Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШИН НА ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ШИН
Вид РИД
Изобретение
Настоящее изобретение относится к способу и устройству для контроля шин на линии для производства шин, в частности, способу и устройству для контроля возможного наличия дефектов на или вблизи поверхности шины и, более конкретно, на или вблизи внутренней и/или внешней поверхности боковин шины.
Под "шиной" подразумевается готовая шина, т.е. после этапов формования и вулканизации вслед за этапом образования.
Обычно, шина имеет по существу тороидальную конструкцию вокруг ее оси вращения во время работы, и имеет диаметральную плоскость, ортогональную оси вращения, при этом указанная плоскость типично представляет собой плоскость с (по существу) геометрической симметрией (например, игнорируя возможные незначительные асимметрии, такие как рисунок протектора и/или внутренней конструкции).
Здесь заданы два участка шины: корона и боковины. Корона содержит протекторный браслет, брекер и соответствующий участок каркасной конструкции, который является радиально внутренним относительно первых двух.
Под "боковиной" подразумевается один из двух участков шины, которые являются взаимно обращенными и проходят радиально на противоположных сторонах короны вплоть до бортов, т.е. вплоть до двух радиально внутренних концевых краев шины, с круговой протяженностью, по существу, ортогональной оси вращения; при этом каждый из указанных бортов предназначен для соединения с соответствующим монтажным ободом. Каждая боковина, таким образом, содержит соответствующий участок каркасной конструкции, и в аксиально внешнем положении относительно него, участок, выполненный из подходящего эластомерного материала, обычно называемый "боковиной".
Обычно, каркасная конструкция содержит по меньшей мере один каркасный слой, имеющий соответственно противоположные терминальные фланцы, сцепляющиеся с соответствующими армирующими кольцевыми конструкциями, обычно называемыми "сердечниками борта", вмонтированными в зоны, обозначенные выше термином борта. В шинах "бескамерного" типа, каркасный слой покрыт изнутри слоем эластомерного материала, предпочтительно на основе бутила, обычно называемым "герметизирующим слоем", имеющим оптимальные характеристики непроницаемости для воздуха и проходящим от одного борта к другому.
Также подразумевается, что так называемое "плечо" полностью содержится в конструкции боковины; такое плечо представляет собой участок шины, соединяющий корону и радиально более внутренний участок боковины (другими словами, два плеча соответствуют двум радиально и аксиально внешним круговым "краям" шины). Плечо имеет круговую протяженность, по существу, ортогональную оси вращения.
Под гомологичными участками шины подразумеваются участки одной и той же составной части, имеющие одинаковую геометрию. Например, гомологичные участки представляют собой разные угловые участки аксиально внешней части боковины, угловые участки поверхностей плеча в их окружной протяженности, соответствующие участки герметизирующего слоя внутри каналов или ребер, определяемых расширительной диафрагмой формы во время формования и вулканизации, и так далее.
Под составной частью шины подразумевается любой один элемент, который выполняет некоторую функцию, или его участок.
Под "радиусом кривизны" подразумевается локальный радиус кривизны поверхности элемента шины на любой одной плоскости радиального сечения, т.е. содержащей указанную ось вращения (при условии, что радиальное сечение шины типично не варьируется на всей шине).
Под внешней или внутренней поверхностью шины, соответственно, подразумевается поверхность, которая остается видимой после соединения шины с ее монтажным ободом, и поверхность, которая больше не видна после указанного соединения.
Термины "оптический", "световой" и т.п. ссылаются на использующееся электромагнитное излучение, которое имеет по меньшей мере один участок спектра, попадающий в пределы увеличенной области оптического диапазона, и необязательно строго попадающий в пределы оптического диапазона (т.е. 400 нм - 700 нм), например, такая увеличенная область оптического диапазона может варьироваться от ультрафиолетового излучения до инфракрасного излучения (например, длина волны находится между приблизительно 100 нм и приблизительно 1 мкм).
Под "временем цикла" на производственной линии, содержащей по меньшей мере одну рабочую станцию, предпочтительно, множество рабочих станций, и внедренной на заводе для производства шин, подразумевается, при рабочих условиях, максимальное время перехода для обрабатываемой шины для прохождения через рабочую станцию, где образуется по меньшей мере участок составной части самой шины. Например, время цикла может составлять от приблизительно 20 до приблизительно 120 секунд.
В области процессов производства и образования шин для колес транспортных средств, ощущалась необходимость в осуществлении контроля качества на полученных продуктах, с целью предотвращения поставки дефектных шин на рынок, и/или в постепенном регулировании применяющихся устройств и машинного оборудования, таким образом, чтобы улучшить и оптимизировать осуществление операций, выполняемых в производственном процессе.
Такой контроль качества, например, включает контроль, осуществляемый человеком-оператором, который посвящает предварительно заданное время, например составляющее от 30 с до 60 с, для визуальной и тактильной проверки шины; если, ввиду своего собственного опыта и чувствительности, оператор подозревает, что шина не отвечает определенным стандартам качества, сама шина подвергается дополнительному контролю, посредством более подробного контроля человеком и/или посредством подходящего оборудования, с целью тщательного определения возможных конструкционных и/или качественных дефектов.
В публикации US 2004/0212795 описан способ измерения контура и/или деформации объекта, в частности, шины. Объект освещается светом, излучаемым источником излучения, и, в частности, состоит из когерентного или частично когерентного света, особенно лазерного света. Свет, отражаемый объектом, воспринимается камерой с сенсором изображения.
В публикации EP 0785421 описан способ детектирования аномалий в деформируемом объекте, посредством изучения динамических изменений в деформируемом объекте, используя технологии реконструкции света. Например, когда давление в объекте, выполненном из армированной резины, варьируется, самые слабые участки объекта расширяются больше областей, окружающих объект. Эти изменения могут детектироваться, регистрироваться и анализироваться.
В области контроля шин, была решена проблема детектирования возможного наличия дефектов на или вблизи внутренней и/или внешней поверхности боковин. Искомые дефекты, например, могут представлять собой неровности на поверхности шины (невулканизированный компаунд, изменения формы и т.д.), структурные неоднородности, наличие инородных тел на поверхности. Среди структурных неоднородностей, так называемое "смещение в каркасе" является особенно критичным; это является редким дефектом, который также может быть очень опасным, если образуется в области взаимодействия между двумя участками шины, имеющими разные химико-физические характеристики (например, разные компаунды). Такие дефекты сами представляют собой небольшие разрезы (типично с продольной протяженностью, т.е. которая проходит в окружной протяженности шины), отличающиеся совершенно совпадающими фланцами (между которыми нет удаления или нехватки материала); эта характеристика делает дефекты особенно трудными для обнаружения. Смещение в каркасе также может влиять на конструкции каркаса, расположенные вблизи поверхности шины, например вблизи внутренней поверхности, ниже герметизирующего слоя, который типично имеет место. В таком случае, типично сам герметизирующий слой вовлечен в смещение, он также имеет разрыв со смещением в каркасе и, следовательно, делает возможным обнаружение посредством оптического исследования.
Было обнаружено, что для контроля, подлежащего применению "на поточном производстве" на заводе для производства шин, необходимо, чтобы сам контроль осуществлялся за уменьшенное время, меньшее чем или соответствующее вышеуказанному времени цикла, и с ограниченными затратами.
Очевидно, что способы контроля шин с помощью оптического получения изображений, описанные в US 2004/0212795 и/или EP 0785421, являются достаточно дорогостоящими и/или времязатратными, следовательно, по существу, предусмотренными для осуществления вне производственной линии, в пределах производственного цикла.
Так, способ оптического контроля, описанный в вышеупомянутом документ EP 0785421, обеспечивает то, что шина монтируется на обод, накачивается и затем подвергается механическому напряжению, например посредством создания вакуума в окружающей среде вокруг шины, или посредством использования акустических вибраций или посредством использования традиционной машины для контроля RFV ("Изменения Радиального Усилия").
Аналогично, способ, описанный в US 2004/0212795, обеспечивает то, что шина подвергается различным состояниям деформации, из которых затем получаются соответствующие изображения среднего значения. Деформация может прикладываться посредством изменения давления окружающей среды или температуры шины.
Оба документа дополнительно обеспечивают использование лазерного света и интерферометрические технологии, со всеми недостатками, возникающими из-за сложности таких технологий. Кроме того, без значительного механического напряжения, оптические способы не способны детектировать некоторые типы дефектов, как лучше указано здесь ниже.
При этом, вышеупомянутые оптические способы контроля и устройства не обеспечивают требуемую точность и/или чувствительность при детектировании возможных дефектов на или вблизи внутренней и/или внешней поверхности боковин шины, включая смещение в каркасе. Более конкретно, оптический способ исследования, описанный в US 2004/0212795, является недостаточно надежным при детектировании смещения в каркасе, так как его фланцы стремятся оставаться совпадающими.
В заключение, было обнаружено, что боковина шины (в частности, для автомобильных транспортных средств) обычно характеризуется радиусом кривизны, меньшим чем радиус кривизны короны (которая обычно является, по существу, плоской или незначительно выпуклой), и что плечо типично характеризуется внутренним радиусом кривизны, меньшим чем внутренний радиус кривизны короны и остальной части боковины.
Следовательно, была решена проблема разработки способа и устройства для контроля шин на основе оптического получения изображений для определения по меньшей мере некоторых дефектов, в частности дефектов поверхности или зон рядом с поверхностью боковин; при этом такой способ и устройство предусмотрены для поточного внедрения в линию для производства шин завода производителя, т.е. с рабочим временем, меньшим чем или равным времени цикла, уменьшенными затратами, таким образом, чтобы быть надежными касательно полученного результата, легко автоматизируемыми, и кроме того с высокой степенью чувствительности при детектировании дефектов (т.е. способностью для детектирования даже небольших дефектов, или дефектов, которые в любом случае являются трудными для детектирования).
