Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА КАЧЕНИЯ С АНТИФРИКЦИОННЫМ ЗАПОЛНИТЕЛЕМ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к технологии изготовления подшипника качения с антифрикционным заполнителем.
Известен способ изготовления подшипника качения с заполнителем АФЗ-3 (Толстов А.Е. Подшипники с твердосмазочным антифрикционным заполнителем АФЗ-3. - Вестник машиностроения. М.: Машиностроение, 1987, №11, с. 23-25), заключающийся в заполнении подшипника качения антифрикционным материалом в пастообразном состоянии, отверждении заполнителя и страгивания с последующий технологической раскруткой.
Недостатком известного технического решения является низкое качество изготовления подшипника качения с заполнителем АФЗ-3 вследствие хрупких трещин и сколов при страгивании подшипника.
Наиболее близким по технической сущности к предлагаемому техническому решению является способ изготовления подшипника качения с антифрикционным заполнителем (Авторское свидетельство СССР №1530849, МПК F16C 19/00, опубл. 23.12.89, бюл. №47), заключающийся в наполнении свободного внутреннего пространства подшипника качения антифрикционным заполнителем в пастообразном состоянии, отверждении антифрикционного заполнителя и страгивании с последующей технологической раскруткой, при этом в процессе изготовления перед наполнением в подшипник качения с каждого торца вводят матрицы с выступами, расположенными в плоскостях, проходящих через ось вращения подшипника и центр симметрии каждого гнезда сепаратора, а после потери заполнителем состояния текучести матрицы выводят из подшипника качения.
