СПОСОБ ИЗГОТОВЛЕНИЯ ПИЩЕВОГО ПРОДУКТА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способам и системам для производства пищевых продуктов, а более конкретно к способу и системе нанесения антиадгезива на систему производства пищевого продукта.
УРОВЕНЬ ТЕХНИКИ
Как правило, процесс изготовления и упаковки пищевых продуктов, таких как кондитерское изделие или жевательная резинка, отнимает много времени и требует значительного количества оборудования. Например, процесс изготовления и упаковки жевательной резинки могут включать в себя смешивание и производство готовой жевательной резинки с неравномерным выходом, экструдирование и формирование готовой резинки в брикеты, кондиционирование брикетов готовой жевательной резинки, экструдирование брикетов в непрерывный тонкий лист готовой резинки, проведение непрерывного листа через ряд вращающихся роликов для однородного уменьшения толщины, надрезку и разделение листов на отдельные нарезанные листы, кондиционирование отдельных листов в камере кондиционирования, разделение листов на кусочки жевательной резинки, а также упаковку кусочков жевательной резинки. Такие процессы изготовления и упаковки жевательной резинки описаны в патенте США №6,254,373, принадлежащем представляющему интерес предшественнику настоящего патентообладателя, а также в заявке на патент США №15/352110, принадлежащей настоящему патентообладателю данные и раскрытия которых включены в данное описание в качестве ссылки во всей их полноте в той степени, которая не противоречит настоящему описанию.
В процессе изготовления и упаковки пищевых продуктов, пищевой продукт может прилипнуть к одному или нескольким компонентам системы, например, к формующим роликам или режущим инструментам. Такое прилипание может привести к нежелательному налипанию пищевого продукта на детали производственных механизмов и нанести ущерб производству. Такое прилипание может даже привести к необходимости временной остановки системы производства для смазки компонентов или повторной калибровки системы. В процессе формирования пищевого продукта в качестве антиадгезива обычно используются присыпки. Тем не менее, присыпки могут накапливаться в течение долгого времени, что приводит к образованию налета на любом продукте или компоненте системы производства. Кроме того, применение присыпки требует достаточно длительной очистки при переналадке линии, при этом часто требуется дорогостоящая система удаления.
Настоящее изобретение нацелено на улучшение имеющихся систем и способов создания и упаковки жевательной резинки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Раскрыт способ производства пищевого продукта, причем способ включает предоставление по меньшей мере одного производственного инструмента, выполненного с возможностью контакта с пищевыми продуктами. Антиадгезив распыляется и наносится путем выдувания из распыляющего устройства. Приложение давления для высвобождения антиадгезива необязательно для достижения распыления. Распыленный антиадгезив наносится либо на поверхность по меньшей мере одного производственного инструмента, выполненного с возможностью контакта с пищевым продуктом, либо на поверхность пищевого продукта.
Раскрыт еще один способ изготовления пищевого продукта, причем способ включает предоставление по меньшей мере одного формирующего инструмента, выполненного с возможностью контакта с пищевым продуктом. Предоставлено распыляющее устройство, выполненное для выдувания распыленного антиадгезива со скоростью менее 10,67 м/с (35 фут/с). Антиадгезив наносится на поверхность либо по меньшей мере одного производственного инструмента, выполненного с возможностью контакта с пищевым продуктом, либо на поверхность пищевого продукта.
Раскрыт еще один способ изготовления пищевого продукта, причем способ включает предоставление, по меньшей мере, одного формирующего инструмента, выполненного с возможностью контакта с пищевым продуктом. Предоставлено распыляющее устройство, выполненное для высвобождения антиадгезива. Антиадгезив содержит множество равномерно распределенных капель. Антиадгезив наносится на поверхность либо, по меньшей мере, одного производственного инструмента, выполненного с возможностью контакта с пищевым продуктом, либо на поверхность пищевого продукта.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Приложенные чертежи, являющиеся частью настоящего документа, представляют некоторые аспекты данного изобретения и вместе с описанием объясняют принципы изобретения.