В любой системе оптического получения изображения, глубина резкости, которой соответствует оптимальное фокусирование, уменьшается с увеличением отверстия диафрагмы, и правильная экспозиция требует времени экспозиции, которое уменьшается с увеличением отверстия диафрагмы и/или интенсивностью света. Было обнаружено, что, если глубина резкости ограничена, выпуклые поверхности, например поверхности боковин, могут не полностью попадать в доступную глубину резкости, и, следовательно, части полученного изображения рискуют находиться вне фокуса. Затем было обнаружено, что на освещение, обеспечиваемое одним и тем же источником света, влияет геометрия освещаемого объекта: на неплоских поверхностях, например поверхностях боковины шины, трудно получить равномерное освещение по всей поверхности и необходимо находить ситуацию компромисса между разными зонами, для уменьшения до минимума передержанных и/или недодержанных зон. Такая трудность акцентируется при освещении внутренней поверхности боковины для контроля каркаса.
Было обнаружено, что посредством надлежащего деформирования участка боковины шины, подлежащей контролю, можно сплющивать поверхность по меньшей мере одного вспомогательного участка деформированного участка, таким образом, увеличивая глубину резкости и улучшая - делая более равномерными - условия освещения для детектирования изображений. Таким образом, можно получить предпочтительный компромисс между временем экспозиции (которое определяет отверстие диафрагмы и, следовательно, глубину резкости), протяженностью участка, подвергающегося контролю, для каждого отдельного изображения (которая увеличивается с увеличением глубины резкости), и качеством (фокусированием) самого изображения.
Было также обнаружено, что посредством надлежащего деформирования участка боковины шины, подлежащей контролю, можно уменьшить внешний радиус кривизны (дополнительного) вспомогательного участка деформированного участка, таким образом дополнительно выделяя возможные дефекты, в частности смещение в каркасе и другие разрезы или отверстия, так как акцентирование нормальной внешней выпуклости стремится открывать фланцы или контуры таких дефектов, делая их более легкими для идентификации в последующей обработке изображений. Такой эффект также может быть получен на внутренней, вогнутой поверхности деформированного вспомогательного участка посредством сплющивания. Детектируемые изображения, следовательно, имеют высокое качество и/или содержат информацию такого количества и качества, чтобы обеспечить возможность ее последующей автоматической обработки, с целью детектирования возможных имеющихся дефектов, делая алгоритмы для автоматической идентификации дефектов, использующиеся для такой цели, высокоэффективными.
Более конкретно, в соответствии с первым аспектом, изобретение относится к способу контроля шин на линии для производства шин.
Предпочтительно, предусмотрено предварительное размещение шины, подлежащей контролю, при этом шина имеет ось вращения и диаметральную плоскость, ортогональную оси вращения.
Предпочтительно, предусмотрена упругая деформация участка боковины указанной шины с помощью прикладывания, посредством физического контакта, усилия сжатия к внешней контактной поверхности, принадлежащей указанному участку боковины, при этом указанное сжимающее усилие имеет по меньшей мере одну составляющую, параллельную оси вращения, и ориентацию, направленную к диаметральной плоскости.
Предпочтительно, предусмотрены освещение, с помощью светового излучения, поверхности указанного участка боковины и детектирование изображения указанной освещенной поверхности.
Предпочтительно, предусмотрено генерирование по меньшей мере одного контрольного сигнала, соответствующего детектируемому изображению.
Предпочтительно, предусмотрен анализ указанного по меньшей мере одного контрольного сигнала для детектирования возможного наличия дефектов на участке боковины.
В соответствии со вторым аспектом, изобретение относится к устройству для контроля шин на линии для производства шин.
Предпочтительно, имеется подвижный элемент, имеющий поддерживающий элемент, выполненный с возможностью вращения шины вокруг ее оси вращения.
Предпочтительно, имеется деформирующая система, предназначенная для прикладывания, посредством физического контакта, сжимающего усилия к внешней контактной поверхности, принадлежащей участку боковины указанной шины, когда последняя поддерживается поддерживающим элементом, для упругой деформации указанного участка боковины, при этом указанное сжимающее усилие имеет по меньшей мере одну составляющую, параллельную оси вращения, и ориентацию, направленную к диаметральной плоскости.
Предпочтительно, имеется источник, предназначенный для испускания светового излучения для освещения поверхности указанного участка боковины, и имеется детектирующая система, предназначенная для детектирования изображения указанной поверхности и для генерирования по меньшей мере одного контрольного сигнала, представляющего детектируемое изображение.
Предпочтительно, имеется блок обработки, предназначенный для следующих функций:
- получения указанного по меньшей мере одного контрольного сигнала от детектирующей системы;
- анализа указанного по меньшей мере одного контрольного сигнала для детектирования возможного наличия дефектов.
С целью детектирования дефектов участка боковины шины посредством получения и обработки оптических изображений, было доказано, что является особенно предпочтительным деформировать указанный участок боковины с помощью прикладывания, посредством физического контакта на внешней контактной поверхности, принадлежащей участку боковины, сжимающего усилия, имеющего по меньшей мере одну составляющую, параллельную оси вращения, и ориентацию, направленную к диаметральной плоскости; таким образом, можно сплющивать поверхность по меньшей мере одного вспомогательного участка деформированного участка (увеличивая его радиус кривизны по меньшей мере на вспомогательном участке). Кроме того или в качестве альтернативы, в соответствии с пространственным соотношением между внешней контактной поверхностью и контролируемым вспомогательным участком боковины, можно уменьшить внешний радиус кривизны по меньшей мере одного (дополнительного) вспомогательного участка деформированного участка. Результатом является контроль боковины шины посредством получения и обработки оптических изображений, осуществляющихся за время, меньшее чем или равное времени цикла производственной линии, и с высоким качеством полученного изображения и информации: контроль шин таким образом является быстрым, надежным и чувствительным.
Настоящее изобретение, в по меньшей мере одном из вышеуказанных аспектов, также может иметь одну или более предпочтительных характеристик, которые описывается здесь ниже.
Предпочтительно, указанный анализ содержит по меньшей мере сравнение указанного по меньшей мере одного контрольного сигнала с по меньшей мере одним соответствующим опорным сигналом.
Предпочтительно, предупредительный сигнал генерируется после указанного сравнения, если указанный контрольный сигнал отличается от указанного опорного сигнала более, чем на заданный пороговый уровень.
Предпочтительно, опорный сигнал генерируется посредством предварительного контроля образцовой шины с помощью способа настоящего изобретения.
Предпочтительно, опорный сигнал генерируется во время контроля указанной шины посредством освещения гомологичных участков участка указанной шины, подвергающейся контролю, и генерирования указанного опорного сигнала в качестве среднего значения сигналов, полученных от каждого изображения каждого гомологичного участка.
Предпочтительно, опорный сигнал генерируется во время контроля указанной шины посредством среднего значения контрольных сигналов, полученных на n гомологичных участках, предшествующих упруго деформированному участку, причем n больше или равно единице.
Генерирование и использование опорного сигнала для детектирования дефектов посредством соответствующих алгоритмов, выполняемых блоком обработки на указанном контрольном сигнале, является особенно эффективным, быстрым, надежным и чувствительным.
Предпочтительно, борт шины, подлежащей контролю, фиксируется. Предпочтительно, поддерживающий элемент для шины предназначен для фиксации борта. Таким образом, шина случайно не перемещается, когда подвергается сжимающему усилию.
Предпочтительно, давление внутри шины, подлежащей контролю, равно внешнему давлению.
Предпочтительно, один борт шины, подлежащей контролю, остается свободным. Таким образом, обеспечивается вышеуказанная деформация, в частности радиально более внутренних участков боковины, т.е. ближе к оси, и, кроме того, обеспечивается доступ к внутренней части шины.
Предпочтительно, предусмотрена упругая деформации указанного участка боковины, для сплющивания поверхности (внутренней и/или внешней) по меньшей мере одного вспомогательного участка деформированного участка боковины.
Внешняя контактная поверхность, более предпочтительно, принадлежит плечу или радиально центральному участку боковины.
Предпочтительно, сплющенная внутренняя поверхность указанного вспомогательного участка освещается для детектирования ее изображения, при этом указанная внутренняя поверхность размещена на стороне, противоположной относительно указанной внешней контактной поверхности. Предпочтительно, сплющенная внешняя поверхность указанного вспомогательного участка освещается для детектирования ее изображения, при этом указанная освещенная внешняя поверхность размещена в месте рядом с указанной внешней контактной поверхностью, со ссылкой на направление круговой протяженности боковины.
Предпочтительно, предусмотрена упругая деформация указанного участка боковины для уменьшения внешнего радиуса кривизны по меньшей мере одного (дополнительного) вспомогательного участка указанного участка боковины.
Предпочтительно, внешняя поверхность указанного по меньшей мере одного (дополнительного) вспомогательного участка освещается для детектирования ее изображения, и указанная внешняя поверхность размещена в радиально более внешнем положении относительно указанной внешней контактной поверхности.
Предпочтительно, внешняя контактная поверхность принадлежит радиально центральному участку боковины, и указанный (дополнительный) вспомогательный участок размещен на соответствующей боковине протектора.
