Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Предлагаемый способ и устройство относятся к неразрушающим методам контроля и могут быть использованы для дефектоскопии сварных соединений труб и листовых изделий из ферромагнитных материалов в нефтеперерабатывающей, добывающей промышленности и трубопроводном транспорте.
Известен способ вихретокового контроля качества сварных швов тонкостенных металлических изделий, включающий операции наведения вихревых токов с одной стороны стенки свариваемого изделия, а измерения - с другой, вихревые токи наводят в двух разных соседних зонах и измеряют их также в этих двух зонах, после чего результаты измерения сравнивают между собой. При этом центры зон находятся в плоскости, перпендикулярной направлению перемещения вихретокового преобразователя вдоль контролируемого шва.
Для осуществления этого способа предлагается вихретоковый преобразователь, содержащий две индукторные и две измерительные катушки. При этом индукторные катушки включены последовательно согласно, а измерительные последовательно встречно, оси всех катушек размещены в одной плоскости, перпендикулярной сварному шву и направлению перемещения преобразователя в процессе контроля [патент Российской Федерации N 2161796, МПК G01N 27/90 «Способ контроля качества сварных швов тонкостенных металлических изделий и устройство для его осуществления»].
Наиболее близким по технической сущности является способ контроля сварного шва, включающий операции намагничивания участка сварного шва и околошовной зоны в направлении, перпендикулярном оси шва с помощью П-образного электромагнита, запитываемого от источника постоянного или переменного напряжения, регистрация магнитных полей рассеяния дефектов и выявления по полученным данным дефектных зон сварного шва. При использовании постоянных магнитных полей этот способ реализуется с применением намагничивающего устройства - П-образного электромагнита постоянного тока (2-полюсная магнитная система), устройства регистрации магнитных полей рассеяния дефектов с записью на магнитную ленту, накладываемую на шов, обнаружения полей дефектов с помощью магниточувствительных элементов - феррозондов, полупроводниковых преобразователей магнитного поля, датчиков Холла или магнитодиодов [Алешин Н.П. Физические методы неразрушающего контроля сварных соединений. - М.: Машиностроение, 2006, стр. 306-311].
При использовании переменных магнитных полей способ реализуется с применением П-образного электромагнита переменного тока, устройства регистрации переменных полей рассеяния дефектов с использованием одной или нескольких индукционных катушек, размещенных в межполюсном пространстве магнитной системы над сварным швом. [Неразрушающие методы и средства контроля и их применение в промышленности. Материалы 1-ой Белорусской республиканской научно-технической конференции. Минск, Изд-во «Наука и техника», 1973, стр. 204].
Недостатком известных способов и устройств являются трудности обнаружения определенного вида дефектов, например, трещин, ориентированных перпендикулярно оси шва, значительное влияние структуры и геометрии валика усиления шва на достоверность контроля, жесткая схема режима контроля, ограничивающая объем полезной информации о параметрах сварного шва в различных его зонах.
Техническим результатом предлагаемого изобретения является повышение достоверности контроля за счет комплексирования электромагнитных преобразователей, увеличения объема дефектоскопической информации о параметрах сварного соединения, электромагнитного зондирования шва в различных направлениях относительно его оси.
Технический результат достигается тем, что: возбуждение переменных магнитных потоков в сварном шве и околошовной зоне производят в различных областях сварного шва с помощью четырехполюсного электромагнитного преобразователя - комплексирование первичных электромагнитных преобразователей, измерение величин шести сигналов электромагнитного преобразователя, пропорциональных величинам магнитных потоков, зондирующих сварной шов в различных зонах в двух последовательно создаваемых режимах контроля, причем в первом режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен перпендикулярно оси сварного шва, а во втором режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен параллельно оси сварного шва, а переход от первого режима контроля ко второму режиму производят поворотом электромагнитного преобразователя вокруг своей оси в горизонтальной плоскости на 90° так, что сварной шов остается в зоне контроля преобразователя; при этом в каждом режиме контроля формируется по два выходных сигнала; один их них пропорционален разности магнитных потоков, пересекающих сварной шов в перпендикулярном направлении к оси шва и разнесенных вдоль оси на заданное расстояние, а другой пропорционален разности магнитных потоков, пересекающих сварной шов под заданными углами наклона к его оси - в первом режиме контроля, а во втором режиме контроля один из сигналов определяется разностью магнитных потоков, проходящих в околошовной зоне, параллельно оси шва по обе стороны от шва, а другой сигнал определяется разностью магнитных потоков, пересекающих околошовную зону и сам сварной шов под заданными углами к оси сварного шва; при этом токовая обмотка электромагнитного преобразователя, формирующая основной переменный магнитный поток, запитывается от источника тока; комплексирование первичных электромагнитных преобразователей производят с помощью 4-х полюсов магнитной системы электромагнитного преобразователя, создающих переменные магнитные потоки в сварном шве, аналогичные зондирующим магнитным потокам 4-х независимых преобразователей с П-образными магнитопроводами в каждом режиме контроля; электромагнитное зондирование сварного шва производят в различных направлениях относительно оси шва: поперечном, продольном и наклонном в каждом положении электромагнитного преобразователя на оси сварного шва; устройство для осуществления способа электромагнитного контроля сварных соединений, содержащее 2-полюсный магнитопровод, обмотку возбуждения и измерительные обмотки, генератор переменного напряжения и измерительное устройство снабжено 4-полюсным магнитопроводом с одной обмоткой возбуждения, расположенной в средней части магнитопровода и 3-мя измерительными обмотками, расположенными на 3-х полюсах 4-полюсной магнитной системы электромагнитного преобразователя, при этом обмотка возбуждения подключена к генератору переменного напряжения через добавочное сопротивление R0, причем  , где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя; при этом три измерительные обмотки включены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя, включены встречно, 3-я и 2-ая измерительные обмотки также включены встречно, а два выходных сигнала преобразователя подают на два входа измерительного устройства, причем на 1-ый вход измерительного устройства подают разностный сигнал с измерительных обмоток 1 и 3, а на 2-ой вход измерительного устройства подают разностный сигнал с измерительных обмоток 3 и 2.