На чертежах показано следующее:
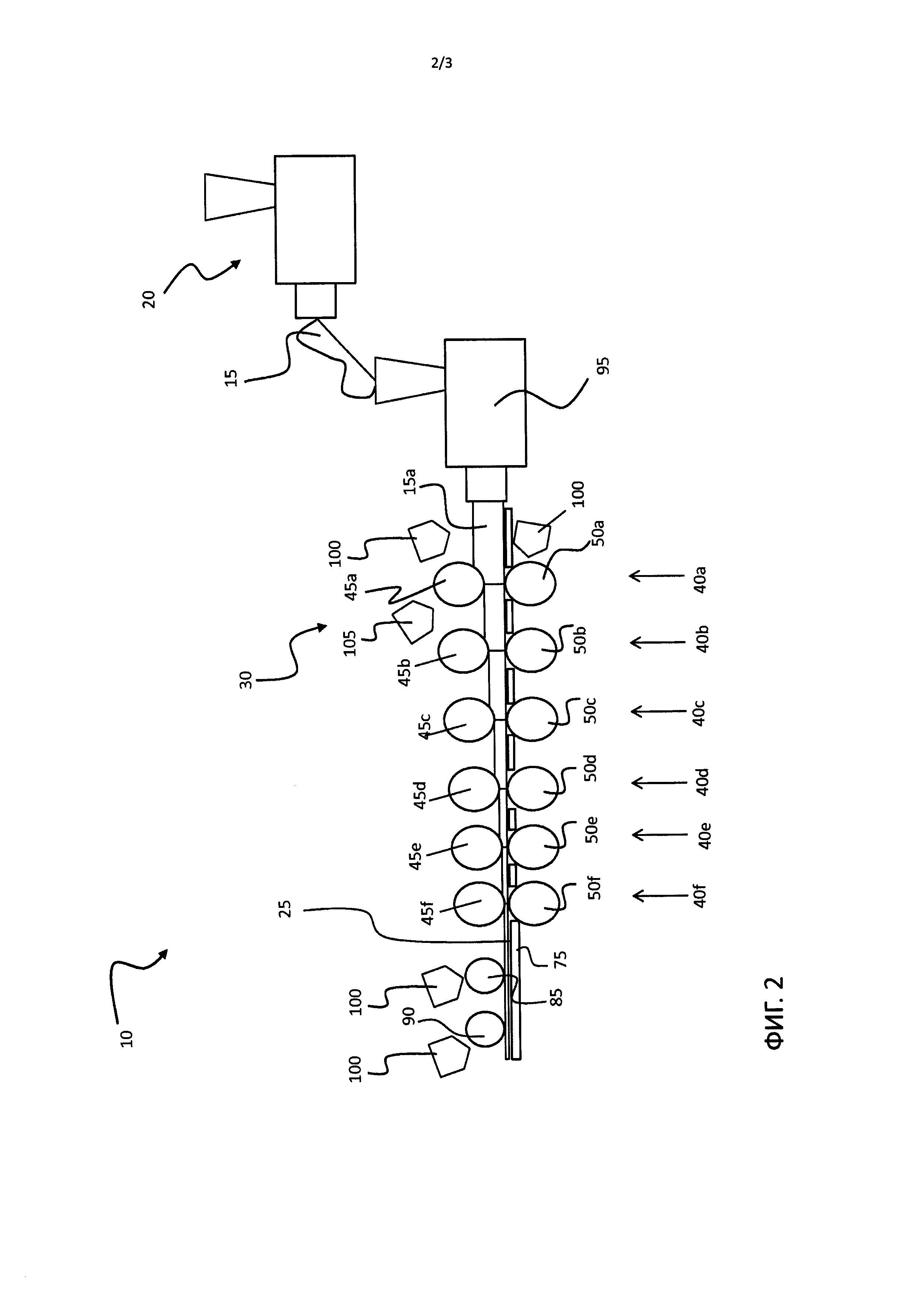
ФИГ. 1 представляет собой схематическое изображение системы производства пищевых продуктов, включающей по меньшей мере одно распыляющее устройство в соответствии с вариантом осуществления настоящего изобретения.
