Результат интеллектуальной деятельности: Лонжерон кессонного крыла и обшивка
Вид РИД
Изобретение
Уровень техники
Конкретная конструкция крыла известных летательных аппаратов различна у разных производителей, но обычно существует несколько общих способов их изготовления. Один или более лонжеронов крыльев, которые проходят по всей длине крыла, размещают и закрепляют на сборочном стапеле крыла. Одну или более нервюр присоединяют к лонжеронам крыла, чтобы придать дополнительную жесткость крылу. После присоединения нервюр к лонжеронам крыла ряд стрингеров крыла присоединяют к лонжеронам крыла, давая дополнительную опору всей конструкции, а также обеспечивая опору для обшивки крыла. После установки одной или более других конструкций, таких как топливные баки, электронные системы и т.д., если это необходимо, обшивку крыла летательного аппарата, упрочненную стрингерами, присоединяют к лонжеронам и нервюрам крыла. Обшивка крыла может быть присоединена с использованием различных способов, включая без ограничения использование заклепок или других крепежных деталей. Затем к сборке крыла присоединяют другие компоненты крыла летательного аппарата, такие как крыльевые закрылки, элероны, присоединяемые к заднему лонжерону, а также переднюю и заднюю плоскости управления крыла.
В известных способах производства крыльев может использоваться относительно большое число частей, и это может оказаться длительным и трудоемким процессом. Такое относительно большое количество частей может увеличивать массу крыла, а также сложность сборки крыла.
В свете вышеупомянутого в этой области существует потребность в способе производства крыла, при котором используется меньшее количество частей и затрачивается меньше времени.
Краткая сущность изобретения
Очевидно, что описание сущности изобретения поясняет выбор концепций в упрощенной форме, которая далее описана в подробном описании. Сущность изобретения не подразумевает использования для ограничения объема заявленного объекта изобретения.