, где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя; при этом три измерительные обмотки включены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя, включены встречно, 3-я и 2-ая измерительные обмотки также включены встречно, а два выходных сигнала преобразователя подают на два входа измерительного устройства, причем на 1-ый вход измерительного устройства подают разностный сигнал с измерительных обмоток 1 и 3, а на 2-ой вход измерительного устройства подают разностный сигнал с измерительных обмоток 3 и 2.
В 1-м режиме (фиг. 1) основной магнитный поток  , сцепленный с токовой обмоткой электромагнитного преобразователя, направлен перпендикулярно оси сварного шва, а во 2-м режиме (фиг. 2) основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен параллельно оси сварного шва, а переход от 1-ого режима контроля ко 2-му режиму производится поворотом электромагнитного преобразователя вокруг своей оси в горизонтальной плоскости на 90° так, что сварной шов остается в зоне контроля преобразователя.
, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен перпендикулярно оси сварного шва, а во 2-м режиме (фиг. 2) основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен параллельно оси сварного шва, а переход от 1-ого режима контроля ко 2-му режиму производится поворотом электромагнитного преобразователя вокруг своей оси в горизонтальной плоскости на 90° так, что сварной шов остается в зоне контроля преобразователя.
Комплексное напряжение  , индуцируемое переменным магнитным потоком с комплексной амплитудой
, индуцируемое переменным магнитным потоком с комплексной амплитудой  определяется известным выражением:
определяется известным выражением:
 ,
,
где Wn - число витков измерительной обмотки; f - частота магнитного потока;  - мнимая единица.
- мнимая единица.
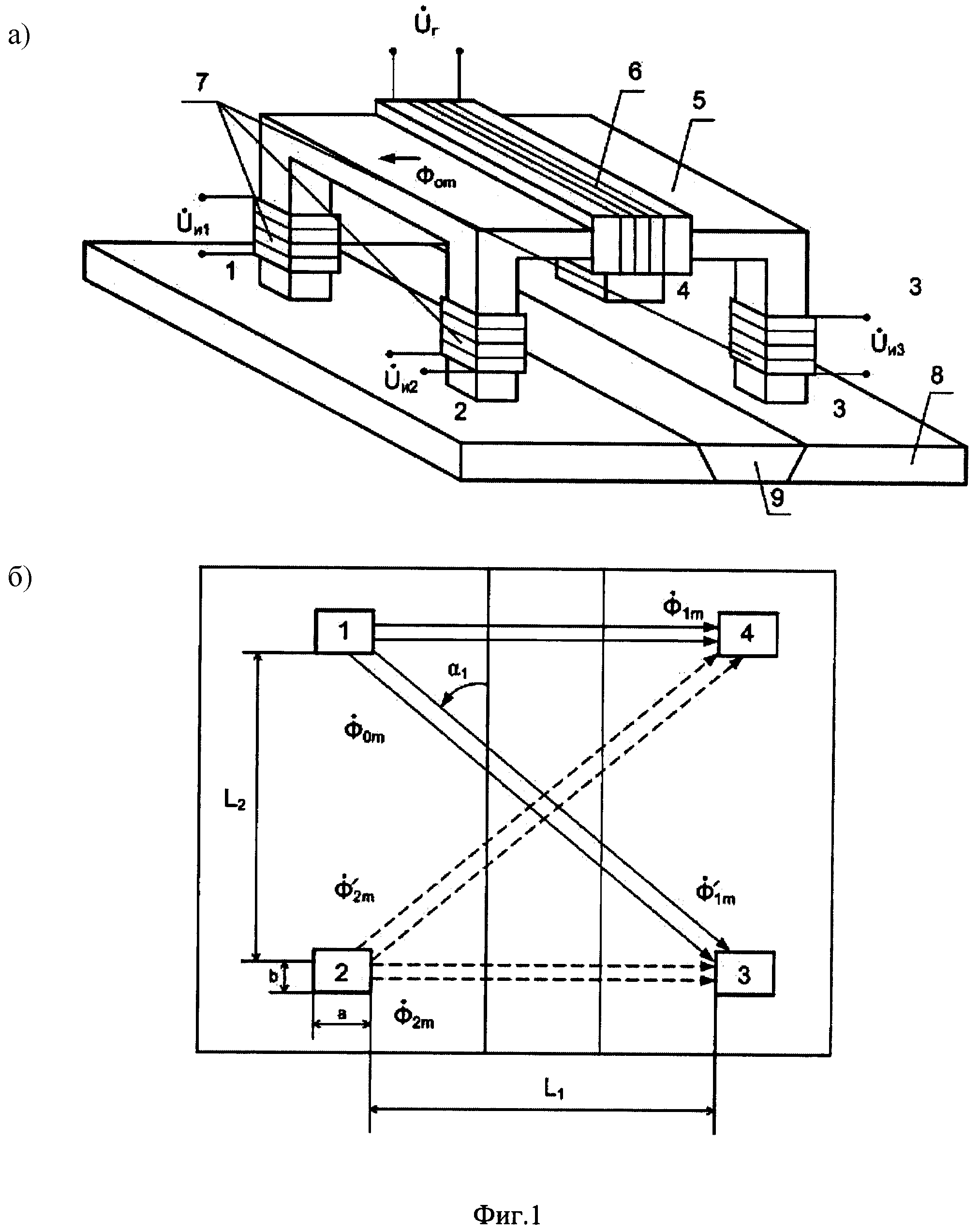
Тогда в 1-м режиме контроля (фиг. 1) на измерительных обмотках 1, 2 и 3 будут индуцированы напряжения, пропорциональные следующим магнитным потокам (фиг. 1б):

Во 2-м режиме контроля (фиг. 2) на тех же измерительных обмотках 1, 2 и 3 будут индуцированы напряжения, пропорциональные следующим магнитным потокам (фиг. 2б):

Числа витков измерительных обмоток равны W1=W2=W3=Wn.
При этом в каждом режиме контроля формируется по две выходных сигнала электромагнитного преобразователя.
