Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МАГНИТНО-МЯГКОГО СПЛАВА 27КХ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области магнитных материалов, в частности к магнитно-мягким материалам и способам улучшения их магнитных свойств. Изобретение может быть использовано в электронике и приборостроении.
Известен способ обработки изделий из магнитно-мягких аморфных сплавов интенсивной пластической деформацией (патент РФ №2391414, МПК C21D 6/04, опубл. 10.06.2010 г.), включающий проведение интенсивной пластической деформации кручением под квазигидростатическим давлением при криогенной температуре. Деформацию проводят в камере Бриджмена при 1-10 оборотах подвижной наковальни, что соответствует истинной логарифмической степени деформации ε=4-7. Интенсивную пластическую деформацию проводят при температуре 77 К (-196°С). Обработка по данному способу магнитно-мягкого аморфного сплава обеспечивает ему нанокристаллическую структуру и улучшение магнитных (гистерезисных) характеристик для магнитно-мягких аморфных сплавов.
В известном способе рассматривается аморфный сплав и применение в качестве метода интенсивной пластической деформации метод кручения под квазигидростатическим давлением, что накладывает ряд ограничений на геометрию применяемых образцов. Образцы, получаемые интенсивной пластической деформацией кручением, имеют небольшие геометрические размеры и обычно имеют форму дисков диаметром от 10 до 20 мм и толщину 0,2-0,5 мм.
Наиболее близким по технической сущности к заявляемому способу является способ изготовления изделий из магнитно-мягких железокобальтовых материалов, обеспечивающий получение оптимального уровня магнитных свойств (ГОСТ 10160-75 Сплавы прецизионные магнитно-мягкие. Технические условия). Способ включает термическую обработку в вакууме заготовки заданной формы. Рекомендованный стандартом режим отжига в вакууме при температуре (850±20)°С в течение 3 часов обеспечивает магнитную индукцию не менее 1,75 и 2,05 Т при напряженности магнитного поля 25 и 150 А/см. При этом сплав имеет невысокие статические магнитные характеристики (например, максимальная магнитная проницаемость 1570 Гс/э; коэрцитивная сила 2,81 А/см).
Однако при возрастающих требованиях к приборам имеющегося уровня магнитных характеристик уже недостаточно, в связи с этим возникла необходимость в исследовании возможности его повышения.
Задачей предлагаемого изобретения является улучшение статических магнитных характеристик магнитно-мягких железокобальтовых материалов, а именно: повышение максимальной магнитной проницаемости при сохранении или уменьшении коэрцитивной силы.
При использовании заявляемого способа получен следующий технический результат:
- увеличивается максимальная магнитная проницаемость более чем в 3 раза (с 1570 Гс/э до 5220 Гс/э);
- уменьшается коэрцитивная сила более чем в 1,5 раза (с 2,81 А/см до 1,74 А/см);
- упрощается операция термообработки за счет снижения температуры отжига и уменьшения времени отжига.
Для решения указанной задачи и достижения технического результата заявлен способ изготовления изделий из магнитно-мягкого сплава системы железо - кобальт, заключающийся в термической обработке в вакууме заготовки заданной формы, в котором согласно изобретению предварительно перед получением заготовки исходный магнитно-мягкий сплав подвергают интенсивной пластической деформации, а термическую обработку полученной заготовки осуществляют в интервале температур 730-850°С.
Интенсивную пластическую деформацию можно осуществлять равноканальным угловым прессованием в интервале температур 430-450°С при угле пересечения каналов 90-130°С.
Применение интенсивной пластической деформации приводит к формированию нанокристаллических структур, имеющих большеугловые границы зерен, вследствие чего изменяются свойства материалов. В частности, резко изменяются структурно-чувствительные гистерезисные свойства, например наблюдается максимум коэрцитивной силы (Нс) в магнитотвердых материалах, и достигается (после проведения отжига) минимум коэрцитивной силы (Нс) в некоторых магнитно-мягких сплавах. Экспериментально установлено, что применение интенсивной пластической деформации перед проведением отжига позволяет снизить температуру отжига (с 850°С до 730-850°С) и уменьшить время отжига (с 3 часов до 1-3 часов) без ухудшения магнитных свойств.
