Результат интеллектуальной деятельности: ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ ВРАЩАЕМОЕ РЕЖУЩЕЕ УСТРОЙСТВО ДЛЯ ПРОФИЛЕЙ С ПРЯМЫМИ КРАЯМИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к устройству твердосплавного вращаемого режущего элемента для разрезания полотна материала, включающему в себя режущий блок, установленный с возможностью вращения на основании, и вращаемый режущий элемент, расположенный с возможностью вращения в режущем блоке. По меньшей мере одна режущая кромка вращаемого режущего элемента ориентирована под углом к продольной оси режущего элемента, и режущий блок ориентирован в противоположном направлении с возможностью регулировки к углу режущей кромки и направлению подачи полотна.
УРОВЕНЬ ТЕХНИКИ
[0002] Для того чтобы перпендикулярно разрезать полотно материала, наиболее распространенным решением является твердосплавное лезвие, которое закреплено на стальном цилиндре. Существуют различные виды форм лезвий: например, твердосплавная пластина, напаянная на стальное основание; квадратный элемент из твердого сплава с заостренными углами; и твердосплавное лезвие с двумя или более полезными режущими кромками.
[0003] Эти решения имеют некоторые недостатки. Срок службы лезвий является довольно коротким, т.е. от одной недели до одного месяца. Более того, так как вся длина кромки лезвия должна касаться контрножа одновременно, необходимы большие усилия для получения разреза. Это создает удары и вибрации и повреждает контрнож. Лезвие(я) также должно(ы) регулироваться по высоте и выравниваться перед резанием, для того чтобы получать хороший разрез. Однако цена такой конструкции является главным преимуществом.
[0004] Известно размещение под углом кромки ножа на вращающемся режущем элементе, см. патент США № 3,380,328, EP288182A1 и публикацию заявки на патент США № 2007/0044613. Однако, так как кромка ножа или режущая кромка закреплена на вращающемся режущем элементе, угол разреза на полотне не является регулируемым, т.е. необходимо множество взаимозаменяемых различных размещенных под углом кромок ножей/вращающихся режущих элементов для получения различных углов реза.
Более того, такие устройства ориентируют разрез всего лишь с помощью размещенной под углом режущей кромки, а не самого режущего блока. Также ось вращения режущего элемента ограничена размещением в заданной ориентации к направлению подачи полотна.
[0005] Вышеизложенное, а также следующее далее подробное описание вариантов выполнения будет лучше понято при рассмотрении в сочетании с приложенными чертежами. Следует понимать, что изображенные варианты выполнения не ограничены показанными точными конструкциями и инструментальными средствами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
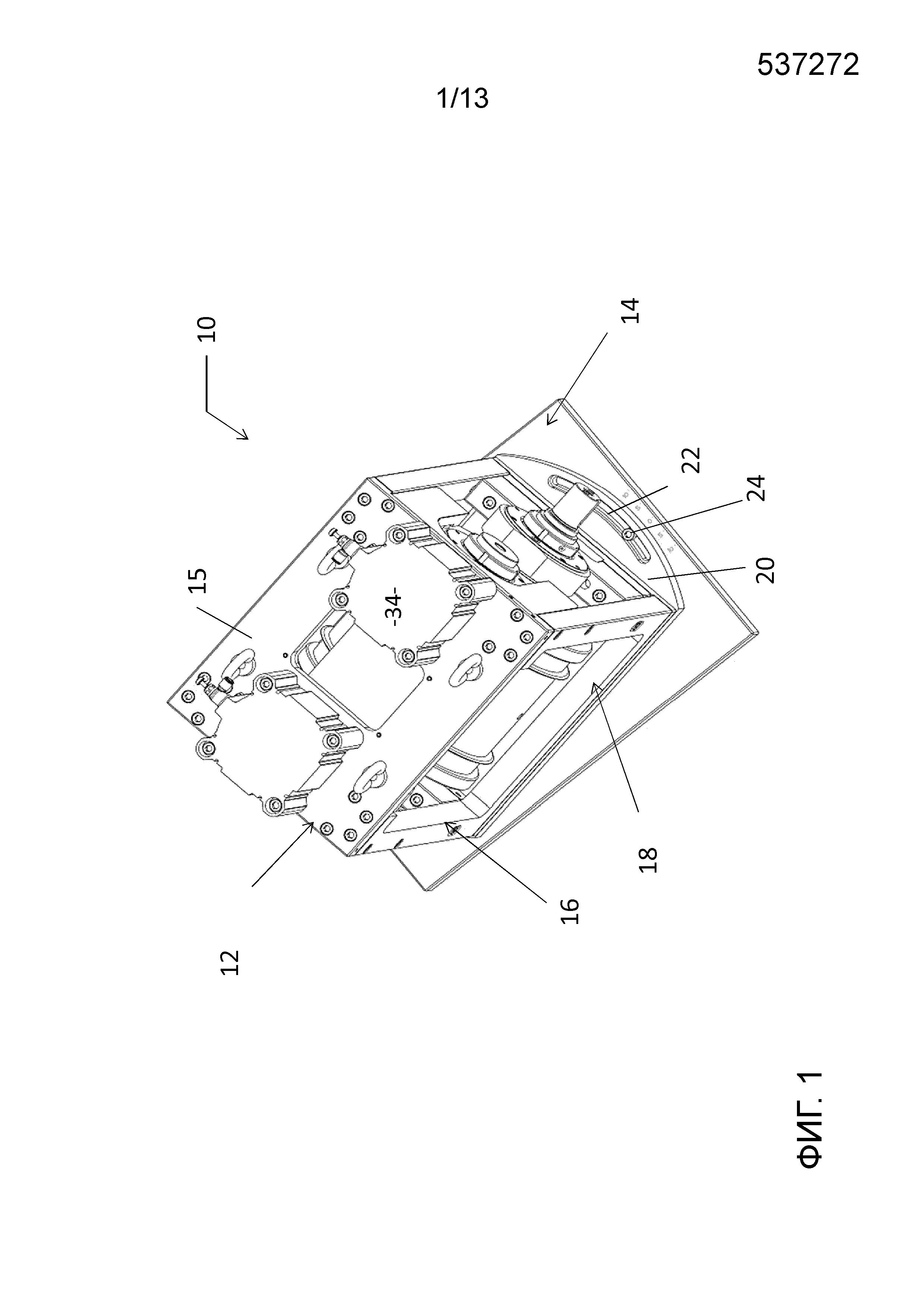
[0006] Фиг. 1 представляет собой вид в перспективе варианта выполнения вращаемого режущего устройства.
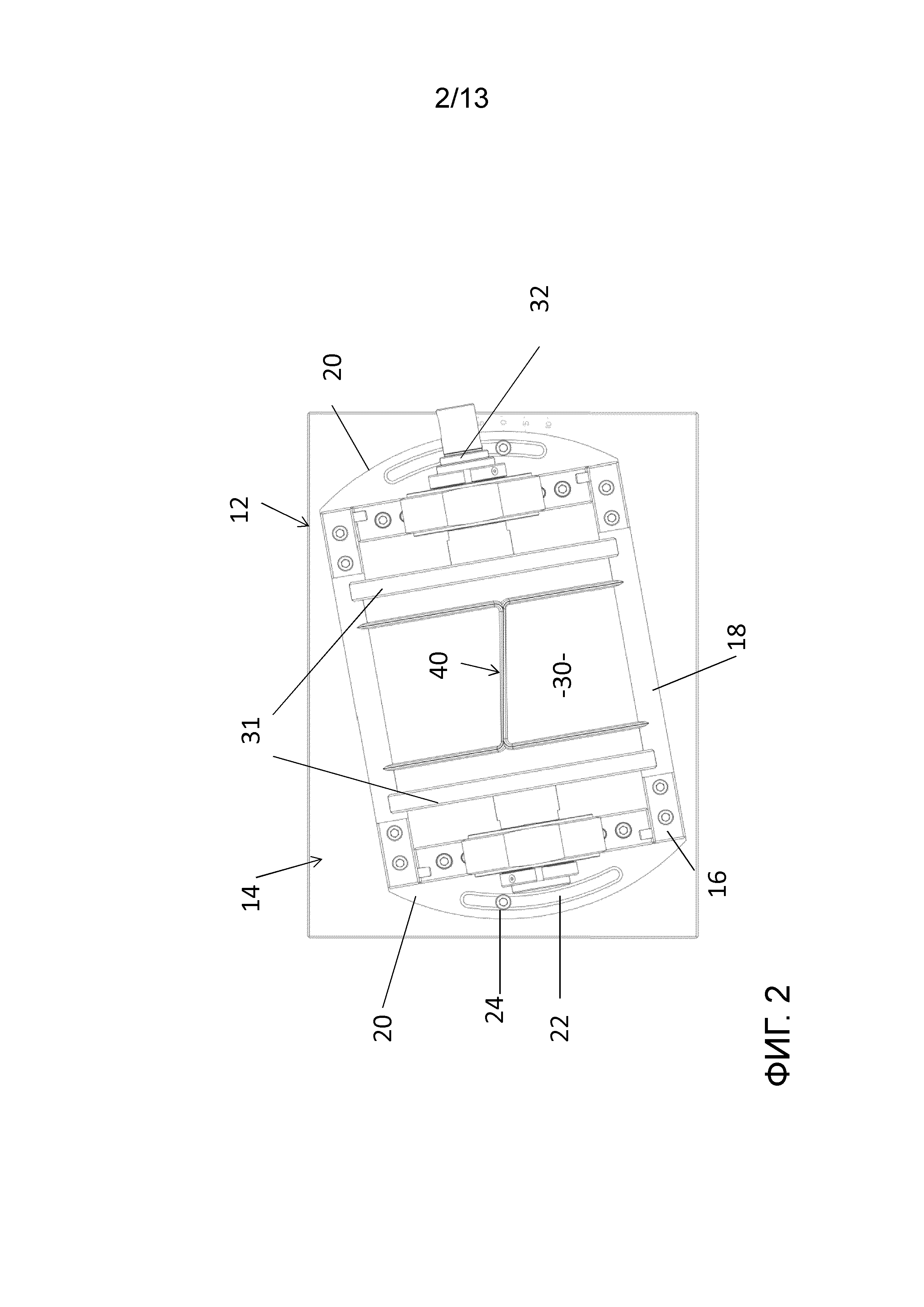
[0007] Фиг. 2 представляет собой вид сверху вращаемого режущего элемента вращаемого режущего устройства на Фиг. 1 с удаленной его верхней пластиной.