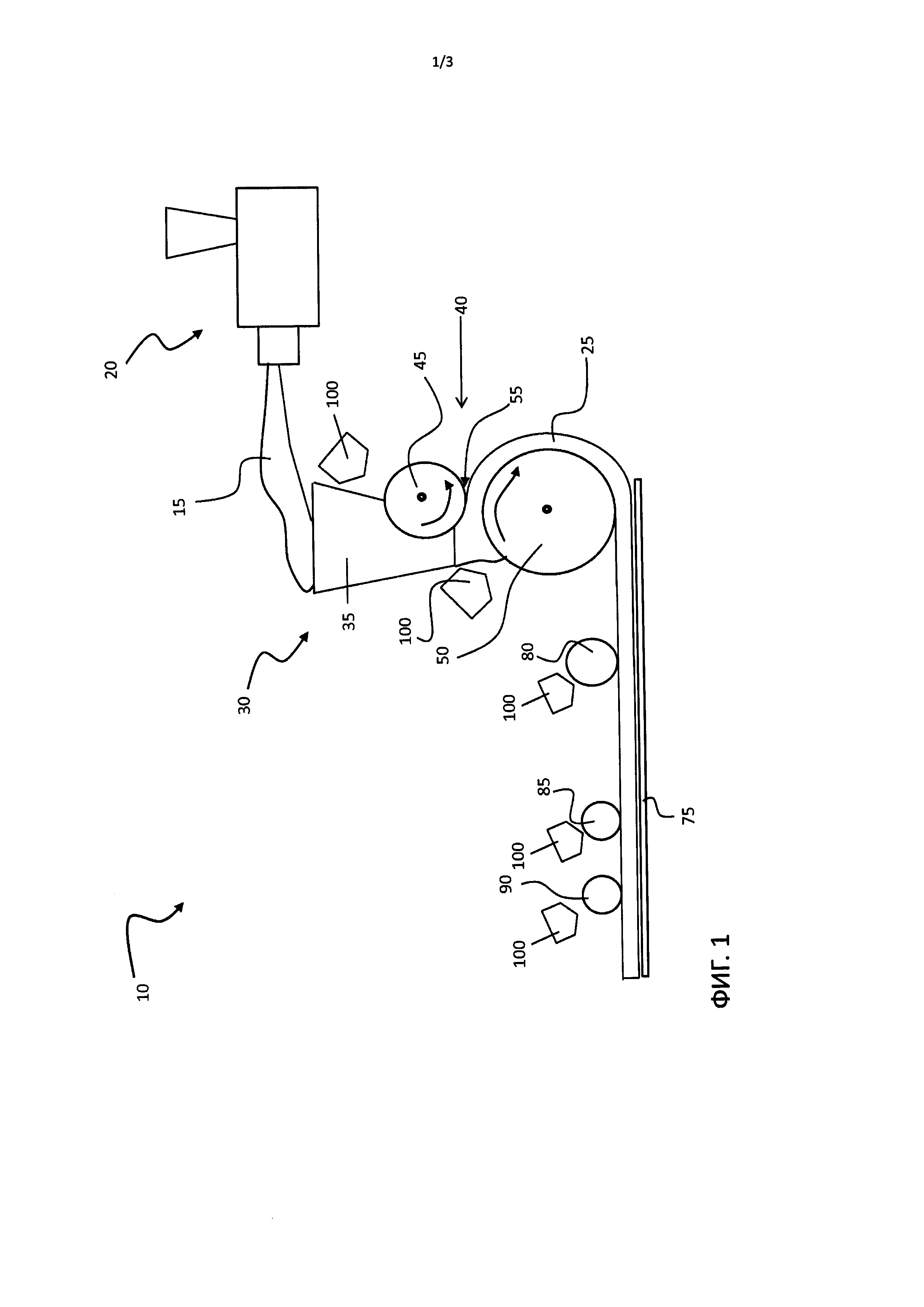
ФИГ. 2 представляет собой схематическое изображение другой системы производства пищевых продуктов, включающей по меньшей мере одно распыляющее устройство в соответствии с вариантом осуществления настоящего изобретения.