Предпочтительно, внешняя контактная поверхность располагается рядом с бортом (в общем, ближе к борту, чем к короне), и указанный вспомогательный участок принадлежит радиально центральному участку боковины.
Таким образом, предпочтительно, вспомогательный участок, который является радиально более внешним относительно указанной внешней контактной поверхности, работает в качестве шарнира деформации (так как корона, в этом контексте, имеет, по существу, жесткое поведение) и, следовательно, подвергается уменьшению внешнего радиуса кривизны относительно радиуса кривизны без усилий. Такое улучшение нормальной внешней выпуклости открывает разрезы, возможно имеющиеся на внешней поверхности вспомогательного участка.
Предпочтительно, сжимающее усилие является параллельным оси вращения.
Предпочтительно, предусмотрена деформация указанного участка боковины, сохраняя по меньшей мере один дополнительный участок боковины недеформированным.
Предпочтительно, сжимающее усилие является таким, чтобы деформировать указанный участок боковины таким образом, что максимальное перемещение, взятое из числа всех точек указанного участка боковины между положением без усилий и деформированным положением, при этом перемещение берется вдоль направления сжимающего усилия, больше или равно приблизительно 0,5 см.
Предпочтительно, максимальное перемещение больше или равно 1,5 см.
Предпочтительно, максимальное перемещение меньше или равно 5 см.
Предпочтительно, максимальное перемещение меньше или равно 3 см.
Такие интервалы значений обеспечивают предпочтительное сплющивание поверхности, подлежащей контролю, и/или предпочтительное открывание возможных разрезов.
Предпочтительно, указанное сжимающее усилие, по модулю, больше или равно 40 Н.
Предпочтительно, указанное сжимающее усилие больше или равно 50 Н.
Предпочтительно, указанное сжимающее усилие меньше или равно 80 Н.
Предпочтительно, указанное сжимающее усилие меньше или равно 70 Н.
Опытным путем было проверено, что такие значения усилий являются такими, чтобы обеспечить хороший компромисс между разными деформациями, которым разные модели шин подвергаются и/или, для одной и той же модели, которым разные радиальные участки боковин подвергаются. Таким образом, можно разработать единый контроль шин, который обеспечивает требуемые эффективности для различных типов или размеров шин.
Предпочтительно, предусмотрен повтор вышеуказанных действий деформирования, освещения, детектирования изображения, генерирования и анализа контрольного сигнала с временной последовательностью на множестве дополнительных участков боковины кроме указанного участка боковины, при этом указанное множество распределено вдоль круговой протяженности боковины.
Предпочтительно, для такой цели шина вращается вокруг своей оси, сохраняя указанное сжимающее усилие на следующих участках боковины. Предпочтительно, указанное множество дополнительных участков боковины является непрерывным друг с другом и образует, с указанным участком боковины, целую боковину.
Предпочтительно, сжимающее усилие поддерживается постоянным.
Предпочтительно, предусмотрено, вслед за действием упругой деформации указанного участка боковины и до детектирования изображения, вращение шины вокруг ее оси по меньшей мере на пол-оборота, сохраняя указанное сжимающее усилие.
Еще более предпочтительно, предусмотрено вращение шины вокруг ее оси на три оборота, сохраняя указанное сжимающее усилие. Таким образом, предпочтительно, облегчается адаптация шины к прикладываемому усилию.
Предпочтительно, предусмотрено прикладывание указанного сжимающего усилия посредством прижимания цилиндрического сжимающего валика к указанной внешней контактной поверхности, при этом валик имеет возможность свободно вращаться вокруг его оси.
Предпочтительно, деформирующая система содержит сжимающий элемент и исполнительный элемент, выполненный с возможностью перемещения сжимающего элемента вдоль направления сжимающего усилия.
Предпочтительно, сжимающий элемент содержит раму, смонтированную на конце исполнительного элемента, и цилиндрический сжимающий валик, смонтированный на раме таким образом, что он может свободно вращаться вокруг своей оси.
Предпочтительно, ось сжимающего валика лежит на плоскости, проходящей через ось шины и через радиальное направление участка боковины, подвергающегося деформации.
Предпочтительно, длина валика вдоль его оси больше, чем радиальная длина боковины шины.
Предпочтительно, длина валика вдоль его оси больше или равна приблизительно 5 см.
Предпочтительно, длина валика вдоль его оси меньше или равна приблизительно 25 см.
Предпочтительно, радиус сжимающего валика больше или равен приблизительно 1 см.
Предпочтительно, радиус сжимающего валика меньше или равен приблизительно 4 см.
Было обнаружено, что такая конфигурация и/или ориентация сжимающего валика обеспечивает соответствующую деформацию участка боковины с целью автоматического детектирования дефектов.
Предпочтительно, рама содержит кронштейн, на котором сжимающий валик смонтирован с возможностью свободного вращения, при этом кронштейн шарнирно прикреплен к остальному корпусу рамы таким образом, что кронштейн, и сжимающий валик вместе с ним, могут качаться вокруг его оси качания.
Предпочтительно, ось качания является перпендикулярной оси шины и перпендикулярной радиальному направлению участка боковины, подвергающегося деформации.
Предпочтительно, ось качания, в положении покоя сжимающего валика, расположена выше, со ссылкой на вертикальное направление, параллельное оси вращения шины, среднего участка сжимающего валика.
Предпочтительно, ось сжимающего валика при работе отклоняется из состояния перпендикулярности с осью шины в пределах интервала ±60°.
Предпочтительно, две пружины размещены между кронштейном и остальным корпусом рамы на противоположных сторонах оси качания, оказывая заданное сопротивление указанному качанию.
Было предпочтительно обнаружено, что сжимающий валик, как описан выше, может быть приспособлен к наклону участка боковины, на который он прикладывает сжатие, приспособленного к последующей деформации.
Предпочтительно, сжимающая система содержит радиальный подвижный элемент, выполненный с возможностью перемещения за одно целое сжимающего элемента и исполнительного элемента вдоль радиального направления шины.
Предпочтительно, световое освещающее излучение является широкополосным. Предпочтительно, световое излучение представляет собой некогерентный белый свет.
Предпочтительно, детектирующая система содержит камеру, имеющую цифровой оптический датчик и оптический объектив со своей фокусной осью.
Предпочтительно, камера представляет собой камеру линейного типа, выровненную вдоль радиального направления. Таким образом, предпочтительно, можно получать изображение участков радиальных поверхностей.
Детектирующая система, предпочтительно, содержит зеркало для обеспечения возможности освещения и/или детектирования изображения внутренней поверхности.
Предпочтительно, устройство содержит по меньшей мере одну роботизированную руку, на свободном конце которой смонтированы указанная детектирующая система и указанный источник.
Предпочтительно, детектируемое изображение освещенной поверхности представляет собой цифровое изображение, состоящее из множества пикселей, при этом каждый соответствует небольшому вспомогательному участку поверхности, имеющему конечный размер.
Предпочтительно, предусмотрены детектирование изображения и/или генерирование контрольного сигнала и/или анализ контрольного сигнала, для каждого пикселя цифрового изображения.
Предпочтительно, указанный блок обработки также предназначен для выдачи команд и управления указанным устройством.
Предпочтительно, предусмотрен контроль множества n шин за заданный промежуток времени.
Предпочтительно, указанный промежуток времени соответствует n, помноженному на время цикла производственной линии. Таким образом, можно сохранять контроль каждой шины на линии во время производства, предотвращая необходимость выполнения вышеуказанного контроля за пределами производственной линии.
Предпочтительно, вслед за контролем, за один и тот же заданный промежуток времени, предусмотрены удержание k шин на производственной линии, при этом k≤n, и отправка n-k шин за пределы указанной производственной линии, в качестве функции вышеуказанного контрольного сигнала. Таким образом, можно получить, в допустимые периоды времени и точным и надежным образом, контроль поверхности шин, который, предпочтительно, может использоваться для контроля качества шин на производственной линии.
Предпочтительно, каждая из указанных n-k шин, отправляемых за пределы производственной линии, отправляется на станцию проверки для выполнения по меньшей мере одного дополнительного испытания на той же самой шине. Таким образом, можно определять с большей точностью проблемы, которые имеет каждая шина, и, следовательно, можно решать в более надежным образом, должна ли такая шина отбраковываться или нет.
Предпочтительно, линия для производства шин содержит по меньшей мере одну рабочую станцию, по меньшей мере одну станцию формования и вулканизации, и по меньшей мере одну станцию контроля, содержащую устройство для контроля шин в соответствии с устройством второго аспекта настоящего изобретения, в любом одном из его вариантов осуществления.
Предпочтительно, станция контроля шин содержит машину для переворачивания шин, приспособленную для размещения шины на боковину, противоположную боковине, которая располагается на поддерживающем элементе.
Предпочтительно, станция контроля шин содержит пару устройств для контроля шин на производственной линии в соответствии с настоящим изобретением и, расположенную между двумя устройствами со ссылкой на производственный поток, указанную машину для переворачивания.
