Результат интеллектуальной деятельности: СПОСОБ ОТРЕЗАНИЯ И РАЗМЕЩЕНИЯ ПРОВОЛОКИ ДЛЯ НОСА В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ МАСОК ДЛЯ ЛИЦА
Вид РИД
Изобретение
Ссылка на связанные заявки
Содержание данной заявки связано с содержанием следующих поданных параллельно с ней международных заявок:
a. Заявка с внутренним номером 64973915РС01 (HAY-3034A-PCT), имеющая название "Способ и система для сращивания проволоки для носа в процессе изготовления масок для лица".
b. Заявка с внутренним номером 64973915РС02 (HAY-3034B-PCT), имеющая название "Способ и система для сращивания проволоки для носа в процессе изготовления масок для лица".
c. Заявка с внутренним номером 64973915РС03 (HAY-3034C-PCT), имеющая название "Способ и система для ввода резервной проволоки для носа в линию изготовления масок для лица".
d. Заявка с внутренним номером 64973906РС02 (HAY-3035B-PCT), имеющая название "Способ и система для размещения проволок для носа в процессе изготовления масок для лица".
e. Заявка с внутренним номером 64973906РС03 (HAY-3035C-PCT), имеющая название "Способ и система для размещения проволок для носа в процессе изготовления масок для лица".
f. Заявка с внутренним номером 64973906РС04 (HAY-3035D-PCT), имеющая название "Способ и система для размещения проволок для носа в процессе изготовления масок для лица".
g. Заявка с внутренним номером 64973896РС01 (HAY-3036A-PCT), имеющая название "Способ и система для складывания и подготовки масок для лица к упаковке на линии изготовления масок для лица".
h. Заявка с внутренним номером 64973896РС02 (HAY-3036B-PCT), имеющая название "Способ и система для автоматической укладки в стопу и помещения сложенных масок для лица в коробку на линии изготовления масок для лица".
i. Заявка с внутренним номером 64973896РС03 (HAY-3036C-PCT), имеющая название "Способ и система для автоматической укладки в стопу и помещения сложенных масок для лица в коробку на линии изготовления масок для лица".
Содержание перечисленных заявок полностью включено в данное описание посредством ссылки. Любая комбинация признаков и аспектов изобретений, раскрытых в названных заявках, может быть скомбинирована с вариантами, раскрытыми в данной заявке, с получением дополнительных вариантов изобретения.
Область техники
Изобретение относится к области защитных масок для лица и, более конкретно, к способу и системе для нарезания и размещения проволок для носа в процессе изготовления таких масок.
Уровень техники
Известны различные конфигурации одноразовых фильтрующих масок для лица (респираторов), для которых используются различные названия, например "маски для лица", "респираторы", "фильтрующие респираторы на лицо". В данном описании такие устройства в общем виде именуются "масками для лица".
Возможность снабжать работников сферы здравоохранения, спасателей и обычных людей защитными масками для лица в периоды природных катаклизмов или других катастрофических событий является критичной. Например, в случае пандемии использование масок для лица, способных обеспечить фильтруемое дыхание, представляет собой ключевой фактор защитной реакции на данное событие. По этой причине правительство и другие органы управления, как правило, создают и поддерживают запас масок для лица, готовый для немедленного использования. Однако маски для лица имеют определенный срок хранения, так что необходимо постоянно следить за указанным запасом с целью его обновления и пополнения. Данная активность является крайне дорогостоящей.
В последнее время были инициированы исследования возможности организации массового изготовления масок для лица по принципу "как только потребуется", например в течение пандемий или других бедствий, вместо того чтобы полагаться на запасы. Например, в 2013 г. Управление по перспективным исследованиям и разработкам в области биомедицины Министерства здравоохранения США (Biomedical Advanced Research and Development Authority, BARDA) оценило потребность в масках для лица в случае возникновения пандемии в США как составляющую 100 миллионов и предложила провести исследование того, можно ли удовлетворить эту потребность массовым производством 1,5-2 миллионов масок для лица в день с целью избежать их хранения на складах. Требуемая для этого производительность соответствует 1500 маскам/мин. Вследствие ограничений технологий и оборудования современные поточные линии по изготовлению масок для лица способны изготавливать только около 100 масок/мин, что далеко не соответствует указанной оценке. Как следствие, чтобы сделать реальной цель производства масок для лица "как только потребуется" при пандемии, необходимы дальнейшие усовершенствования процессов изготовления.
Различные конфигурации фильтрующих масок для лица включают гибкую деформируемую металлическую деталь, известную как "проволока для носа". Она расположена вдоль края верхней фильтрующей панели и способствует, как это хорошо известно, приданию маске для лица формы, соответствующей носу конкретного пользователя, а также удерживанию маски в нужном положении в течение использования. В масках различных размеров и конфигураций проволоки для носа могут иметь различную длину и ширину, причем они обычно нарезаются из рулона в непрерывном (поточном) процессе нарезания и профилирования, а затем укладываются непосредственно на движущийся носитель в виде нетканого полотна (которое может иметь несколько нетканых слоев) вдоль его края, который станет верхним краем готовой маски. Этот край затем покрывается скрепляющим материалом, который также инкапсулирует и надежно удерживает проволоку для носа в требуемом положении у верхнего края маски. Чтобы гарантировать правильное положение проволоки для носа в готовой маске для лица, транспортирование и размещение на несущем полотне индивидуальных проволок для носа, поступающих от участка нарезки/профилирования, должно осуществляться с высокой точностью. Для массового изготовления масок для лица при указанных выше производительностях расход индивидуальных проволок для носа, поступающих от участка нарезки/ профилирования, и скорость транспортирования несущего полотна должны быть значительно более высокими, чем на известных производственных линиях. Как следствие, представляется необходимым более чувствительное управление подачей проволок для носа от участка резки/профилирования и их размещением на несущем полотне, чтобы гарантировать правильное позиционирование проволок для носа перед началом процесса их инкапсулирования.