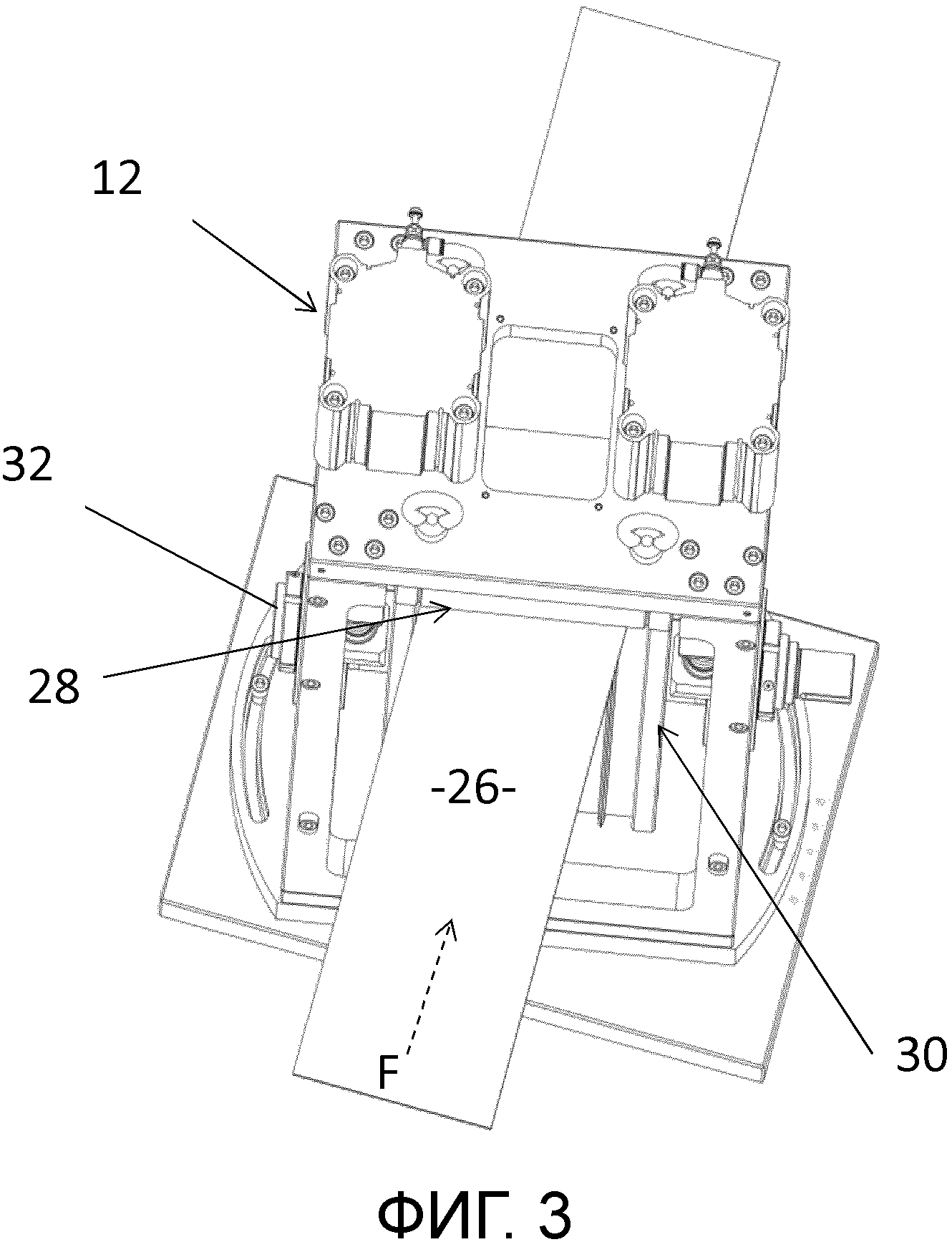
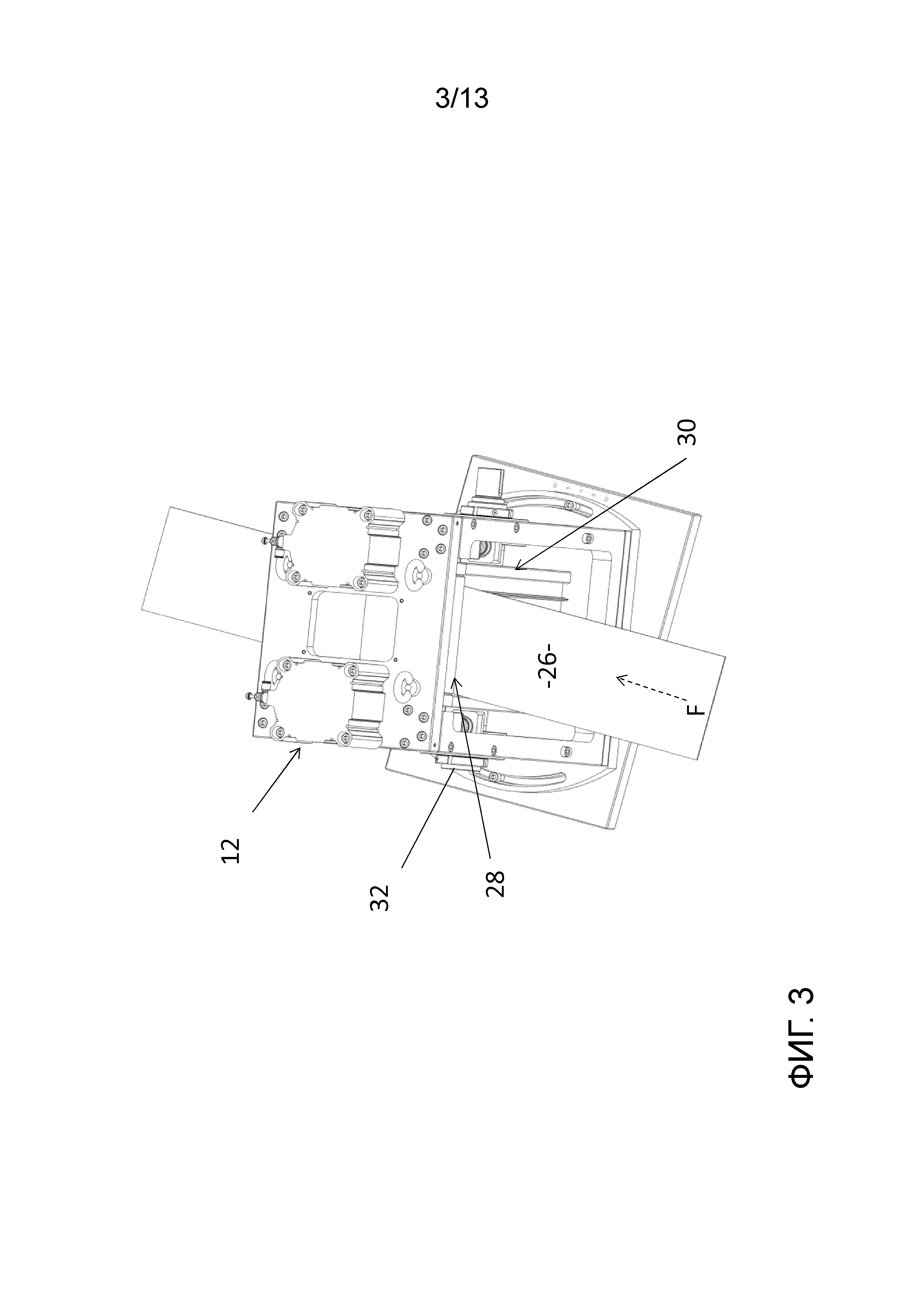
[0008] Фиг. 3 представляет собой вид в перспективе вращаемого режущего устройства с полотном материала, подаваемого через него.