Методы интенсивной пластической деформации заключаются в воздействии на материал деформации с большой степенью (е>4) при относительно низких температурах (меньше 0,5 от температуры плавления Тпл), в условиях высокого давления с большой гидростатической компонентой, что препятствует разрушению образца.
Равноканальное угловое прессование, формируя мелкозернистую структуру материала, приводит к его магнитному твердению. Последующий отжиг сильнодеформированных образцов позволяет получить существенно улучшенные магнитные характеристики.
Интенсивную пластическую деформацию магнитно-мягкого сплава осуществляют равноканальным угловым прессованием в интервале температур 430-450°С при угле пересечения каналов 90-130°.
Принцип равноканального углового прессования состоит в многократном продавливании заготовки через два пересекающихся канала с одинаковыми поперечными сечениями.
При проведении равноканального углового прессования сдвиговая деформация образца происходит в области пересечения каналов. При неоднократном повторении процедуры равноканального углового прессования происходит систематическое увеличение степени деформации, приводящее к последовательному уменьшению размера зерна.
Методом равноканального углового прессования сильное измельчение микроструктуры может быть достигнуто относительно легко уже после одного или нескольких проходов как в чистых металлах, так и в сплавах. Однако обеспечение формирования однородных нанокристаллических структур с большеугловыми границами зерен методом равноканального углового прессования требует заметно большего числа проходов.
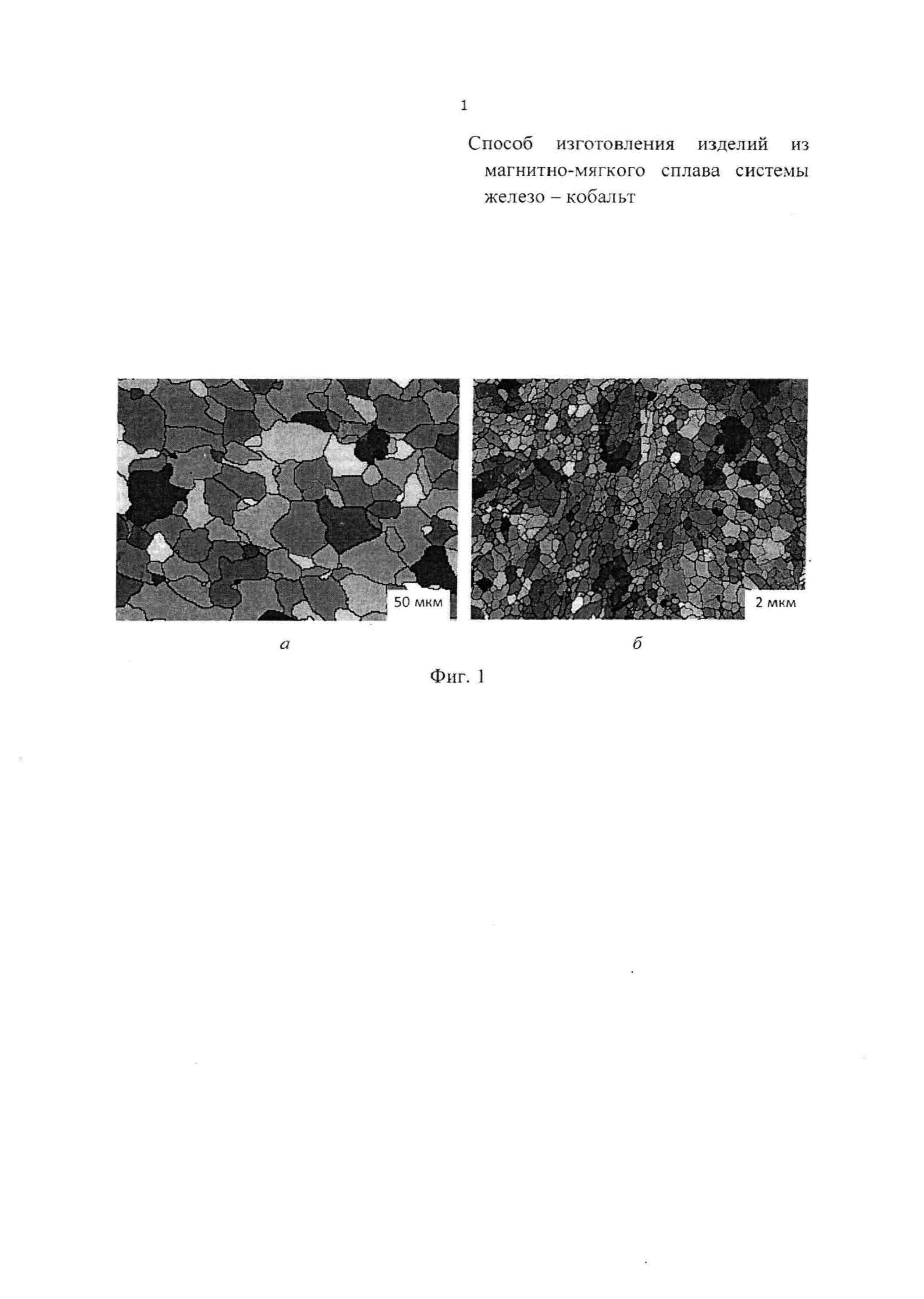
На фиг. 1 представлены ориентационные карты магнитно-мягкого железокобальтового сплава 27КХ в исходном состоянии (а) и после 16 циклов равноканального углового прессования (б). Параметры равноканального углового прессования были следующими:
|
Заявляемый способ реализуется следующим образом.