Раскрытие изобретения
Изобретение направлено на удовлетворение этого требования и обеспечивает создание способа и системы для нарезания и размещения, с высокой скоростью, проволок для носа на движущемся несущем полотне в поточном процессе изготовления масок для лица.
Другие задачи, решаемые изобретением, и его преимущества будут раскрыты в нижеследующем описании или станут очевидными из него, или могут быть установлены при практическом использовании изобретения.
В соответствии с изобретением предлагается способ нарезания индивидуальных проволок для носа из непрерывно подаваемой проволоки и размещения проволок для носа на несущем полотне. Способ предназначен для осуществления на линии изготовления масок для лица при производительности, значительно более высокой, чем у известных линий изготовления. Ожидается, что предлагаемый способ нарезания и размещения способен обеспечить производительность изготовления масок для лица с использованием единственной линии изготовления, по меньшей мере на порядок более высокую, чем у известных линий.
Должно быть понятно, что способ согласно изобретению не ограничен конкретным типом или конфигурацией маски для лица, содержащей проволоку для носа, или операциями, выполняемыми на линии изготовления масок для лица после завершения данного способа.
Предлагаемый способ включает непрерывную подачу проволоки от источника проволоки на участок резки на линии изготовления масок для лица. На участке резки проволока захватывается комплектом вращающихся подающих роликов и перемещается ими с первой скоростью к отрезному диску. Затем проволока нарезается отрезным диском на индивидуальные проволоки для носа, имеющие заданную длину. За отрезным диском индивидуальные проволоки для носа захватываются комплектом транспортных роликов, которые продвигают эти проволоки и размещают их на движущемся несущем полотне. В соответствии с изобретением транспортные ролики приводятся во вращение независимо от подающих роликов и отрезного диска, так что проволоки для носа за отрезным диском сначала ускоряются и транспортируются от отрезного диска со второй скоростью, большей, чем первая скорость. Затем проволоки для носа замедляются на транспортных роликах и подаются на несущее полотно с третьей скоростью, меньшей, чем первая скорость.