Устройства и способы раскрывают лонжероны и обшивку кессонного крыла с использованием одной или более формообразующих оправок. По одному аспекту настоящего изобретения крыло летательного аппарата может быть изготовлено путем нанесения одного или более слоев композитного материала на несколько оправок крыла. Оправки крыла, совмещенные вместе, определяют форму крыла. После нанесения слоев композитного материала на каждую отдельную оправку, оправки подводят встык. Дополнительный материал может быть добавлен для формирования всей или части обшивки крыла или верхней и/или нижней части лонжеронов кессонного крыла. Затем оправки сжимают, используя специальный технологический инструмент - поверхностные накладки крыла, приложенные к множеству оправок крыла. В некоторых примерах во время сжатия композитный материал может быть растянут, чтобы упрочнить волокна в композитном материале. Затем композитный материал отверждают. После отверждения поверхностные накладки крыла и оправки удаляют, получая кессонное крыло, имеющее лонжероны и обшивки. Если это необходимо, одну или более нервюр устанавливают в лонжероне кессонного крыла в качестве дополнительной опоры.
По другому аспекту крыло может содержать несколько лонжеронов кессонного крыла для присоединения крыла к фюзеляжу летательного аппарата. Крыло может обладать верхней поверхностью, нижней поверхностью и несколькими сегментами крыла. Лонжероны кессонного крыла, верхняя поверхность крыла и нижняя поверхность крыла могут представлять собой совместно отвержденные или соединенные при отверждении (co-bonded) слои композитного материала из по существу непрерывных волокон.
По другому аспекту система формирования крыла летательного аппарата может содержать несколько оправок, соответствующих по форме верхней, нижней, передней и задней поверхностям крыла летательного аппарата. Система также может содержать устройство для сжатия нескольких оправок вместе для отверждения слоев композитного материала на оправках. Система также может содержать блок растяжения для поддержания растяжения на композитном материале.
Описанные особенности, функции и преимущества могут быть достигнуты независимо в различных конструкциях по настоящему изобретению, или могут быть скомбинированы в других конструкциях, подробное описание которых приводится далее со ссылкой на сопроводительные чертежи.
Краткое описание чертежей