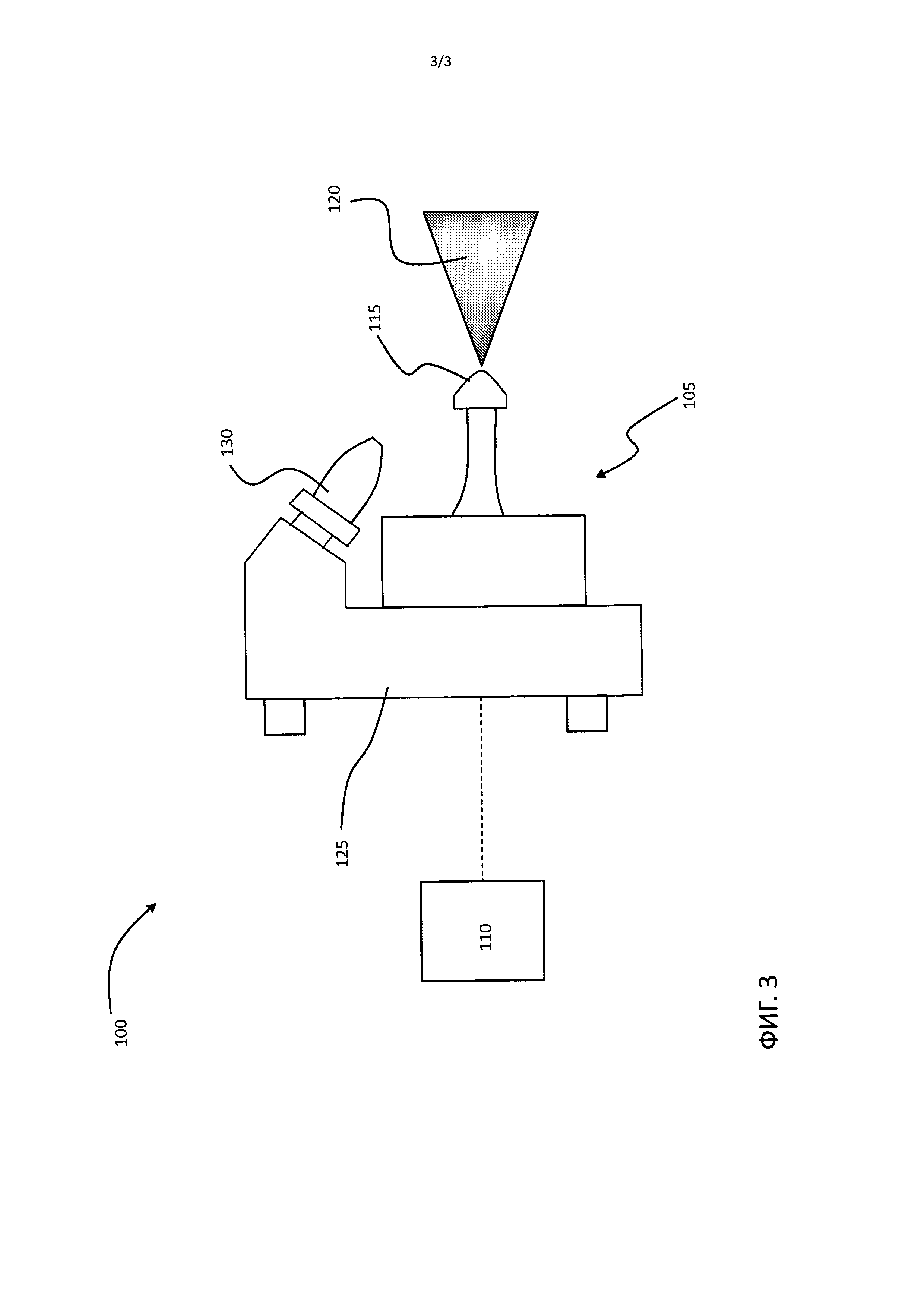
ФИГ. 3 представляет вид сбоку распыляющего устройства в соответствии с вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В следующем раскрытии будут подробно описаны конкретные варианты в соответствии с настоящим изобретением, которые обеспечивают улучшение, позволяющее предотвратить налипание пищевого материала к одному или нескольким формирующим компонентам (например, сортирующим компонентам, режущим компоненты, надрезающим компонентам и т.д.) во время его изготовления. В одном варианте осуществления система включает в себя набор или пару роликов для формирования структуры/массы пищевого продукта в виде непрерывного полотна или листа, имеющего желаемую толщину и ширину, которые в то же время способны обеспечивать контроль температуры пищевого продукта. В данном документе рассмотрены ролики, которые, помимо прочих, описаны в Заявке на патент США №61/522 767, которая полностью входит в данный документ посредством ссылки. В данном документе также рассмотрены подвижные перегородки, которые, помимо прочих, описаны в Заявке на патент США №61/510 119, которая полностью входит в данный документ посредством ссылки.
Пищевые продукты, включенные в массу пищевых продуктов, или листы пищевых продуктов, обсуждаемые здесь, включают любой вид пищевого продукта, включая, но не ограничиваясь, следующими: жевательная резинка (на любом этапе изготовления, включая эластомер, частично готовую основу, готовую основу жевательной резинки и готовую жевательную резинку), кондитерское изделие (который может быть синонимом жевательной резинки и конфеты), сладкие и соленые печенья и пирожные, орехи и зерновые. Для простоты описания, в дальнейшей его части пищевой продукт будет называться жевательной резинкой. Некоторые составы жевательной резинки могут иметь неоднородную текстуру и/или многослойную структуру.