В одном варианте подающие ролики приводятся во вращение независимо от отрезного диска и транспортных роликов. В дополнение, отрезной диск может приводиться во вращение независимо от подающих и транспортных роликов. Подающие ролики, отрезной диск и транспортные ролики могут иметь приводы с независимым управлением от контроллера.
В одном конкретном варианте проволока подается от источника в виде вращающегося рулона проволоки, связанного с приводом, не зависимым от привода подающих роликов и управляемым, посредством контроллера, для транспортирования проволоки к подающим роликам на четвертой скорости, большей, чем первая скорость, чтобы создать резерв проволоки между рулоном-источником и подающими роликами. Этот резерв предотвращает прихватывание на подающих роликах и позволяет обеспечить точную скорость транспортирования проволоки подающими роликами к отрезному диску.
Для целей управления и для обеспечения различных скоростей (как это было упомянуто выше) способ может дополнительно включать детектирование скорости вращения подающих и транспортных роликов посредством датчиков, которые связаны с контроллером.
Изобретение также охватывает различные варианты системы для нарезания индивидуальных проволок для носа из непрерывно подаваемых проволок и для размещения проволок для носа на несущем полотне, движущемся по линии изготовления масок для лица, в соответствии с предложенным способом, описанным выше.
Другие признаки и особенности изобретения будут более подробно описаны далее.
Краткое описание чертежей
Далее, со ссылками на прилагаемые чертежи, приводится более подробное описание изобретения, ориентированное на специалистов в соответствующей области и включающее наилучший вариант его осуществления.
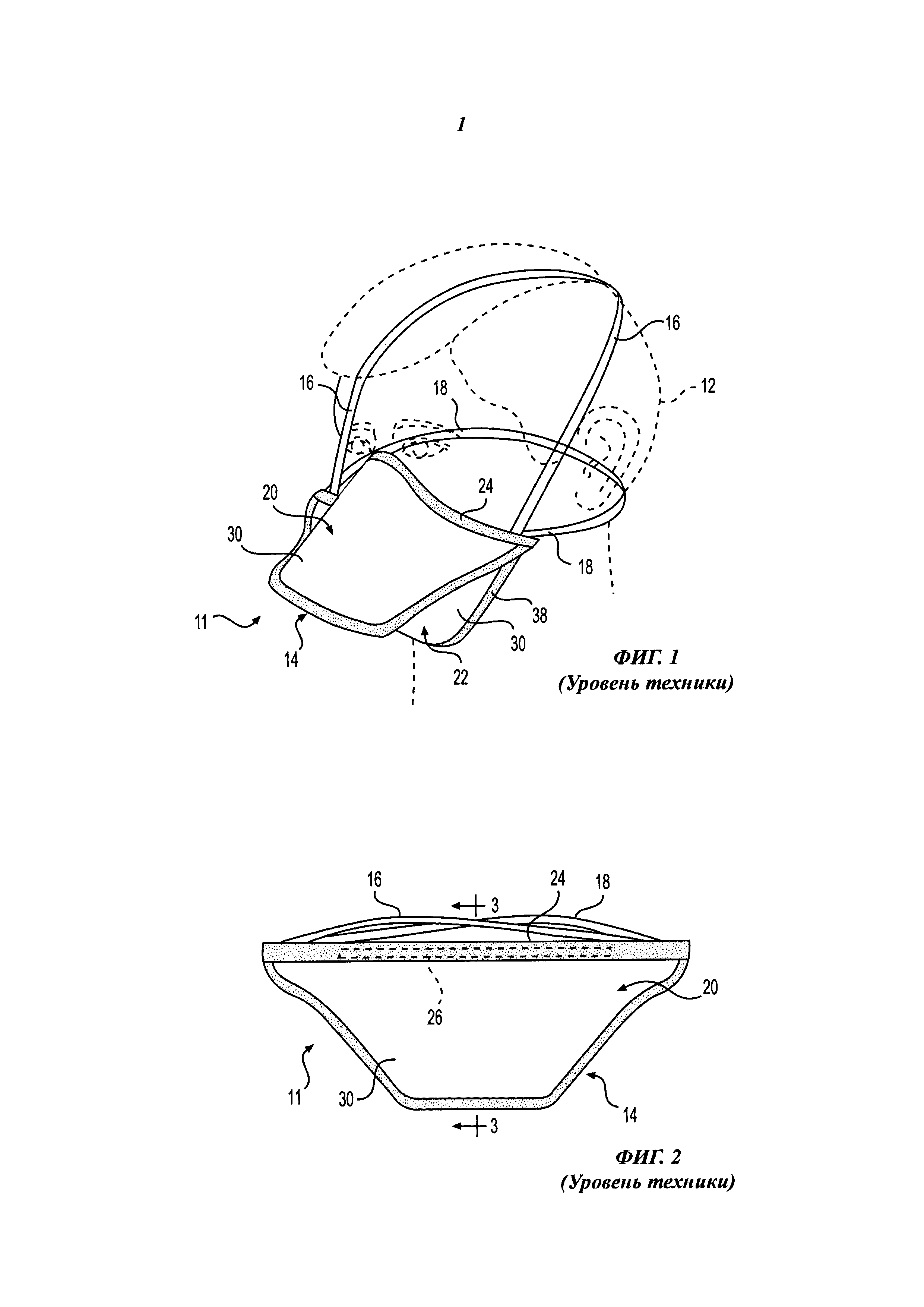
На фиг. 1 представлена, в перспективном изображении, надетая на пользователя известная респираторная маска для лица, содержащая проволоку для носа, позволяющую обеспечить соответствие маски лицу пользователя.
На фиг. 2 маска для лица по фиг. 1 показана на виде сверху, в сложенном состоянии.
На фиг. 3 маска для лица по фиг. 2 показана в сечении плоскостью 3-3 (см. фиг. 2).
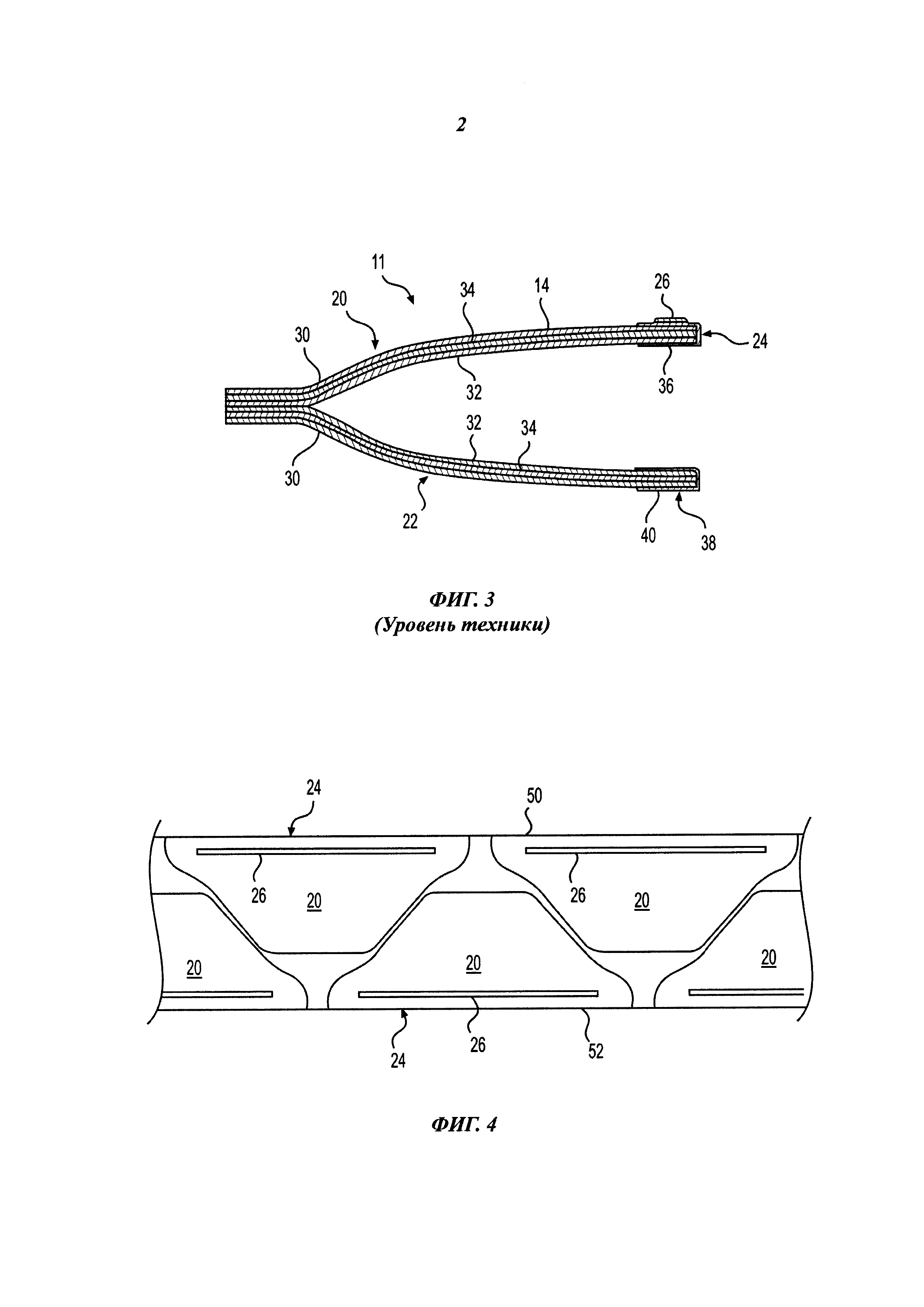
На фиг. 4 показано, на виде сверху, полотно, на котором размечены панели маски для лица с проволоками для носа, введенными в краевые части чередующихся панелей.