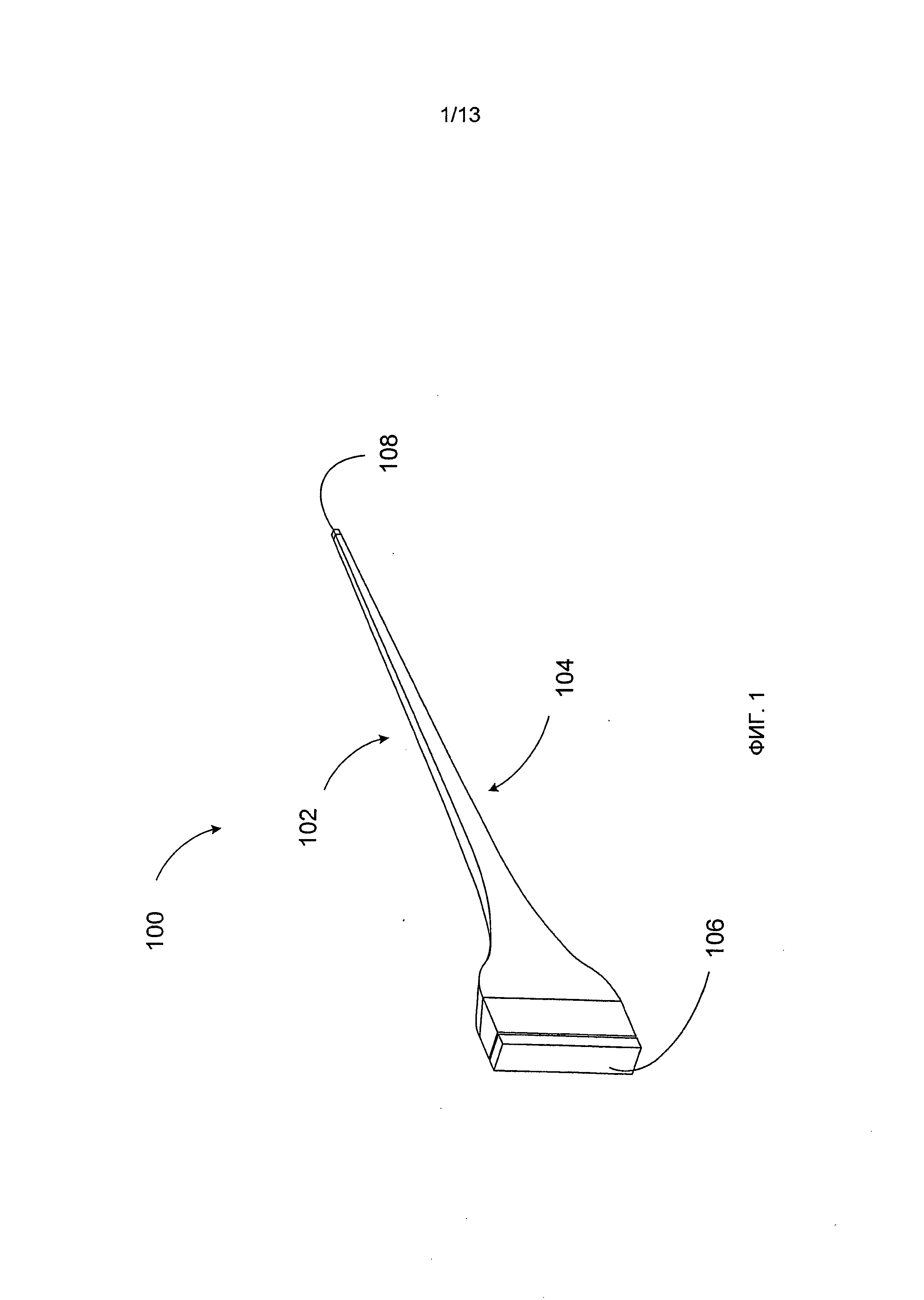
На Фиг. 1 показан вид сверху и в перспективе взятой в качестве примера оправки, которая может быть использована для формирования лонжеронов кессонного крыла, в соответствии с различными представленными в настоящем документе конструкциями;
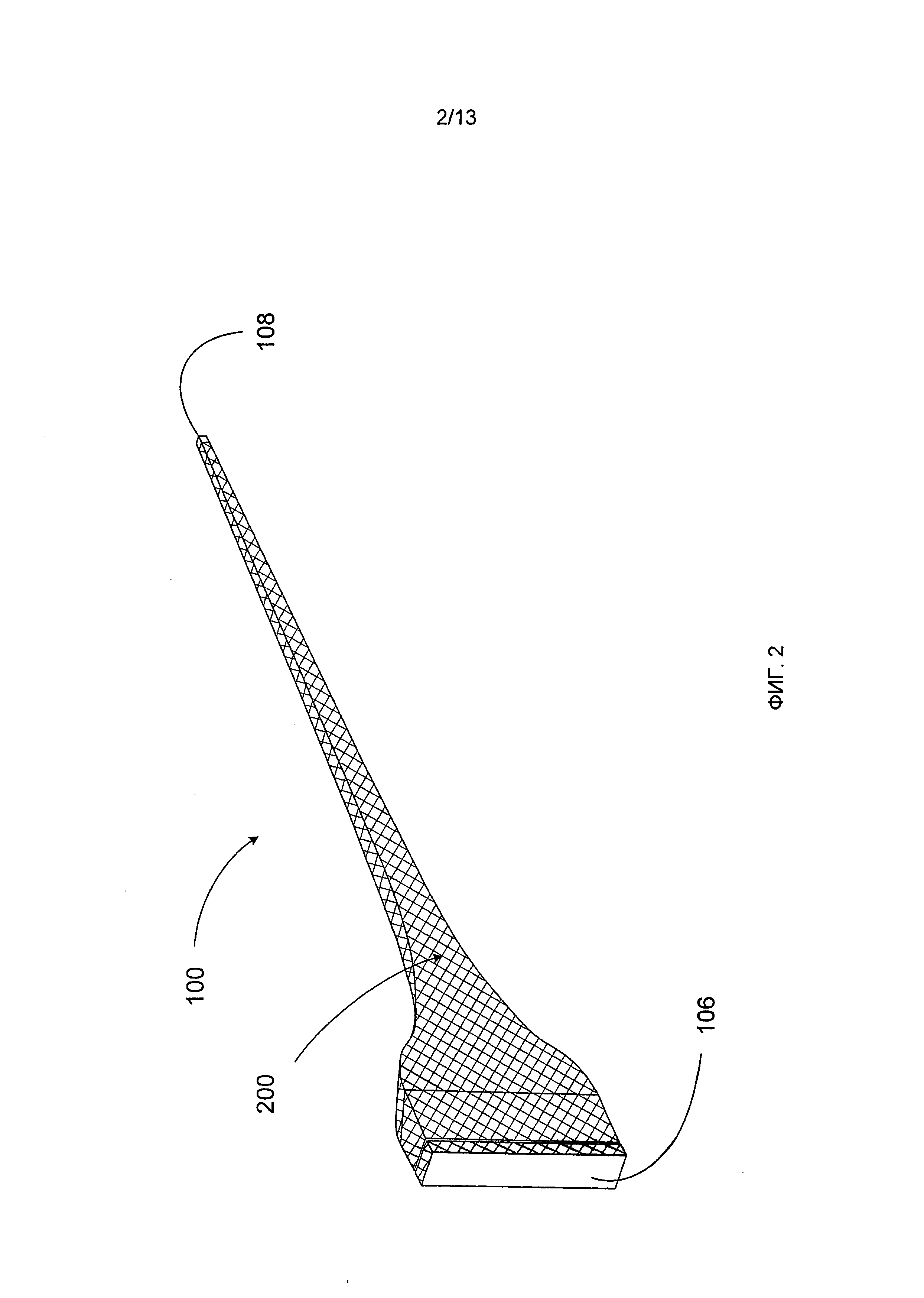
На Фиг. 2 показан вид сверху и в перспективе взятой в качестве примера оправки, которая может быть использована для формирования крыла, иллюстрирующий наложение слоя, изготовленного методом диагональной намотки волокна на оправку, в соответствии с различными представленными в настоящем документе конструкциями;
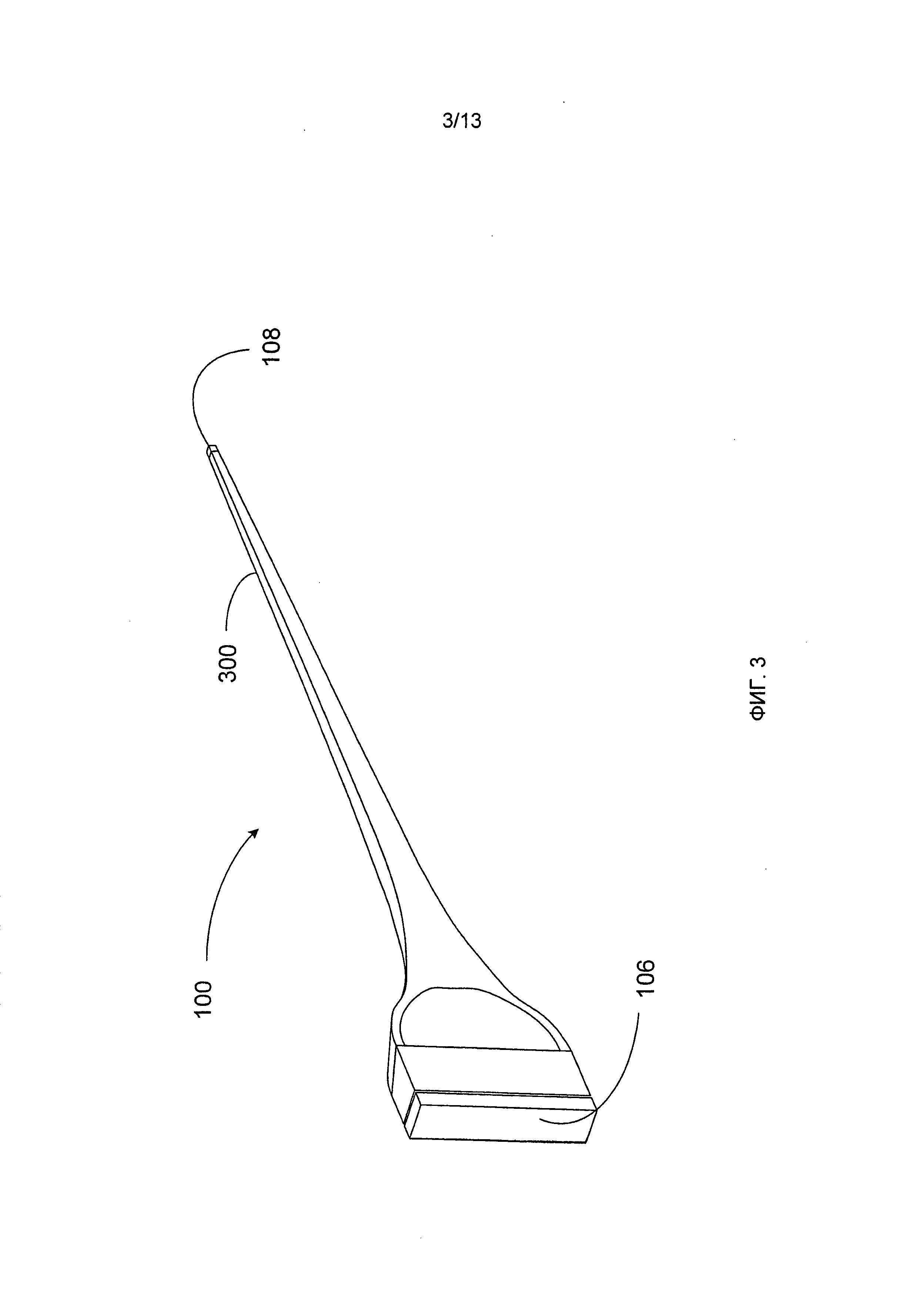
На Фиг. 3 показан вид сверху и в перспективе оправки, которая может быть использована для формирования крыла, иллюстрирующий наложение равномерного слоя на оправку, в соответствии с различными представленными в настоящем документе конструкциями;
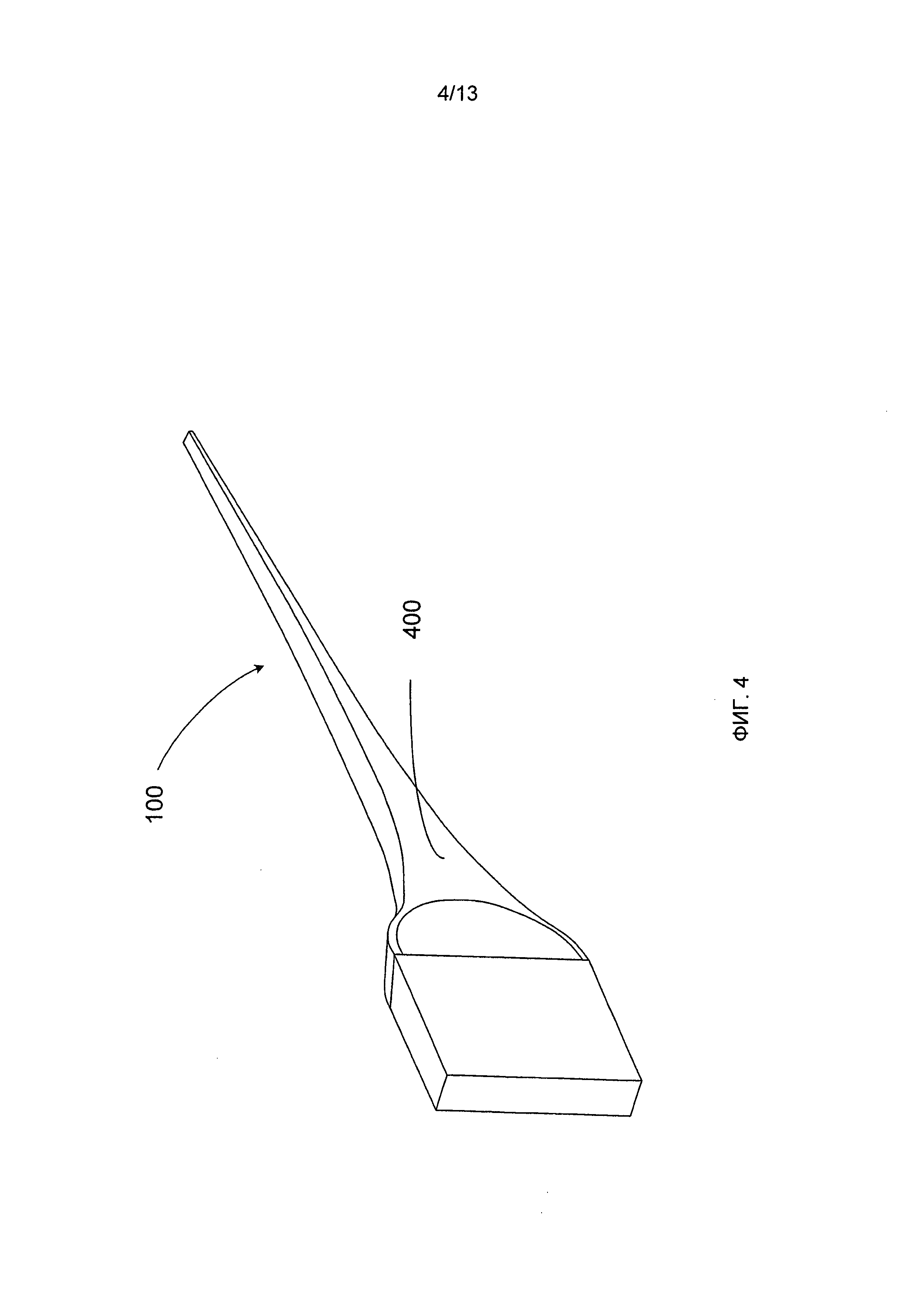
На Фиг. 4 показан вид сверху и в перспективе оправки, которая может быть использована для формирования крыла, иллюстрирующий готовую выкладку слоев на оправке, в соответствии с различными представленными в настоящем документе конструкциями;
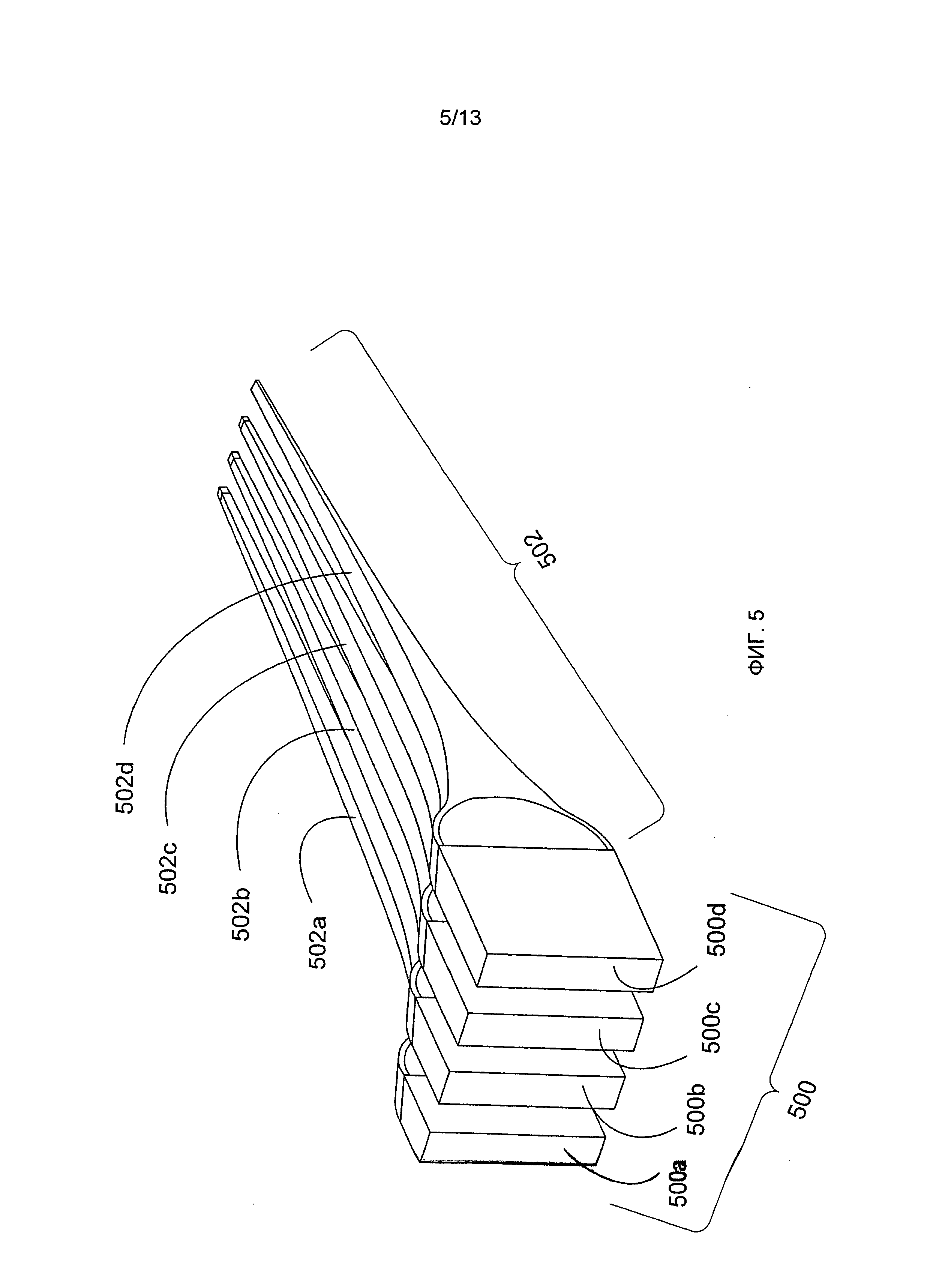
На Фиг. 5 показан вид сверху и в перспективе множества взятых в качестве примера оправок, которые могут быть использованы для формирования крыла, в соответствии с различными представленными в настоящем документе конструкциями;
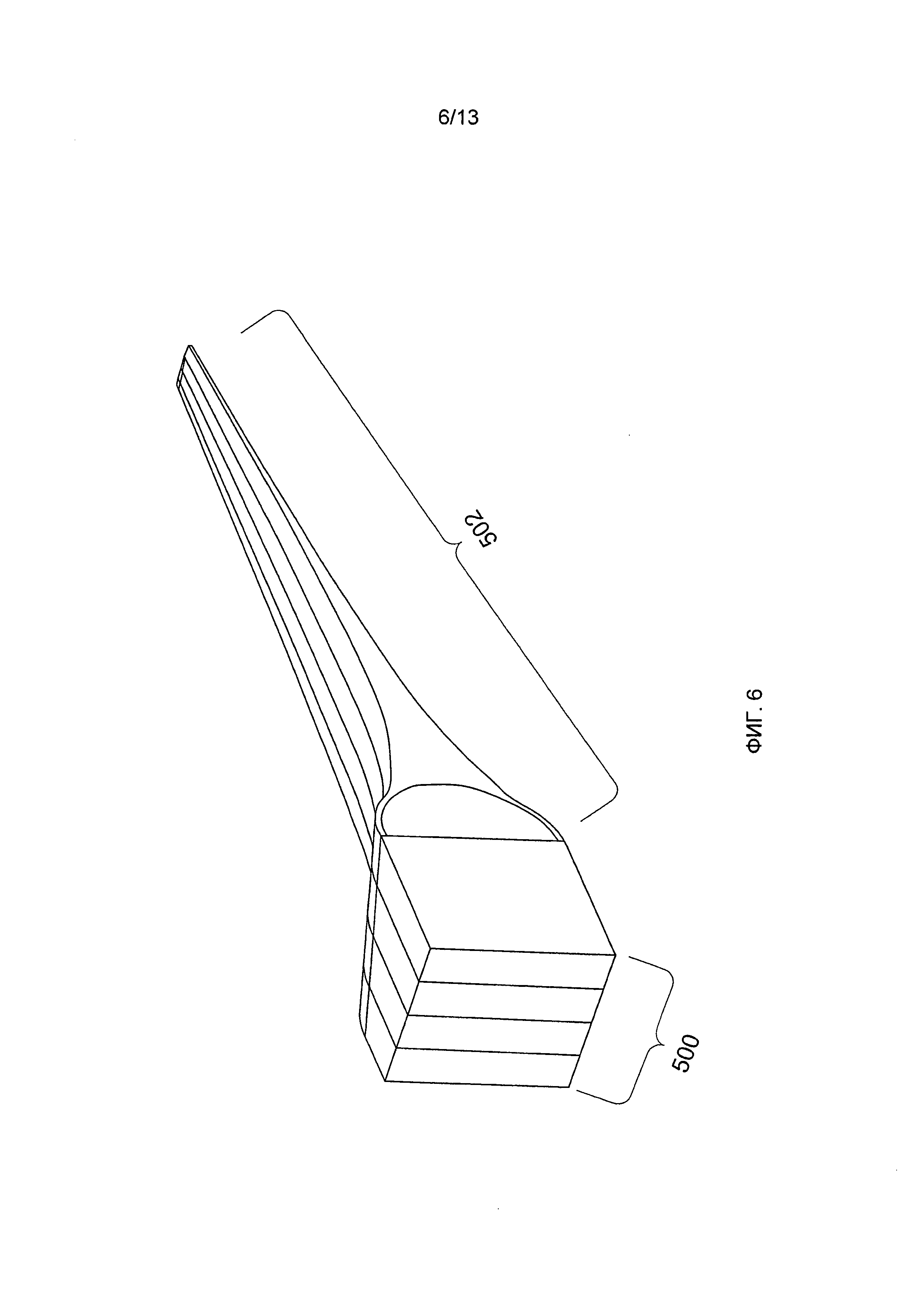
На Фиг. 6 показан вид сверху и в перспективе множества взятых в качестве примера оправок, которые подведены встык друг к другу, в соответствии с различными представленными в настоящем документе конструкциями;
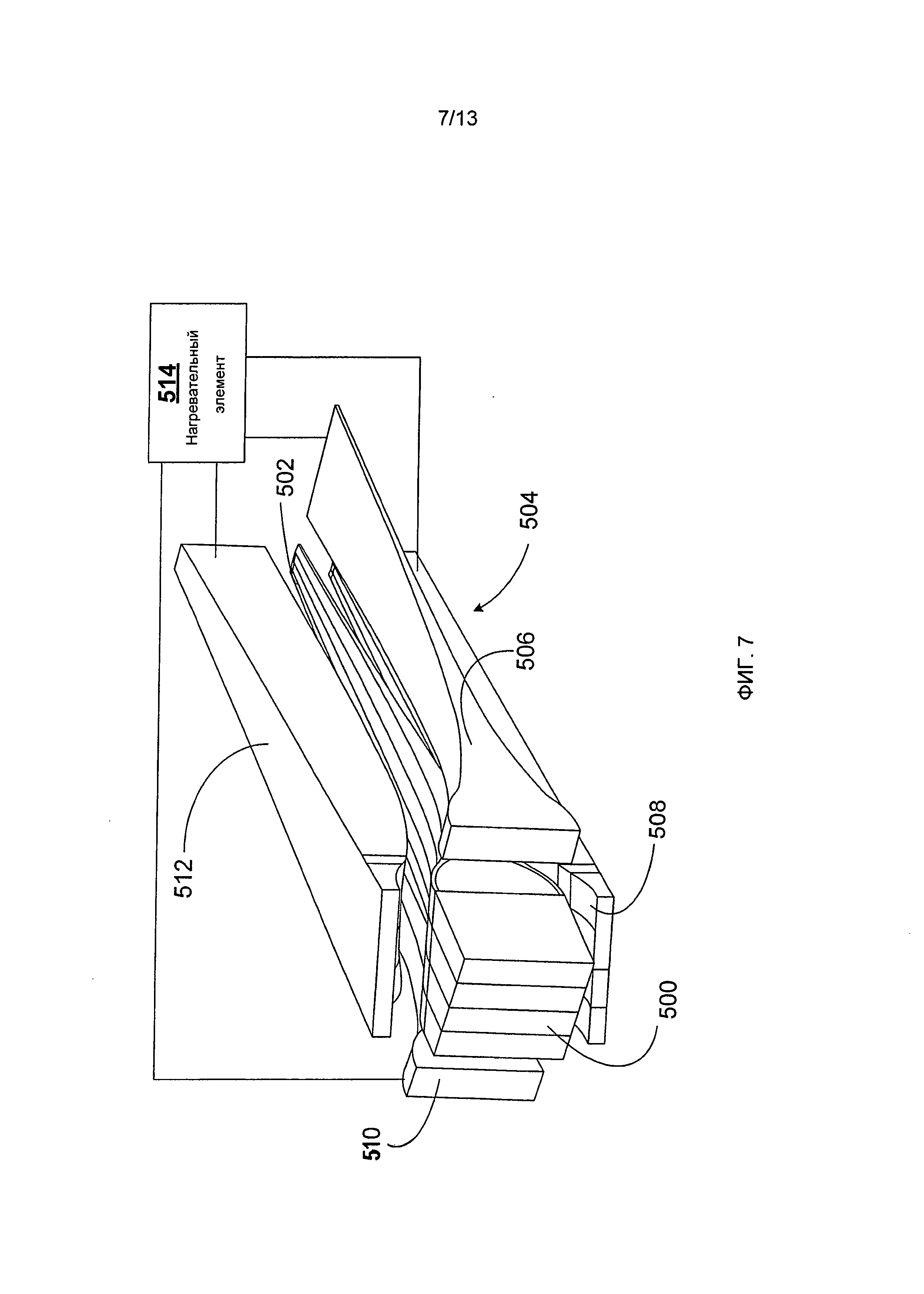
На Фиг. 7 показан вид сверху и в перспективе поверхностных накладок крыла до сжатия, в соответствии с различными представленными в настоящем документе конструкциями;
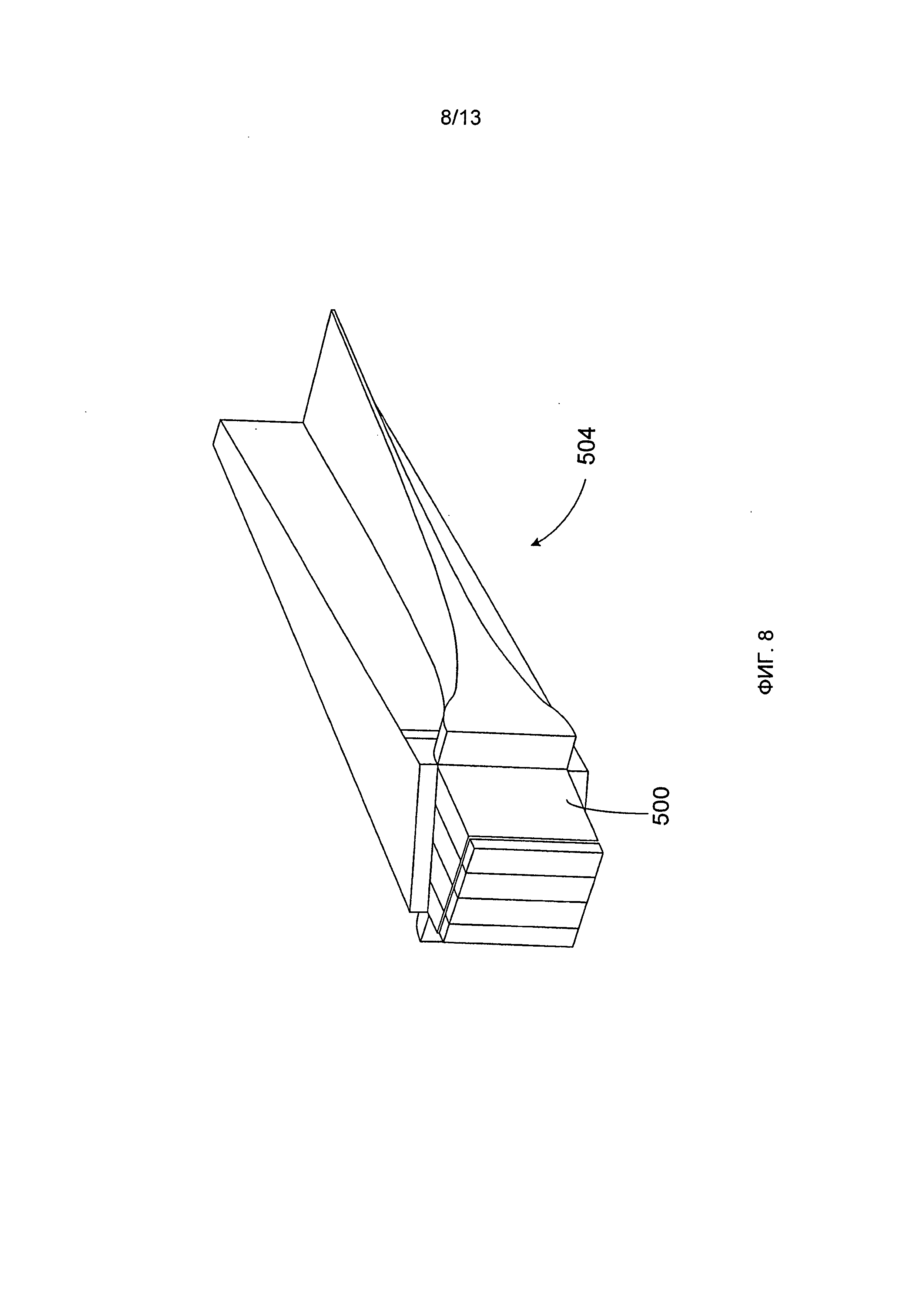
На Фиг. 8 показан вид сверху и в перспективе поверхностных накладок крыла во время сжатия, в соответствии с различными представленными в настоящем документе конструкциями;
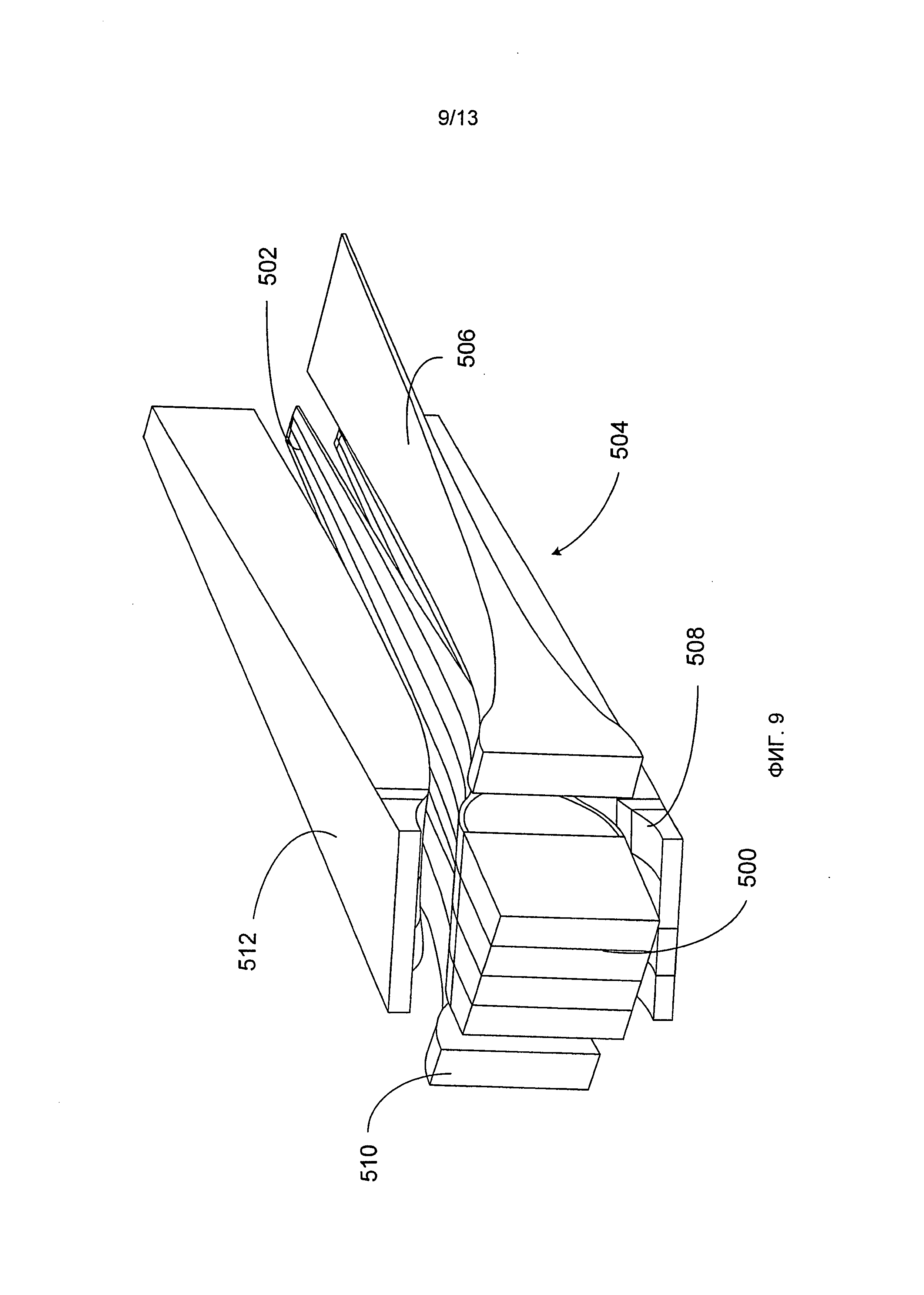