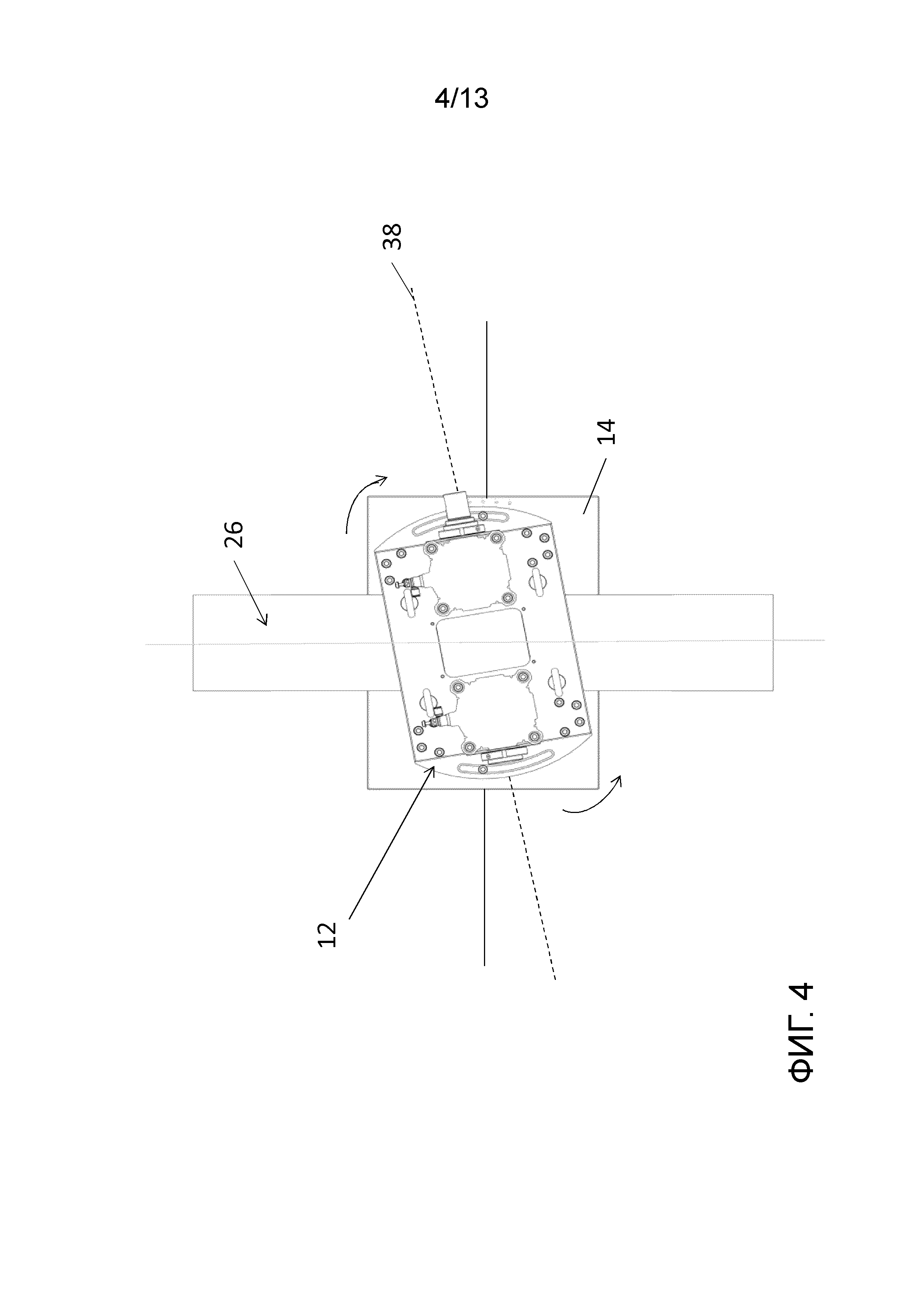
[0009] Фиг. 4 представляет собой вид сверху вращаемого режущего устройства на Фиг. 3.
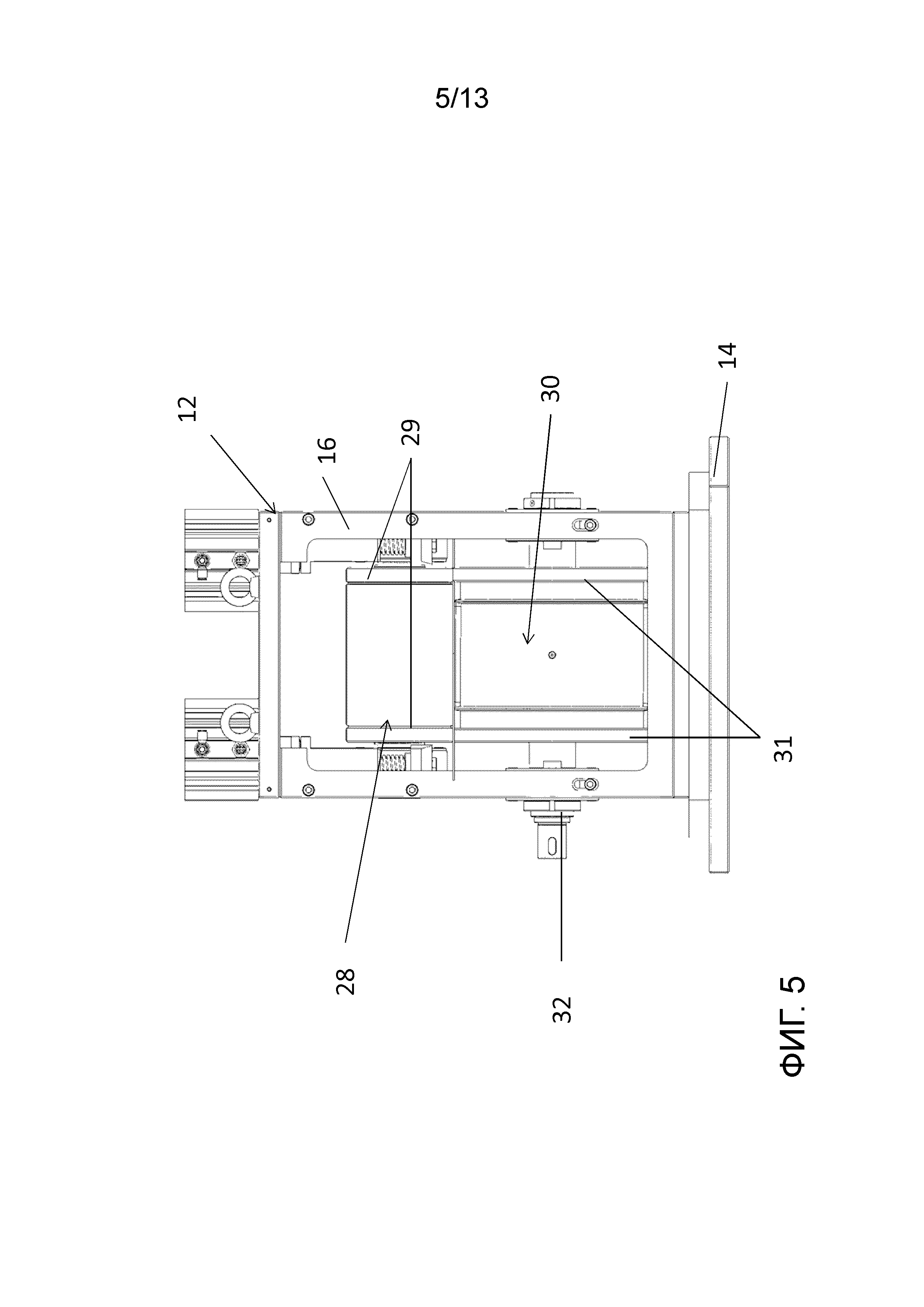
[0010] Фиг. 5 представляет собой вид сбоку вращаемого режущего устройства на Фиг. 1.