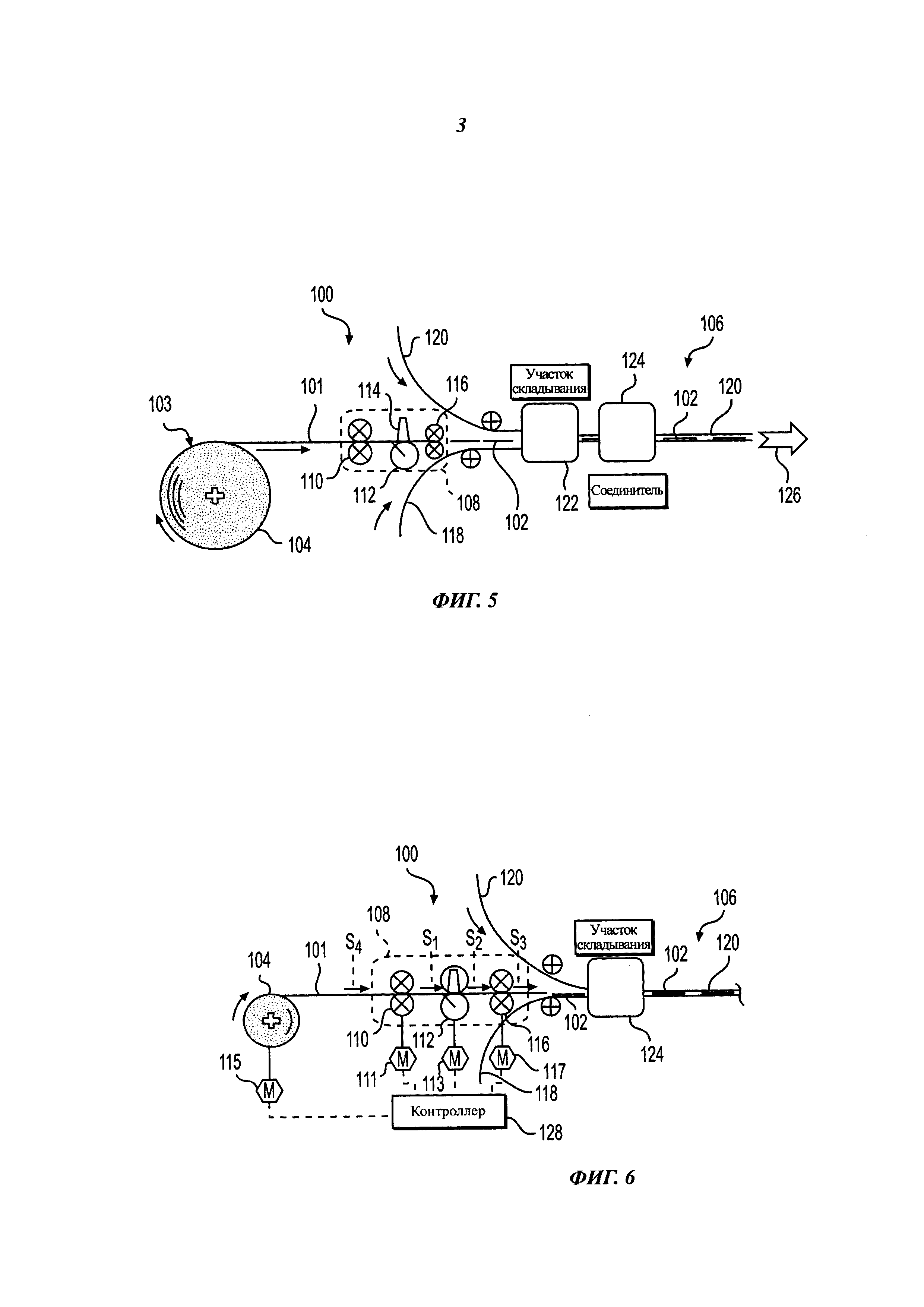
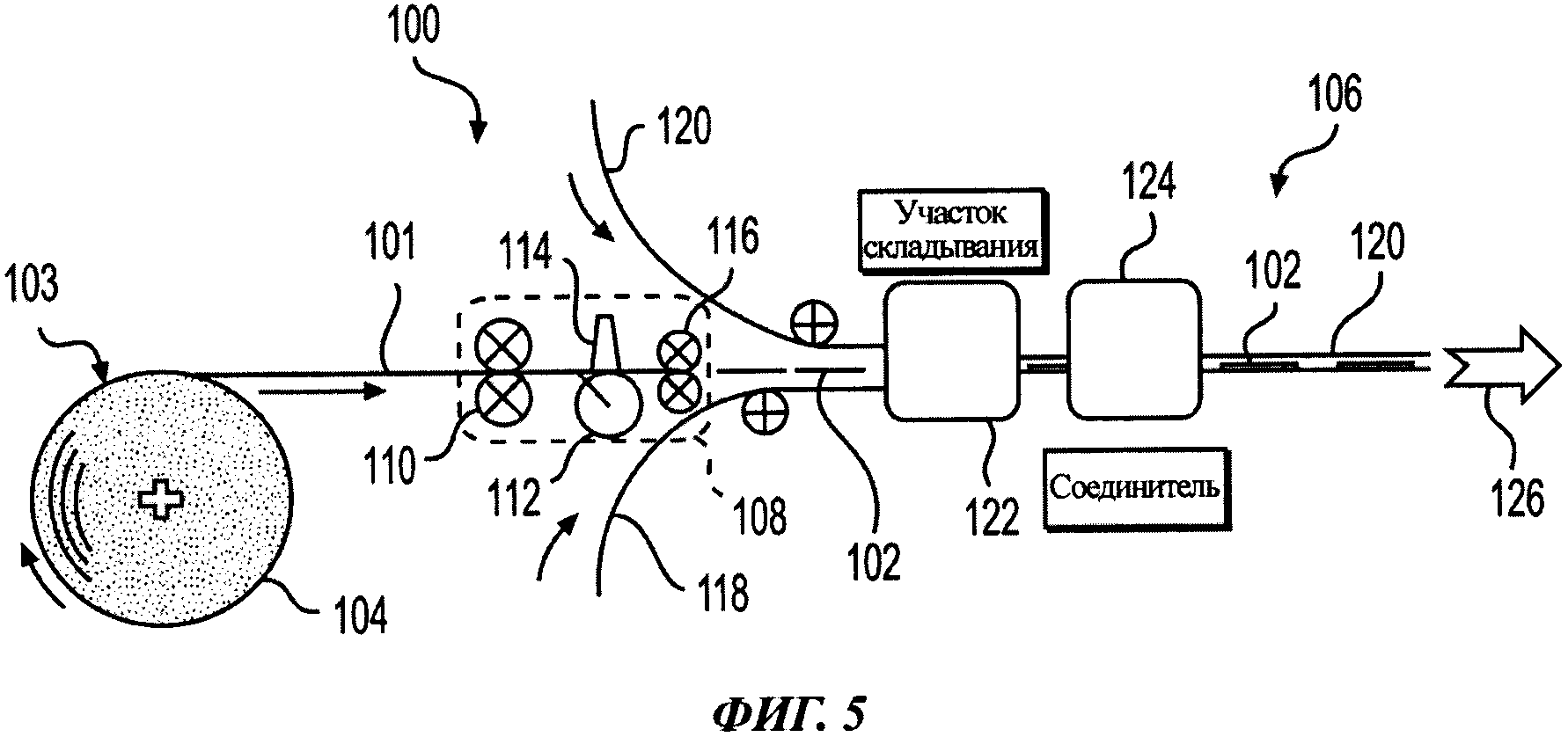
На фиг. 5 схематично проиллюстрирована линия изготовления масок для лица в соответствии с изобретением; показаны части, относящиеся к подаче, нарезанию и размещению проволок для носа для последующего их введения в маски для лица.