В 1-ом режиме, когда основной магнитный поток  перпендикулярен оси шва (фиг. 1):
перпендикулярен оси шва (фиг. 1):


Выходной сигнал  пропорционален разности магнитных потоков
пропорционален разности магнитных потоков  и
и  , пересекающих сварной шов в перпендикулярном направлении к оси шва и разнесенных вдоль оси на расстояние L2, а выходной сигнал
, пересекающих сварной шов в перпендикулярном направлении к оси шва и разнесенных вдоль оси на расстояние L2, а выходной сигнал  пропорционален разности магнитных потоков
пропорционален разности магнитных потоков  и
и  , пересекающих сварной шов под углами наклона к его оси, равными:
, пересекающих сварной шов под углами наклона к его оси, равными:  и
и  соответственно, где L1 и L2 - расстояние между полюсами 2-3 и 2-1 соответственно (фиг. 1б).
соответственно, где L1 и L2 - расстояние между полюсами 2-3 и 2-1 соответственно (фиг. 1б).
Эффект комплексирования первичных электромагнитных преобразователей реализуется здесь следующим образом. Сигнал типа может быть сформирован с помощью двух преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке с последовательно согласно включенными токовыми обмотками и дифференциально включенными измерительными обмотками. Причем эти преобразователи должны располагаться на сварном шве на расстоянии L2 вдоль оси шва с полюсами 1-4 и 2-3 соответственно (фиг. 1б); L1 - расстояние между полюсами.
Сигнал типа  может быть сформирован также с помощью двух преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Эти преобразователи должны располагаться под наклоном к оси шва с полюсами 1-3 и 2-4 соответственно (фиг. 1б);
может быть сформирован также с помощью двух преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Эти преобразователи должны располагаться под наклоном к оси шва с полюсами 1-3 и 2-4 соответственно (фиг. 1б);  - расстояние между полюсами.
- расстояние между полюсами.
Таким образом, 4-полюсный электромагнитный преобразователь с 3-мя измерительными обмотками, расположенными на 3-х полюсах 4-полюсной магнитной системы и одной токовой обмоткой, размещенной в средней части магнитной системы, по количеству получаемой дефектоскопической информации эквивалентен четырем электромагнитным преобразователям с П-образными магнитопроводами в первом режиме контроля.