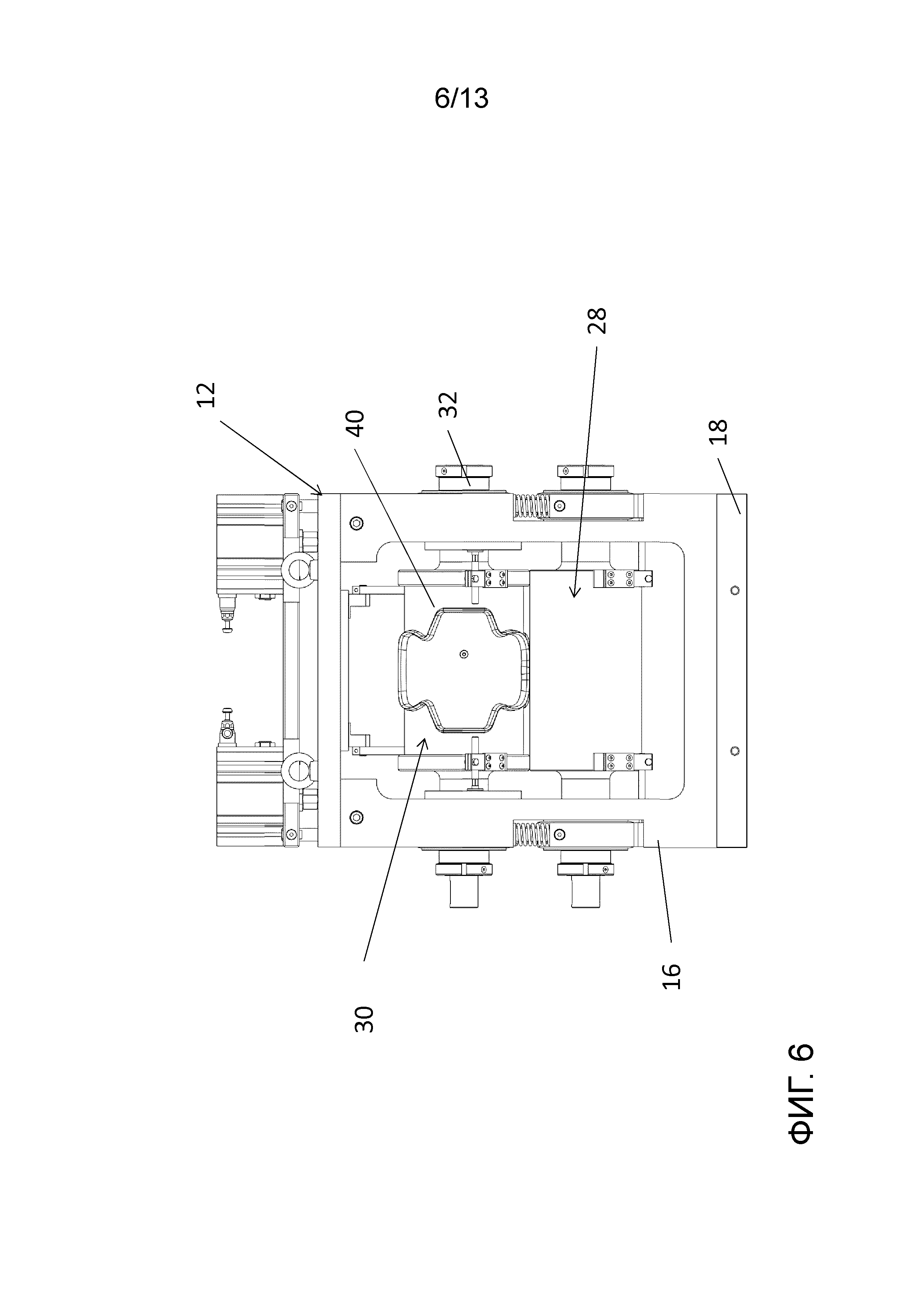
[0011] Фиг. 6 представляет собой вид сбоку другого варианта выполнения вращаемого режущего устройства.
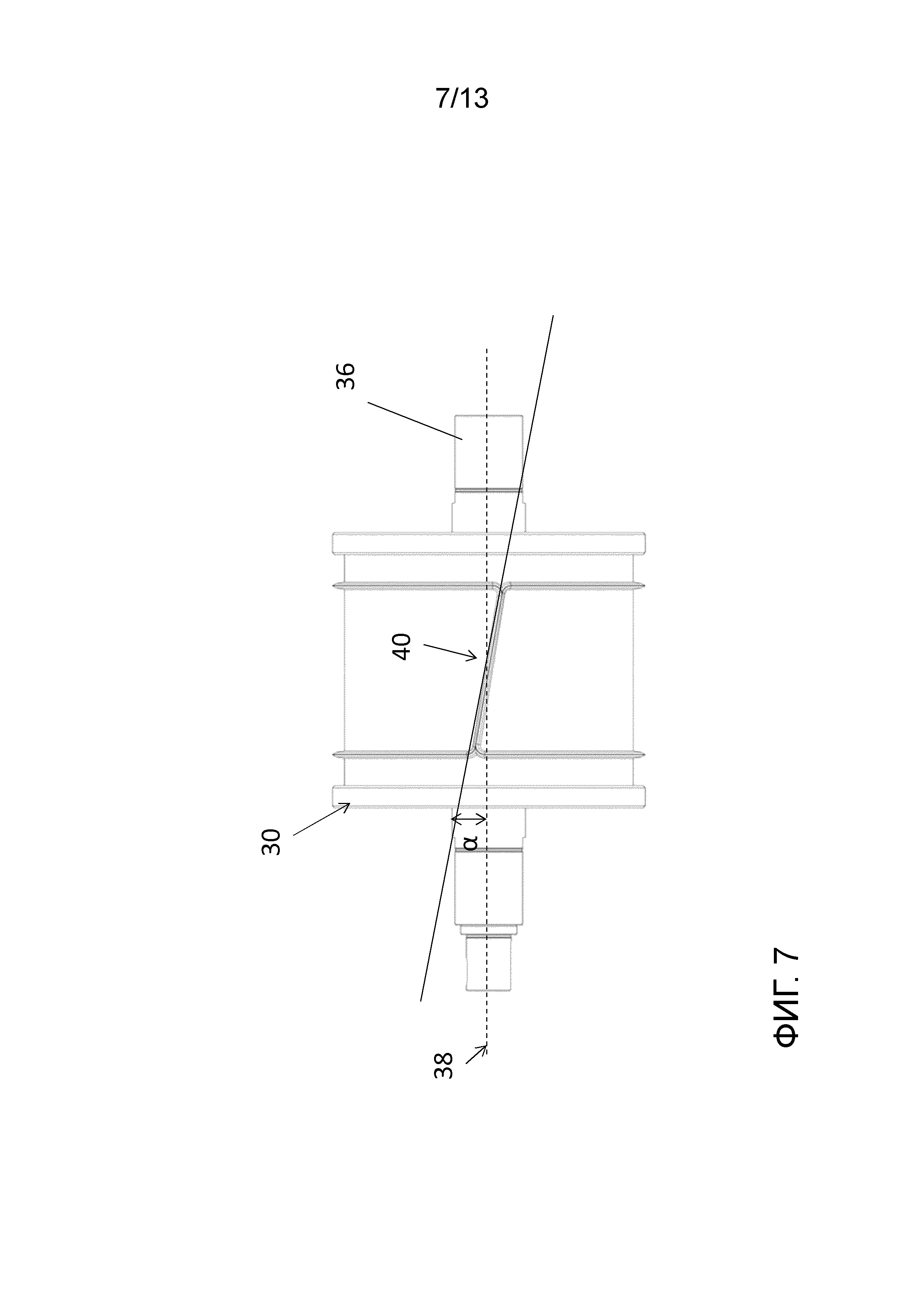
[0012] Фиг. 7 представляет собой вид сверху вращаемого режущего элемента.
