Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ИЗ ПОРОШКОВОГО МАТЕРИАЛА МЕТОДОМ ПОСЛОЙНОГО ЛАЗЕРНОГО СИНТЕЗА С ПРИМЕНЕНИЕМ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ
Вид РИД
Изобретение
Изобретение относится к аддитивным технологиям, в частности к изготовлению металлических изделий из порошков послойным лазерным синтезом (технологии Direct Metal Laser Sintering и Selective Laser Melting) и может быть использовано для производства деталей сложных форм в различных отраслях машиностроения.
Из уровня техники известен способ изготовления металлических изделий из порошков послойным лазерным синтезом, принятый в качестве прототипа, включающий послойную укладку порошка на предметном столе принтера, синтез металломатричного композиционного материала под воздействием теплового источника по твердотельной модели изделия. Далее следует нанесение следующего слоя порошка, его выравнивание и селективная обработка тепловым источником. Цикл повторяется до полного построения изделия. После построения изделие извлекается из рабочей камеры и очищается от неспеченного порошка (Зленко М.А. Аддитивные технологии в машиностроении / М.В. Нагайцев, В.М. Довбыш: пособие для инженеров. - М.: ГНЦ РФ ФГУП НАМИ, 2015. - 220 с. - С. 18).
К недостаткам известного способа относятся дефекты, характерные для литых изделий: неудовлетворительная прочность вследствие неоднородной структуры металла; наличие пористости в структуре металла и его охрупчивание; наличие остаточных напряжений вследствие неравномерного нагрева и охлаждения детали; низкое качество поверхности. Таким образом, технической проблемой является сниженные механические свойства металлических изделий, изготовленных из порошков послойным лазерным синтезом.
Техническим результатом изобретения является качественное повышение механических свойств за счет деформационной проработки структуры и устранения пористости после лазерного спекания порошка.