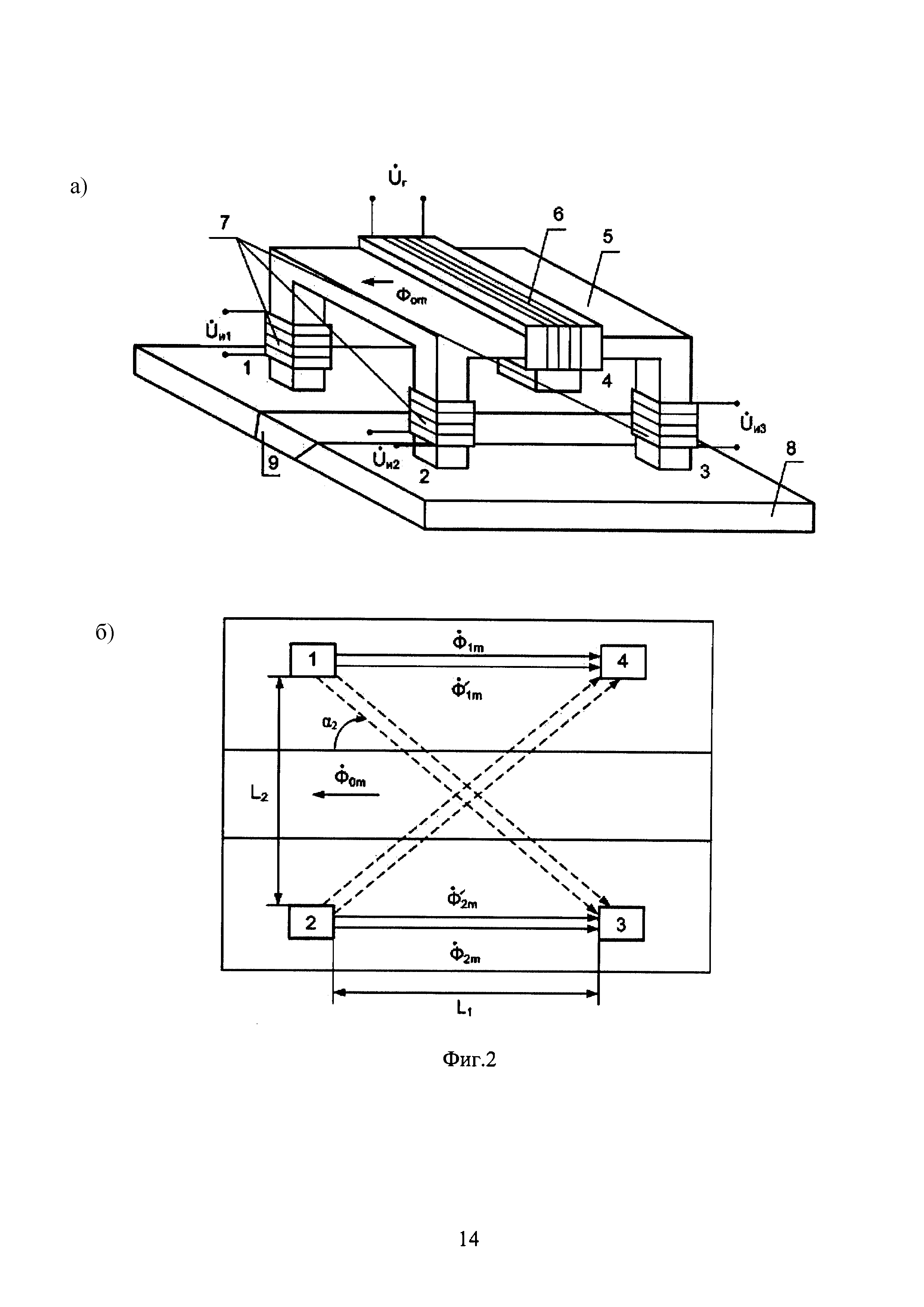
Во втором режиме контроля, когда основной магнитный поток  параллелен оси шва (фиг. 2), выходные сигналы электромагнитного преобразователя формируются следующим образом:
параллелен оси шва (фиг. 2), выходные сигналы электромагнитного преобразователя формируются следующим образом:


Выходной сигнал  пропорционален разности магнитных потоков
пропорционален разности магнитных потоков  и
и  , проходящих в околошовных зонах параллельно оси сварного шва по обе стороны от шва, а выходной сигнал
, проходящих в околошовных зонах параллельно оси сварного шва по обе стороны от шва, а выходной сигнал  пропорционален разности магнитных потоков
пропорционален разности магнитных потоков  и
и  , пересекающих сварной шов под углами наклона к его оси, равными
, пересекающих сварной шов под углами наклона к его оси, равными  и
и  соответственно.
соответственно.
Эффект комплексирования первичных электромагнитных преобразователей реализуется здесь следующим образом.
Сигнал типа  может быть сформирован с помощью двух преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Причем эти преобразователи должны располагаться по обе стороны сварного шва на расстоянии L2 в направлении, перпендикулярном оси шва с полюсами 1-4 и 2-3 соответственно (фиг. 2б); L1 - расстояние между полюсами.
может быть сформирован с помощью двух преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Причем эти преобразователи должны располагаться по обе стороны сварного шва на расстоянии L2 в направлении, перпендикулярном оси шва с полюсами 1-4 и 2-3 соответственно (фиг. 2б); L1 - расстояние между полюсами.
Сигнал типа  может быть сформирован также с помощью 2-х преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке, с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Эти преобразователи должны располагаться под наклоном к оси шва с полюсами 1-3 и 2-4 соответственно (фиг. 2б);
может быть сформирован также с помощью 2-х преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке, с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Эти преобразователи должны располагаться под наклоном к оси шва с полюсами 1-3 и 2-4 соответственно (фиг. 2б);  - расстояние между полюсами. То есть во 2-ом режиме контроля 4-полюсный электромагнитный преобразователь с 3-мя измерительными обмотками, расположенными на 3-х полюсах 4-полюсной магнитной системы, и одной токовой обмоткой, размещенной в средней части магнитной системы, по количеству получаемой дефектроскопической информации эквивалентен четырем электромагнитным преобразователям с П-образными магнитопроводами. Причем этот набор электромагнитного преобразователя с П-образными магнитопроводами тот же, что и в 1-ом режиме контроля.