Дополнительные характеристики и преимущества будут более понятными из подробного описания нескольких иллюстративных, но неограничивающих вариантов осуществления способа и устройства для контроля шин на линии для производства шин, в соответствии с настоящим изобретением. Такое описание будет излагаться ниже со ссылкой на прилагаемые чертежи, приведенные только с иллюстративными и, следовательно, неограничивающими целями, на которых:
Фиг. 1 - производственная линия в соответствии с настоящим изобретением, показанная в виде функциональных блоков;
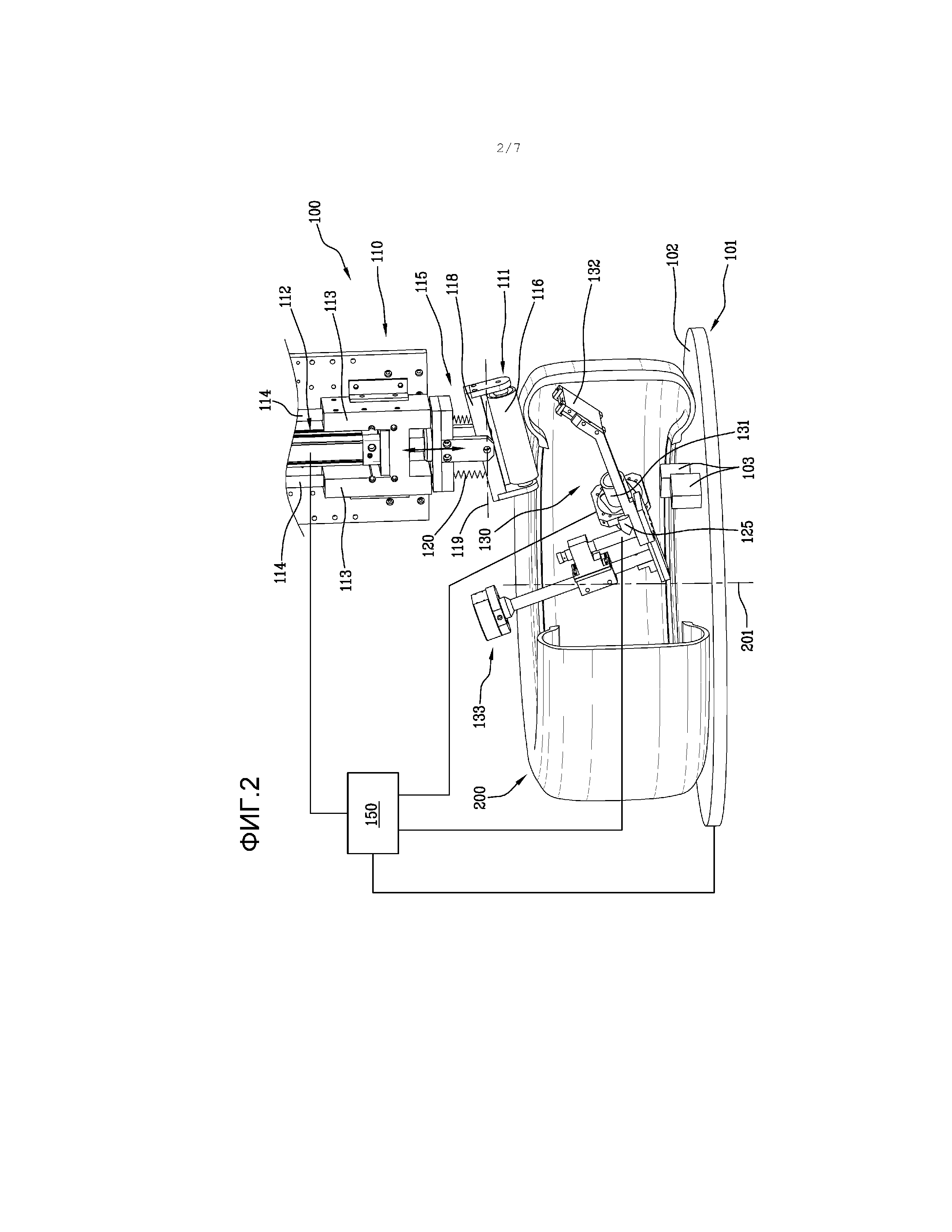
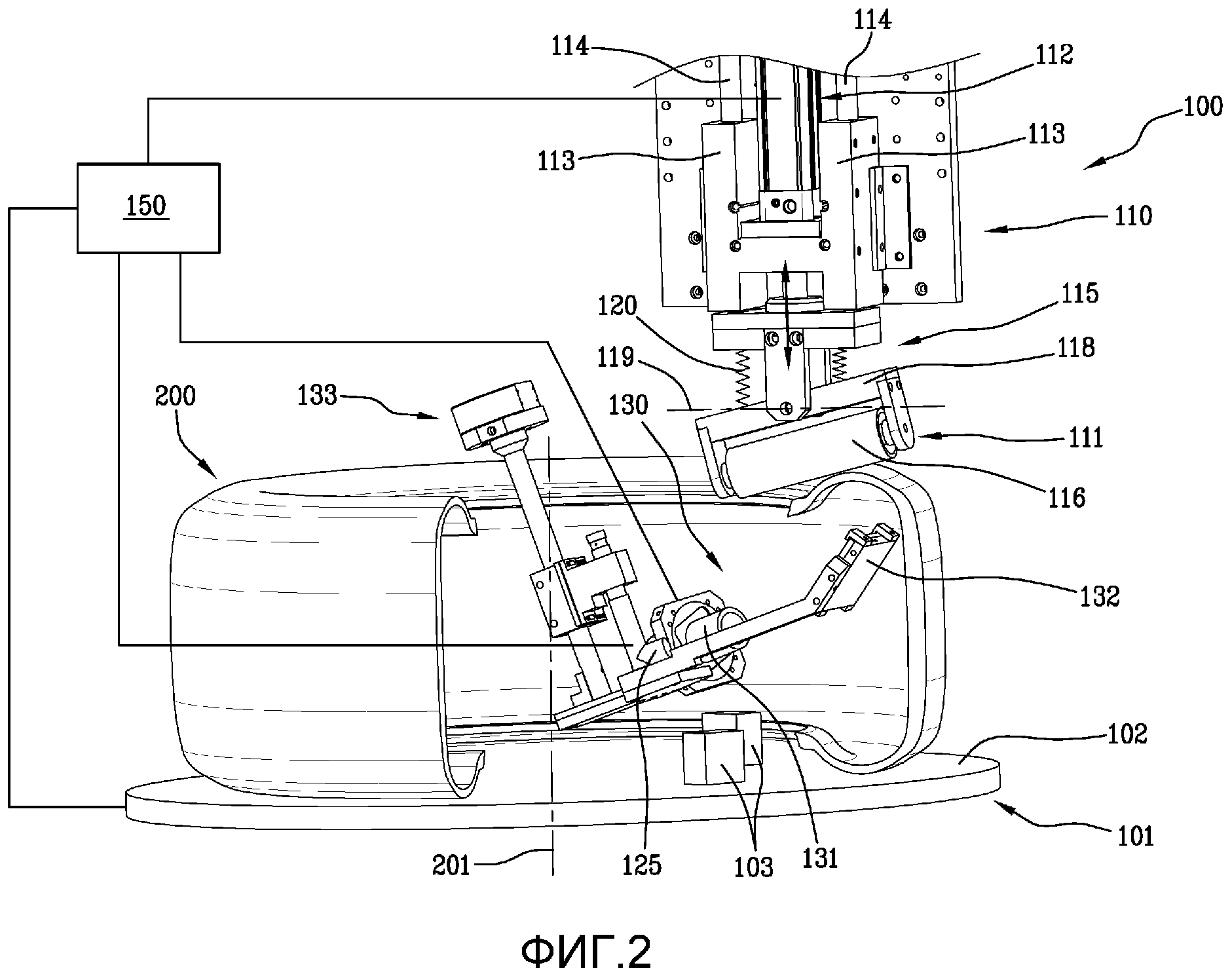