Заявляемый способ получения металлического изделия послойным лазерным синтезом из порошка включает послойную укладку порошка на предметном столе принтера и послойное проплавление порошка с обеспечением синтеза металломатричного композиционного материала под воздействием теплового источника по твердотельной модели изделия.
От прототипа способ отличается тем, что проплавленный слой порошка подвергают знакопеременной деформации с сохранением формы и размеров путем обжатия его инструментом с использованием направляющей матрицы в два этапа, причем на первом этапе обеспечивают локальное выдавливание материала проплавленного слоя из зоны под инструментом с его выпучиванием в зоне, окружающей инструмент, при ограничении направляющей матрицей, а на втором этапе выдавленный металл из зоны, окружающий инструмент, перемещают в его исходное положение.
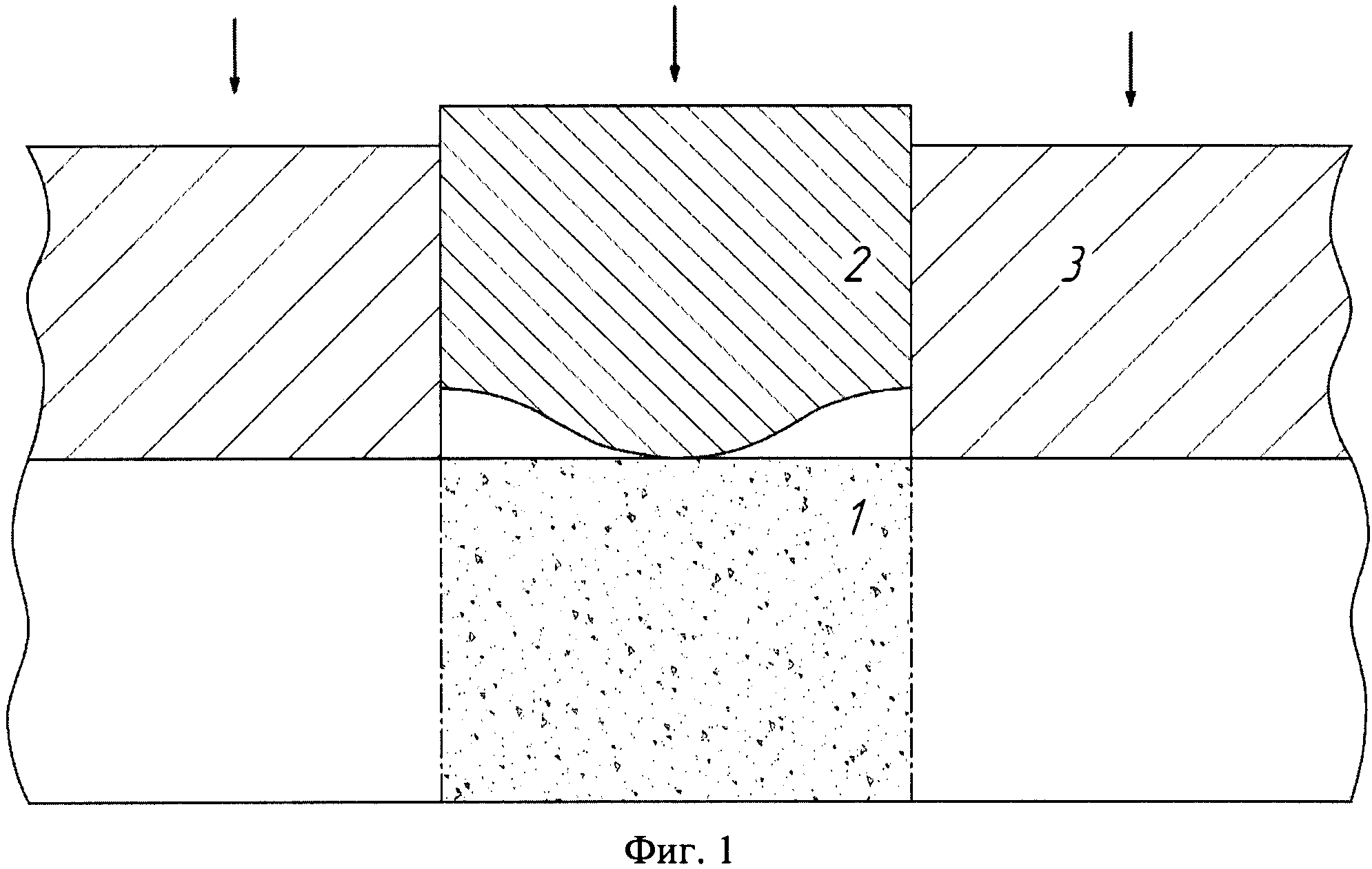
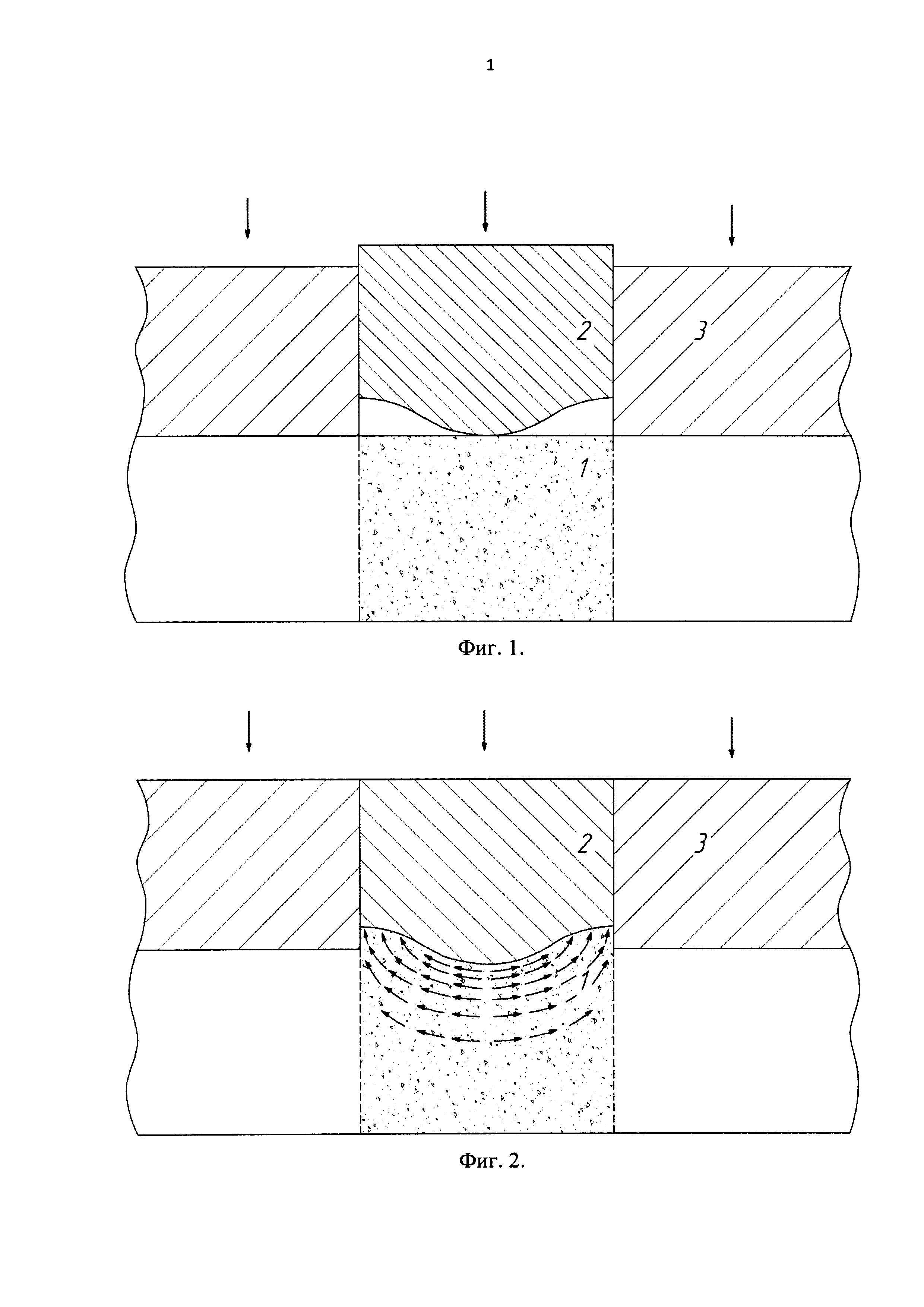
Сущность изобретения поясняется схемами на фиг. 1, 2 и 3, где изображены траектории перемещения частиц металла при обжатии специальным инструментом за два этапа. На первом этапе (см. фиг. 1 и 2) проплавленный слой 1 обжимается штампом или роликом 2, обеспечивающим локальное выдавливание металла из зоны под инструментом и выпучивание металла в зоне, окружающей инструмент. Выпучивание металла за пределами слоя 1 ограничивает направляющая матрица 3. На втором этапе выдавленный металл из окружающей зоны перемещается в начальное положение, а проплавленный и продеформированный слой 1а возвращается к исходным размерам (см. фиг. 3). При этом совершается интенсивная знакопеременная деформация в локальной области, которая приводит к формированию нанокристаллической или субмикрокристаллической структуры и повышению уровня механических свойств металла (Сегал В.М., Резников В.И., Копылов В.И. и др. Процессы пластического структурообразования. Минск: Наука и техника. - 1994. - 232 с.; Валиев Р.З., Александров И.