Исходный магнитно-мягкий сплав системы железо-кобальт, из которого будет изготовлено изделие, подвергается обработке интенсивной пластической деформацией до получения нанокристаллической структуры. Это достигается подбором параметров обработки. Например, при использовании равноканального углового прессования обработку ведут в интервале температур 430-450°С при угле пересечения каналов 90-130°С. После интенсивной пластической деформации из обработанного сплава изготавливают заготовку нужной формы и подвергают ее термической обработке в интервале температур 730-850°С.
Пример 1 (по прототипу). Предлагаемый способ обработки образцов конструкционных металлов был реализован в лабораторных условиях на образцах из магнитно-мягкого сплава 27КХ. Способ включал получение заготовок нужной формы и проведение отжига заготовок в вакууме в течение 3 ч при температуре 850°С, скорость подъема температуры составляла не более 500°С/ч, а скорость охлаждения 100°С/ч до температуры 400°С.
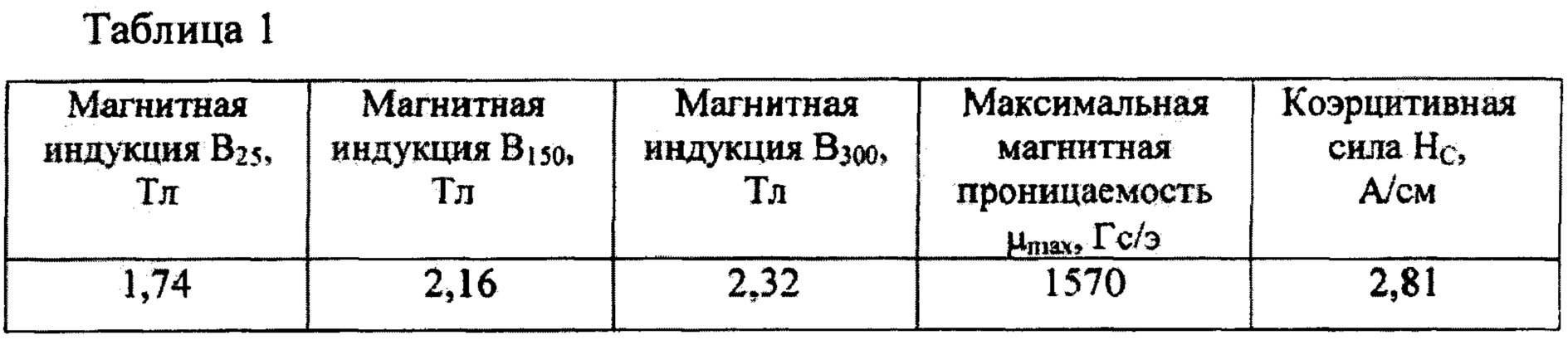
Магнитная индукция при напряженностях магнитного поля 25 и 150 А/см с учетом погрешности измерения соответствует требованиям стандарта. Значения магнитной индукции при напряженности магнитного поля 300 А/см, максимальной магнитной проницаемости и коэрцитивной силы стандартом не регламентированы, и приведенные в табл. 1 экспериментальные данные будут в дальнейшем использованы для сравнения как базовые значения.