Кроме того, система может устранить необходимость применения присыпки. Исключив использование присыпок, можно значительно упростить процесс очистки линии производства пищевого продукта, поскольку, по существу, большая часть остаточного загрязнения, требующего длительной очистки, на стандартных прокатных линях и линях нанесения надрезов, появляется в результате использования порошков и большого количества роликов. Кроме того, присыпка может накапливаться на компонентах системы и/или пищевом продукте, что может оказывать нежелательное воздействие на вкус или качество пищевого продукта.
Обратимся теперь к рассмотрению фиг. 1 и 2, на которых изображены примеры системы для формирования жевательной резинки. Эти системы производства пищевого продукта 10, как правило, включают станцию смешивания компонентов пищевого продукта 20 и станцию формирования или сортировки пищевого продукта 30, которая включает в себя по меньшей мере одну пару роликов 40. Система 10 может дополнительно включать в себя дополнительный сглаживающий ролик 80, расположенный после станции сортировки пищевого продукта 30. Производственные системы 10 могут также включать в себя надрезающий ролик 85 и режущий ролик 90, как показано на фиг. 1 и 2.
В производственной системе 10, показанной на фиг. 1, станция формирования пищевого продукта 30 содержит бункер 35, расположенный перед прочими станциями или на входе в систему. Станция формирования пищевого продукта 30 дополнительно включает в себя пару роликов 40, которые в данном варианте включают верхний ролик 45 и нижний ролик 50. Ролики 45 и 50 управляются с помощью внешнего привода, например, с помощью функционально соединенного двигателя (не показан). В приблизительном варианте осуществления ролики 45 и 50 снабжены каждый отдельным двигателем, таким образом, что скоростью вращения каждого из роликов 45 и 50 можно управлять независимо друг от друга.
Бункер 35 расположен вблизи роликов 40 и может использоваться для контроля неравномерности подачи выше по ходу технологического потока, мощности и управления подачей. Бункер 35 удерживает, накапливает и подает массу пищевого продукта 15, подаваемую из смесительной станции 20, в область входа или зазора 55, как правило, между парой роликов 40.
Масса пищевого продукта 15 движется через бункер 35, например, под действием силы тяжести или с помощью направляющих роликов (не показаны), расположенных внутри бункера 35. В иллюстративном варианте осуществления по фиг. 1, масса пищевого продукта 15 выходит из выхода бункера, направляется нижним роликом 50 в направлении верхнего ролика 45 и зазора 55 между верхними и нижними роликами 45 и 50. Вращающиеся в противоположных направлениях верхний ролик 45 и нижний ролик 50 протягивают массу пищевого продукта 15 через зазор 55 между парой роликов 40 (которые в данном описании также называются «формующими роликами» или «надрезающими роликами») для формирования и придания размеров массе пищевого продукта 15, в результате получая лист пищевого продукта 25.
После выхода из зазора 55 между парой роликов 40, пищевой лист попадает на конвейер 75, по которому пищевой лист 25, имеющий окончательную или по существу окончательную толщину (от приблизительно 0,3 мм до 10 мм для некоторых листов или системы формирования брусков), перемещается в направлении сглаживающего ролика 80, который используется для удаления поверхностных дефектов и перекручиваний, а также может дополнительно уменьшить толщину пищевого листа 25.
В иллюстративном варианте осуществления на фиг. 1 система 10 дополнительно включает в себя надрезающий ролик 85 и боковой делящийся, либо режущий ролик 90 ниже по потоку от формующей станции 30. Надрезающий ролик 85 и перпендикулярный разделяющий ролик 90 нарезают и делят пищевые листы 25 на отдельные разрезанные листы. Нарезанные листы могут затем транспортироваться в охлаждающий туннель (не показан) для дальнейшего кондиционирования. После этого пищевой продукт может транспортироваться в устройства для дальнейшей обработки и упаковки при производстве упакованных пищевых продуктов, возможно, данные устройства находятся в одной линии с системой 10.