На фиг. 6 схематично проиллюстрированы части указанной линии в соответствии с изобретением, относящиеся к нарезанию и размещению проволок для носа.
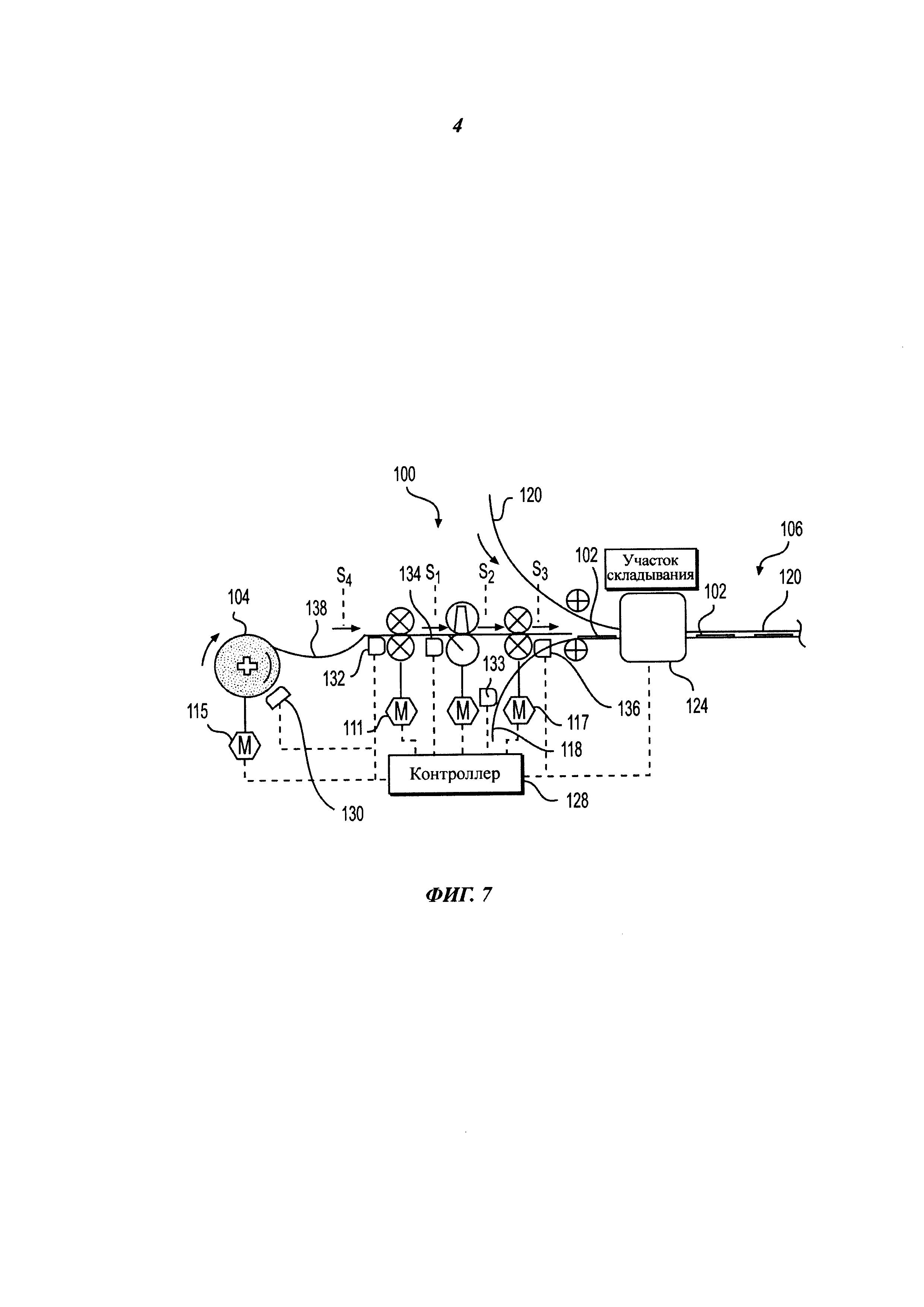
На фиг. 7 схематично проиллюстрированы другие аспекты нарезания и размещения проволок для носа на указанной линии в соответствии с изобретением.