Пример 2 (без отжига). Предлагаемый способ обработки образцов конструкционных металлов был реализован в лабораторных условиях на образцах из магнитно-мягкого сплава 27КХ. Способ включал в себя обработку исходного магнитно-мягкого сплава системы железо-кобальт равноканальным угловым прессованием. Экспериментальным путем, исходя из технологических возможностей оборудования и свойств данного сплава, были подобраны оптимальные значения угла пересечения каналов и температуры прессования.
Из обработанного сплава были изготовлены изделия, у которых были определены магнитные характеристики, приведенные в таблице 2. Параметры равноканального углового прессования были следующими:
|
Структура магнитно-мягкого железокобальтового сплава 27КХ в исходном состоянии и после 16 циклов равноканального углового прессования представлены на фиг. 1.
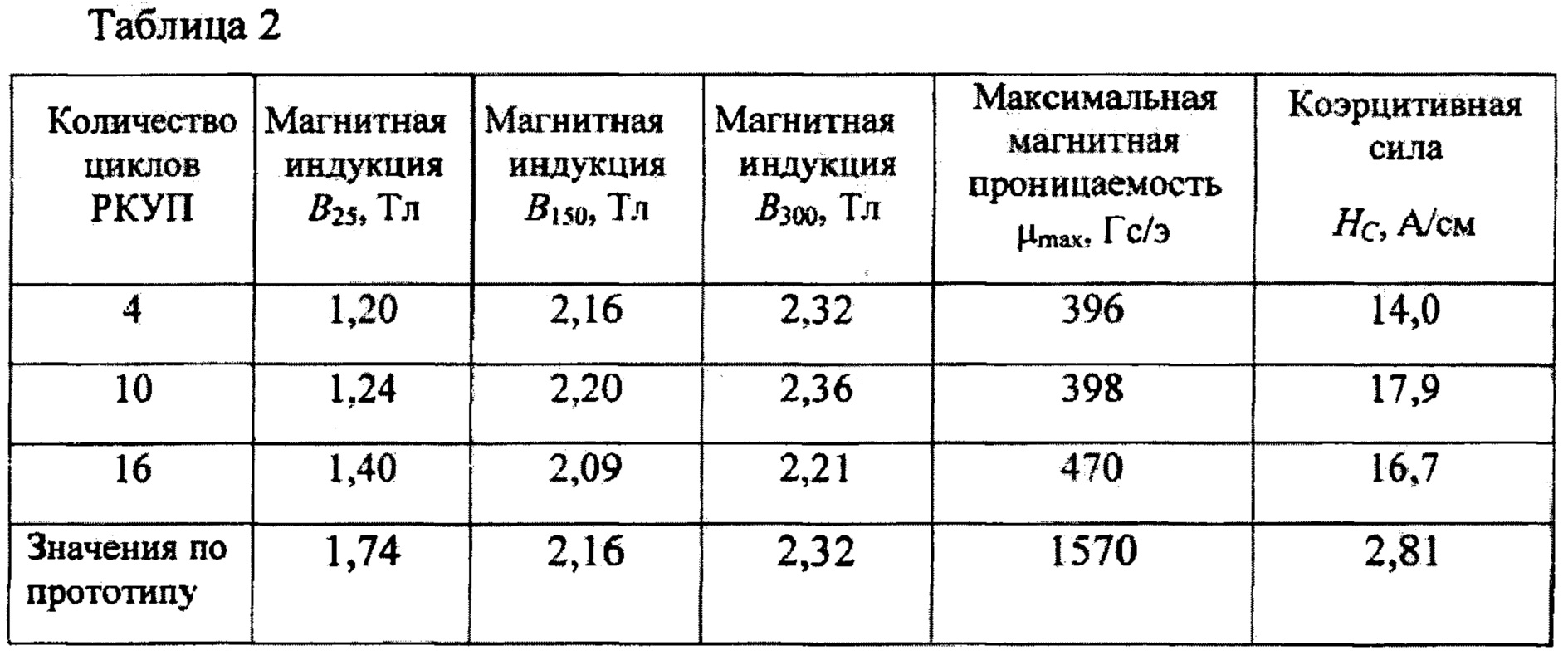
Как видно из представленных результатов, с увеличением количества циклов равноканального углового прессования магнитная индукция при напряженности магнитного поля от 150 до 300 А/см практически не изменилась. Коэрцитивная сила и максимальная магнитная проницаемость при равноканальном угловом прессовании претерпели существенные изменения в сторону ухудшения. Коэрцитивная сила увеличилась больше чем в четыре раза. Произошло уменьшение более чем в три раза максимальной магнитной проницаемости. Таким образом, равноканальное угловое прессование магнитно-мягкого материала 27КХ само по себе не только не улучшает статические магнитные характеристики, но и значительно ухудшает некоторые из них.