Фиг. 2 - частичный и схематичный вид в перспективе, частично в разрезе и частично в виде функциональных блоков, устройства для контроля шин в соответствии с настоящим изобретением;
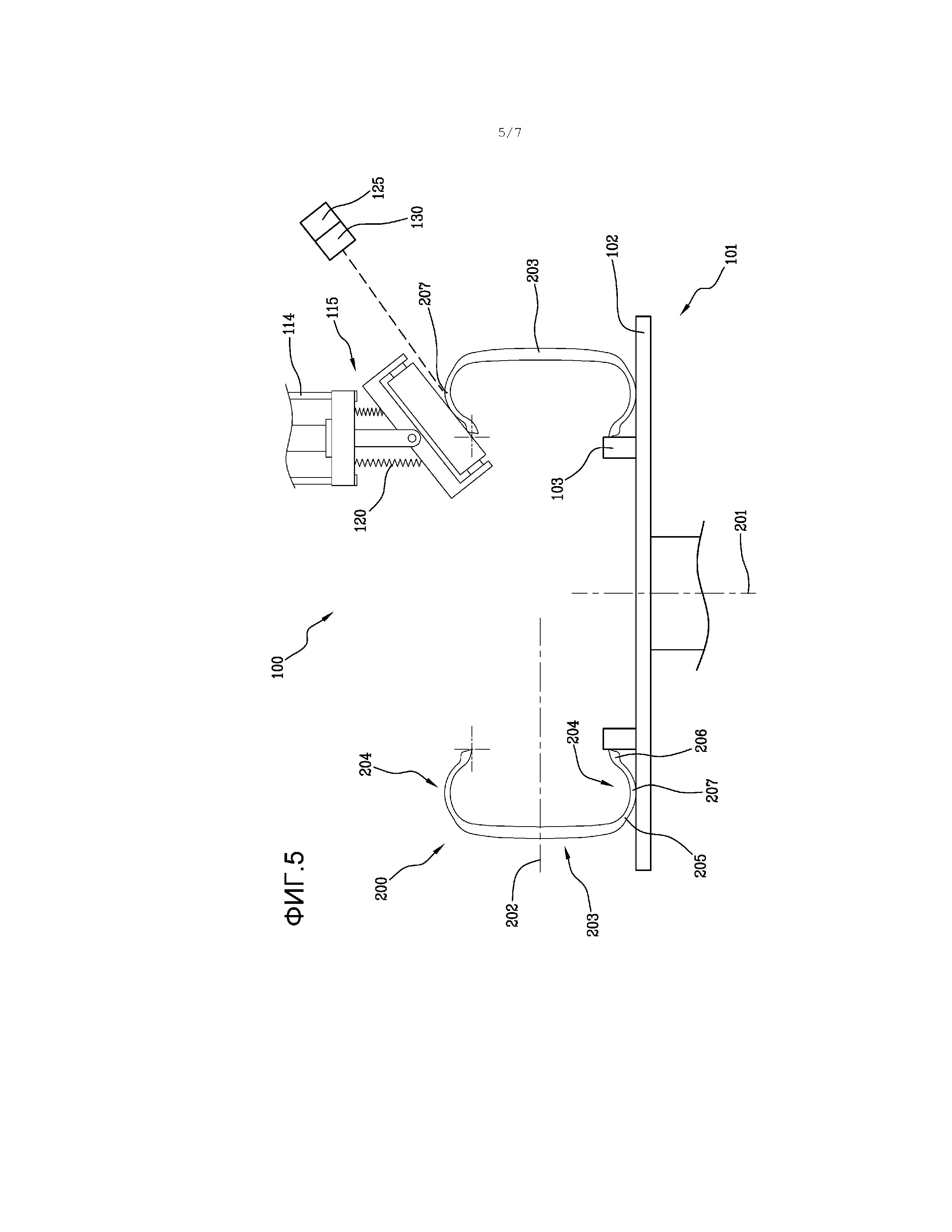
Фиг. 3, 4 и 5 - несколько видов сбоку и частичных видов, частично в разрезе, устройства с фиг. 2 в разных соответствующих рабочих конфигурациях в соответствии со способом настоящего изобретения;
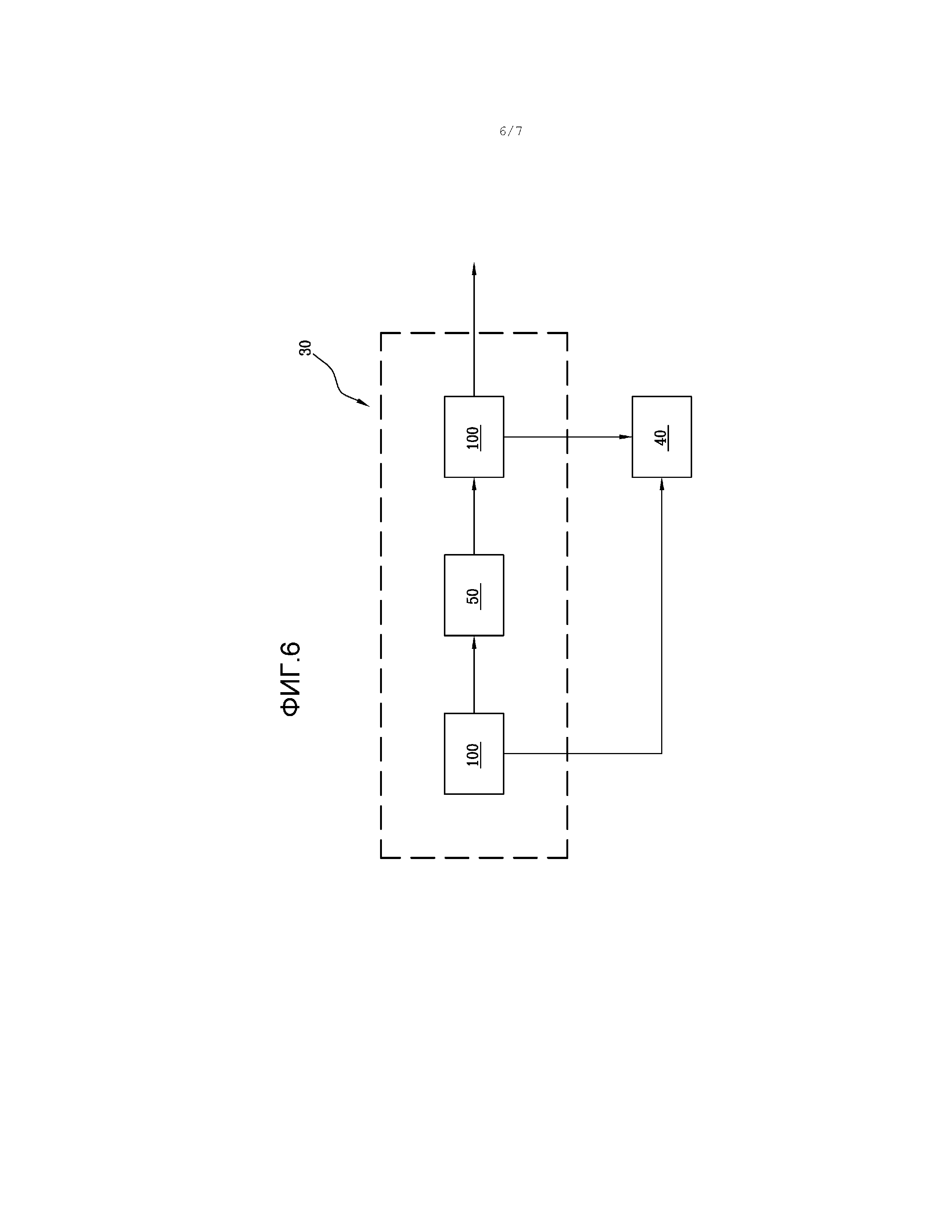
Фиг. 6 - схема, в виде функциональных блоков, станции контроля в соответствии с настоящим изобретением; и
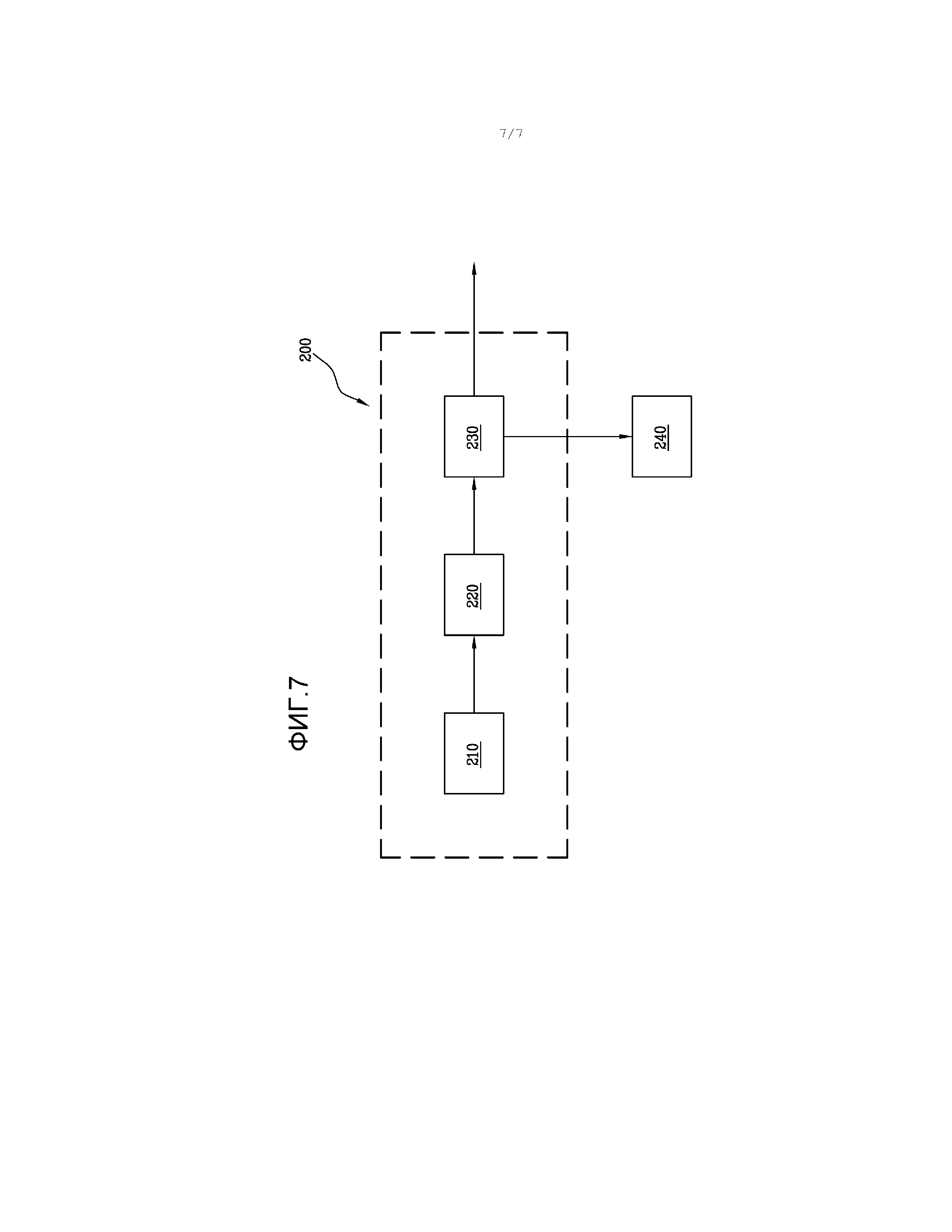
Фиг. 7 - блок-схема процесса производства шин в соответствии с настоящим изобретением.
