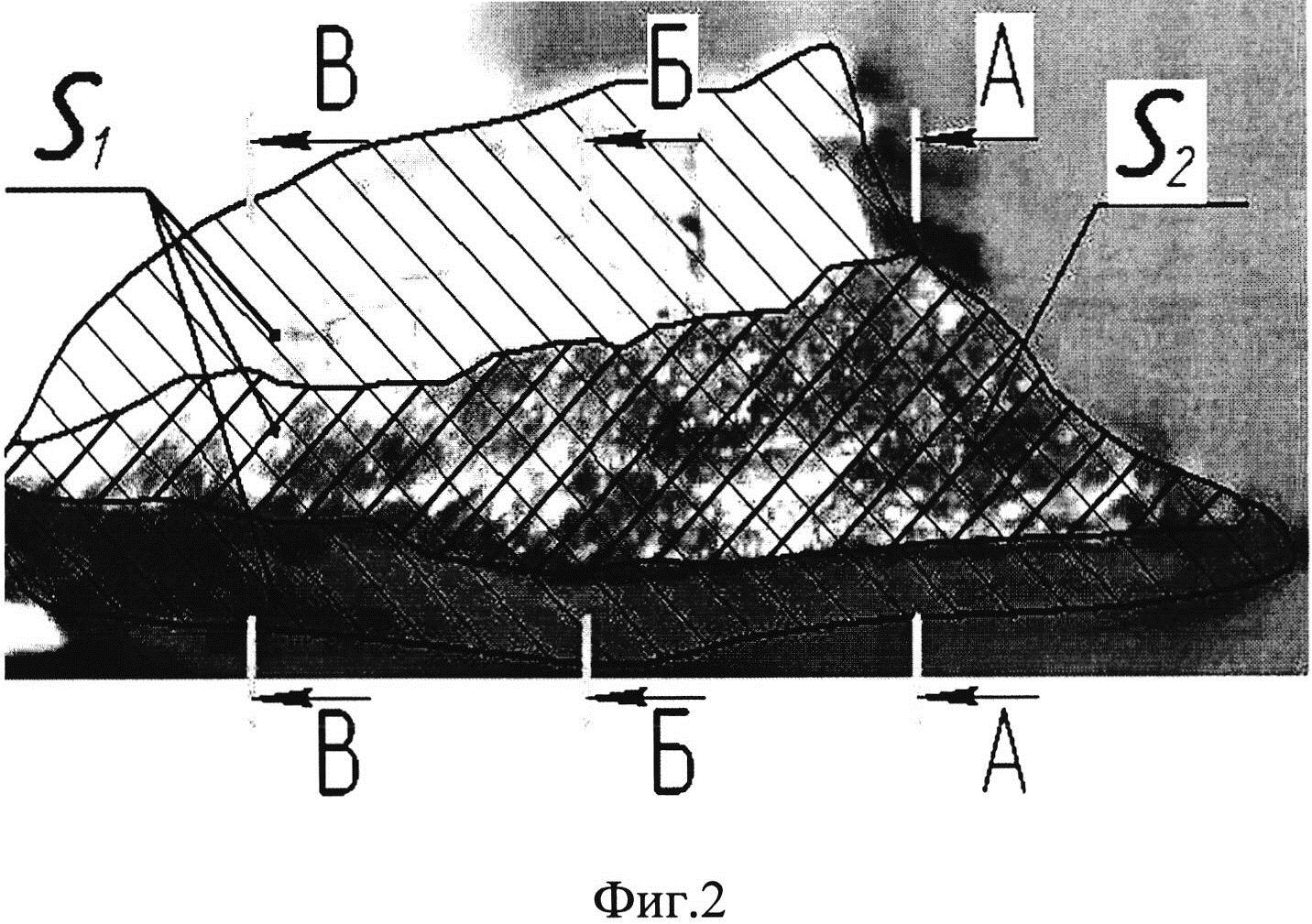
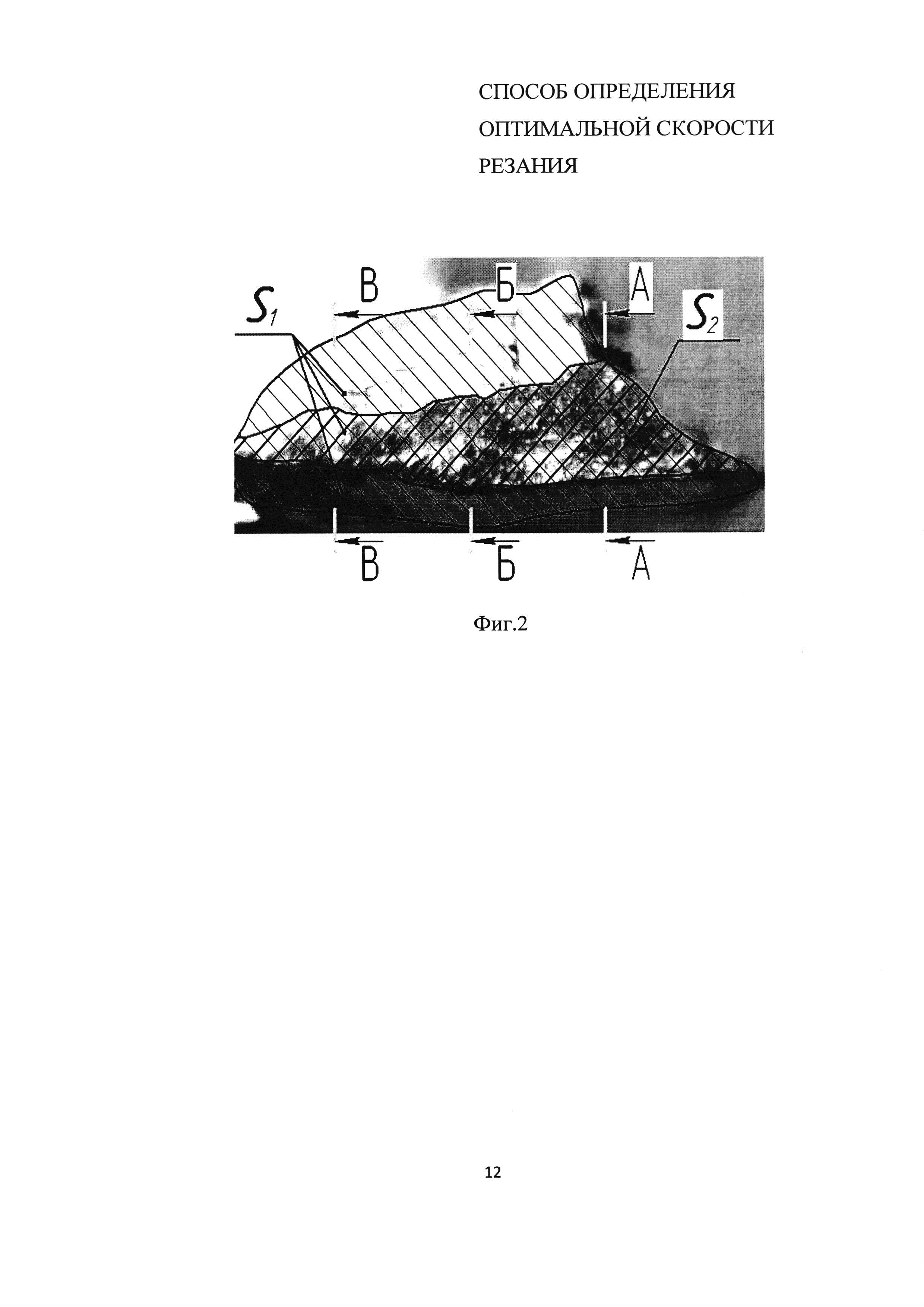
После каждого эксперимента происходит смена режущей пластины и полученную стружку собирают и в лаборатории определяют коэффициент сплошности стружки kS, из отношения площади сплошного слоя стружки к максимальной площади поперечного сечения стружки в этом сечении,  , где S1 - максимальная площадь поперечного сечения стружки; S2 - площадь сплошного слоя стружки, как правило, сплошной слой стружки обуславливается четкой зернистостью (фасетками) в отличие от остальной сглаженной поверхности, как показано на фиг. 2.