На Фиг. 9 показан вид сверху и в перспективе поверхностных накладок крыла, удаленных после отверждения, в соответствии с различными представленными в настоящем документе конструкциями;
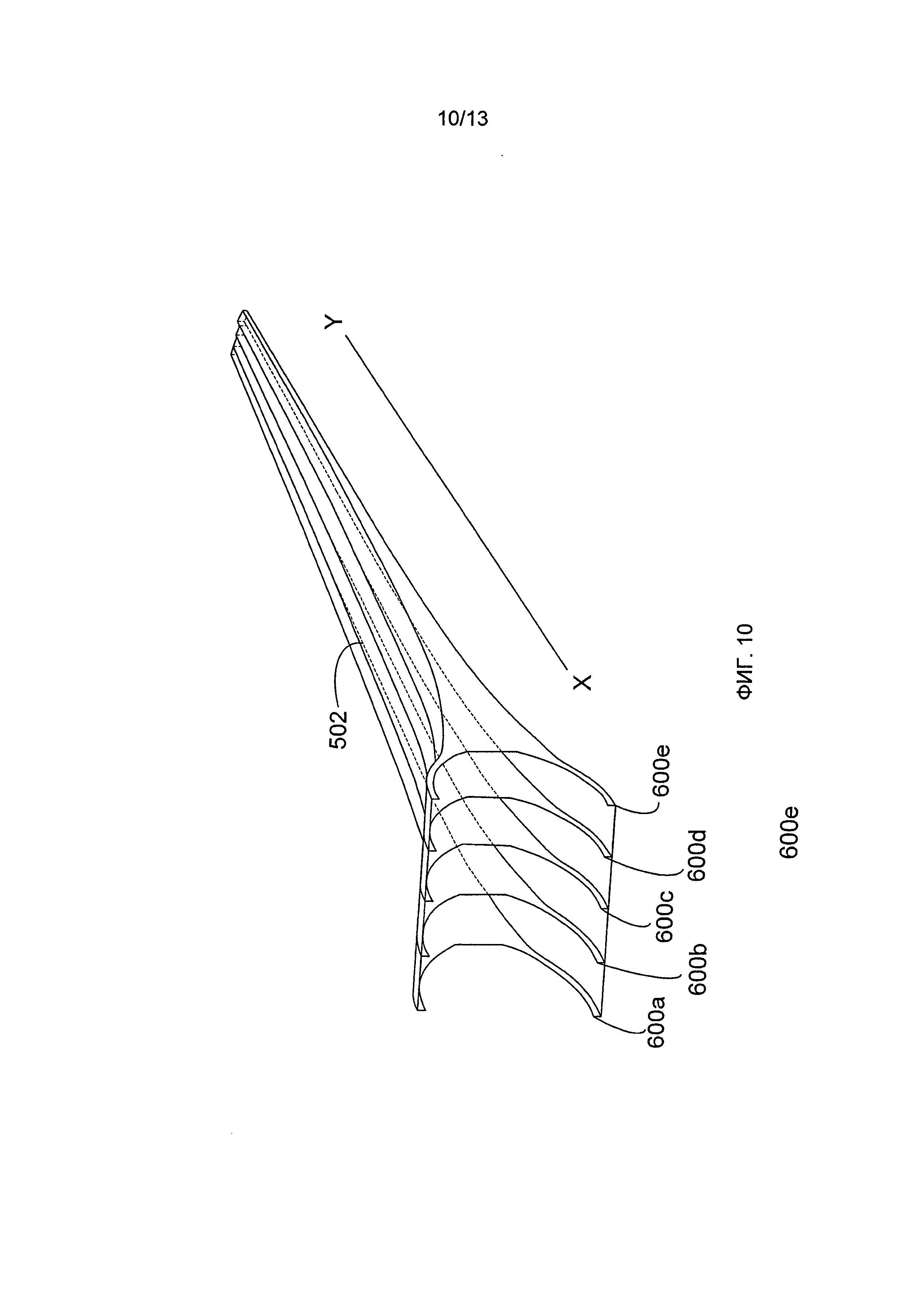
На Фиг. 10 показан вид сверху и в перспективе крыла, имеющего лонжероны кессонного крыла, и обшивки, после удаления поверхностных накладок крыла и оправок, в соответствии с различными представленными в настоящем документе конструкциями;
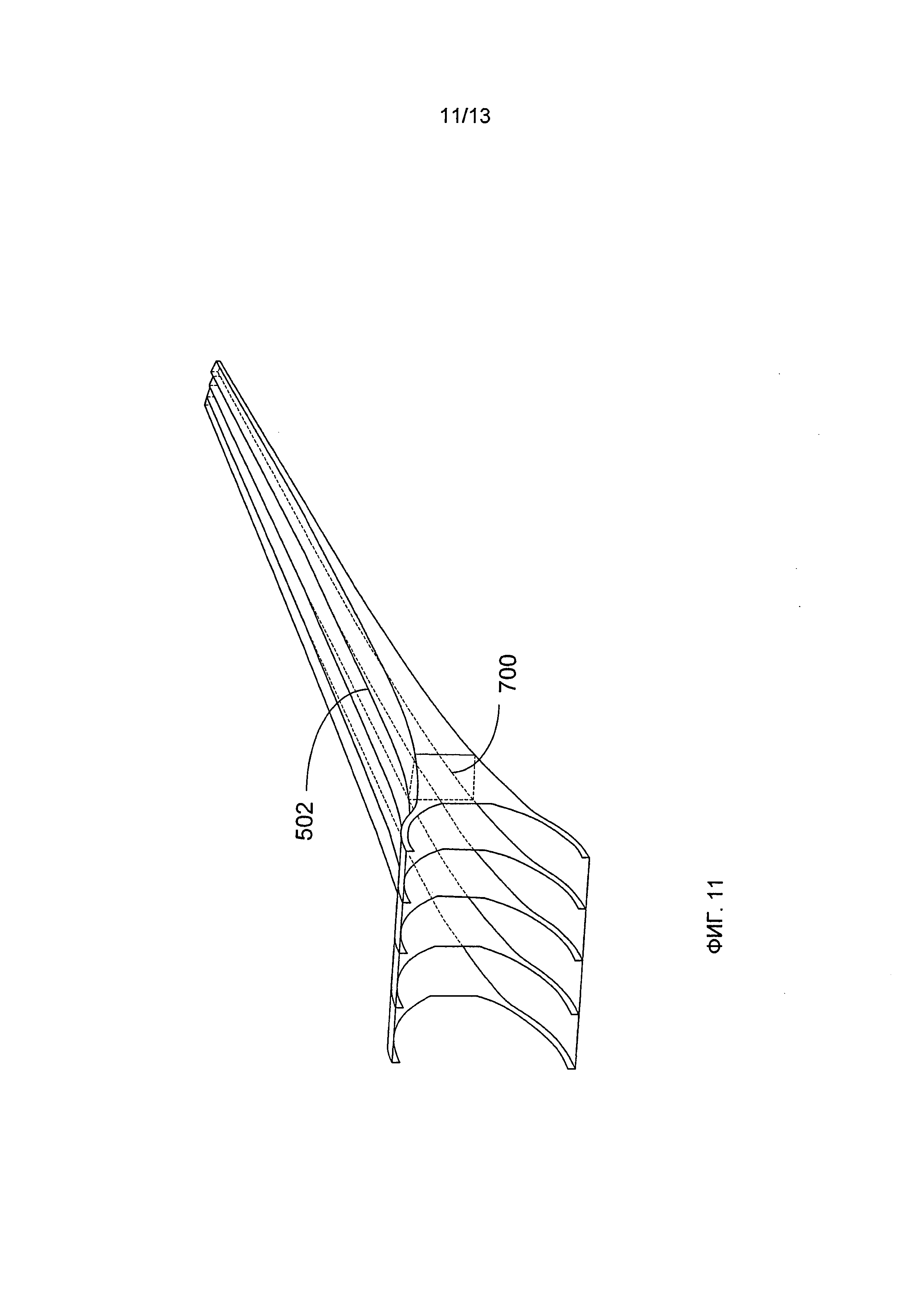
На Фиг. 11 показан вид сверху и в перспективе крыла, имеющего лонжероны кессонного крыла, и обшивки, после удаления поверхностных накладок крыла и оправок, дополнительно иллюстрирующий установку вертикальной нервюры, в соответствии с различными представленными в настоящем документе конструкциями;
На Фиг. 12 показан вид сверху и в перспективе отсека фюзеляжа с двумя крыльями, имеющих лонжероны кессонного крыла, в соответствии с различными представленными в настоящем документе конструкциями; и
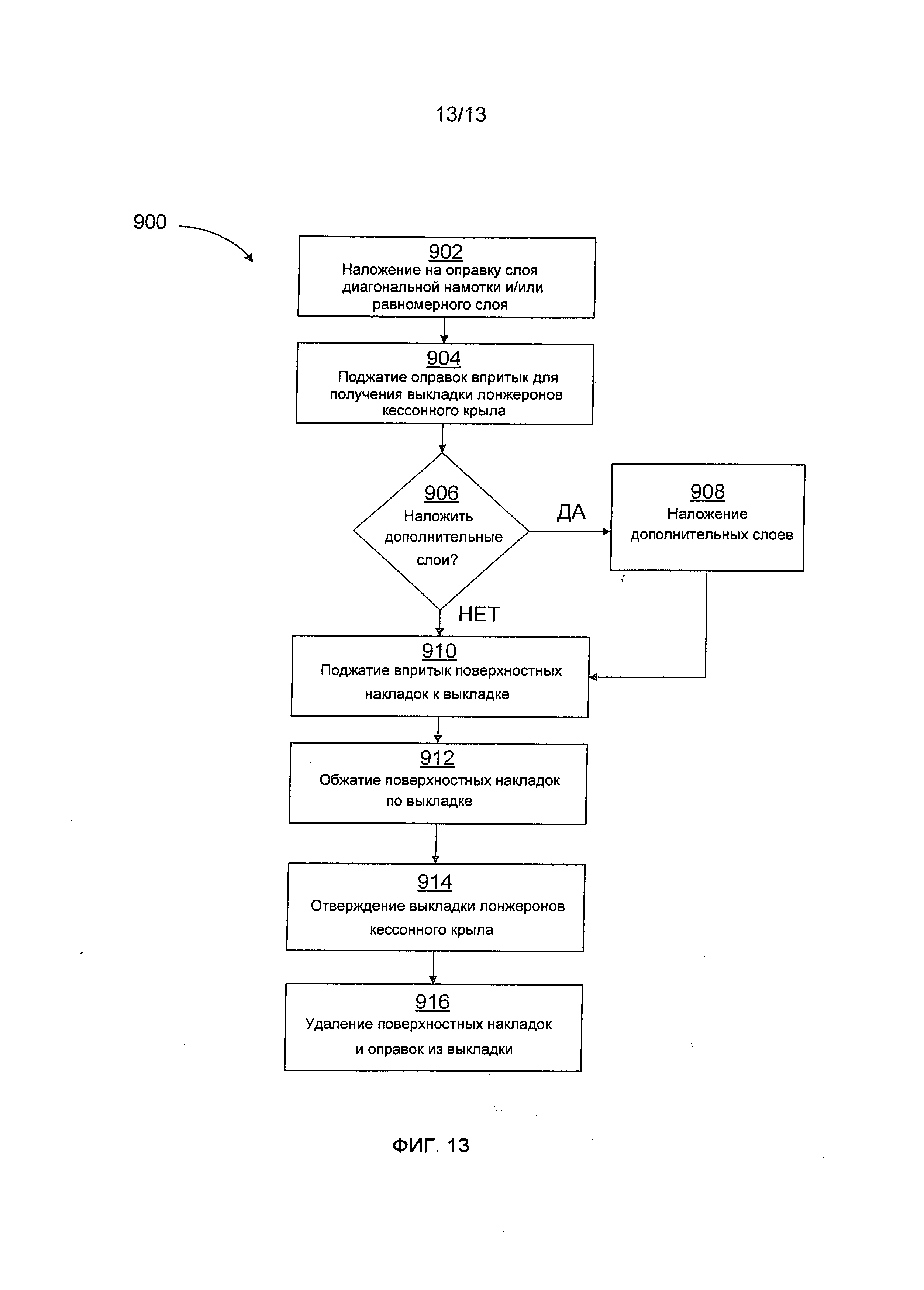
На Фиг. 13 показана технологическая блок-схема изготовления лонжеронов кессонного крыла, в соответствии с различными представленными в настоящем документе конструкциями.
Подробное описание
Нижеследующее подробное описание относится к крыльям, имеющим лонжероны кессонного крыла с множество отсеков. Как указано выше, обычные крылья летательных аппаратов изготовляют с использованием множества компонентов, включая один или более лонжеронов, нервюр и стрингеров крыла, каждое из которых выполняет конкретную функцию. После сооружения крыла, крыло обычно присоединяют к кессону крыла на фюзеляже летательного аппарата. В обычном летательном аппарате кессон крыла представляет собой усиленную конструкцию на фюзеляже летательного аппарата, к которому присоединяют крылья. Сооружение крыла обычного летательного аппарата может представлять собой длительную и дорогостоящую процедуру. Кроме того, если крыло выполнено с использованием определенных материалов, включая полимеры или, в особенно, композитные материалы, то многокомпонентные секции крыла снижают применимость относительно длинных участков из цельного материала, снижая прочность