Недостатком известного технического решения является недостаточное качество изготовления подшипника качения с антифрикционным заполнителем вследствие адгезионного прилипания антифрикционного заполнителя в процессе отверждения к выступам матрицы, раскрашивание антифрикционного заполнителя в местах выхода выступов матриц, формирующих между его секторами канавки, являющиеся искусственными концентраторами напряжения, которые облегчают процесс страгивания, чем в конечном итоге обеспечивают повышение работоспособности подшипника качения.
Технический результат - повышение качества изготовления и работоспособности подшипника качения с антифрикционным заполнителем.
Указанный технический результат достигается тем, что в способе изготовления подшипника качения с антифрикционным заполнителем, заключающемся в наполнении свободного внутреннего пространства подшипника качения антифрикционным заполнителем в пастообразном состоянии, отверждении антифрикционного заполнителя и страгивании с последующей технологической раскруткой, при этом в процессе изготовления в подшипник качения с каждого торца вводят матрицы с выступами, формирующими концентраторы напряжения в виде канавок между секторами антифрикционного заполнителя, а затем при последующих операциях матрицы выводят из подшипника качения, согласно заявляемому техническому решению матрицы с выступами, формирующими концентраторы напряжения, вводят в подшипник качения после частичного отверждения антифрикционного заполнителя до потери адгезионных свойств, затем выводят матрицы и производят окончательное отверждение антифрикционного заполнителя.
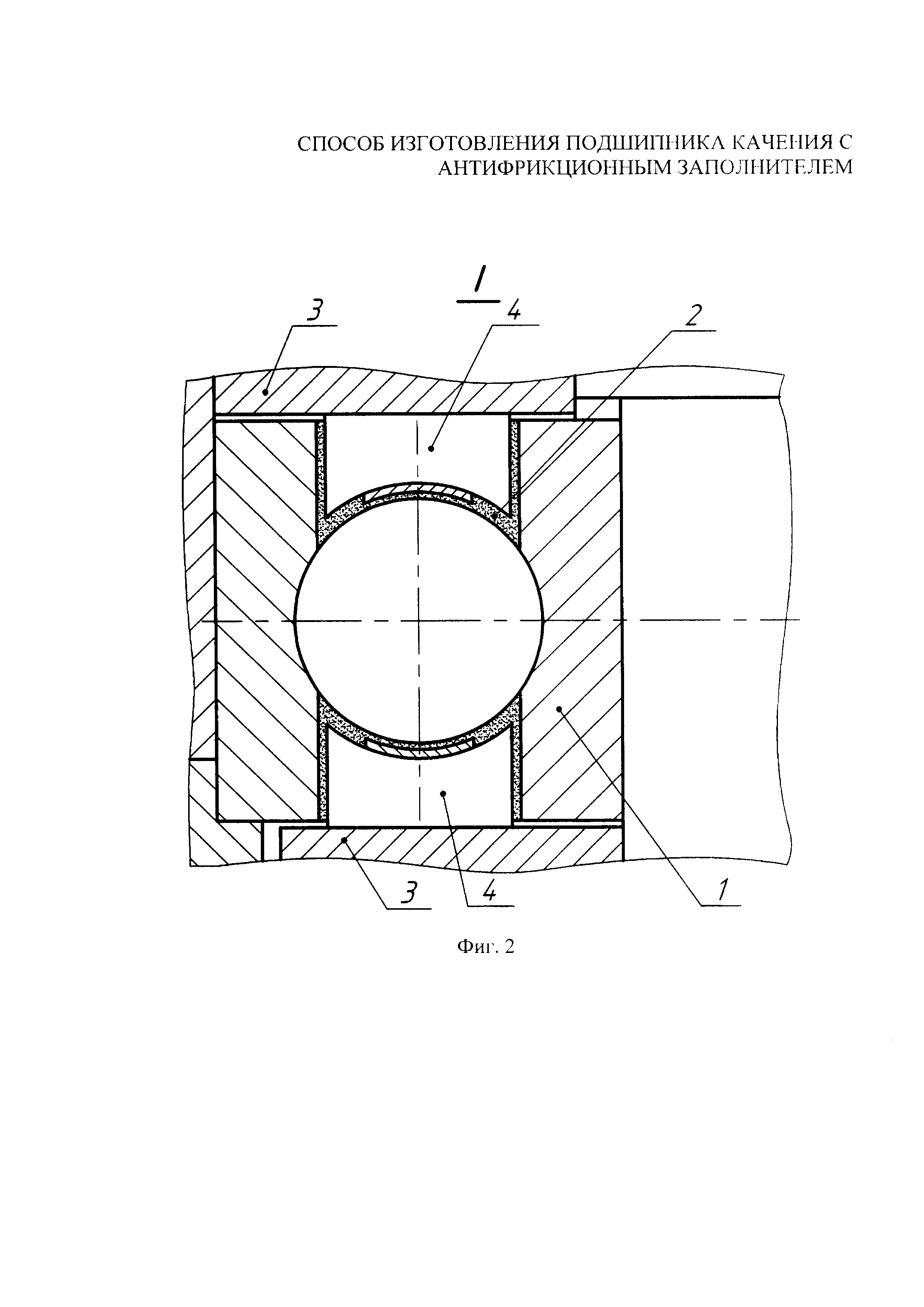
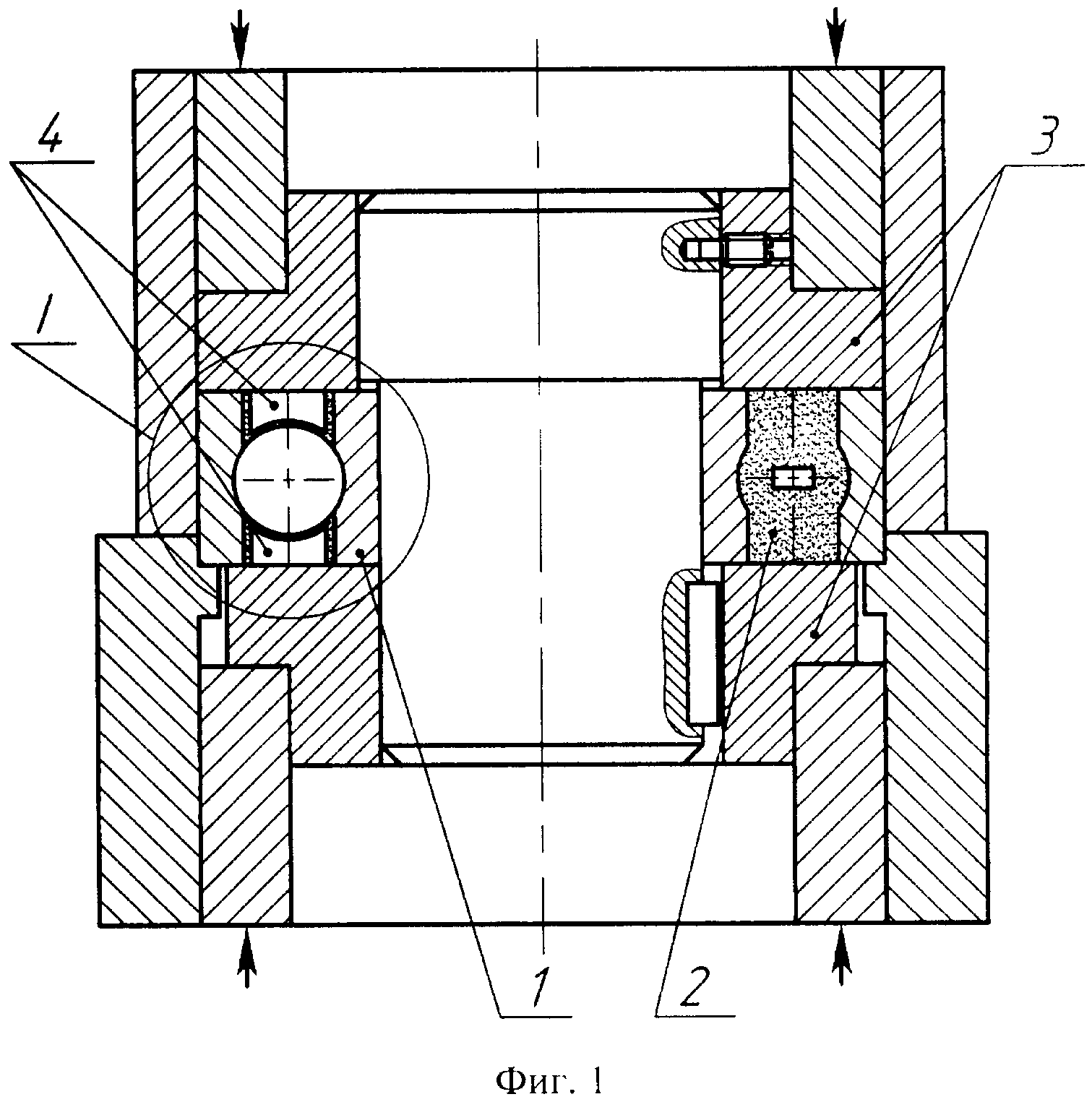