- расстояние между полюсами. То есть во 2-ом режиме контроля 4-полюсный электромагнитный преобразователь с 3-мя измерительными обмотками, расположенными на 3-х полюсах 4-полюсной магнитной системы, и одной токовой обмоткой, размещенной в средней части магнитной системы, по количеству получаемой дефектроскопической информации эквивалентен четырем электромагнитным преобразователям с П-образными магнитопроводами. Причем этот набор электромагнитного преобразователя с П-образными магнитопроводами тот же, что и в 1-ом режиме контроля.
При этом токовая обмотка электромагнитного преобразователя, формирующая основной переменный магнитный поток  , запитывается от источника тока.
, запитывается от источника тока.
Эффективность работы трансформаторных электромагнитных преобразователей как с 2-, так и с 4-полюсными магнитопроводами зависит от режима питания токовой обмотки. Поскольку 4-полюсный трансформаторный электромагнитный преобразователь эквивалентен набору из 4-х преобразователей с П-образными магнитопроводами, то влияние режима питания поясним на электромагнитном преобразователе с П-образным магнитопроводом с одной токовой и одной измерительной обмоткой.
Выходное напряжение такого электромагнитного преобразователя - напряжение на измерительной обмотке  определим по известной формуле, пользуясь теорией магнитных цепей [Поливанов К.М. Ферромагнетики. - М.: Госэнергоиздат, 1957]:
определим по известной формуле, пользуясь теорией магнитных цепей [Поливанов К.М. Ферромагнетики. - М.: Госэнергоиздат, 1957]:

где  - комплексное действующее значение рабочего магнитного потока, f -частота питающего напряжения; Wи и W - числа витков измерительной и токовой обмоток; I - комплексный ток обмотки возбуждения; Zm - эквивалентное комплексное магнитное сопротивление цепи, включающее магнитные сопротивления: магнитопровода преобразователя, контролируемого участка сварного шва и воздушного зазора между электромагнитным преобразователем и сварным швом.
- комплексное действующее значение рабочего магнитного потока, f -частота питающего напряжения; Wи и W - числа витков измерительной и токовой обмоток; I - комплексный ток обмотки возбуждения; Zm - эквивалентное комплексное магнитное сопротивление цепи, включающее магнитные сопротивления: магнитопровода преобразователя, контролируемого участка сварного шва и воздушного зазора между электромагнитным преобразователем и сварным швом.
Обмотка возбуждения электромагнитного преобразователя запитывается от стабилизированного генератора переменного напряжения -  через добавочное сопротивление R0 для обеспечения работы генератора в режиме источника тока.
через добавочное сопротивление R0 для обеспечения работы генератора в режиме источника тока.
Ток обмотки возбуждения определим с учетом всех составляющих электрического сопротивления этой обмотки Zэ: сопротивления проводов обмотки, добавочного резистора R0 и величины сопротивления, обусловленного магнитным потоком в системе «электромагнитный преобразователь - сварной шов». Пренебрегая первой составляющей сопротивления Zэ по сравнению со 2-ой и 3-ей и определяя 3-ю составляющую электрического сопротивления через комплексное магнитное сопротивление ZМ [Поливанов], найдем ток обмотки возбуждения:

при этом полагаем, что измерительная обмотка работает в режиме, близком к режиму холостого хода, то есть входное сопротивление измерительного устройства достаточно велико и не влияет на магнитное сопротивление системы «электромагнитный преобразователь - сварной шов».
С учетом соотношений (1) и (2) выходное напряжение электромагнитного преобразователя запишем в виде:

Из формулы (3) следует, что при R0→0, то есть в случае, когда токовая обмотка электромагнитного преобразователя запитывается от стабилизированного источника напряжения напрямую:

при этом выходной сигнал электромагнитного преобразователя не несет информации об объекте контроля, а формула (4) определяет известную связь напряжений первичной и вторичной обмоток ненагруженного трансформатора.
В случае, когда  , выражение (3) примет вид:
, выражение (3) примет вид:

При этом выходной сигнал электромагнитного преобразователя определяется магнитным сопротивлением сварного шва, то есть несет информацию о параметрах сварного шва. Генератор в этом случае работает в режиме источника тока. Условие, накладываемое на добавочное сопротивление R0, запишем в виде:

где Zн.ц. - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя.