Осуществление изобретения
Далее на приводимых примерах подробно рассматриваются различные варианты изобретения, причем каждый из примеров приводится только для пояснения изобретения, не ограничивая его объем. При этом специалистам в соответствующей области будет очевидно, что, без выхода за рамки идеи или объема изобретения, в него могут быть внесены различные модификации. Например, признаки, проиллюстрированные или описанные как части одного варианта, могут быть использованы в другом варианте с получением еще одного варианта. Соответственно, предусматривается, что изобретение включает в себя все модификации, которые охватываются прилагаемой формулой, а также их эквиваленты.
Как было упомянуто, предлагаемый способ относится к нарезанию на линии изготовления масок для лица индивидуальных проволок для носа из непрерывно подаваемой проволоки и к размещению их на несущем полотне. Последующие операции по изготовлению масок для лица не ограничивают объема изобретения и поэтому далее подробно не рассматриваются.
В данном описании рассматривается перемещение (транспортирование) определенных компонентов масок для лица по линии изготовления. Нетрудно понять, что для этой цели могут быть применены любые подходящие образцы и/или комбинации конвейеров (например, роторных и линейных), автоматических укладчиков (например, вакуумных укладчиков) и передаточных устройств, хорошо известные специалистам в области транспортеров. В связи с этим, чтобы понять и оценить предлагаемый способ, нет необходимости в приведении подробных пояснений этих хорошо известных устройств и систем.
Хорошо известны также различные типы и конфигурации масок для лица со встроенными в них проволоками для носа, в том числе плоские плиссированные маски для лица, и предлагаемый способ может быть полезен для линий изготовления, производящих известные маски. Предлагаемый способ далее описывается, только в иллюстративных целях, со ссылками на конкретный тип респираторной маски для лица (проиллюстрированной на фиг. 1), которая часто именуется специалистами маской типа "утконос" ("duckbill").
На фиг. 1-3 типичная маска 11 для лица (например, маска для лица типа "утконос") проиллюстрирована надетой на лицо пользователя 12. Маска 11 содержит фильтрующий блок 14, который фиксируется на пользователе 12 посредством гибких и эластичных тесемок или других удерживающих элементов 16, 18. У фильтрующего блока 14 имеются верхняя часть 20 и нижняя часть 22, имеющие согласованные трапецеидальные контуры и предпочтительно соединенные одна с другой по трем сторонам герметичным образом, например, посредством нагрева и/или ультразвуковой сварки. Использование таких технологий соединения придает маске 11 значительную структурную целостность.
Четвертая сторона маски 11 является открытой; у нее имеются верхний край 24 и нижний край 38, которые стыкуются друг с другом, задавая периферию маски, которой она контактирует с лицом пользователя. В верхний край 24 может быть введен удлиненный деформируемый в холодном состоянии компонент 26 (см. фиг. 2 и 3) в форме плоской металлической ленты или проволоки (именуемой в данном описании "проволокой для носа"). Проволока 26 для носа введена для того, чтобы верхний край 24 маски 11 можно было сконфигурировать точно соответствующим контурам носа и щек пользователя 12. Обычно проволока 26 для носа изготавливается из алюминиевой проволоки прямоугольного сечения. Если не учитывать проволоки 26 для носа, расположенной вдоль верхнего края 24 верхней части 20 маски 11, верхняя и нижняя части 20 и 22 могут быть идентичными.
Как показано на фиг. 1, маска 11 при наложении ее на лицо пользователя 12 принимает в целом форму чаши или конуса и, следовательно, обеспечивает соответствие стилю конусовидных "отделенных от лица" ("off the face") масок, в то же время позволяя пользователю 12 легко помещать маску 11 перед использованием в свой карман. Маски, соответствующие данному стилю, обеспечивают больше пространства для дыхания по сравнению с мягкими плиссированными масками, которые находятся в контакте со значительной частью лица пользователя. Таким образом, подобные маски делают возможным более прохладное и легкое дыхание.