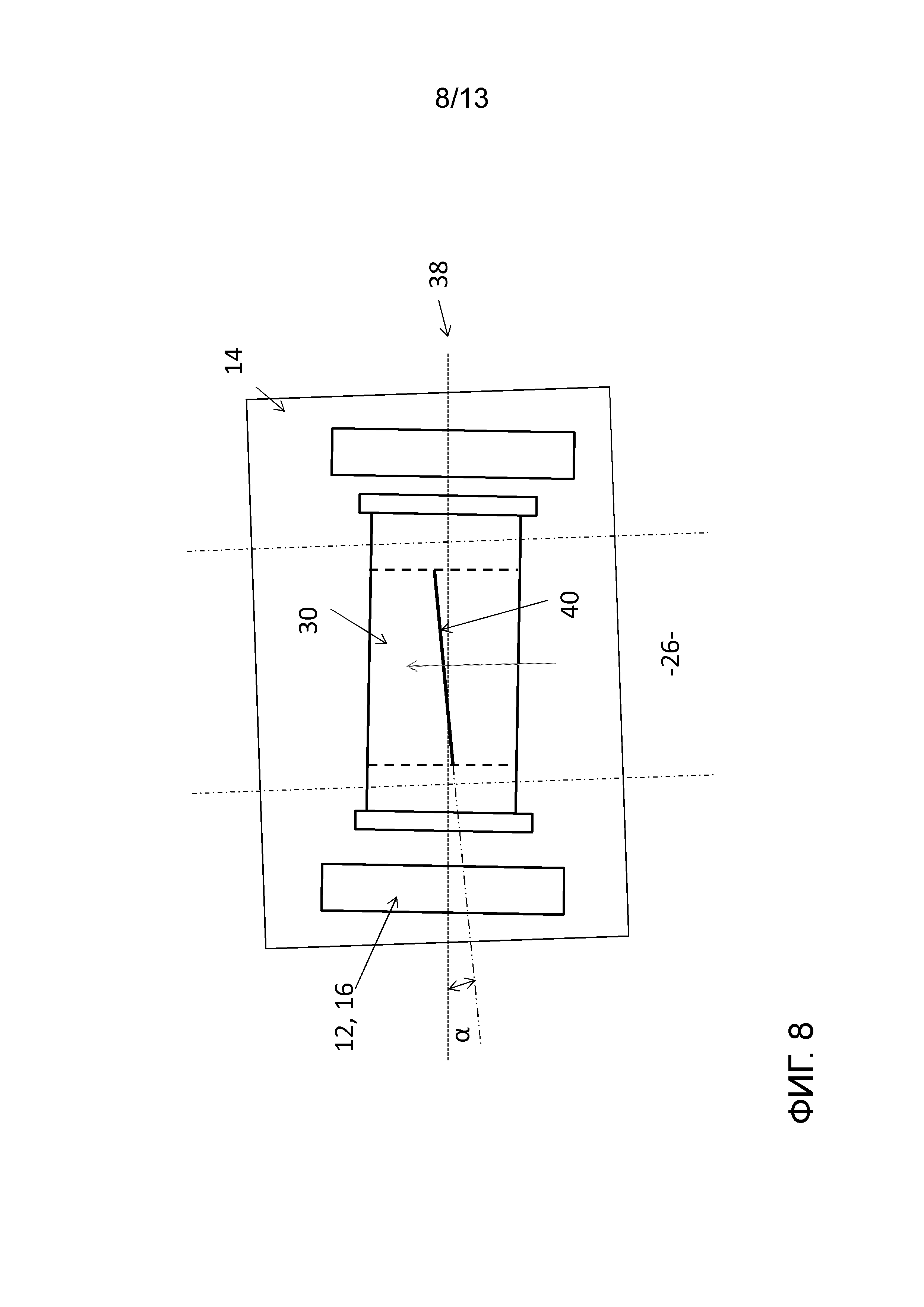
[0013] Фиг. 8 иллюстрирует углы ориентации вращаемого режущего элемента, режущего блока и полотна материала.
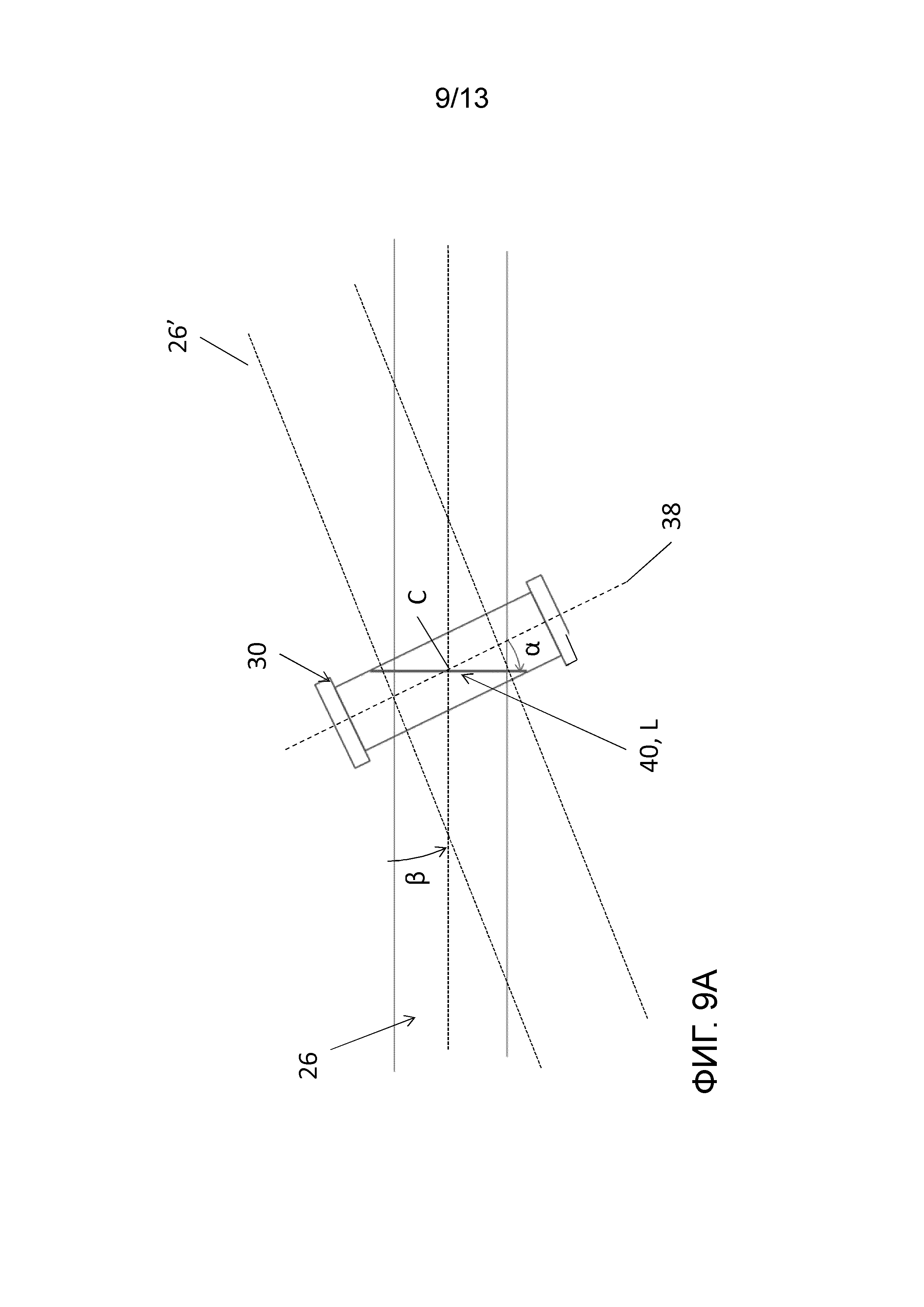
[0014] Фиг. 9А представляет собой увеличенный вид угловых соотношений вращаемого режущего элемента, режущей кромки и полотна материала в одной примерной ориентации.