полимеров и/или композитных материалов. Например, при использовании армированных углеродным волокном термопластиков, если поверхность содержит множественные разрывы в волокнах, то преимущество использования композита может быть снижено поскольку может потребоваться использование дополнительных усиливающих структур или материала для восполнения потери структурной жесткости.
С помощью описанных в настоящем документе концепций можно изготовить крыло летательного аппарата с использованием ряда формообразующих оправок, которые, когда они размещены вместе, определяют форму крыла. Композитные материалы, или другие подходящие материалы, могут быть нанесены на каждую формообразующую оправку, а затем сжаты и отверждены для формирования крыла, имеющего лонжероны кессонного крыла. В других конструкциях один или более слоев композитных материалов могут быть полностью или частично отверждены до нанесения слоев на одну или более частей формообразующей оправки. В такой конструкции, один или более частично или полностью отвержденных слоев композитного материала могут быть присоединены при отверждении (co-bonded) к другим частично или полностью отвержденными слоям композитных материалов. Также следует отметить, что описанные в настоящем документе концепции, относящиеся к крылу летательного аппарата, также могут быть использованы для других компонентов летательного аппарата, таких как, например, вертикальный или горизонтальный стабилизатор, без отступления от объема настоящего изобретения и соответствующей формулы изобретения.
В нижеследующем подробном описании приведены ссылки на сопроводительные чертежи, которые составляют его часть, и которые показаны в качестве иллюстрации конкретных конструкций или примеров. На чертежах, на которых аналогичные номера представляют аналогичные элементы по нескольким чертежам, показано изготовление крыльев с лонжеронами кессонного крыла. Должно быть понятно, что лонжероны кессонного крыла, сконструированные в соответствии с различными конструкциями, описанными в настоящем документе, могут включать один или более лонжеронов и одну или более обшивок, настоящее изобретение не ограничивается каким-либо числом лонжеронов или обшивок.