Пример 3 (по заявляемому способу). Предлагаемый способ обработки« образцов конструкционных металлов был реализован в лабораторных условиях на образцах из магнитно-мягкого сплава 27КХ. Способ включал в себя два этапа. Первый этап - проведение равноканального углового прессования исходного магнитно-мягкого сплава системы железо-кобальт. Параметры равноканального углового прессования были следующими:
|
Затем из обработанного сплава были получены заготовки нужной формы. На втором этапе был проведен отжиг заготовок в вакууме в течение 1 ч при температуре 690-930°С, скорость подъема температуры составляла не более 500°С/ч, а скорость охлаждения 100°С/ч до температуры 400°С.

Отжиг сплава после проведения 10 циклов равноканального углового прессования привел к увеличению магнитной индукции при напряженности магнитного поля, равного 25 А/см, и максимальной магнитной проницаемости, а также к уменьшению коэрцитивной силы. В сравнении со значениями магнитных характеристик, полученными после стандартизованного отжига (табл. 1), магнитная индукция В25 больше на 7%, максимальная магнитная проницаемость выше в два раза, а коэрцитивная сила уменьшилась на 30%. Эти результаты получены при температуре отжига 770°С, что ниже температуры отжига, рекомендованного ГОСТ 10160-75, на 80°С. При температурах отжига 730°С и 930°С полученные результаты сопоставимы со значениями магнитных характеристик, полученными после стандартизованного отжига (табл. 1). При температуре отжига 690°С получено значение коэрцитивной силы почти на 40% больше.
Пример 4 (по заявляемому способу). Предлагаемый способ обработки образцов конструкционных металлов был реализован в лабораторных условиях на образцах из магнитно-мягкого сплава 27КХ. Способ включал в себя два этапа. Первый этап - проведение равноканального углового прессования исходного магнитно-мягкого сплава системы железо-кобальт. Параметры равноканального углового прессования были следующими:
|
Из обработанного сплава были изготовлены заготовки нужной формы. На втором этапе был проведен отжиг заготовок в вакууме в течение 1 ч при температуре 810°С, скорость подъема температуры составляла не более 500°С/ч, а скорость охлаждения 100°С/ч до температуры 400°С,
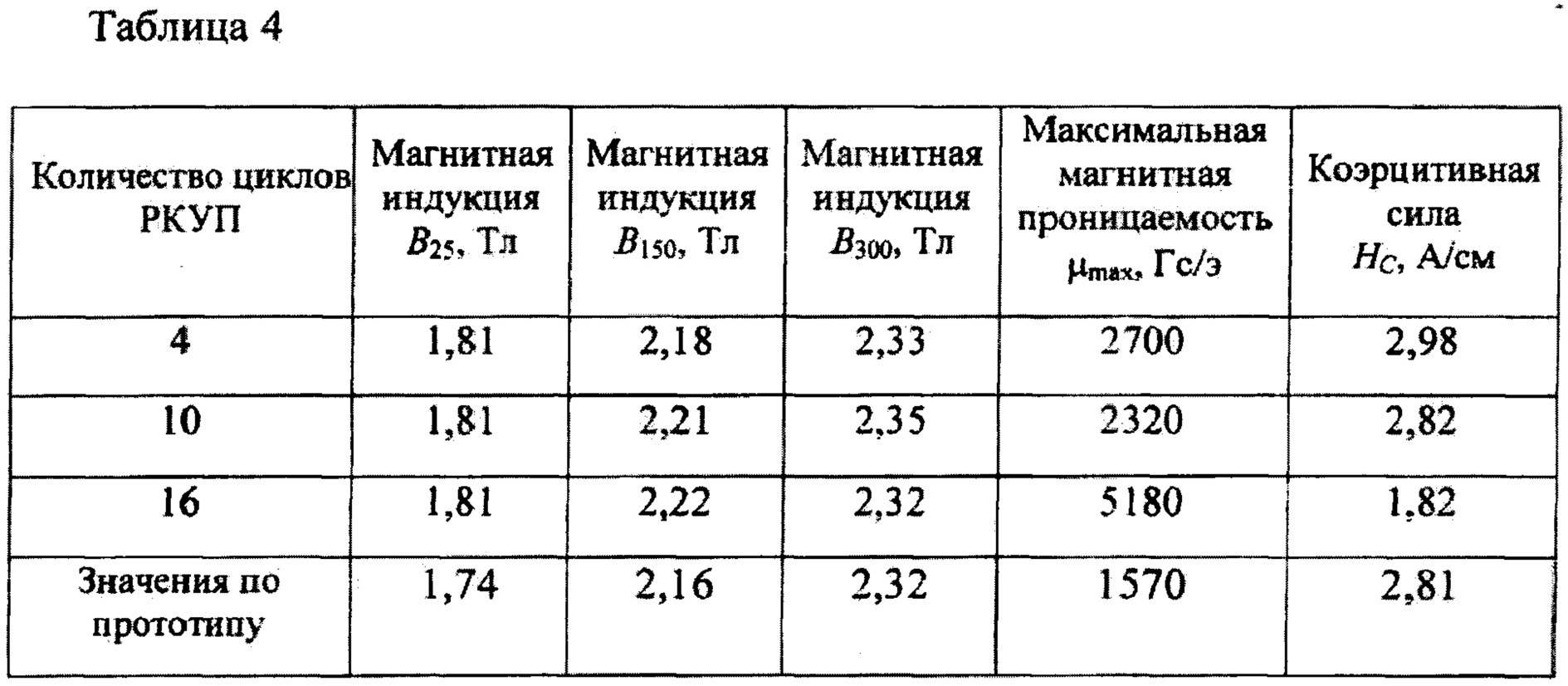