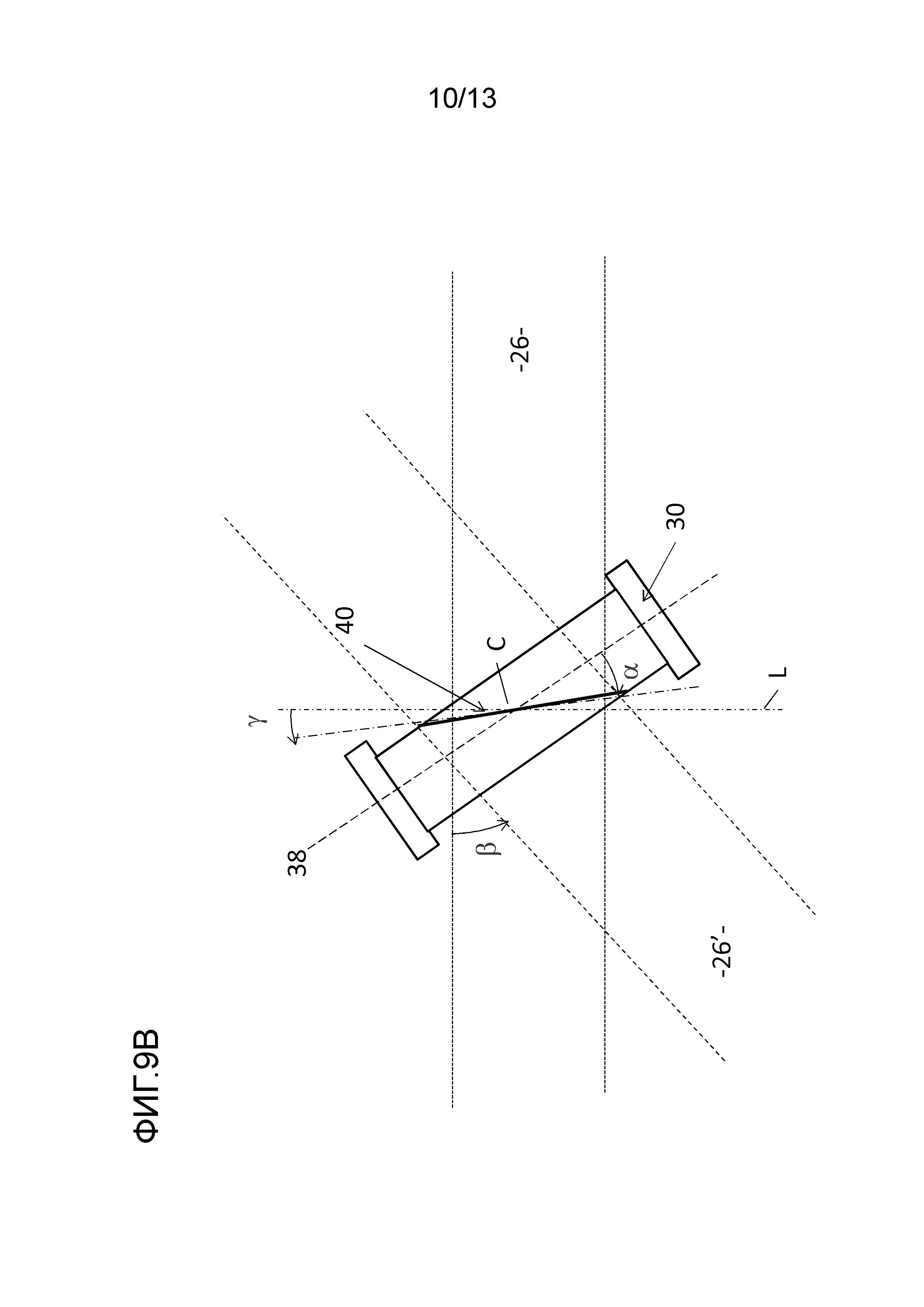
[0015] Фиг. 9B представляет собой увеличенный вид угловых соотношений вращаемого режущего элемента, режущей кромки и полотна материала в другой примерной ориентации.
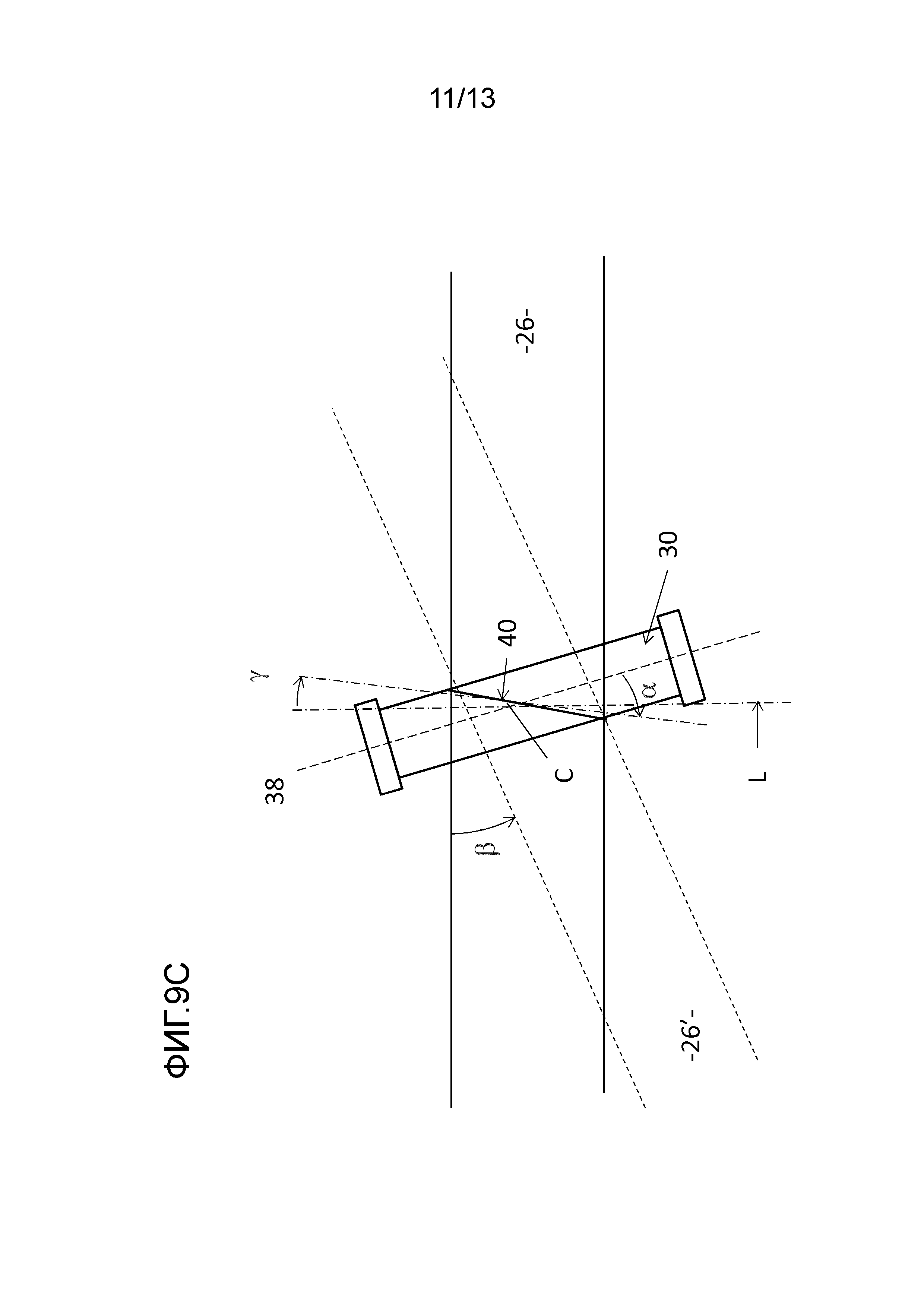
[0016] Фиг. 9C представляет собой увеличенный вид угловых соотношений вращаемого режущего элемента, режущей кромки и полотна материала в еще одной примерной ориентации.
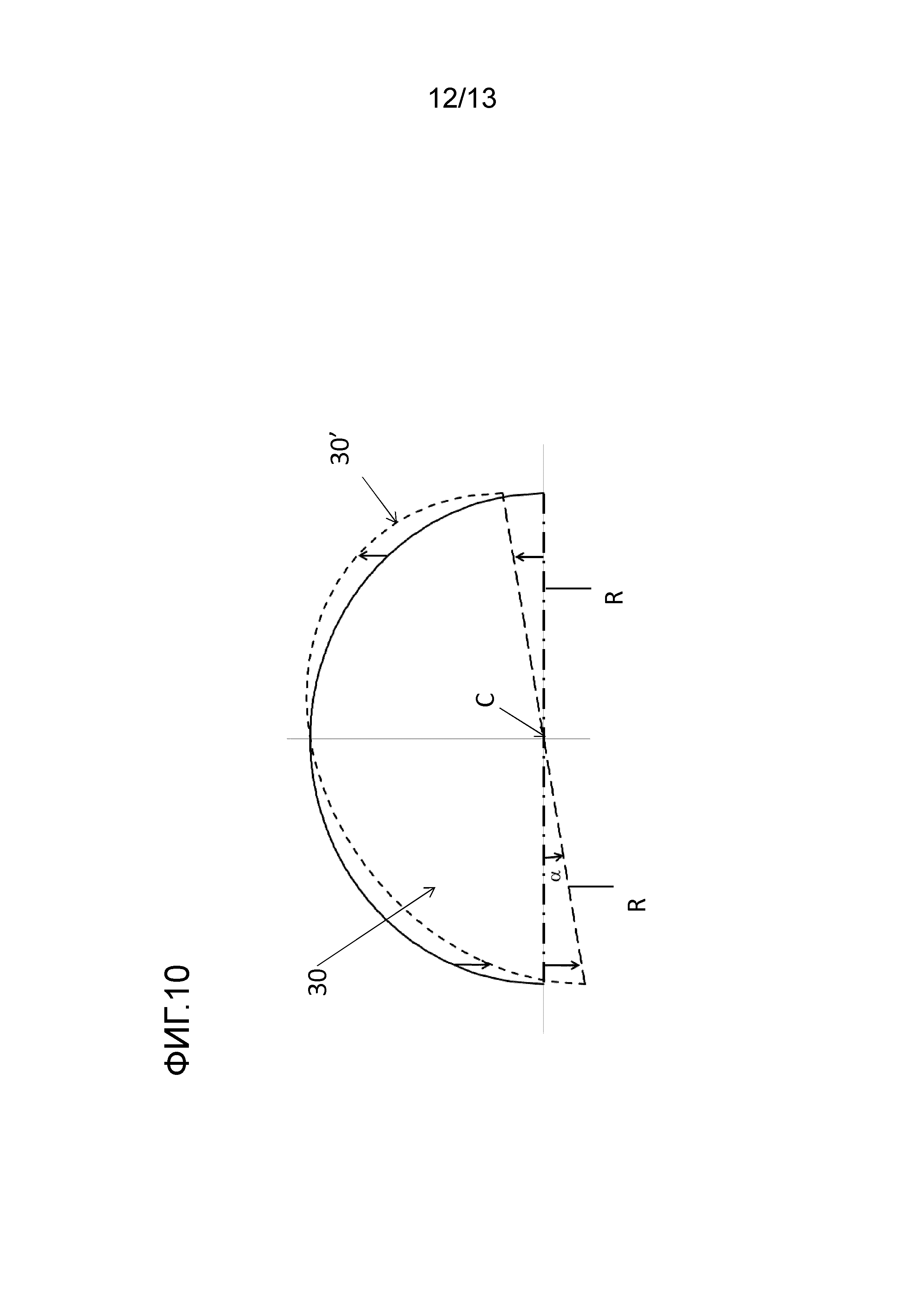
[0017] Фиг. 10 представляет собой частичное поперечное сечение вращаемого режущего элемента, иллюстрирующее вращение его радиуса.