На Фиг. 1 показан вид сверху и в перспективе пример выполнения оправки, которая может быть использована для формирования крыла. Формообразующая оправка 100 (или оправка крыла) может обладать верхним поверхностным слоем 102, форма которого соответствует верхнему поверхностному слою крыла летательного аппарата (такому, как показано, например, на Фиг. 12). Формообразующая оправка 100 (или оправка крыла) также может обладать нижним поверхностным слоем 104, форма которого соответствует нижнему поверхностному слою крыла летательного аппарата. Верхнему поверхностному слою 102 и нижнему поверхностному слою 104 может быть придана такая форма, что когда один или более слоев композитного материала, такого как армированный углеродным волокном термопластик, наносят на оправку 100, то результирующая форма соответствует форме крыла летательного аппарата. Кроме этого, верхнему поверхностному слою 102 и нижнему поверхностному слою 104 может быть придана такая форма, чтобы почти не было изгибов или разрывов в волокнах композитного материала, что обеспечивает повышенную жесткость композитного материала. Формообразующая оправка 100 (или оправка крыла) также может обладать передним поверхностным слоем и обращенным к хвостовой части задним поверхностным слоем, примыкающими к одной или более из множества оправок.
Как будет указано далее более подробно, при формировании конструкции с использованием композитных материалов, было бы предпочтительно не только устранить ненужные изгибы или разрывы в материале, но также сохранить волокна прями и проходящими на одном или более участках материала. В обычных композитных материалах может быть предпочтительно наличие прямых волокон в матрице композитного материала. Должно быть понятно, что настоящее изобретение не ограничивается использованием прямых волокон в композитной матрице.
Различные конструкции настоящего раскрытия могут быть осуществлены в конструкции крыльев с композитными матрицами с использованием изогнутых или прямых волокон или их комбинаций.
Если будет желательно или необходимо выпрямить волокна в матрице композитных волокон перед отверждением, то для этого оправка 100 также может иметь блоки 106 и 108 растяжения. Блоки 106 и 108 растяжения могут быть использованы по отдельности или в сочетании друг с другом, чтобы "тянуть" волокна композитной матрицы, таким образом обеспечивая матрицу из выпрямленных волокон. В некоторых конструкциях волокна в композитной матрице (описано более подробно далее) могут быть присоединены к одному или обоим блокам 106 и 108 растяжения или могут быть сформированы вокруг блоков 106 и/или 108 растяжения. Блоки 106 и 108 растяжения могут конфигурированы таким образом, что они могут продолжаться наружу от оправки 100 при разном давлении, чтобы обеспечивать растяжение волокон в волоконной матрице.
Конфигурация конструкции волоконной матрицы, как описано очень коротко выше, и формирование крыла, имеющего лонжероны кессонного крыла, будет более подробно описано со ссылками Фиг. 2-12. На Фиг. 2 первый слой 200 (показан образующим сетку узором на поверхности оправки 100), полученный методом диагональной намотки волокна, намотан или наложен на оправку 100. Если это необходимо или предпочтительно, то к слою 200, полученному методом диагональной намотки волокна, может быть приложено растяжение посредством блока 106 растяжения и/или блока 108 растяжения для удержания волокон в слое 200, полученном методом диагональной намотки волокна, выпрямленными.
После наложения слоя 200, полученного методом диагональной намотки волокна, на оправку 100 накладывается равномерный слой, как это показано на Фиг. 3. Равномерный слой 300 накладывается на оправку 100 и может быть растянут с помощью блока 106 растяжения и/или блока 108 растяжения. Следует понимать, что настоящее изобретение не ограничивается какой-либо конкретной конфигурацией слоя, полученного методом диагональной намотки волокна, или равномерного слоя. Например, один или более слоев, получаемых методом диагональной намотки волокна, могут быть добавлены до нанесения равномерного слоя. Аналогичным образом, один или более равномерных слоев могут быть нанесены между наложениями одного или более слоев, получаемых методом диагональной намотки волокна.
Кроме этого, следует понимать, что настоящее изобретение не ограничивается каким-либо числом слоев какого-либо типа слоя, поскольку могут быть использованы различные комбинации для достижения структурных целей или задач по стоимости. Например, не подразумевая ограничения, может быть предпочтительно или необходимо добавить достаточное число слоев, получаемых методом диагональной намотки волокна, и/или равномерных слоев для достижения нужной толщины или конструктивной жесткости крыла. Кроме этого, следует понимать, что настоящее изобретение не ограничивается слоем одного типа, поскольку в некоторых конструкциях могут использоваться комбинации слоев диагональной намотки и равномерного наложения в пределах одного и того же слоя. Различные комбинации могут быть использованы в соответствии с различными конструкциями без отступления от объема настоящего изобретения и соответствующей формулы изобретения.
На Фиг. 4 показана готовая композитная матрица 400 на оправке 100. Композитная матрица 400 может быть сформирована с использованием различных способов создания и наложения слоев, таких как, например, способ, описанный выше в отношении Фиг. 2 и 3.
На Фиг. 5 показан вид сверху и в перспективе ряда оправок с наложенными на них полностью сформированными композитными матрицами. Устройство 500 оправок содержит отдельные оправки 500a-d. Оправки 500a-d содержат расположенную на них композитную матрицу 502 с отдельными композитными матрицами 502a-d. Композитная матрица 502 может быть сформирована из одного или более слоев, возможны различные комбинации слоев, и она может быть полностью или частично неотверждена в этот момент времени. По Фиг. 5 общая форма крыла летательного аппарата может быть видна при просмотре устройства 500 оправок.
В других конструкциях, после наложения композитной матрицы 502 на устройство 500 оправок, оправки 500a-d подводят встык друг к другу, как это показано на Фиг. 6. Отдельные оправки (показаны, например, как оправки 500a-d на Фиг. 5) подводят встык друг к другу для формирования непрерывной выкладки лонжерона кессонного крыла, имеющей композитную матрицу 502, которая сформирована из множества композитных матриц (показаны в качестве примера как композитные матрицы 502a-d на Фиг. 5).
Чтобы частично или полностью отвердить и сформировать конфигурацию лонжерона кессонного крыла в соответствии с различными конфигурациями по настоящему изобретению, может быть использована система отверждения. Как указано выше, один или более слоев композитного материала могут быть полностью или частично отверждены до использования в формообразующей оправке. В такой конструкции частично или полностью отвержденные композитные слои могут быть соединены с другими частично или полностью отвержденными композитными слоями с помощью одного или более слоев адгезива для прикрепления слоев композитного материала внутри композитной матрицы. Пример системы для формирования лонжеронов кессонного крыла показан на Фиг. 7. После того, как отдельные оправки, формирующие устройство 500 оправок, подведены встык друг к другу, таким образом формируя композитную матрицу 502 из ряда отдельных композитных матриц, ряд поверхностных инструментов (накладок) может быть приложен на различные поверхности устройства 500 оправок. Должно быть понятно, что дополнительный материал может быть добавлен поперек поверхности лонжерона после того, как оправки, формирующие устройство 500 оправок, подведены встык. Дополнительный материал может быть использован, например, для формирования обшивки крыла, усиления композитного материала уже на месте, или для обеспечения различных аэродинамических или физических свойств.
Различные способы добавления дополнительного слоя диагональной намотки и дополнительного равномерного слоя известны специалистам в этой области, для которых различные конструкции, описанные в настоящем документе, не зависят от какого-либо одного конкретного способа наложения композитных материалов. В одной конструкции отверждаемая верхняя обшивка крыла, отверждаемая нижняя обшивка крыла, отверждаемая передняя кромка крыла и отверждаемая задняя кромка крыла могут быть наложены (или сняты) после добавления исходных слоев к композитной матрице 502, до наложения накладки поверхности на композитную матрицу 502.
Устройство 504 сжатия содержит поверхностную накладку 506 передней поверхности обшивки, поверхностную накладку 508 нижней поверхности обшивки, поверхностную накладку 510 задней поверхности обшивки и поверхностную накладку 512 верхней поверхности обшивки. Кроме этого, следует отметить, что не весь добавляемый материал является "отверждаемым" материалом условно, поскольку к композитной матрице 502 может быть добавлен неотверждаемый материал. Поверхностные накладки 506, 508, 510 и 512 сжаты по отдельности или вместе, таким образом, приложение давления на соответствующие поверхности устройства 500 оправок помогает сформировать и отвердить композитную матрицу 502. В некоторых конструкциях может быть применен нагревательный элемент 514 для одной или более поверхностных накладок 506-512. Комбинация давления и тепла позволяет полностью или частично отвердить композитную матрицу 502 за требуемое время или может обеспечить дополнительную структурную жесткость. В нагревательном элементе 514 могут использоваться различные средства приложения тепла к композитной матрице 502, включая пар и электрический ток. На Фиг. 8 показано устройство 504 сжатия в состоянии сжатия, причем устройство 500 оправок показано вне устройства 504 сжатия.
Когда композитная матрица 502 отверждена до нужного уровня, то устройство 504 сжатия удаляется, как это детально показано на Фиг. 9. Поверхностные накладки 506, 508, 510 и 512 устройства 504 сжатия удаляются с поверхности отвержденной композитной матрицы 502, и отдельные оправки устройства 500 извлекаются из композитной матрицы 502. Конструкция, образованная после этих операций, показана на Фиг. 10. Должно быть понятно, что настоящее изобретение не ограничивается полным отверждением композитной матрицы 502, поскольку в некоторых конструкциях может быть предпочтительно или необходимо удалить механизмы отверждения (например, устройство 504 сжатия или нагревательный элемент 514) до того, как композитная матрица 502 будет полностью отверждена. Может быть использована различная степень отверждения в соответствии с различными конструкциями настоящего изобретения без отступления от объема настоящего изобретения и соответствующей формулы изобретения.
На Фиг. 10 показан вид свержу и в перспективе композитной матрицы 502 с лонжероном кессонного крыла. За счет использования композитных материалов, сформованных поверх примыкающих оправок, композитная матрица 502 содержит расположенные в ней балки 600а-е, которые продолжаются вовнутрь к композитной матрице 502 вдоль оси X-Y, таким образом формируя лонжероны кессонного крыла. За счет использования устройства оправок, такого как устройство 500 оправок, показанное на Фиг. 7, можно видеть, что композитная матрица 502 может быть сформирована с расположенными в ней волокнами, которые могут быть выпрямленными и без разрезов (или оканчиваться нежелательным образом). После отверждения композитная матрица 502 может считаться единой сплошной структурой. Если предпочтительно или необходимо дополнительно усилить композитную матрицу 502, то одна или более нервюр (или сегментов нервюр) могут быть установлены в композитной матрице 502, пример такой конструкции проиллюстрирован нервюрой 700 на Фиг. 11.