При правильном выборе размера и положения проволоки 26 для носа относительно верхнего края 24 проникновение воздуха в обход маски при нормальном дыхании пользователя 12 устраняется практически полностью. Проволоку 26 для носа желательно позиционировать у центра верхнего края 24 и выбрать ее длину в интервале 50-70% длины этого края.
Как показано на виде в сечении (см. фиг. 3), как верхняя, так и нижняя части 20, 22 маски могут состоять из нескольких слоев, включая наружный слой 30 и внутренний слой 32. Между наружным и внутренним слоями 30, 32 маски находятся один или более промежуточных фильтрующих слоев 34. Фильтрующий слой в типичном варианте выполняется из экструдированного поликарбоната, уретана или мельтблауна на основе волокон из полипропилена или полиэстера.
Верхний край 24 маски 11 снабжен скрепляющей концевой накладкой 36, охватывающей открытый конец маски 11 и покрывающей проволоку 26 для носа. Аналогично, нижний край 38 маски охвачен скрепляющей концевой накладкой 40. Концевые накладки 36 и 40 помещают на соответствующие края 24, 38 и приклеивают к ним после того, как проволока 26 для носа будет позиционирована вдоль верхнего края 24. Концевые накладки 36, 40 могут быть выполнены из гидросплетенного материала на основе полиэстера.
На фиг. 4 иллюстрируется раскрой для вырезания панелей примерно трапецеидальной формы, образующих верхние части 20 блока. Аналогичный раскрой может быть использован для нижней части 22 блока, которая затем приводится на линии изготовления масок для лица в согласованное положение с верхней частью 20 блока. Более конкретно, на фиг. 4 показаны контуры режущих элементов аппарата, посредством которых из соответствующих плоских листов материала вырезают слои 30 и 32 для верхней части 20 блока. Режущие элементы с чередующимися противоположными ориентациями располагаются над плоскими листами материала между его краями 50, 52, соответствующими открытой стороне маски 11, образованной ее верхним краем 24 и нижним краем 38. Такая конфигурация позволяет получать, при подаче материала, используемого для изготовления масок 11 через (неизображенный) режущий аппарат, обрезки в виде единственного непрерывного элемента. Фиг.4 иллюстрирует также введение проволок 26 для носа в части непрерывного полотна, соответствующие верхнему краю 24, до установки и прикрепления концевых накладок 36, 40 вдоль краев 24, 38.
На фиг. 5 показаны компоненты линии 106 изготовления масок для лица, в которые встраивается проволока 26 для носа (см. фиг. 4). От источника 103 осуществляется непрерывная подача проволоки 101. В конкретном варианте таким источником является рулон 104 проволоки, который может приводиться во вращение мотором (М) 115 (фиг. 6). Проволока 101 поступает на участок 108 резки, который сконфигурирован специально для осуществления способа согласно изобретению.
Как показано на фиг. 5 и 6, на участке 108 резки имеется комплект подающих роликов 110, образующий приводной захват, один из подающих роликов которого (приводной ролик) приводится во вращение, а другой может быть направляющим (неприводным) роликом. С подающим роликом 110 функционально связан выделенный мотор 111, который по линии связи соединен с контроллером 128. Подающий ролик 110 может использоваться также для придания подаваемой проволоке 101 требуемого профиля, например ромбовидного. От подающих роликов 110 проволока 101 подается к отрезному диску 112, установленному напротив стационарной или приводимой во вращение опоры 114. С отрезным диском 112 функционально связан выделенный мотор 113, который соединен по линии связи с контроллером 128. Отрезной диск 112 разрезает проволоку 101 на индивидуальные проволоки 102 для носа, имеющие заданную длину. За отрезным диском 112 индивидуальные проволоки 102 для носа захватываются парой транспортных роликов, которые транспортируют индивидуальные проволоки 102 для носа от участка 108 резки на несущее полотно 118. С транспортными роликами 116 функционально связан выделенный мотор 117, который соединен по линии связи с контроллером 128. Как показано на фиг. 4, несущее полотно 118 может быть непрерывным многослойным полотном, из которого формируются верхняя и нижняя части 20, 22 блока маски, при этом индивидуальные проволоки 26 для носа укладываются вдоль края несущего полотна 118, соответствующего верхнему краю 24 маски. Должно быть понятно, что на противоположной (относительно участка 108 резки) стороне полотна, показанного на фиг. 4, причем перед или за участком 108, может иметься дополнительный участок резки для нарезания проволок для носа для противолежащих верхних частей 20 блока маски. Однако для облегчения понимания проиллюстрирован и описан только один такой участок резки.
После размещения индивидуальных проволок 102 для носа в требуемых местах на несущем полотне 118 в линию изготовления вводят, по обоим краям несущего полотна 118, скрепляющие полотна 120 (на фиг. 5 показано только одно из них). Комбинация несущего полотна 118, проволок 102 для носа и скрепляющих полотен 120 проходит через участок 122 складывания, на котором скрепляющие полотна 120 складываются вокруг соответствующих продольных краев 50, 52 несущего полотна 118 (фиг. 4). Затем компоненты проходят через соединительный участок (соединитель) 124, на котором скрепляющие полотна 120 прикрепляют посредством термосоединения к несущему полотну 118 с формированием показанной на фиг. 3 требуемой конфигурации краев 24, 38 с соответствующими скрепляющими концевыми накладками 36, 40. При этом проволока 26 для носа удерживается накладкой 36 в требуемом положении относительно верхнего края 24.
От соединительного участка 124 комбинация несущего полотна 118 с проволоками 102 для носа под накладкой 36 движется далее к операционным участкам 126, на которых производится вырезание индивидуальных масок для лица, скрепление их частей, прикрепление к ним тесьмы для закрепления на голове и т.д.