На фиг. 1 показана схема осуществления предлагаемого способа, на фиг. 2 - выносной элемент I на фиг. 1, иллюстрирующий отличительную операцию ввода матриц с выступами после заполнения подшипника и частичного отверждения антифрикционного заполнителя.
Способ осуществляется следующим образом.
Для заданного типоразмера подшипника предварительно изготавливают технологическую оснастку (приспособление для заполнения, матрицы с выступами и т.д.).
Свободное внутреннее пространство подшипника качения 1 наполняют антифрикционным заполнителем 2 в пастообразном состоянии. Используемые в настоящее время для этого графитсодержащие твердосмазочные антифрикционные заполнители на фуриловой основе (АФЗ-3, АФЗ-5) обладают в исходном пастообразном состоянии высокой склонностью к адгезионному прилипанию к сопряженным поверхностям, постепенно уменьшающимся в процессе отверждения (полимеризации) внутри подшипника качения под воздействием высокой температуры.
В определенный момент времени, после частичного отверждения (полимеризации) антифрикционного заполнителя 2 до потери адгезионных свойств, подшипник 1 устанавливают в технологическую оснастку и вводят в него матрицы 3 с выступами 4, формирующими концентраторы напряжения путем выдавливания их между секторами на торцовых поверхностях антифрикционного заполнителя 2.
Затем выводят матрицы 3 и производят окончательное отверждение антифрикционного заполнителя 2, а затем - страгивание с последующей технологической раскруткой подшипника качения.
Таким образом, заявляемый технический результат достигается за счет использования момента времени после частичного отверждения (полимеризации) антифрикционного заполнителя внутри подшипника качения для формирования концентраторов напряжения путем выдавливания их между секторами на торцовых поверхностях антифрикционного заполнителя.