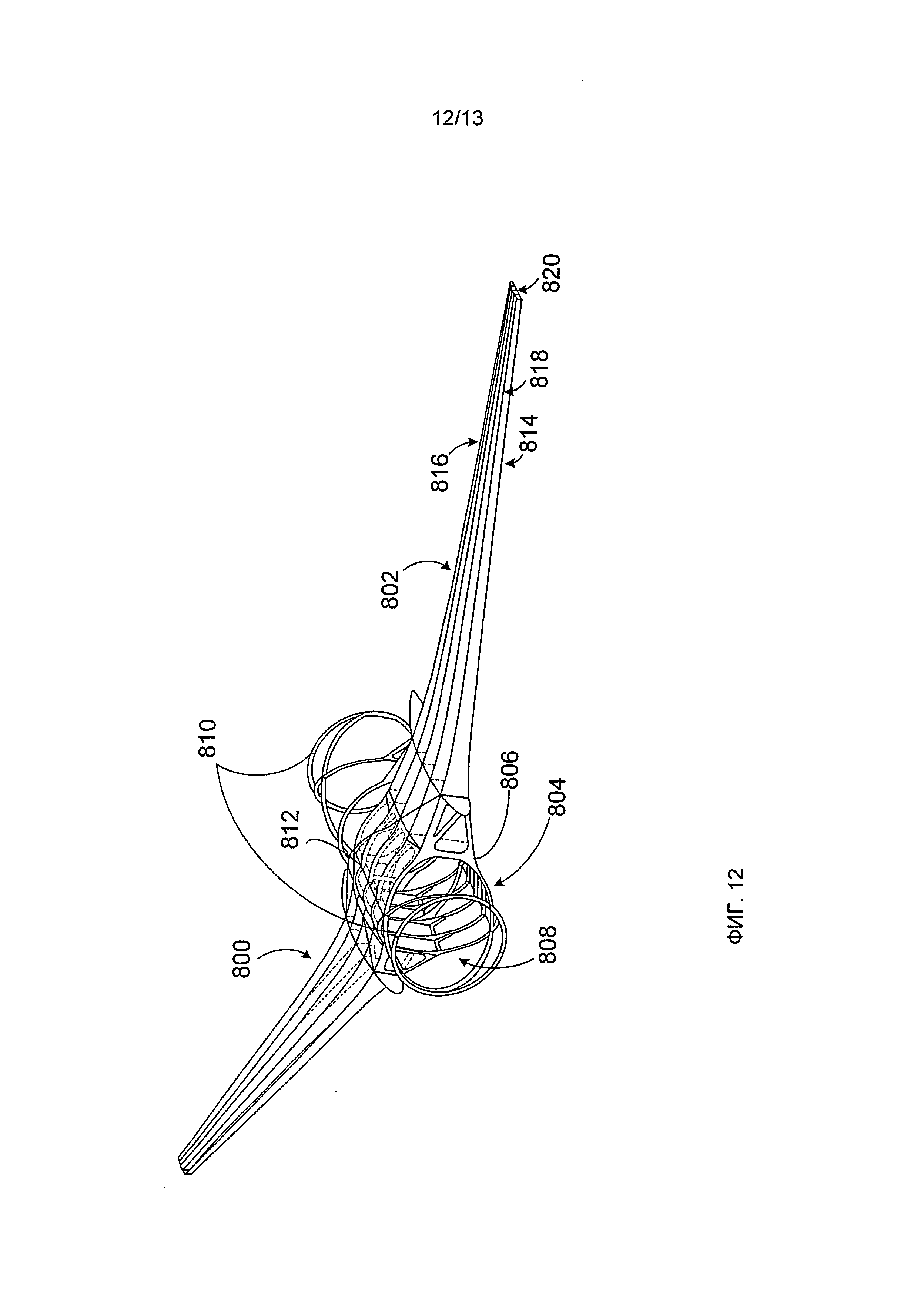
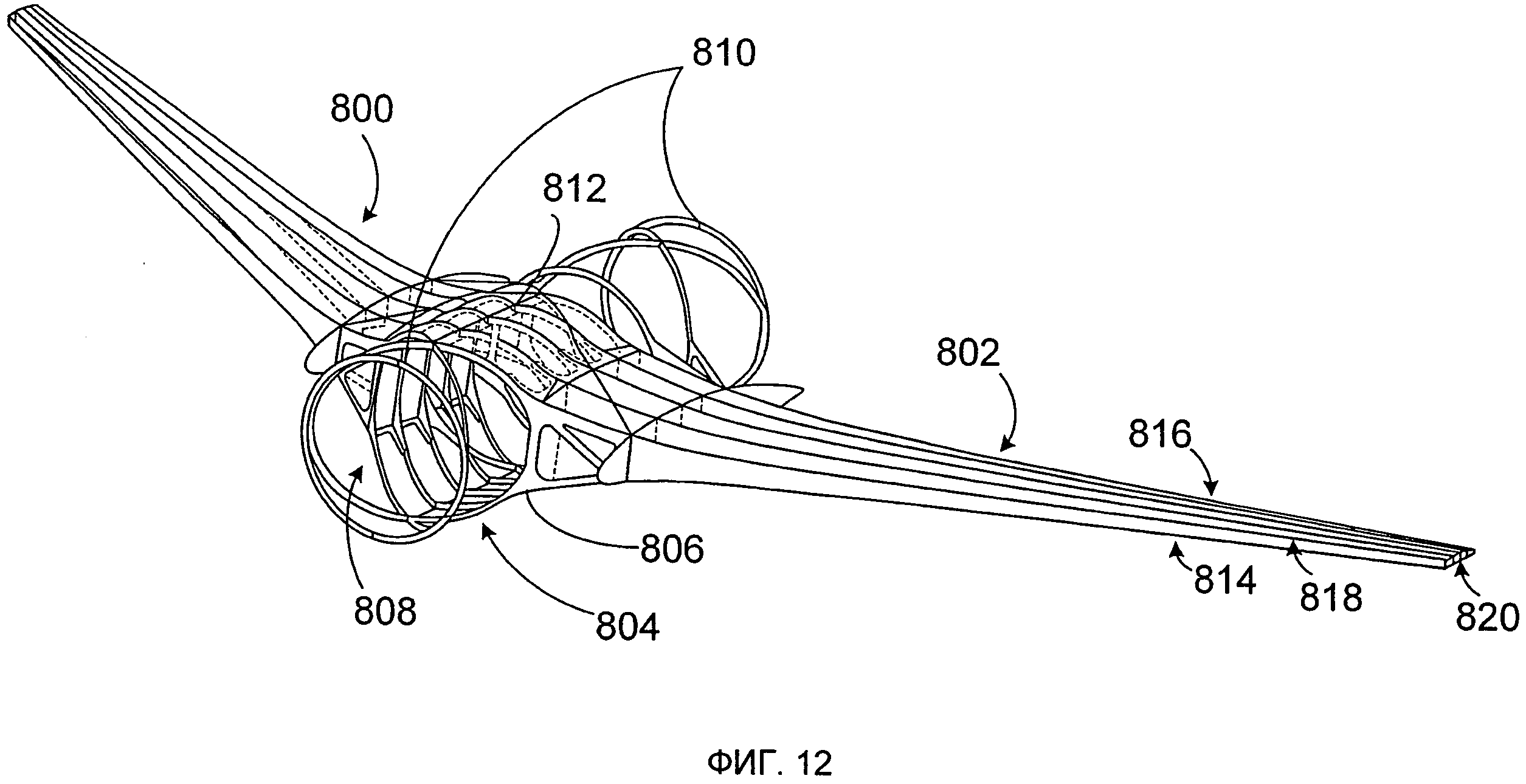
Кроме этого, при использовании описанных в настоящем документе концепций крыло, сформированное в соответствии с различными описанными конструкциями, может быть присоединено к отсеку фюзеляжа летательного аппарата без необходимости в традиционном кессоне крыла. Примеры соответствующих технологий раскрыты в патентной заявке (13/685024), озаглавленной "Вертикально встроенные стрингеры» и поданной 26 ноября 2012 г. На Фиг. 12 показана одна такая конструкция, в которой крыло, сформированное в соответствии с описанными в настоящем документе способами, присоединено к фюзеляжу без использования традиционного кессона крыла. Должно быть понятно, что представленные концепции также могут быть использованы для формирования крыла в соответствии с описанными в настоящем документе способами для присоединения к традиционному кессону крыла.
Композитные матрицы 800 и 802, сооруженные в соответствии с различными описанными в настоящем документе конструкциями, имеют множество лонжеронов, которые можно присоединить к отсеку 804 фюзеляжа. Должно быть понятно, что композитные матрицы 800 и 802 могут быть сформированы с различными формами и с различными особенностями, и настоящее раскрытие не ограничивается какой-либо одной конкретной конструкцией. Пример лонжерона 806 показан на Фиг. 12 для ясности, хотя следует понимать, что композитные матрицы 800 и 802 могут обладать дополнительными лонжеронами. В качестве примера лонжерон 806 может содержать эллиптическое отверстие 808.
В зависимости от углового смещения между композитными матрицами 800/802 и отсеком 804 фюзеляжа, эллиптическое отверстие 808 может быть различно по длине окружности и форме, т.е. фокусы эллиптического отверстия 808 могут меняться, также как и радиусы. Например, в летательном аппарате с прямым профилем крыла, в котором лонжерон 806 может быть прикреплен к отсеку 804 фюзеляжа под углом приблизительно 90 градусов, и эллиптическое отверстие 808 может быть круглым. В другом примере, таком как на Фиг. 12, лонжерон 806 может быть присоединен к отсеку 804 фюзеляжа при стреловидной профиле крыла. Таким образом, эллиптическое отверстие 808 может быть более овальным по форме для обеспечения внутреннего пространства в летательном аппарате и присоединения к фюзеляжу по периферии. Один или более периферийных стрингеров фюзеляжа, таких как стрингеры, описанные в поданной заявке, озаглавленной " Вертикально встроенные стрингеры", и идентифицированные, как периферийные стрингеры 810, могут обеспечивать дополнительную структурную опору для отсека 804 фюзеляжа. Лонжероны кессонного крыла, сформированные композитными матрицами 800 и/или 802, могут быть присоединены к одной или более балкам фюзеляжа летательного аппарата, таким как секция 812 балки верхнего полусвода. Должно быть понятно, что фюзеляж может содержать один или более типов балок, включая, но, не ограничиваясь этим, балку 812 верхнего полусвода или продольную нижнюю балку (не показана).
На Фиг. 12 также показаны различные секции крыла, которое может быть сформировано с использованием различных описанных в настоящем документе конструкций. Композитная матрица 802 показана с передней кромкой 814 крыла, задней кромкой 816 крыла, верхним поверхностным слоем 818 и нижним поверхностным слоем 820. Одно или более из передней кромки 814 крыла, задней кромки 816 крыла, верхнего поверхностного слоя 818 и нижнего поверхностного слоя 820 могут быть отверждаемыми или присоединяемыми в соответствии с различными описанными в настоящем документе конструкциями. Кроме того, одно или более из передней кромки 814 крыла, задней кромки 816 крыла, верхнего поверхностного слоя 818 и нижнего поверхностного слоя 820 могут быть сформированы отдельно от других и присоединены впоследствии. В некоторых конструкциях передняя кромка 814 крыла и/или задняя кромка 816 крыла может быть сформирована с верхним поверхностным слоем 818 и/или нижним поверхностным слоем 820. Таким образом, в устройстве сжатия, таком как устройство 504 сжатия, показанное на Фиг. 7, передняя кромка 814 крыла может представлять собой переднюю обшивку, сформированную с использованием поверхностной накладки 506 по Фиг. 7 передней поверхности обшивки, и задняя кромка 816 крыла может представлять собой заднюю поверхность обшивки, сформированную с использованием поверхностной накладки 510 задней поверхности обшивки.