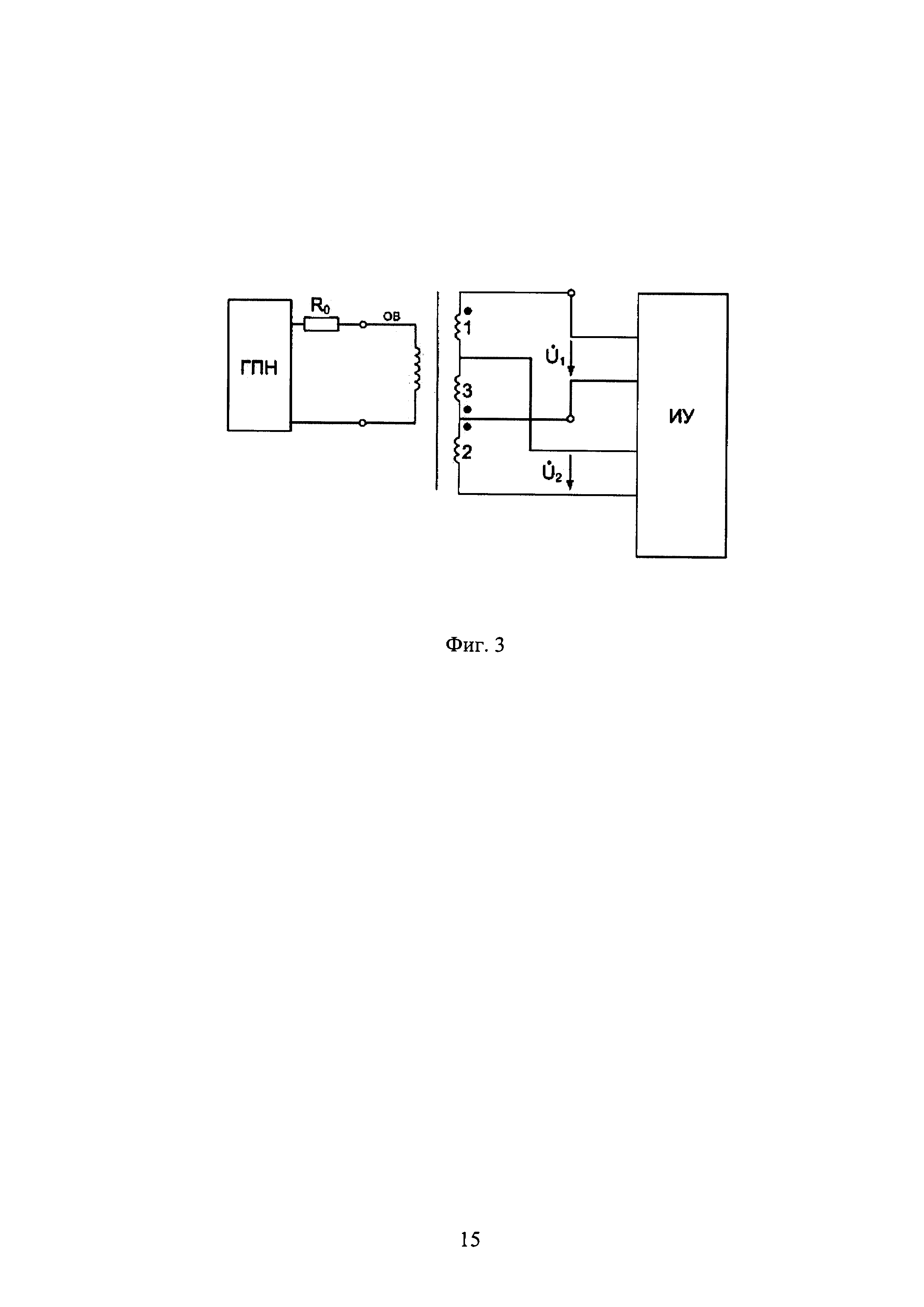
Для осуществления способа электромагнитного контроля сварных соединений предлагается устройство, содержащее 4-полюсный магнитопровод с одной обмоткой возбуждения, расположенной в средней части магнитопровода и 3-мя измерительными обмотками, расположенными на 3-х полюсах четырехполюсной магнитной системы электромагнитного преобразователя. При этом обмотка возбуждения подключена к генератору переменного напряжения через добавочное сопротивление R0, причем  , где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя. Три измерительные обмотки преобразователя включены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя, включены встречно, третья и вторая измерительные обмотки также включены встречно.
, где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя. Три измерительные обмотки преобразователя включены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя, включены встречно, третья и вторая измерительные обмотки также включены встречно.
Два выходных сигнала электромагнитного преобразователя подаются на два входа измерительного устройства. На первый вход измерительного устройства подается разностный сигнал с измерительных обмоток 1 и 3, а на второй вход измерительного устройства подается разностный сигнал с измерительных обмоток 3 и 2.
Рассмотрим содержание предлагаемого способа. Он содержит следующие операции.
1. Возбуждение переменных магнитных потоков в сварном шве и околошовной зоне с помощью четырехполюсного электромагнитного преобразователя - комплексирование первичных электромагнитных преобразователей.
2. Создание 2-х режимов контроля сварных соединений, причем в 1-ом режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен перпендикулярно оси сварного шва, а во 2-ом режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен параллельно оси сварного шва, переход от 1-ого режима контроля ко 2-ому режиму производится поворотом электромагнитного преобразователя вокруг своей оси в горизонтальной плоскости на 90° так, что сварной шов остается в зоне контроля преобразователя.
3. Измерение шести величин шести сигналов электромагнитного преобразователя, пропорциональных величинам магнитных потоков, зондирующих сварной шов в различных зонах в 2-х последовательно создаваемых режимах контроля.
4. Формирование двух выходных сигналов электромагнитного преобразователя в 1-ом режиме контроля сварного соединения, причем один из них пропорционален разности магнитных потоков, пересекающих сварной шов в перпендикулярном направлении к оси шва и разнесенных вдоль оси на заданное расстояние, а другой пропорционален разности магнитных потоков, пересекающих сварной шов под заданными углами наклона к его оси.