Независимо от количества циклов равноканального углового прессования магнитно-мягкого сплава 27КХ последующий отжиг при 810°С обеспечивает более высокие значения магнитной индукции при любой напряженности магнитного поля в сравнении с отжигом исходного материала по ГОСТ 10160-75.
Максимальная магнитная проницаемость после 16 циклов равноканального углового прессования и последующего отжига при 810°С выше более чем в три раза максимальной магнитной проницаемости после стандартной термообработки исходного материала. В сравнении со стандартным отжигом полученные значения коэрцитивной силы меньше приблизительно на 40%.
Установлено, что интенсивная пластическая деформация исходного магнитно-мягкого сплава и последующая термообработка заготовок из них позволяют сформировать в сплаве 27КХ нанокристаллическое состояние и достигнуть значительного улучшения магнитных свойств.
Кроме того, совместное использование интенсивной пластической деформации (равноканального углового прессования) и отжига упрощает операцию термообработки за счет снижения температуры и времени отжига.
Устройство охлаждения активного элемента твердотельного лазера
Лазерный детонатор
Устройство для определения аэродинамических нагрузок, действующих на оперение модели
Несущая рама излучателя твердотельного лазера с диодной накачкой
Способ лазерной сварки соединения труба - трубная доска
Кольцевая щелевая антенна
Способ получения информации о входном оптическом сигнале, основанный на преобразовании моделированных оптических сигналов с помощью гетеродинного фотоприемного устройства, и устройство для его реализации
Контейнер для транспортирования и хранения отработавшего ядерного топлива
Чехол для размещения и хранения отработавших тепловыделяющих сборок реактора ввэр-1000
Способ определения динамического коэффициента внешнего трения
Способ изготовления изделий из магнитомягкого сплава на основе железо-кобальт равноканальным угловым прессованием
Способ изготовления трубчатых элементов из материала металлорезины и пресс-форма для его реализации
Штамп для равноканального углового прессования (варианты)
Способ обработки призабойной зоны пласта
Штамп для равноканального углового прессования (варианты)
Способ изготовления кумулятивных облицовок
Устройство для измерения текучести порошкового материала