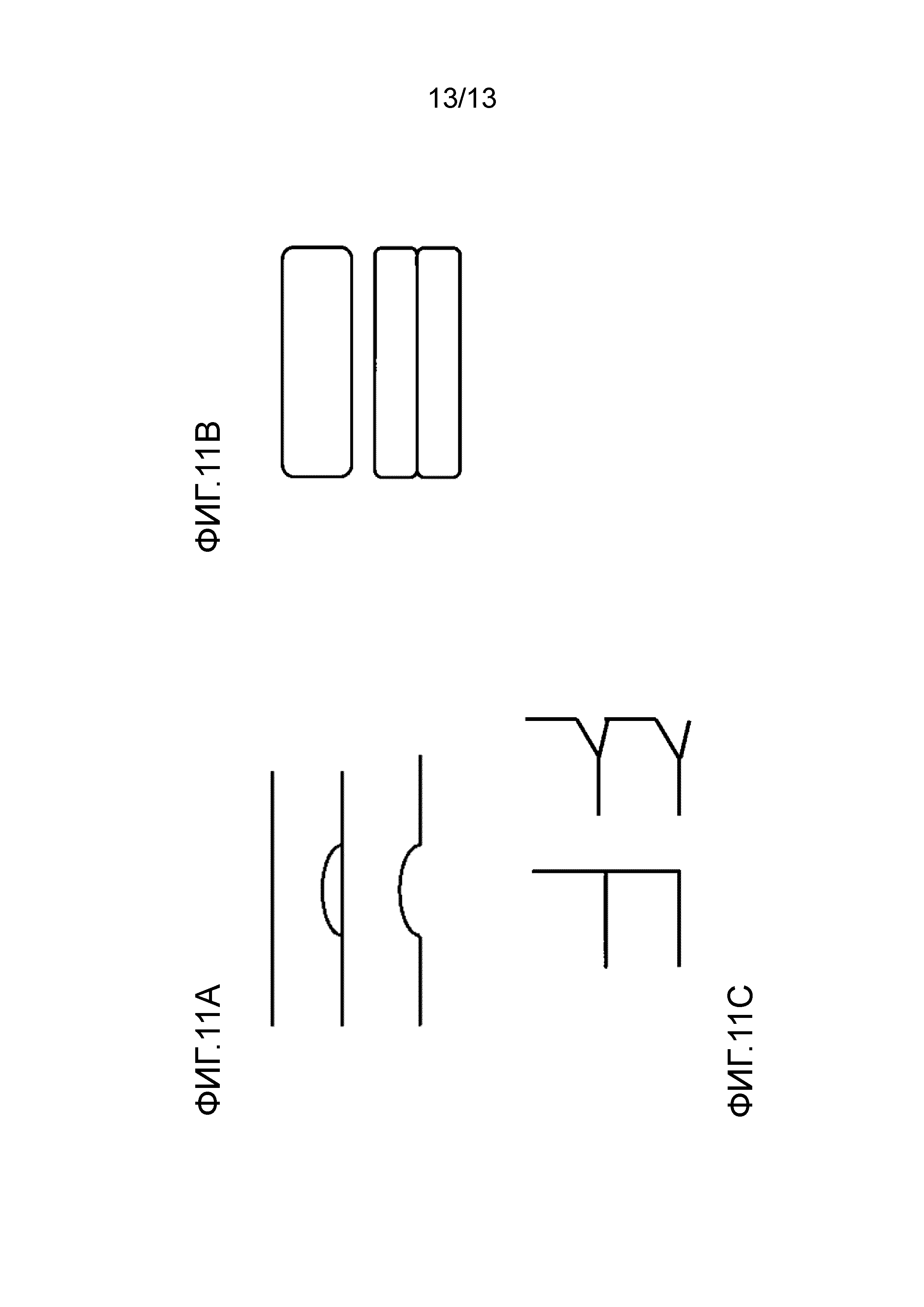
[0018] Фиг. 11A-11C представляют собой образцы разрезов, выполняемых устройством вращаемого режущего элемента настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
[0019] На Фиг. 1 вращающееся режущее устройство 10 для разрезания полотна материала 26 (Фиг. 3) включает в себя режущий блок 12, установленный с возможностью вращения на опоре 14. Режущий блок 12 имеет верхнюю пластину 15, раму 16 и основание 18. Как показано на Фиг. 1 и 2, основание 18 имеет пару противоположных боковых участков 20, каждый из которых включает в себя криволинейный паз 22. Каждый паз 22 принимает соответствующую стойку 24, установленную на опоре 14. Стойки 24 скользят в пазах 22, чтобы позволять режущему блоку 12 поворачиваться вокруг опоры 14, позволяя режущему блоку размещаться в заданной ориентации к направлению F подачи (Фиг. 3) полотна. Следует понимать, что, хотя положение режущего блока 12 может регулироваться относительно опоры 14, направление подачи полотна материала остается перпендикулярным опоре 14.
[0020] На Фиг. 2 вращаемый режущий элемент 30 расположен в режущем блоке 12 и установлен на раму 16 с помощью подшипников 32. Вращаемый режущий элемент 30 может быть винтовым режущим барабаном, т.е. режущее лезвие или нож устанавливается под винтовым углом на барабане. Соответственно только относительно небольшой участок ножа режет материал в один момент времени, когда барабан вращается, создавая прямой разрез. Приводная система (не показана), такая как электрический привод, шестерни, шкивы и ремень или другие виды соединений, взаимодействует с валом 36 (Фиг. 7) вращаемого режущего элемента 30 для его вращения вокруг его продольной оси 38 (Фиг. 7).
[0021] На Фиг. 3 и 4 полотно материала 26 проходит между вращающимся режущим элементом 30 и вращающимся опорным элементом 28, также расположенным в режущем блоке 12. Полотно 26 может быть нетканым материалом, используемым в гигиенических, медицинских и подгузниковых изделиях. Полотно представляет собой непрерывное полотно, которое разрезается на отдельные куски, или от которого удаляется обрезной участок. Когда вращаемый режущий элемент 30 вращается вокруг продольной оси 38, полотно материала подается между ним и опорным элементом 28. Вращение режущего элемента 30 приводит к вращению опорного элемента за счет трения между опорными поверхностями 29 (Фиг. 5) и опорными кольцами 31 (Фиг. 5) вращаемого элемента, и полотно 26 подается через станок. Как показано и как далее здесь будет описано, режущий блок 12 и вращаемый режущий элемент 30 могут быть ориентированы под углом к полотну 26, например предпочтительно от около 0,5° до около 15°. В результате режущий блок 12 может быть ориентирован так, что продольная ось 38 через вращаемый режущий элемент 30 образует заданный угол с направлением подачи полотна 26, как может быть видно относительно опорной точки C (Фиг. 9А-9C).