На фиг. 5-7 иллюстрируются также особенности способа 100, обеспечивающие значительное повышение производительности линии 106 изготовления масок для лица на операциях резки непрерывной проволоки 101 и размещения индивидуальных проволок 102 для носа на несущем полотне 118. Как уже упоминалось, можно рассчитывать, что предлагаемый для этой цели способ 100 позволяет достичь при производстве масок для лица на единственной линии 106 изготовления по меньшей мере на порядок большей производительности, чем у известных линий изготовления.
На участке 108 резки непрерывная проволока 101 захватывается и направляется подающими роликами 110 с первой скоростью S1 к отрезному диску 112. Выделенный для подающих роликов мотор 111 управляется контроллером 128 таким образом, чтобы обеспечить требуемую скорость S1 транспортирования. Как было описано, отрезной диск 112 разрезает проволоку на индивидуальные проволоки 102 для носа, имеющие заданную длину. Скорость вращения связанного с отрезным диском мотора 113 задается контроллером 128 такой, чтобы получить требуемую длину проволок 102 для носа. Таким образом, должно быть понятно, что отрезной диск 112 может нарезать (при работе линии 106 изготовления в различных режимах) проволоки для носа с различной длиной (например, рассчитанной на различные размеры масок для лица) путем варьирования контроллером 128 скорости отрезного диска 112 относительно скорости проволоки 101.
За отрезным диском 112 индивидуальные проволоки 102 для носа захватываются транспортными роликами 116, которые продвигают и подают индивидуальные проволоки 102 для носа на движущееся несущее полотно 118. Транспортные ролики 116 приводятся во вращение мотором 117 независимо от подающих роликов 110 и отрезного диска 112, так что проволоки 102 для носа от отрезного диска 112 сначала ускоряются и транспортируются от отрезного диска 112 со второй скоростью S2, большей, чем первая скорость S1. Затем индивидуальные проволоки 102 для носа замедляются транспортными роликами 116 и подаются на несущее полотно 118 на третьей скорости S3, которая меньше, чем первая скорость S1. Благодаря использованию ускорения и замедления индивидуальных проволок 102 для носа можно поддерживать высокую производительность отрезного диска 112 при замедлении индивидуальных проволок 102 для носа при их размещении на несущем полотне 118 в более контролируемом режиме, чем если бы проволоки 102 для носа подавались на несущее полотно 118 на первой скорости S1. Другими словами, проволоки 102 для носа не "сбрасываются" на несущее полотно 118 в надежде, что они займут на нем желательное относительное положение, а замедляются и наносятся на несущее полотно 118 более управляемым образом.
Как это иллюстрируется фиг. 7, может оказаться желательным приводить рулон 104 проволоки во вращение независимо, посредством выделенного для этого мотора 115, с задаваемой контроллером 128 четвертой скоростью S4, которая выбирается большей, чем первая скорость S1, чтобы обеспечить резерв 138 проволоки 101 (например, в форме петли или провисания) между рулоном проволоки и подающими роликами. Этот резерв 138 предотвращает прихватывание на подающих роликах и позволяет обеспечить точную скорость транспортирования проволоки подающими роликами 110 к отрезному диску 112.
Как можно видеть из фиг. 7, для целей управления и для обеспечения различных скоростей (как это описано выше) способ 100 может дополнительно включать детектирование скорости вращения подающих роликов 110 посредством датчика 132 скорости и детектирование скорости вращения транспортных роликов 116 посредством датчика 136 скорости, причем датчики 132, 136 также связаны линиями связи с контроллером 128. В дополнение к этому с отрезным диском 112 может быть связан датчик 134 скорости, чтобы обеспечить управление длиной индивидуальных проволок 102 для носа, как это описано выше. Кроме того, чтобы формировать описанный выше резерв 138, с вращающимся рулоном 104 проволоки 101 может быть связан датчик 130 скорости.
Чтобы лучше управлять размещением индивидуальных проволок 102 для носа на несущем полотне 118, может оказаться желательным управлять скоростью несущего полотна 118 и координировать ее со скоростью S3 подачи, обеспечиваемой парой транспортных роликов 116, таким образом, чтобы разность между этими скоростями была минимальной. С этой целью может быть предусмотрен датчик 133 скорости полотна (фиг. 7), установленный с возможностью детектировать скорость полотна 118 и сообщать ее контроллеру 128. Контроллер 128 может находиться в коммуникации с приводным или подающим механизмом, ассоциированным с несущим полотном 118, для управления его скоростью в зависимости от скорости S3.
Как было упомянуто, изобретение охватывает различные варианты системы для нарезания и размещения индивидуальных проволок для носа на линии изготовления масок для лица согласно предлагаемому способу. Компоненты такой системы проиллюстрированы на чертежах и описаны выше.
Приведенные выше сведения должны рассматриваться не как ограничивающие, а как служащие только для иллюстрации различных вариантов изобретения. Как это следует из прилагаемой формулы, объем изобретения охватывает комбинации и субкомбинации различных признаков, приведенных в описании, а также их различные модификации, которые будут очевидны специалистам в данной области.
Усиленная конструкция концевого участка питающей трубки
Способ и система для ввода резервной проволоки для носа в линию изготовления масок для лица
Способ и система для отрезания и размещения проволоки для носа в процессе изготовления масок для лица
Одноразовый хирургический халат
Стерильная простыня для двухъярусного больничного инструментального стола
Поверхностно-активное средство для обработки стерилизационной обертки со сниженной частотой проявления влажных упаковок после паровой стерилизации
Устройство для выдачи перчаток
Способ и система для отрезания и размещения проволоки для носа в процессе изготовления масок для лица