Сглаживающий ролик 80, надрезающий ролик 85 и разделяющий ролик 90, а также их эквиваленты считаются формирующими инструментами или инструментами производства в рамках системы формирования 10. В некоторых вариантах осуществления, в дополнение к надрезающему ролику 85 и разделительному ролику 90 или вместо них, система 10 может включать в себя другие формующие пищевой продукт решения, такие как опускной ролик, штамповочный пресс, дражератор или другое аналогичное устройство для придания формы пищевому продукту (при условии, что лист охлажден до надлежащей степени). Таким образом, система производства пищевых продуктов 10 может производить пищевые продукты, имеющие различные конечные формы, которые впоследствии могут быть упакованы, или гранулы, которые затем могут быть глазированы.
В другом варианте осуществления системы производства 10, показанной на фиг. 2, станция формирования пищевого продукта 30 включает в себя пресс-экструдер 95 и множество прокатных роликов 40. Пресс-экструдер 95 является экструдером низкого сдвига, выполненным с возможностью проталкивать массу пищевого продукта 15, подаваемую из смесительной станции 20 через формующую фильеру (не показана), имеющую определенную ширину отверстия, тем самым образуя в целом равномерные экструзии 15а, которые могут выходить непрерывным потоком и, по существу, быть все одинакового размера, или, в качестве альтернативы, могут периодически разрезаться на отдельные сформированные частицы массы пищевого продукта 15. В иллюстрированном, не ограничивающем варианте осуществления множество прокатных роликов 40, как правило, расположены попарно, например, шесть пар 40а-40f, и каждая пара 40 включает верхний ролик 45 и нижний ролик 50. В таких вариантах осуществления верхний и нижний ролики 45 и 50 каждой пары 40 включают оси вращения, вертикально смещенные для создания зазора между ними (не показан). Множество пар прокатных роликов 40 расположены в основном в последовательности через промежутки или отверстия в конвейере 75, таким образом, что сформированная масса пищевого продукта 15а, образованная прокатным экструдером 95, проходит через каждую пару роликов 40 разных размеров последовательно. Расстояние или зазор между каждой последовательной парой роликов 40 может быть по существу идентичными, или в качестве альтернативы, может в общем уменьшаться для уменьшения таким образом толщины сформированной массы пищевого продукта 15а.
Каждая пара роликов 40 выполнена таким образом, что она сжимает или деформирует и удлиняет сформированную массу пищевого продукта 15а при прохождении такой массы между верхними и нижними роликами 45 и 50, чтобы обеспечить в целом однородную толщину. Лист пищевого продукта 25, имеющий в общем равномерную толщину 65, впоследствии может расширяться или сжиматься в толщину в зависимости от состава пищевого продукта. Кроме того, после прохождения через ряд роликов 40, пищевому листу 25, имеющему в общем равномерную толщину, может впоследствии быть придана форма, текстура и/или на него может быть нанесена печать, что может привести к изменению в общем равномерной толщины.
Ролики 40 либо другой вариант осуществления станции формирования пищевого продукта 30 могут быть выполнены с возможностью иметь гладкую поверхность. Кроме того, ролики 40 также могут быть сконфигурированы с любым желательным устройством запуска (не показано), таким как, без ограничений, следящая система, которая контролирует вертикальное положение роликов 45 и 50 в пределах каждой пары роликов 40 по отношению друг к другу и, таким образом, регулирует зазор 55 между ними.
Со ссылкой на фиг. 1 и 2, распыляющее устройство 100 выполнено с возможностью формирования непрерывной или прерывистой пленки, слоя или покрытия из антиадгезива над поверхностью одного или нескольких компонентов, которые контактируют с пищевым продуктом в ходе производственного процесса, или над поверхностью пищевого продукта. Примерные антиадгезивы включают в себя, без ограничений, пищевые растительные или минеральные масла, триглицериды со средней длиной цепи, а также любые другие пищевые масла или смазочные материалы. Антиадгезив может быть применен для предотвращения прилипания массы пищевого продукта 15 или листа пищевого продукта 25 к производственному инструменту или компоненту, такому как, например, прокатные ролики 45 и 50. В качестве альтернативы, антиадгезив может быть применен для иных целей, кроме предотвращения налипания на оборудование, например, для изменения текстуры пищевого продукта или для решения определенных проблем с упаковкой. В одном варианте осуществления применяемый антиадгезив обладает желаемым ароматом, так что когда распыленный антиадгезив контактирует с пищевым продуктом, аромат антиадгезива передается на пищевой продукт.