[0022] На Фиг. 5 вращаемый режущий элемент 30 размещен под опорным элементом 28. Альтернативно, как показано на Фиг. 6, вращаемый режущий элемент 30 может быть размещен над опорным элементом 28. Система 34 нагрузки (Фиг. 1) для приложения силы к режущей кромке может быть системой пневмоцилиндров, системой гидроцилиндров или любой другой эквивалентной механической системой. Хотя показана как толкающая опорный элемент, система нагрузки может действовать на опорный элемент или на вращаемый режущий элемент. Система нагрузки может быть размещена на той же стороне, что и приводной ролик, т.е. в толкающей конфигурации, или на другой противоположной стороне, т.е. в тянущей конфигурации. Следует также понимать, что опорный элемент 28 является свободным во вращении. Он также может быть синхронизирован с режущим элементом с помощью шестерен, шкивов или шаговых электродвигателей.
[0023] Режущий элемент 30 и опорный элемент 28 могут быть выполнены из цементированного карбида для повышенной надежности и износостойкости. Цементированный карбид, как используется здесь, определен как композиция, включающая в себя 70-97 вес. % твердой карбидной фазы и связующую фазу. Карбид вольфрама (WC) представляет собой наиболее распространенную твердую фазу, и кобальт (Co) представляет собой наиболее распространенную связующую фазу. Эти два материала образуют основную структуру цементированного карбида. Следует понимать, что многие другие типы цементированного карбида могут использоваться для вращаемого режущего элемента. Альтернативно, режущий элемент или опорный элемент могут быть выполнены частично или полностью из других материалов, таких как инструментальная сталь, быстрорежущие стали или подобные металлокерамические композитные материалы. Эти материалы могу быть получены с помощью известных металлургических методов или методов порошковой металлургии.
[0024] На Фиг. 2 по меньшей мере одна режущая кромка 40 расположена на вращающемся режущем элементе 30. Как будет обсуждаться далее в настоящем документе, режущая кромка 40 может иметь множество профилей, например, как показано на Фиг. 6, в зависимости от желаемого конечного разреза и может быть образована за одно целое с и продолжается наружу от поверхности ротора. Кромка 40 отшлифована относительно опорных колец 31 и может быть выше или ниже на несколько микрометров или находиться на одной высоте с ними. Этот параметр главным образом зависит от разрезаемых материалов, но она шлифуется так, чтобы не было никакого регулирования, и это значительно увеличивает надежность и достигаемую производительность.
[0025] Как показано на Фиг. 7-8, режущая кромка 40 ориентирована под углом α режущей кромки к продольной оси 38 вращения режущего элемента. Угол α составляет от около 0,5° до около 15°. На Фиг. 9А-9C продольная ось 38 вращения вращаемого режущего элемента 30 ориентирована в противоположном направлении, т.е. повернута в противоположном направлении, относительно направления подачи полотна материала 26 под регулируемым углом β. Как может быть более ясно видно из положения 26ʹ полотна, этот регулируемый противоположный угол β также может составлять от около 0,5° до 15°.
[0026] Если требуется разрез, полностью параллельный направлению полотна, отсутствует изменение ориентации кромки ориентации режущего блока. На Фиг. 9А в этом примере угол α равен углу β для получения прямого разреза. В соответствии с этим примером, если угол α режущей кромки 40 относительно продольной оси 38 предварительно установлен на -5°, то режущий блок может быть повернут вокруг опоры 14 на угол β 5°.
[0027] Если требуется другой тип профиля изделия, т.е. в котором регулируемый угол β больше угла α, положение режущего блока 12 может регулироваться относительно опоры 14, для того чтобы получать другой требуемый угол резания кромки 40. Например, как показано на Фиг. 9B, для того чтобы получать разрез, ориентированный с углом 2° к полотну 26, как показано в виде угла γ, который представляет собой угол между режущей кромкой 40 и линией L, перпендикулярной полотну 26, когда угол α режущей кромки предварительно ориентирован на вращающемся режущем элементе под углом -5°, угол режущего блока должен быть ориентирован в противоположном направлении относительно полотна на регулируемый угол 7°, т.е. на сумму этих двух углов. Таким образом, β=7° дает ориентацию с углом γ 2° против часовой стрелки от линии L.
[0028] на Фиг. 9С в примере, когда требуется иметь ориентацию, посредством которой регулируемой угол β меньше угла α режущей кромки, т.е. разрез ориентирован по часовой стрелке на угол γ -2° к полотну 26, и угол α режущей кромки предварительно ориентирован на вращающемся режущем элементе под углом -5°, угол режущего блока должен быть ориентирован в противоположном направлении относительно полотна на угол β 3 °, т.е. на сумму этих двух углов.
[0029] Следует понимать, что вышеуказанные угловые значения являются примерными, и конкретное значение предварительно заданного угла между режущей кромкой 40 и осью 38 вращения может быть выбрано из любого ряда значений в диапазоне, как обсуждалось выше. Более того, как описано выше, режущий блок 12 может быть повернут либо по часовой стрелке, либо против часовой стрелки, чтобы повлиять на угловые значения.
[0030] Настоящее изобретение дополнительно может быть описано в отношении профиля, который включает радиус R в его элементах. Как показано на Фиг. 10, каждая точка линии окружности перемещается в направлении полотна на положительное или отрицательное, что зависит от положения на каждой стороне оси 38, которая представлена точкой C (также показанной на Фиг. 9А). Когда диаметр, параллельный оси 38 режущего элемента, перемещается на угол α, он создает сдвиг в направлении станка, который зависит от положения вдоль оси режущего элемента. Этот сдвиг, который может быть положительным или отрицательным, используется также для перемещения точек радиуса вертикально, показанных стрелками, на такое же значение, что и диаметр. Таким образом, возможно создавать любой тип профиля, используя этот вид геометрического преобразования.
[0031] Как описано выше, сама кромка на вращающемся высекающем режущем элементе не является прямой: она выполнена с углом от 0,5° до 15°. Режущий блок 12 ориентирован в противоположном направлении с приблизительно таким же углом. Однако следует понимать, что некоторые регулировки возможны, чтобы учитывать параметры процесса. Соответственно, как описано выше, режущий блок 12 может быть повернут вокруг опоры 14 с помощью пазов 22 и стоек 24. Вследствие этого длина кромки не режет везде одновременно, но получающийся разрез на полотне является прямым и перпендикулярным направлению резания. Эта конструкция обеспечивает твердосплавный вращаемый высекающий режущий элемент и его режущий блок, которые выполнены с возможностью получения длинного прямого разреза.
[0032] На Фиг. 11A-11C в зависимости от профиля шлифованной кромки могут быть получены прямые разрезы со скругленными разрезами (Фиг. 11A). Подобным образом это может быть применено к прямоугольным формам с или без общих краев, как показано на Фиг. 11B. Это также может быть полезно для угловых разрезов, или когда имеются длинные края с или без общих краев, как показано на Фиг. 11C.
[0033] Соответственно настоящее изобретение может быть использовано для прямолинейного разрезания двух подгузников или в комбинации с другими элементами профиля нетканых материалов. Также оно может использоваться для разрезания салфеток или тканей для гигиенических и негигиенических областей применения, картона, бумаги, тонких металлических листов, тонких листов пластиковых материалов, армированных или нет подобных композитных материалов.
[0034] Настоящая конструкция исключает необходимость регулировки кромки перед резанием, так как параметры резания получаются при шлифовании режущего элемента. Силы резания уменьшаются, и разрез является гладким и с ограниченным уровнем вибраций. Также значительно увеличивается срок службы опорного элемента.
[0010] Хотя настоящий(е) вариант(ы) выполнения был(и) описан(ы) относительно его(их) конкретных аспектов, многие другие варианты и модификации и другие применения станут очевидными специалисту в области техники. В связи с этим предпочтительно, чтобы настоящий(е) вариант(ы) выполнения был(и) ограничен(ы) не конкретным раскрытием, представленным здесь, а только прилагаемой формулой изобретения.
Бейнитная сталь для компонентов для бурения породы
Способ и устройство для изготовления режущей пластины
Способ и устройство для изготовления заготовки режущей пластины
Устройство для управления процессом вращательной механической обработки с удалением стружки заготовки и режущий инструмент для вращательной механической обработки с удалением стружки
Ударное буровое долото с множеством наборов торцевых режущих вставок
Компоновка быстроразъемного бурового долота с погружным ударником
Инструмент для механической обработки с удалением стружки, а также вставной резец для закрепления пластины и сменная режущая пластина для него
Складывающийся бункер
Инструмент для механической обработки с удалением стружки и удерживающий пластину вставной резец, а также ключ для него
Режущий узел с режущим устройством и способ сборки