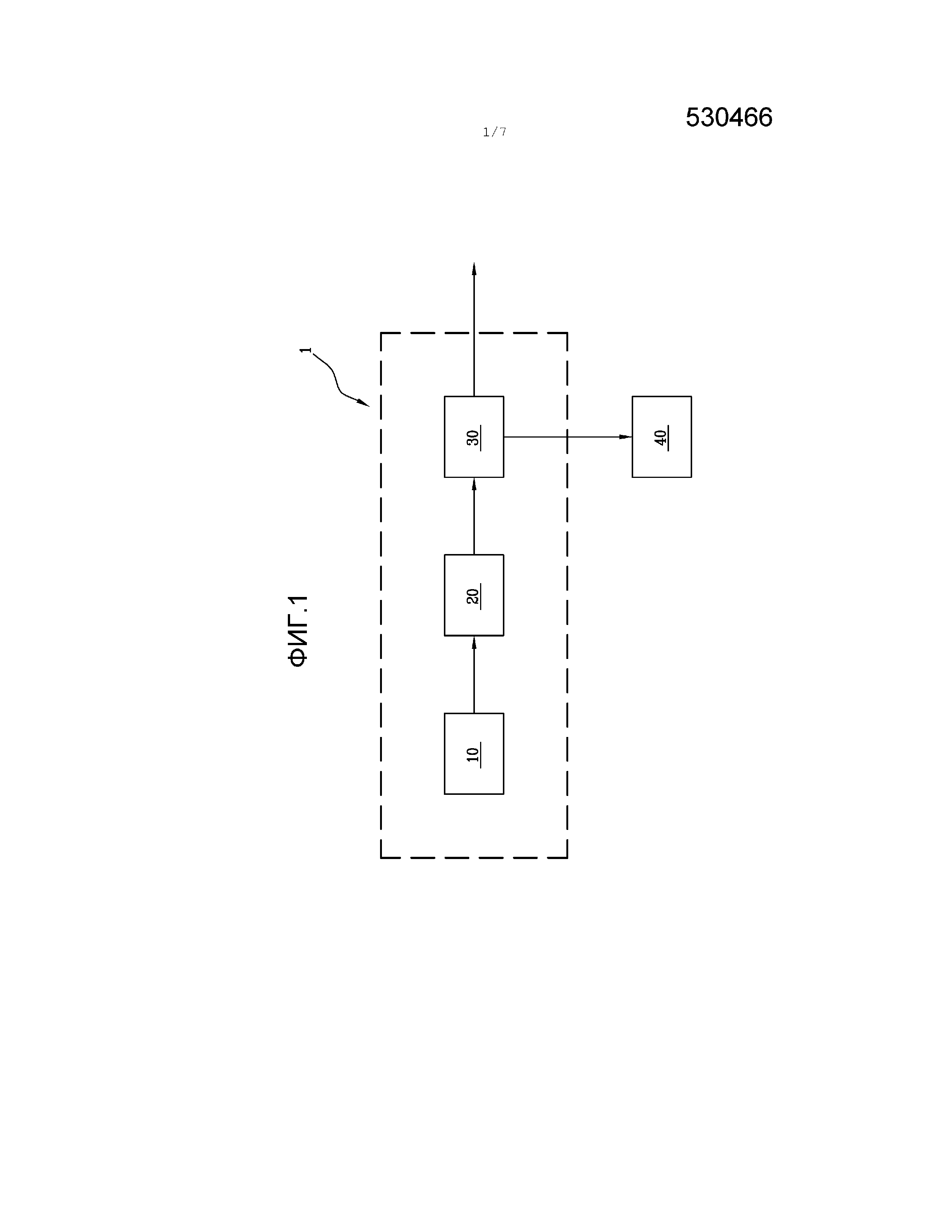
На чертежах ссылочной позицией 1 в целом обозначена производственная линия, на которой выполняется контроль, осуществляемый посредством способа и/или устройства в соответствии с настоящим изобретением. В общем, одна и та же ссылочная позиция будет использоваться для аналогичных элементов, даже в их модифицированных вариантах осуществления.
Производственная линия 1 (обозначенная пунктирной линией на фиг. 1) содержит по меньшей мере одну рабочую станцию 10, по меньшей мере одну станцию 20 вулканизации и по меньшей мере одну станцию 30 контроля дальше по ходу относительно станции 20 вулканизации (со ссылкой на производственный поток, обозначенный стрелками). Производственная линия 1 также может содержать дополнительные станции, не показанные подробно здесь.
Блок-схема процесса 200 для производства шин в соответствии с настоящим изобретением схематично показана на фиг. 7.
Процесс 200 содержит по меньшей мере одну операцию 210 для образования сырых (невулканизированных) шин (типично выполняемую на вышеуказанной рабочей станции 10), операцию 220 формования и вулканизации сырых шин (типично выполняемую на вышеуказанной станции 20 вулканизации вслед за операцией 210 образования) и операцию 230 для контроля сформованных и вулканизированных шин (типично выполняемую на вышеуказанной станции 30 контроля вслед за операцией 220 формования и вулканизацией).
Операция 230 контроля шин обеспечивает контроль n шин в заданный промежуток времени, например равный, приблизительно, n, помноженное на время цикла. Например, в заданный промежуток времени, поток n шин подается на вход станции 30 контроля.
Предпочтительно, n шин будут последовательно обрабатываться, одна за другой, посредством одних и тех же устройств, имеющихся на станции 30 контроля.
Станция 30 контроля содержит по меньшей мере одно устройство 100 для контроля шин на производственной линии в соответствии со способом настоящего изобретения.
Как показано на фиг. 6, станция 30 контроля шин может содержать пару вышеуказанных устройств 100 для контроля шин на производственной линии и, размещенную между двумя устройствами со ссылкой на производственный поток, машину 50 для переворачивания шин, приспособленную для установки шины на боковину, противоположную боковине, которая располагается на поддерживающем элементе первого устройства 100 (слева на фиг. 6). Таким образом, можно последовательно контролировать две боковины шины, соответственно, на двух устройствах 100.
Операция контроля, осуществляемая на каждой отдельной шине посредством каждого устройства 100, обеспечивает способ применения в соответствии с настоящим изобретением.
В качестве функции контрольного сигнала, генерируемого для каждой шины, станция 30 контроля определяет, как направлять n шин, полученных на входе:
- k шин (при этом k≤n) остаются на производственной линии (например, они отправляются на дополнительные станции тестирования и/или верификации или подвергаются операциям маркировки, хранения и т.д.), так как они считаются годными;
- n-k шин, вместо того, отправляются за пределы производственной линии, так как они по меньшей мере предварительно считаются негодными.
Предпочтительно, удержание k шин на производственной линии и отправка n-k шин за пределы производственной линии выполняются во время, равное вышеупомянутому заданному промежутку времени.
Предпочтительно, n-k шин, отправляемых за пределы производственной линии, отправляются на станцию 40 проверки (за пределами производственной линии), где может выполняться более глубокий анализ, предназначенный для верификации того, должны ли шины окончательно отбраковываться. Производственный процесс, следовательно, обеспечивает операцию 240 (за пределами производственной линии) дополнительной верификации (осуществляемую на станции 40 проверки) после операции контроля, выполняемую только на n-k шин, считающихся негодными по меньшей мере предварительно. Например, результаты вышеуказанной верификации могут быть следующими для каждой шины: "хорошая" шина, шина "хорошая, но подлежит повторной обработке", шина "дефектная, подлежащая отбраковке (выбрасыванию)", с классификацией дефекта и проверкой на производственной линии.
Устройство 100 содержит подвижный элемент 101 для шины 200, имеющий поддерживающий элемент 102, выполненный с возможностью вращения шины вокруг своей оси 201 вращения, типично размещенной в соответствии с вертикалью. На чертежах, подвижный элемент 101 для шины показан только относительно поддерживающего элемента 102, так как он, например, может быть известного типа. Предпочтительно, поддерживающий элемент для шины предназначен для фиксации борта, например посредством подходящих радиально подвижных зажимных элементов 103.
Шина имеет, по существу, тороидальную конструкцию вокруг оси 201 вращения и имеет диаметральную плоскость 202 (показанную в разрезе пунктирной линией на фиг. 3, 4 и 5), ортогональную оси вращения. Шина состоит из короны 203 и боковин 204. В свою очередь, каждая из последних состоит из плечевой зоны 205, бортовой зоны 206 и радиально центральной зоны 207, размещенной между плечом и бортом.
Устройство содержит деформирующую систему 110, предназначенную для прикладывания, посредством физического контакта, сжимающего усилия к внешней контактной поверхности, принадлежащей участку боковины шины, когда последняя поддерживается поддерживающим элементом, для упругой деформации участка боковины. В предпочтительной конфигурации, например показанной на чертеже, сжимающее усилие (обозначенное вертикальной стрелкой на фиг. 3) направлено подобно оси вращения. Тем не менее, настоящее изобретение включает случаи, в которых сжимающее усилие имеет по меньшей мере одну составляющую, параллельную оси вращения. Для этой цели, требуемые деформационное эффекты могут быть получены для направления сжимающего усилия, которое отклоняется от направления, параллельного оси вращения, не более на ±60°. Сжимающее усилие также имеет ориентацию, направленную к диаметральной плоскости 202.