5. Формирование двух выходных сигналов электромагнитного преобразователя во 2-ом режиме контроля сварного соединения, причем один из сигналов пропорционален разности магнитных потоков, проходящих в околошовной зоне, параллельно оси шва по обе стороны от шва, а другой сигнал пропорционален разности магнитных потоков, пересекающих околошовную зону и сам сварной шов под заданными углами к оси сварного шва.
6. Запитывание токовой обмотки электромагнитного преобразователя, формирующей переменные магнитные потоки в сварном шве от источника тока.
7. Комплексирование первичных электромагнитных преобразователей производится с помощью 4-х полюсов магнитной системы электромагнитного преобразователя, аналогичные зондирующим магнитным потокам 4-х независимых трансформаторных преобразователей с П-образными магнитопроводами в каждом режиме контроля.
8. Электромагнитное зондирование сварного шва производится в различных направлениях относительно оси шва: поперечном, продольном и наклонном в каждом положении электромагнитного преобразователя на оси сварного шва.
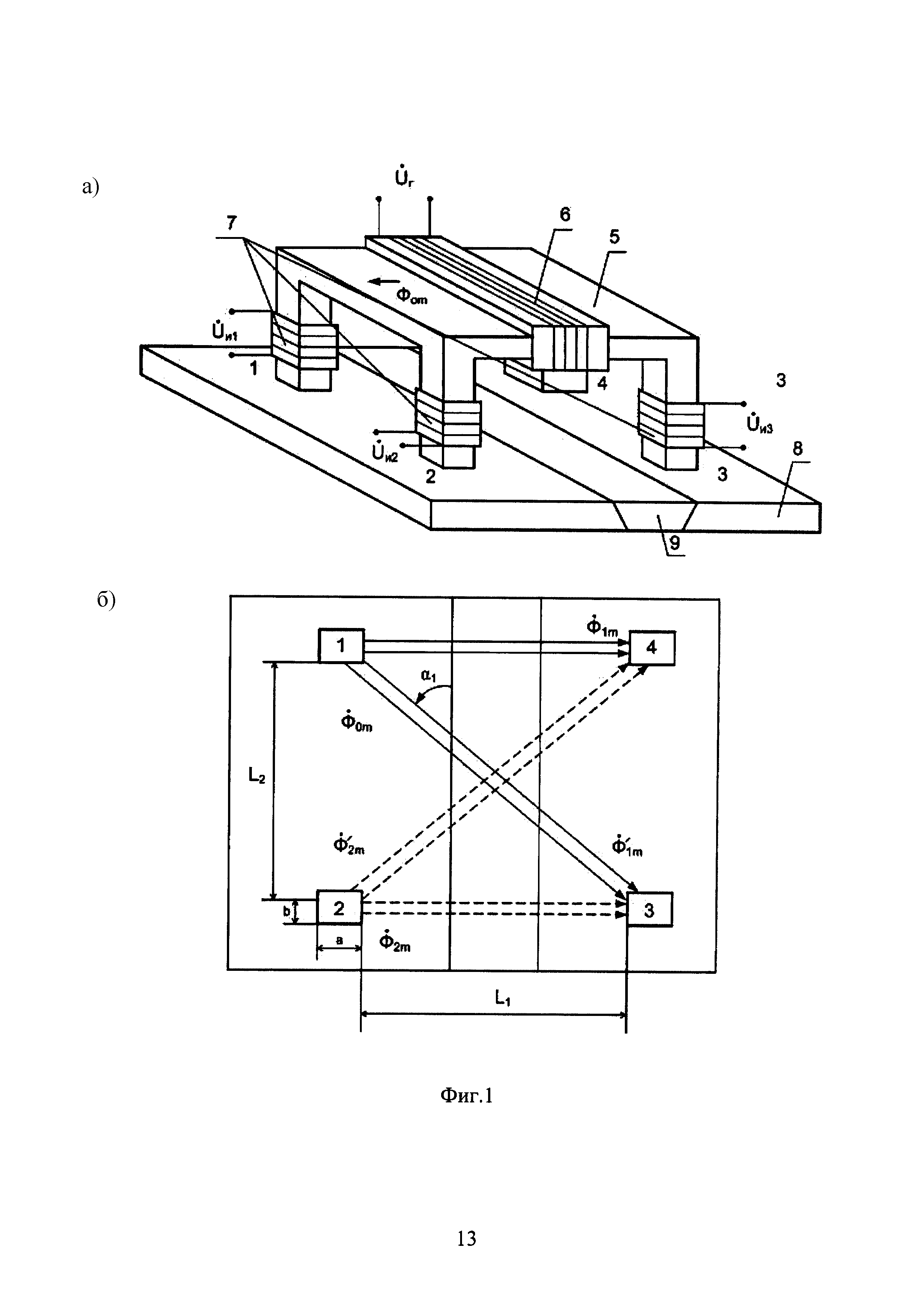
Конструктивная схема четырехполюсного электромагнитного преобразователя для осуществления предлагаемого способа, его расположение относительно сварного шва в 1-м режиме контроля (а) и распределение магнитных потоков в зоне контроля (б) приведены на фиг. 1.