, где S1 - максимальная площадь поперечного сечения стружки; S2 - площадь сплошного слоя стружки, как правило, сплошной слой стружки обуславливается четкой зернистостью (фасетками) в отличие от остальной сглаженной поверхности, как показано на фиг. 2.
Пользуясь оптическими приборами, производятся фрактограммы разрушения стружки, изображения которых в графической вычислительной программе КОМПАС - 3D V13 делят на общий профиль стружки и профиль сплошного слоя, как показано на фиг. 2. По общему контуру и контуру сплошного слоя стружки наносится сплошная линия, далее в этой же программе производится измерение площадей стружки и расчет коэффициента сплошности.
Полезность фрактограммы определяется той информацией, которая может быть получена при ее изучении. По фрактограмме можно судить об условиях нагружения, влиянии температуры и внешней среды, очаге разрушения и процессе роста трещины до окончательного разрушения.
По результатам эксперимента строится общий графики зависимостей нагрузки на шпиндель, коэффициента сплошности kS и температуры резания θ, относительного износа по задней поверхности hопз от скорости резания V (фиг. 1).
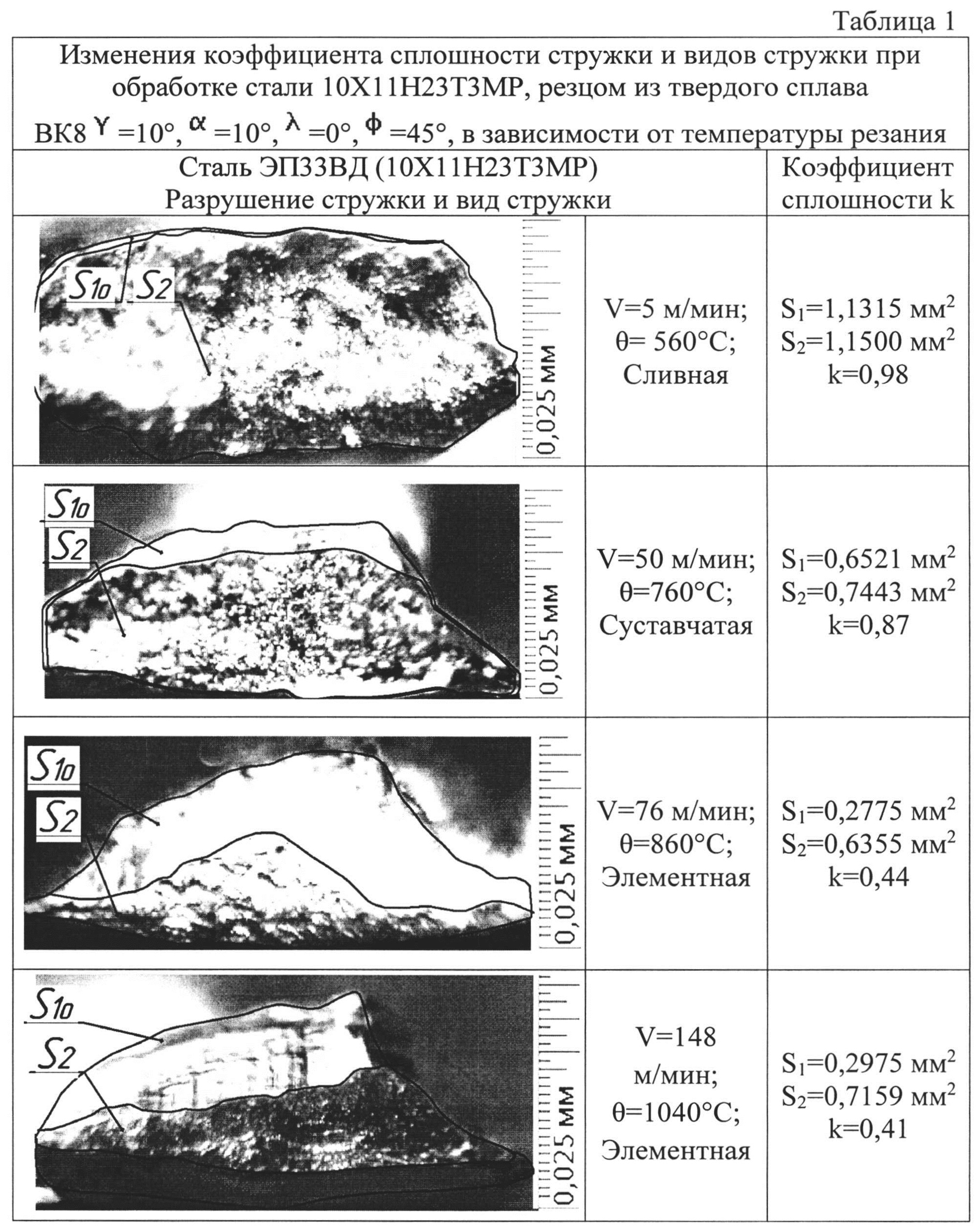
Анализ данных, полученных при эксперименте, позволил выявить общую закономерность изменения коэффициента сплошности стружки в зависимости от температурного диапазона (табл. 1):
Температурный диапазон от 20°С до 300°С - коэффициент сплошности стружки 0,4 - стружка элементная;
Температурный диапазон от 400°С до 500°С - коэффициент сплошности стружки 0,8 - стружка суставчатая;
Температурный диапазон от 600°С до 700°С - коэффициент сплошности стружки 1 - стружка сливная;
Температурный диапазон от 700°С до 800°С - коэффициент сплошности стружки 0,8 - стружка суставчатая;
Температурный диапазон от 800°С до 900°С - коэффициент сплошности стружки 0,4 - стружка элементная.