В. Наноструктурные материалы, полученные интенсивной пластической деформацией. - М.: ЛОГОС, 2000. - 272 с.). Знакопеременный характер перемещения частиц металла (как на фиг.2 и 3) обеспечивает также устранение дефектов литейного происхождения без разрушения. Этому способствует мягкая схема напряженного состояния с преобладанием сжимающих напряжений. При компьютерном моделировании процесса деформации за два этапа установлено, что отношение среднего нормального напряжения к интенсивности касательных напряжений в разных точках локального очага деформации находится в пределах  . Инструменты (штампы или ролики), выравнивающий и разравнивающий проплавленный слой, работают по программе, согласованной с работой теплового источника для селективной плавки порошкового слоя в соответствии с твердотельной моделью детали.
. Инструменты (штампы или ролики), выравнивающий и разравнивающий проплавленный слой, работают по программе, согласованной с работой теплового источника для селективной плавки порошкового слоя в соответствии с твердотельной моделью детали.
Способ выплавки многокомпонентной латуни
Устройство для производства воды из воздуха
Способ токарной обработки
Проволока для сварки среднеуглеродистых среднелегированных броневых сталей
Инструментальный материал на основе карбидов
Способ контроля температуры монолитного бетона в перекрытии при его выдерживании и устройство для его осуществления
Способ контроля геометрических параметров резьбы
Способ извлечения урана из подземной урансодержащей воды
Интеллектуальный преобразователь
Способ монтажа сборной части ригеля и монтажное приспособление для его осуществления
Способ восстановления служебных свойств насосно-компрессорных труб лейнированием
Способ производства биметаллического проката на основе низкоуглеродистой стали и алюминиевого сплава
Способ продольной прокатки труб
Оправка для калибрования внутреннего канала труб
Способ прокатки трубной заготовки
Способ профилирования заднего конца цилиндрической трубной заготовки для прокатки в трехвалковых станах винтовой прокатки
Способ ковки длинномерных заготовок
Способ изготовления цельнокатаных железнодорожных колес
Способ получения толстого листа из непрерывно-литого сляба