Здесь обозначено: 1-4 - полюсы электромагнитного преобразователя, 5 -магнитопровод, 6 и 7 - токовая и измерительные обмотки; 8 - основной металл, 9 - сварной шов.
Токовая обмотка 6 расположена в средней части четырехполюсного магнитопровода электромагнитного преобразователя, а на трех полюсах 1, 2 и 3 расположены измерительные обмотки.  - основной магнитный поток, сцепленный с витками токовой обмотки, направлен перпендикулярно оси сварного шва.
- основной магнитный поток, сцепленный с витками токовой обмотки, направлен перпендикулярно оси сварного шва.
На фиг. 1б приведено распределение переменных магнитных потоков в ОК - сварном шве. Потоки  и
и  пересекают сварной шов под заданными углами к его оси. Разделение магнитных потоков происходит в полюсах 1 и 2.
пересекают сварной шов под заданными углами к его оси. Разделение магнитных потоков происходит в полюсах 1 и 2.
На фиг. 2 приведена схема расположения того же четырехполюсного электромагнитного преобразователя относительно сварного шва во 2-м режиме контроля (а) и распределение магнитных полей в зоне контроля (б). Здесь магнитные потоки  и
и  направлены параллельно оси сварного шва, а потоки
направлены параллельно оси сварного шва, а потоки  и
и  - под заданным углом к оси шва.
- под заданным углом к оси шва.
Функциональная схема устройства для осуществления предлагаемого способа приведена на фиг. 3. Здесь обмотка возбуждения четырехполюсного электромагнитного преобразователя подключена к генератору переменного напряжения через добавочное сопротивление R0, причем  , где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя. Резистор R0 обеспечивает работу генератора, питающего обмотку возбуждения преобразователя, в режиме источника тока. На 3-х полюсах четырехполюсной магнитной системы электромагнитного преобразователя расположены измерительные обмотки 1, 2 и 3. Измерительные обмотки соединены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя (фиг. 1 и 2), включены встречно, 3-я и 2-ая измерительные обмотки также включены последовательно встречно. Два выходных сигнала электромагнитного преобразователя подаются на два входа измерительного устройства, причем на 1-ый вход измерительного устройства подается разностный сигнал с измерительных обмоток 1 и 3, а на 2-й вход измерительного устройства подается разностный сигнал с измерительных обмоток 3 и 2.
, где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя. Резистор R0 обеспечивает работу генератора, питающего обмотку возбуждения преобразователя, в режиме источника тока. На 3-х полюсах четырехполюсной магнитной системы электромагнитного преобразователя расположены измерительные обмотки 1, 2 и 3. Измерительные обмотки соединены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя (фиг. 1 и 2), включены встречно, 3-я и 2-ая измерительные обмотки также включены последовательно встречно. Два выходных сигнала электромагнитного преобразователя подаются на два входа измерительного устройства, причем на 1-ый вход измерительного устройства подается разностный сигнал с измерительных обмоток 1 и 3, а на 2-й вход измерительного устройства подается разностный сигнал с измерительных обмоток 3 и 2.
Предлагаемый способ и устройство имеют следующие преимущества:
1. Позволяет увеличить объем дефектоскопической информации о параметрах сварного шва за счет комплексирования первичных электромагнитных преобразователей.
2. Реализует электромагнитное зондирование и сварного шва и околошовной зоны в различных направлениях относительно оси шва, что значительно повышает информативность неразрушающего контроля и надежность выявления наиболее опасных дефектов: продольных, поперечных и наклонных трещин, непровара, цепочек пор.
3. Реализует дифференциальный способ электромагнитного контроля за счет сравнения измерительных сигналов, сформированных на различных участках сварного шва и околошовной зоны при любом положении электромагнитного преобразователя на оси сварного шва. Это повышает чувствительность контроля и эффективность выявления наиболее опасных дефектов.
Использованные источники:
1. Патент Российской Федерации N 2161795, кл. G01N 27/90, 2001. Способ контроля качества сварных швов тонкостенных металлических изделий и устройство для его осуществления.
2. Алешин Н.П. Физические методы неразрушающего контроля сварных соединений. - М: Машиностроение, 2006, с. 306-311.
3. Неразрушающие методы и средства контроля и их применение в промышленности. Материалы 10-ой Белорусской научно-технической конференции. - Минск, Изд-во «Наука и техника», 1973, с. 204.
4. Поливанов К.М. Ферромагнетики. - М.: Госэнергоиздат, 1957.
Каркасная панель
Способ производства двойных съедобных пленок с использованием в одном слое яблочного сока и альгината натрия
Способ активации катализатора селективного гидрообессеривания бензина каталитического крекинга
Способ синтеза триамил цитрата
Кумулятивно-торпедный перфоратор
Баллистическая установка для создания высокотемпературных высокоскоростных потоков частиц
Теплоноситель
Образец для испытания на внецентренное сжатие
Способ оценки огнестойкости ограждающей конструкции здания по критерию теплоизолирующей способности
Способ генерирования диоксида хлора
Способ обнаружения дефектов магистральных трубопроводов методом акустической томографии
Устройство управления движением и маневрированием группы роботизированных и автономных наземных транспортных средств на основе применения многосвязной адаптивной системы управления