В иллюстрированных не ограничивающих вариантах осуществления, показанных на фиг. 1 и 2, по меньшей мере одно распыляющее устройство 100 расположено внутри системы производства 10 для смазки нижнего ролика, например, ролика 50 или пары прокатных роликов 40 системы формирования пищевого продукта 30. В качестве альтернативы, или в дополнение, другое распыляющее устройство 100 может быть сконфигурировано для нанесения антиадгезивного покрытия на поверхности верхнего ролика, такого как ролик 45 или пара прокатных роликов 40. Множество распыляющих устройств 100 в пределах системы 10 могут быть независимыми или могут быть соединены друг с другом по текучей среде.
В иллюстративном варианте осуществления на фиг. 2, распыляющее устройство 100 также расположено рядом с выходом пресс-экструдера 95 и выполнено с возможностью распылять антиадгезив на одну или более поверхностей массы пищевого продукта 15а. Хотя распыляющие устройства 100 описаны как служащие для обычной смазки одного или нескольких проклеивающих роликов 45 и 50 системы формирования 30 или пищевой массы 15а, прежде чем она попадет на один или несколько из проклеивающих роликов 45 и 50, распыляющее устройство 100 может быть расположено в любом месте в пределах системы 10 и может быть выполнено с возможностью применять антиадгезив к любому из компонентов в системе 10, которые могут быть сконфигурированы так, что они могут войти в контакт с пищевым продуктом. Типичные компоненты включают в себя, не ограничиваясь, следующими: сглаживающий ролик 80, надрезающий ролик 85, разделяющий ролик 90, вращающийся элемент цепного штамповального аппарата, фильеры и одна или более гильотинных лезвий системы резки и заворачивания.
Расположив распыляющее устройство в вертикальном направлении над горизонтальной средней точкой поверхности для смазывания, например, на уровне или выше горизонтального диаметра ролика 50, например, для распределения антиадгезива по желаемой поверхности, можно использовать силу тяжести в комплексе со скоростью распыления. Из-за низкой скорости выталкивания антиадгезива, значительное количество антиадгезива имеет тенденцию оседать на желаемой поверхности и образовывать пленку или покрытие. Это обеспечивает существенное преимущество по сравнению с обычными соплами под давлением, где жидкость выталкивается с такой высокой скоростью (свыше 10,67 м/с (35 фут/с)), что значительная часть жидкости отскакивает от поверхности, подлежащей покрытию.
Обратимся теперь к рассмотрению фиг. 3, на которой более подробно изображено распыляющее устройство 100, сконфигурированное для использования на системе производства пищевых продуктов 10. В показанном не ограничивающем варианте осуществления, распыляющее устройство 100 включает ультразвуковое распылительное сопло 105, соединенное по текучей среде с системой доставки жидкости (изображено схематически на 110). В приблизительном варианте осуществления, ультразвуковое сопло 105 использует высокочастотный вибрационный звук для распыления жидкости из системы доставки 110 (т.е. антиадгезива), в то время, как она поступает через сопло 105, на спрей 120 в виде мелкодисперсного тумана, состоящего из множества капель. Так как сопло ультразвукового распыления 105 в целом не зависит от давления, то скорость, с которой спрей 120 выталкивается с распыляющей поверхности 115 сопла 105, значительно ниже, чем у сопла под давлением. Скорость распыления 120, как правило, меньше чем 10,67 м/с (35 фут/с) и, более конкретно, может быть в пределах от приблизительно 0,15 м/с до приблизительно 1,52 м/с (от приблизительно 0,5 до приблизительно 5 фут/с) и предпочтительно от приблизительно 0,21 м/с (0,7 фут/с) до приблизительно 0,37 м/с (1,2 фут/с). Кроме того, скорость, при которой жидкость распыляется форсункой 105, в первую очередь определяется скоростью, при которой жидкость из системы доставки жидкости 110 подают в сопло 105. В одном варианте осуществления скорость потока распыленной жидкости из сопла 105 является по существу постоянной и составляет от приблизительно 5 мл/мин до приблизительно 100 мл/мин.