Предпочтительно, деформирующая система 110 содержит сжимающий элемент 111 и исполнительный элемент 112, выполненный с возможностью перемещения сжимающего элемента вдоль направления сжимающего усилия (как обозначено, например, двойной стрелкой на фиг. 2). В качестве примера, исполнительный элемент 112 может представлять собой пневмоцилиндр (как показано на чертежах). Например, деформирующая система 110 содержит пару направляющих 113 скольжения (выполненных за одно целое с пневмоцилиндром и размещенных на его противоположных сторонах) и пару стержней 114, скользящих в направляющих 113 вдоль направления сжимающего усилия и выполненных за одно целое со сжимающим элементом 111, для стабилизации сжимающего элемента в каждом рабочем состоянии.
Предпочтительно, сжимающий элемент 111 содержит раму 115, неразъемно смонтированную на конце поршня пневмоцилиндра (и на соответствующих концах стержней 114), и цилиндрический сжимающий валик 116, смонтированный на раме таким образом, что он может свободно вращаться вокруг своей оси 117. Например, длина сжимающего валика вдоль его оси равна приблизительно 20 см, и радиус валика равен приблизительно 1,5 см.
Предпочтительно, рама 115 содержит кронштейн 118, на котором сжимающий валик смонтирован с возможностью вращения, при этом кронштейн шарнирно прикреплен к остальному корпусу рамы (при этом последняя жестко выполнена за одно целого с пневматическим поршнем) таким образом, что кронштейн, и валик вместе с ним, могут качаться вокруг оси 119 качания (обозначенной пунктирной линией на фиг. 2).
Предпочтительно, ось 119 качания является перпендикулярной оси 201 шины и перпендикулярной радиальному направлению участка боковины, подвергающегося деформации, (при этом такое радиальное направление совпадает, например, с линией 202 на фиг. 4). На фиг. 3, D представляет собой вертикальное расстояние оси качания от оси вращения валика, в его положении покоя, т.е. без сжимающего усилия.
Предпочтительно, две пружины 120 размещены между кронштейном 118 и остальным корпусом рамы 115 на противоположных сторонах оси 119 качания для оказания заданного сопротивления качанию.
Предпочтительно, ось 117 сжимающего валика всегда лежит на плоскости, проходящей через ось шины и через радиальное направление участка боковины, подвергающего деформации (например, плоскость расположения фиг. 3, 4 и 5). Предпочтительно, ось 117 сжимающего валика, без усилий, т.е. в положении покоя, является перпендикулярной оси шины. Ось валика, при работе, вследствие качания может отклоняться от такого состояния перпендикулярности с осью шины (как показано, например, на фиг. 4 и 5) в пределах интервала ±60°.
Предпочтительно, деформирующая система 110 содержит радиальный подвижный элемент (не показан, например дополнительный пневматический поршень и направляющую и блокирующую систему для направления радиального перемещения), выполненный с возможностью перемещения за одно целое сжимающего элемента и исполнительного элемента вдоль радиального направления шины.
Устройство 100 содержит источник 125, предназначенный для испускания светового излучения для освещения внутренней и/или внешней поверхности деформированного участка боковины, и детектирующую систему 130, предназначенную для детектирования изображения указанной поверхности и для генерирования по меньшей мере одного контрольного сигнала, представляющего детектируемое изображение.
Предпочтительно, световое освещающее излучение представляет собой некогерентный белый свет. В качестве альтернативы, световое излучение может представлять собой (когерентный) свет с узкой полосой частот, например лазерный свет.
Предпочтительно, детектирующая система 130 содержит линейную камеру 131, которая может представлять собой камеру двухмерного (2D) или трехмерного (3D) типа, имеющую цифровой оптический датчик (например, типа прибора с зарядовой связью или ПЗС), черно-белый, или более типично цветной, и оптический объектив с его фокусной осью (например, осью центра масс линз объектива).
Детектирующая система 130, предпочтительно, содержит зеркало 132 для обеспечения возможности детектирования изображения внутренней поверхности.
Предпочтительно, устройство содержит роботизированную руку 133, на свободном конце которой смонтированы указанная детектирующая система 130 и указанный источник 125.
Устройство содержит блок 150 обработки, предназначенный для получения, от детектирующей системы 130, контрольного сигнала и для анализа контрольного сигнала для детектирования возможного наличия дефектов.
Предпочтительно, блок 150 обработки также предназначен для выдачи команд и управления устройством 100. Для такой цели, он функционально соединен (как схематично обозначено соединительными линиями на фиг. 2) с камерой 131, источником 125 света, исполнительным элементом 112, возможным радиальным подвижным элементом и подвижным элементом 101 для шины.
При работе, устройство 100 может контролировать каждую отдельную шину посредством воплощения способа настоящего изобретения. Нижеследующее описание относится к одной шине. Описанное также может применяться для каждой из n шин, образующих входящий поток.
При работе, шина 200 упирается в поддерживающий элемент 102 (например, посредством роботизированной руки, не показана). Предпочтительно, давление внутри шины, подлежащей контролю, равно внешнему давлению (т.е. шина остается спущенной). Предпочтительно, нижний борт шины фиксируется посредством зажимных элементов 103, и противоположный или верхний борт остается свободным (т.е. монтажный обод не применяется).
Участок боковины упруго деформируется под воздействием сжимающего усилия на внешнюю контактную поверхность, принадлежащую участку боковины, посредством прижимания вышеуказанного сжимающего валика к внешней контактной поверхности.
Предпочтительно, весь остальной участок боковины остается недеформированным. В альтернативном варианте осуществления, одна (или даже множество) дополнительная деформирующая система, соединенная с дополнительным источником света и дополнительной детектирующей системой, подвергает шину таким же операциям, описанным здесь, в месте шины, диаметрально противоположном вышеуказанному деформированному участку боковины. В случае множества деформирующих систем, они будут эквидистантно разнесены в угловом направлении друг от друга. Таким образом, время получения изображений сокращается вдвое (или дополнительно уменьшается). В любом случае, по меньшей мере один дополнительный участок боковины остается недеформированным.
В качестве примера, сжимающее усилие является таким, чтобы деформировать участок боковины таким образом, что максимальное перемещение, взятое из числа всех точек указанного участка боковины между положением без усилий и деформированным положением, при этом перемещение берется вдоль направления сжимающего усилия, равно 2 см.
В качестве примера, сжимающее усилие равно 60 Н.
Предпочтительно, шина затем предварительно поворачивается вокруг ее оси по меньшей мере на пол-оборота, сохраняя сжимающий элемент прижатым. Затем, внутренняя и/или внешняя поверхность участка боковины освещается световым излучением, и детектируется изображение освещенной поверхности. Предпочтительно, изображение представляет собой цифровое изображение, состоящее из множества пикселей, при этом каждый соответствует небольшому вспомогательному участку поверхности, имеющему конечный размер.
Затем, генерируется по меньшей мере один контрольный сигнал, соответствующий детектируемому изображению.
Затем, контрольный сигнал анализируется для детектирования возможного наличия дефектов (например, неровностей и/или инородных тел на или вблизи поверхности) на участке боковины.
Предпочтительно, анализ содержит по меньшей мере сравнение контрольного сигнала с соответствующим опорным сигналом.
Предпочтительно, предупредительный сигнал генерируется после вышеуказанного сравнения, если контрольный сигнал отличается от опорного сигнала более, чем на заданный пороговый уровень.
Предпочтительно, опорный сигнал генерируется посредством предварительного контроля образцовой шины.
Предпочтительно, опорный сигнал генерируется во время контроля одной и той же шины, подвергающейся контролю посредством освещения гомологичных участков участка шины, подвергающейся контролю, и генерирования опорного сигнала в качестве среднего значения сигналов, полученных от каждого изображения каждого гомологичного участка.
Предпочтительно, опорный сигнал генерируется во время контроля одной и той же шины, подвергающейся контролю, посредством среднего значения контрольных сигналов, полученных на n гомологичных участках, предшествующих упруго деформированному участку, причем n больше или равно единице.
Предпочтительно, шина затем вращается вокруг своей оси, сохраняя деформирующую систему остановленной, и сжимающее усилие на последующих участках боковин постоянным. В одном варианте осуществления, деформирующая система, источник и детектирующая система могут вращаться вокруг оси вслед за боковиной (с остановленной шиной или даже дополнительно к вращению шины). Таким образом, вышеуказанные действия повторяются: деформация, освещение, детектирование изображения, генерирование и анализ контрольного сигнала с временной последовательностью на множестве дополнительных участков боковины дополнительно к вышеуказанному участку боковины, при этом указанное множество распределено вдоль круговой протяженности боковины таким образом, чтобы контролировать всю боковину.