По результатам точения обрабатываемого материала и измерений температуры резания необходимо стремиться к той температуре, при которой коэффициент сплошности стружки меняет свое значение от 1 (точка 1, фиг. 1) резко снижается до 0,5 (точка 2, фиг. 1), эта температура резания - в диапазоне от 730°-820°С, а оптимальная скорость резания будет равна скоростному диапазону 50-60 м/мин.
Для сравнения можно привести данные, полученные при длительных стойкостных исследованиях.
При точении стали 10Х11Н23Т3МР минимум интенсивности износа резца ВК8 наблюдается при температуре резания 730-820°С и скорости резания 50-60 м/мин.
Таким образом, наглядно видно практическое соответствие оптимальной температуры резания температуре, при которой коэффициент сплошности стружки меняет свое значение от 1 резко снижается до 0,5 стружка из сливной переходит в элементную.
Применение предлагаемого способа определения оптимальной скорости резания позволяет сократить станко-часы и трудоемкость определения оптимальной скорости резания, расход обрабатываемого материала, так как эксперимент можно проводить в заводских условиях на реальных деталях.
Способ коррекции положения резца на металлорежущем станке с чпу
Плунжерный агрегат
Способ исследования пространственного распределения нефти в поровом пространстве грунтов и других пористых сред
Плитный фундамент под резервуар
Удерживающие габаритные ворота
Способ управления погружным электронасосом при периодической откачке жидкости из скважины
Способ отсечения конуса подошвенной воды
Способ изоляции водопритока в нефтедобывающей скважине
Бетонная смесь
Устройство регистрации, идентификации перенапряжений и оценки остаточного ресурса изоляции погружных электродвигателей
Стружколомающая сменная режущая пластина с переменным передним углом
Сборная червячная фреза
Способ определения температуры максимальной работоспособности твердосплавных режущих пластин
Структура для преобразователей механических деформаций
Сборная червячная фреза с групповой схемой резания
Преобразователь электрического тока