Капельки распыленной жидкости, которые составляют спрей 120, вырабатываемые ультразвуковым соплом 105, имеют относительно узкое и легко контролируемое распределение. Размер капелек зависит от частоты, при которой вибрирует распыляющая поверхность 115 ультразвукового сопла 105, а также от поверхностного натяжения и плотности распыляемой жидкости. В иллюстрированном, не ограничивающем варианте, одна или более воздушных форсунок 130, которые соединены с корпусом 125 сопла 105, расположены смежно с распыляющей поверхностью 115 ультразвукового сопла 105. Спрей 120, который распыляется с распыляющей поверхности 115 сопла 105, можно контролировать и придавать ему форму, точно направляя низкоскоростной спрей 120 во вспомогательном потоке воздуха, например, исходящем от воздушных форсунок 130. Форма спрея 120 может быть задана не только формой используемого ультразвукового сопла 105, но и при помощи регулировки положения и угла наклона одной или нескольких воздушных форсунок 130 по отношению к распыляющей поверхности 115 ультразвукового сопла 105, в результате чего получается в целом равномерное распределение аэрозольных капель. В одном варианте осуществления форма спрея 120 может иметь ширину в диапазоне от приблизительно 0,015 дюйма и приблизительно 3 дюйма.
Следует иметь в виду, что хотя система 10 показана в виде сплошной линии на фиг. 1 и 2, в других вариантах осуществления один или более из этих компонентов системы производства пищевых продуктов 10 могут быть расположены в различных частях производственной установки или даже на другом заводе. Например, в одном варианте осуществления система смешивания компонентов пищевого продукта 20 расположена на одном заводе, а система формирования пищевого продукта 55 и другие последующие компоненты, такие как ролики надрезки и разделения, а также компонентов упаковки, находятся в другом заводе, при этом смешанная масса пищевого продукта 15 передается от одного завода на другой для последующих процессов.
Все ссылки, включая публикации, патентные заявки и патенты, процитированные здесь, включены сюда посредством ссылки в той же степени, как если бы каждый ссылочный документ был отдельно указан как включенный в качестве ссылки и был изложен в полном объеме в настоящем документе.
Использование в оригинале патента артиклей «а», «an» и «the» и аналогичных отсылок в контексте описания изобретения (особенно в контексте представленной ниже формулы изобретения) включает использование как единственного, так и множественного числа, если в настоящем документе не указано иное или если это явно не противоречит контексту. Термины «содержащий», «имеющий», «включающий в себя» и «охватывающий» следует понимать в свободном толковании (т.е. они означают «включающий в себя, без ограничений»), если не указано иное. Указания диапазонов значений в данном документе предназначены как более короткий способ без указания по отдельности каждой конкретной величины в составе диапазона, если в документе не указано иное, и каждое отдельное значение включено в описание, как если бы оно было отдельно и конкретно указано здесь. Все описанные в настоящем документе способы могут выполняться в любом подходящем порядке, если в настоящем документе не указано иное или если это явно не противоречит контексту. Использование любого и всех примеров или используемые обороты (например, «такой как») в данном описании, предназначены только для лучшего освещения изобретения и не накладывает ограничений на объем изобретения, если не заявлено иное. Никакую формулировку, используемую в описании, не следует толковать как формулировку, называющую любой незаявленный элемент существенным для практического осуществления изобретения.
В данном документе описаны предпочтительные варианты осуществления настоящего изобретения, включая наилучший способ осуществления изобретения, известный авторам изобретения. Специалисты в данной области могут ознакомиться с вариациями этих предпочтительных вариантов осуществления после прочтения приведенного выше описания. Авторы изобретения предполагают, что специалисты будут использовать такие вариации в зависимости от обстоятельств, и предполагается, что изобретение будет реализовано на практике иным образом, чем описано в настоящем документе. Соответственно, данное изобретение включает все модификации и эквиваленты предмета изобретения, изложенные в формуле изобретения, прилагаемой к настоящему в соответствии с действующим законодательством. Более того, изобретение охватывает любую комбинацию описанных выше элементов во всех возможных вариантах, если в настоящем документе не указано иное или если это явно не противоречит контексту.
Фоторазлагаемая гуммиоснова, жевательная резинка, содержащая фоторазлагаемую гуммиоснову, и способы их получения
Композиция инкапсулированного подсластителя, способ ее получения и содержащая ее жевательная резинка
Отделяемый герметизирующий материал для упаковки, содержащий смеси наполненных термопластов
Упакованные насыпью не имеющие покрытия куски жевательной резинки
Упаковочная пленка, сконфигурированная для распределения напряжений
Система и способ производства жевательной резинки
Способ увеличения срока годности цельнозерновой муки и продукта
Способ получения магнитной системы
Стабилизированная мука из цельного зерна и способ ее получения
Повторно закрываемые гибкие упаковки для пищевых продуктов