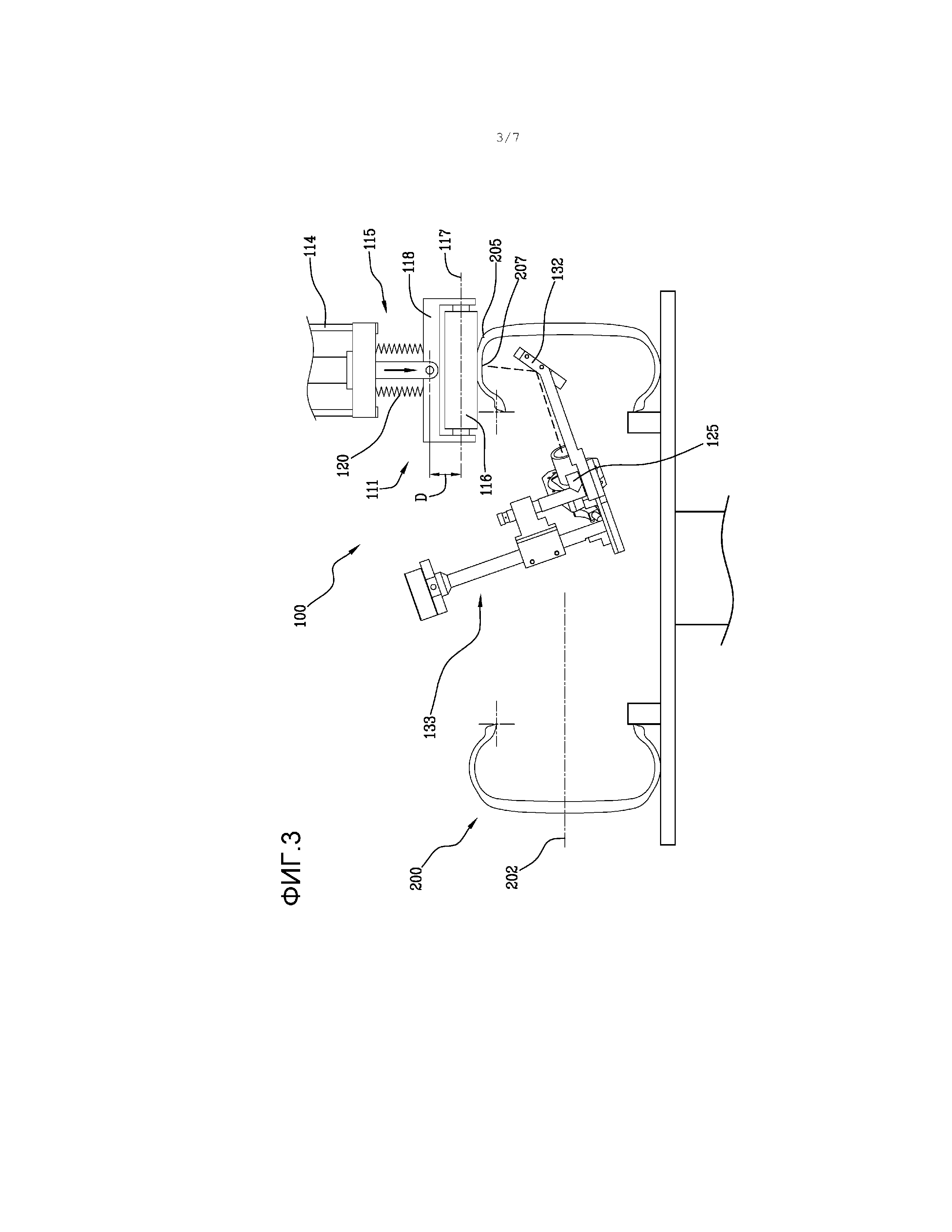
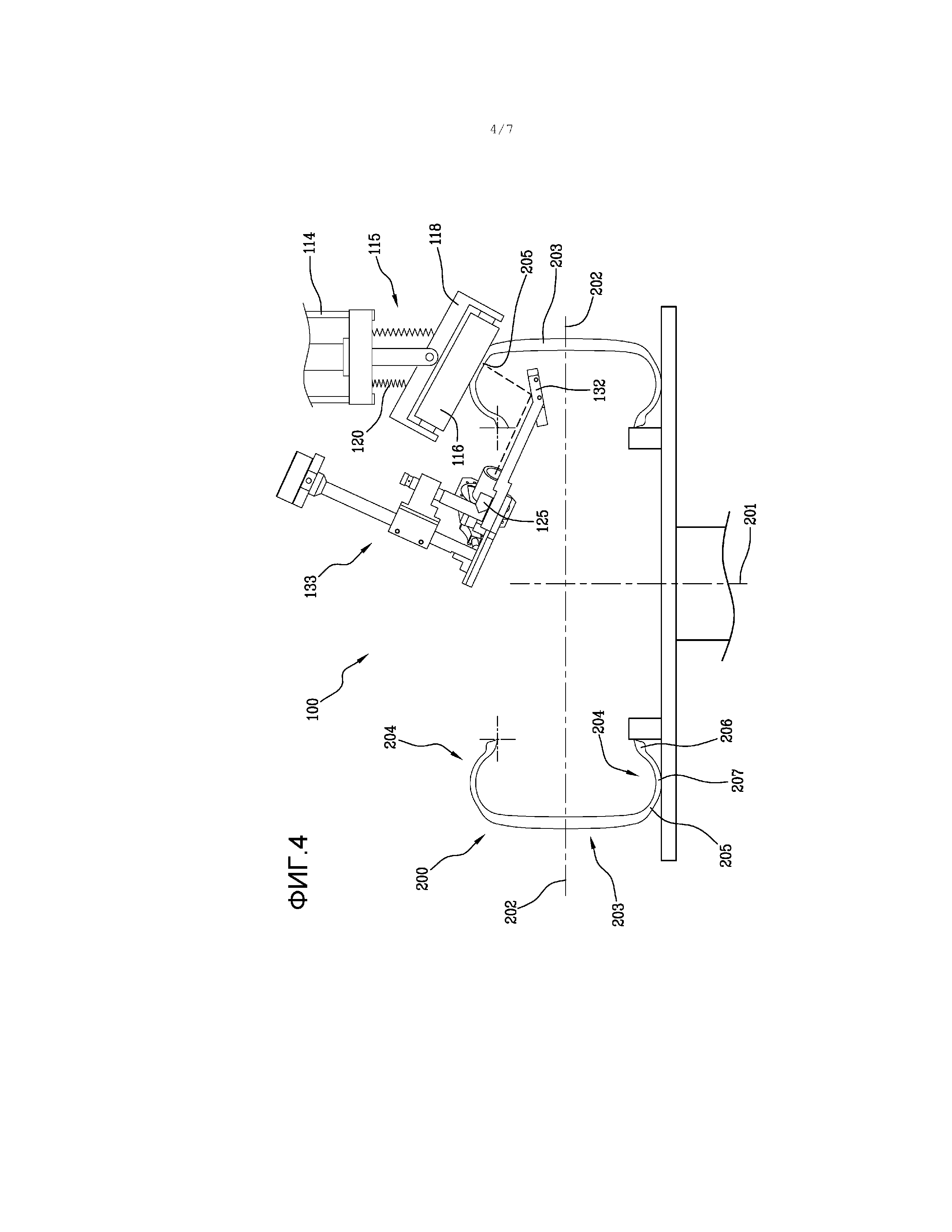
На фиг. 3, 4 и 5 показано устройство 100 в разных соответствующих примерных рабочих конфигурациях, при этом каждая соответствует соответствующему режиму для выполнения способа контроля настоящего изобретения. На фиг. 3 и 4 показаны примеры упругой деформации участка боковины, для сплющивания внутренней и/или внешней поверхности по меньшей мере одного вспомогательного участка деформированного участка боковины. На фиг. 4, внешняя контактная поверхность принадлежит плечу 205, при этом на фиг. 3 она принадлежит радиально центральному участку 207 боковины.
На фиг. 3 и 4, сплющенная внутренняя поверхность вспомогательного участка освещается в качестве примера для детектирования его изображения, при этом указанная сплющенная внутренняя поверхность размещена на стороне, противоположной относительно внешней контактной поверхности. Дополнительно или в качестве альтернативы такому освещению и детектированию изображения, в случае деформации, показанной на фиг. 3 и 4, сплющенная внешняя поверхность, предпочтительно, может освещаться (не показано); последняя поверхность размещена в месте рядом с внешней контактной поверхностью, со ссылкой на направление круговой протяженности боковины в направлении относительного продвижения между шиной 200 и цилиндрическим сжимающим валиком 116.
На фиг. 5 показан пример упругой деформации участка боковины для уменьшения внешнего радиуса кривизны по меньшей мере одного вспомогательного участка деформированного участка боковины. В таком случае, внешняя поверхность вспомогательного участка освещается для детектирования его изображения. Для упрощения иллюстрации, на фиг. 5 осветительная и детектирующая система была только схематично показана с точки зрения функциональных блоков; в любом случае она предусмотрена снаружи и над шиной. В случае деформации фиг. 5, внешняя контактная поверхность расположена рядом со свободным бортом 206, и контролируемый вспомогательный участок принадлежит радиально центральному участку 207 боковины.
Также, упругая деформация, показанная на фиг. 3, может составлять пример упругой деформации участка боковины для уменьшения внешнего радиуса кривизны по меньшей мере одного вспомогательного участка деформированного участка боковины. В таком случае, внешняя контактная поверхность принадлежит радиально центральному участку 207 боковины, и контролируемый вспомогательный участок размещен на соответствующем плече 205. На фиг. 3 видно, что осветительная и детектирующая система показана в положении для получения изображений внутренних поверхностей (описанных выше), при этом в настоящем случае (не показано), она должна располагаться снаружи шины, как схематично показано на фиг. 5.
В обоих последних двух вышеописанных случаях, контролируемый вспомогательный участок является радиально более внешним относительно внешней контактной поверхности.
Способ и устройство для вулканизации шины
Способ и устройство контроля шин в производственной линии
Установка и способ для управления производственным циклом установки в процессе сборки шин для колес транспортных средств
Шина для мотоциклов
Зимняя шина
Способ для проверки правильного формирования бортов в процессе и установке для сборки шин для колес транспортных средств
Шина для колес транспортных средств
Способ и производственная линия для контролируемого накопления непрерывных полосообразных элементов для сборки шин
Способ и установка для производства шин для колес транспортного средства
Способ и установка для манипулирования сырыми шинами
Устройство и способ анализа шин
Устройство и способ контроля шин
Способ и линия для контроля шин колес транспортных средств