На Фиг. 13 подробно показана технологическая блок-схема 900 построения лонжеронов кессонного крыла. Если не указано иного, очевидно, что может быть выполнено больше или меньше операций, чем показано на чертежах и описано в настоящем документе. Кроме того, если не указано иное, то эти операции также могут быть выполнены в ином порядке, чем указано в настоящем документе.
Технологическая блок-схема 900 начинается с операции 902, при которой один или более слоев, получаемых методом диагональной намотки волокна, и/или равномерных слоев наносятся на формообразующие оправки. В некоторых конструкциях волокна в слоях с диагональной намоткой и/или равномерных слоях могут быть растянуты посредством использования одного или более блоков растяжения, установленных на оправке. От операции 902 технологическая блок-схема 900 переходит к операции 904, согласно которой формирующие оправки подводят встык друг к другу для создания выкладки лонжеронов кессонного крыла. В некоторых конструкциях выкладка лонжеронов кессонного крыла содержит композитную матрицу, сформированную из одного или более слоев диагональной намотки и/или равномерных слоев. Как указано выше, дополнительные слои могут быть добавлены на разных этапах способа формирования.
От операции 904 технологическая блок-схема 900 переходит к операции 906 выбора альтернативного варианта, в котором определяется, нужно ли добавлять дополнительные равномерные слои или слои диагональной намотки до отверждения композитной матрицы. В одной конструкции может быть предпочтительно формировать и отверждать вместе лонжероны кессонного крыла и один или более участков обшивки крыла. В другой конструкции нужная толщина крыла или структурная жесткость могут потребовать, чтобы были добавлены дополнительные слои. Если при операции 906 определено, что нужно добавить дополнительные слои, то технологическая блок-схема 900 переходит к операции 908, при которой на выкладку наносят дополнительные слои.
Если при операции 906 определено, что добавление по операции 908 дополнительных слоев к набору не нужно, или после наложение дополнительных слоев к набору уже было выполнено, то технологическая блок-схема 900 переходит к операции 910, тем самым происходит операция поверхностной накладки (примыкания) к различным поверхностям композитной матрицы. Поверхностная накладка в некоторых конструкциях может служить для выполнения нескольких функций. Например, операция поверхностной накладки может предусматривать накладку по одной или нескольким поверхностям, предназначенным для создания некоторых профилей на поверхности композитной матрицы. Накладка поверхности также может быть использована для приложения давления и/или тепла к композитной матрице, для отверждения композитной матрицы, а также, в некоторых примерах, для обеспечения уменьшения объема композитной матрицы во время наложения набора слоев.
После операции 910 технологическая блок-схема 900 переходит к операции 912, тем самым, поверхностная накладка сжимается по композитной матрице для выполнения отверждения. В некоторых конструкциях может быть предпочтительно, помимо давления, подвести тепло к одной или более поверхностным накладкам, нагревая, таким образом, различные поверхности композитной матрицы. Т.е. операция 912 также может включать операцию нагрева.
После операции 912 технологическая блок-схема 900 переходит к операции 914, в результате чего композитная матрица отверждается в выкладке лонжеронов кессонного крыла. В некоторых дополнительных конструкциях может быть предпочтительно в ходе операции 912 и/или операции 914 применить растяжение к слоям композитной матрицы с ее одного или обоих концов, чтобы уменьшить число складок волокон в пределах композитной матрицы и увеличить спрямление волокон композитной матрицы. Когда цикл отверждения завершен, технологическая блок-схема 900 переходит к операции 916, тем самым, поверхностные накладки (и подвод тепла) снимаются с композитной матрицы. Далее, оправки извлекают из композитной матрицы, формируя секции крыла, имеющего лонжероны кессонного крыла с множеством секций.
Далее, изобретение включает варианты осуществления в соответствии со следующим пунктами:
A. Способ изготовления крыла летательного аппарата, включающий: нанесение множества слоев, получаемых методом диагональной намотки волокна, и равномерных слоев на каждую из множества отдельных оправок крыла; подведение встык множества отдельных оправок крыла для создания выкладки лонжеронов кессонного крыла; подведение встык множества поверхностных накладок крыла с выкладкой лонжеронов кессонного крыла; сжатие множества поверхностных накладок крыла для приложения давления к выкладке лонжеронов кессонного крыла; и отверждение выкладки лонжеронов кессонного крыла для формирования крыла летательного аппарата, имеющего множество лонжеронов кессонного крыла.
B. Способ по пункту А, в котором отверждение выкладки лонжеронов кессонного крыла дополнительно включает подвод тепла к выкладке лонжеронов кессонного крыла.
C. Способ по пункту А, дополнительно включающий удаление каждой из множества отдельных оправок крыла после отверждения выкладки лонжеронов кессонного крыла.
D. Способ по пункту А, в котором нанесение множества слоев, получаемых методом диагональной намотки волокна, и равномерных слоев включает добавление достаточного числа слоев, получаемых методом диагональной намотки волокна, или равномерных слоев для достижения нужной толщины крыла или структурной жесткости.
E. Способ по пункту А, дополнительно включающий наложение отверждаемой верхней обшивки крыла и отверждаемой нижней обшивки крыла после наложения множества слоев, получаемых методом диагональной намотки волокна, и равномерных слоев, причем отверждение выкладки лонжеронов кессонного крыла происходит одновременно с отверждением выкладки лонжеронов кессонного крыла, верхней обшивки крыла и нижней обшивки крыла.
F. Способ по пункту А, дополнительно включающий установку множества сегментов нервюр после отверждения выкладки лонжеронов кессонного крыла.
G. Способ по пункту А, дополнительно включающий установку передней кромки крыла или задней кромки крыла после отверждения выкладки лонжеронов кессонного крыла.
H. Способ по пункту А, дополнительно включающий наложение отверждаемой передней кромки крыла и отверждаемой задней кромки крыла после наложения нескольких слоев, получаемых методом диагональной намотки волокна, и равномерных слоев, при этом отверждение выкладки лонжеронов кессонного крыла происходит одновременно для выкладки лонжеронов кессонного крыла, передней кромки крыла и задней кромки крыла.
I. Способ по пункту А, в которой сжатие множества поверхностных накладок крыла дополнительно включает приложение растяжения к множеству слоев, получаемых методом диагональной намотки волокна, и равномерных слоев для минимизации складкообразования во множестве волокон.
J. Крыло, содержащее: множество лонжеронов кессонного крыла, присоединенных к по меньшей мере одной балке фюзеляжа летательного аппарата; верхнюю поверхность крыла; нижнюю поверхность крыла; и множество сегментов крыла, в котором множество лонжеронов кессонного крыла, верхняя поверхность крыла и нижняя поверхность крыла представляют собой слои композита, содержащие по существу непрерывные волокна.
K. Крыло по пункту J, которое дополнительно содержит множество нервюр, расположенных в пределах лонжеронов кессонного крыла.
L. Крыло по пункту J, которое дополнительно содержит переднюю кромку крыла и заднюю кромку крыла, содержащие слои композита, совместно отвержденные с множеством лонжеронов кессонного крыла, верхней поверхностью крыла и нижней поверхностью крыла.
М. Крыло по пункту J, в котором по меньшей мере один из лонжеронов кессонного крыла имеет эллиптическое отверстие.
N. Крыло по пункту М, в котором наружная поверхность эллиптического отверстия расположена в непосредственной близости к внутренней поверхности фюзеляжа летательного аппарата.
О. Крыло по пункту М, в котором фокусы эллиптического отверстия обеспечивают угловое смещение между фюзеляжем летательного аппарата и крылом, и в котором угловое смещение обеспечивает прямой или стреловидный профиль крыла.
Р. Крыло по пункту J, в котором по меньшей мере один из множества лонжеронов кессонного крыла присоединен к по меньшей мере одному из множества лонжеронов второго кессонного крыла.
Q. Крыло по п. J, дополнительно содержащий обшивку крыла, совместно отвержденную с множеством лонжеронов кессонного крыла.
R. Крыло по пункту J, в которой слои композита содержат по существу непрерывные волокна, совместно отвержденные или соединенные при отверждении со слоями композита.
S. Система формирования крыла летательного аппарата, содержащая: множество оправок, содержащих: верхний поверхностный слой, форма которой соответствует верхнему поверхностному слою крыла летательного аппарата; нижний поверхностный слой, форма которого соответствует нижнему поверхностному слою крыла летательного аппарата; и передний поверхностный слой и задний поверхностный слой, подведенные встык к одной или более из множества оправок, причем верхние поверхностные слои множества оправок по форме соответствуют верхней поверхности крыла летательного аппарата, и нижние поверхностные слои множества оправок по форме соответствуют нижней поверхности крыла летательного аппарата; блок растяжения для поддержания растяжения в одном или более слоях композитного материала, формирующего крыло летательного аппарата; и устройство сжатия для механического отверждения одного или более слоев композитного материала, формирующего крыло летательного аппарата, устройство сжатия содержит: заднюю поверхностную накладку для приложения давления к заднему поверхностному слою множества оправок; верхнюю поверхностную накладку для приложения давления к верхнему поверхностному слою множества оправок; нижнюю поверхностную накладку для приложения давления к нижнему поверхностному слою множества оправок; и переднюю поверхностную накладку для приложения давления к переднему поверхностному слою множества оправок.
Т. Система по пункту S, дополнительно содержащая нагревательный элемент для термического отверждения одного или более слоев композитного материала, формирующего крыло летательного аппарата.
На основе вышеуказанного очевидно, что по настоящему изобретению предлагаются технологии изготовления секций кессонного крыла с лонжеронами. Описанный выше объект изобретения предусмотрен только для иллюстрации и не подразумевает ограничения. Различные модификации и изменения могут быть внесены в объект изобретения, описанный в настоящем документе, без соблюдения описанных и показанных примеров конструкций и применений и без отступления от сущности и объема настоящего изобретения, которое изложено в следующей формуле изобретения.
Стыковое соединение по окружности для конструкций обшивки
Ультразвуковая система для неразрушающего контроля
Способ металлизации в форме композитных структур
Диффузионно-связанные металлические материалы
Градиентные тонкие пленки
Втулочные узлы, комплекты втулочных узлов, аппараты, содержащие втулочные узлы, и связанные с ними способы
Узел крепления законцовки крыла и способ присоединения разделенной законцовки к крылу
Аэродинамическая поверхность, летательный аппарат и способ его изготовления
Способы выполнения отверстий в заготовке и связанные с этим системы
Композитная конструкция и способ ее получения
Вертикально встроенные элементы жесткости