Способ изготовления подшипника качения с антифрикционным заполнителем, заключающийся в наполнении свободного внутреннего пространства подшипника качения антифрикционным заполнителем в пастообразном состоянии, отверждении антифрикционного заполнителя и страгивании с последующей технологической раскруткой, при этом в процессе изготовления в подшипник качения с каждого торца вводят матрицы с выступами, формирующими концентраторы напряжения в виде канавок между секторами антифрикционного заполнителя, а затем при последующих операциях матрицы выводят из подшипника качения, отличающийся тем, что матрицы с выступами, формирующими концентраторы напряжения, вводят в подшипник качения после частичного отверждения антифрикционного заполнителя до потери адгезионных свойств, затем выводят матрицы и производят окончательное отверждение антифрикционного заполнителя.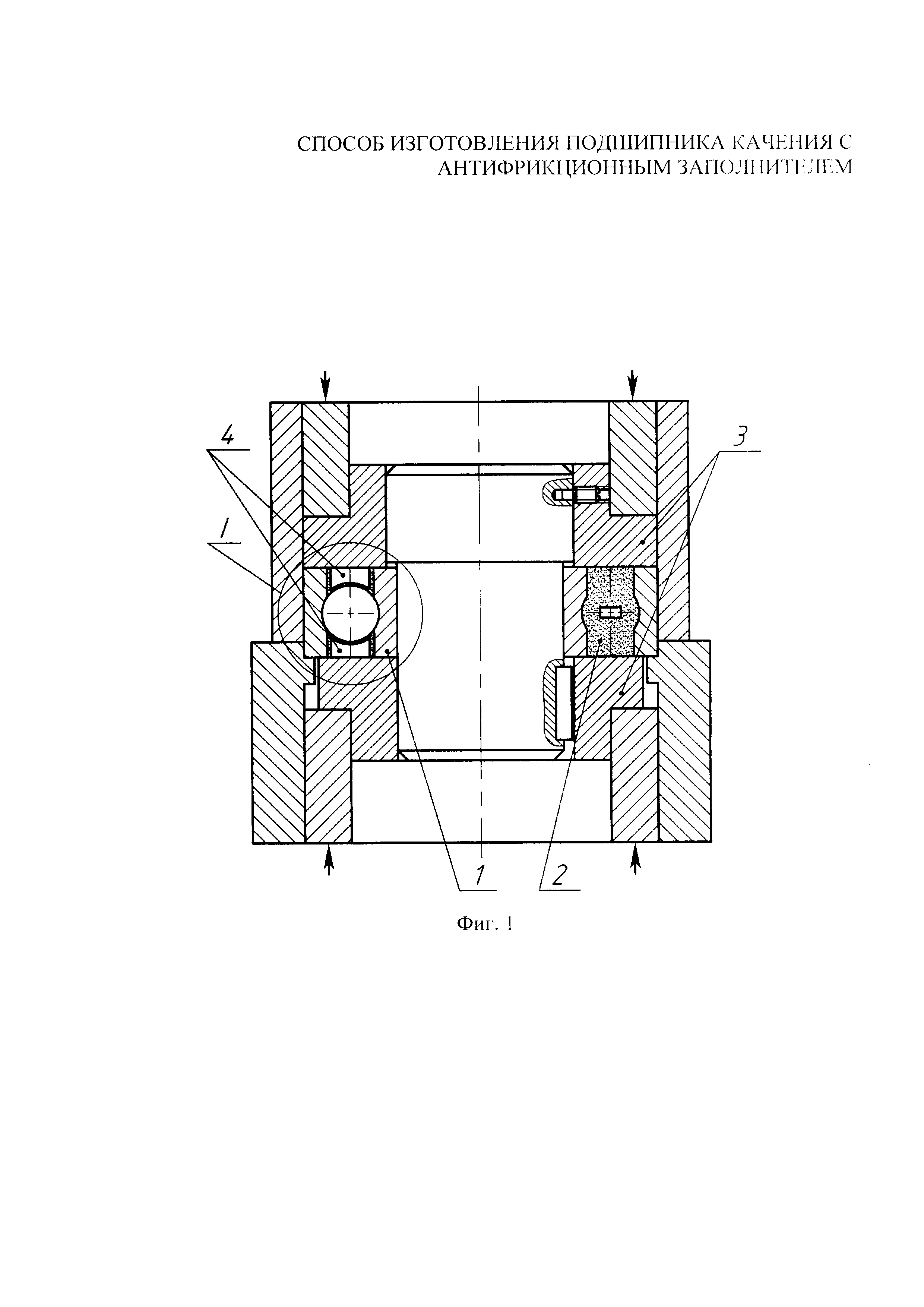
Способ определения количества газового гидрата, формирующегося в природном каменном угле
Система турбокомпрессора двигателя внутреннего сгорания
Способ подготовки угольного пласта к отработке
Буровой инструмент
Способ имитации проявлений горного давления в выработках на моделях из эквивалентных материалов

