Результат интеллектуальной деятельности: Способ коррекции положения резца на металлорежущем станке с ЧПУ
Вид РИД
Изобретение
Изобретение относится к области обработки заготовок на металлорежущих станках с числовым программным управлением и может быть использовано для построения системы автоматического управления процессом формообразования для устранения геометрических погрешностей обрабатываемых заготовок.
Известны способы коррекции кинематической цепи винторезного станка [SU 1380913 А2, 06.02.1986 г.; АС №625909, 30.09.1978]. Недостатками этих способов является то, что авторы учитывают только погрешности ходового винта и шпинделя, не рассматривая факторы, влияющие на точность изготовления изделий, вызванные отклонениями других элементов технологической системы.
Известен способ автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением, который заключается в том, что устанавливает тепловые смещения шпинделя станка в процессе обработки и позволяет вводить коррекции в перемещение рабочих органов станка по управляемым осям координат. При этом для конкретной индивидуальной модели металлорежущего станка с ЧПУ определяют типовые закономерности изменения во времени функций тепловых смещений шпинделя, их вид и параметры по каждой из осей координат и для каждой частоты вращения шпинделя [см. патент №2499658, МПК B23Q 15/18, опубл. 27.11.2013].
Недостатками предлагаемого способа является то, что авторы не учитывают геометрию обрабатываемых деталей, глубину резания, величину отжатий режущего инструмента, износ режущего инструмента и прочие погрешности, которые возникают в процессе обработки заготовки.
Также известно устройство компенсации тепловых и силовых погрешностей токарного станка, относящееся к металлообрабатывающей промышленности и системам автоматического управления, в частности процессам резания металла при механической обработке деталей. Устройство содержит систему коррекции выявленных погрешностей и снабжено программно-аппаратными средствами для автоматической корректировки положения резца в процессе металлообработки. Содержит лазерный датчик перемещения шпинделя в горизонтальной плоскости формообразования посредством фокусировки луча непосредственно на его поверхности. Для измерения перемещения резца под воздействием силовых и тепловых факторов в процессе обработки на нем закреплен отражатель в виде прямоугольной призмы, на которой фокусируется луч второго лазерного датчика. Процессоры лазерных датчиков рассчитывают расстояние до поверхности шпинделя и отражателя, а полученные данные направляются в систему коррекции выявленных интегральных погрешностей СПЧУ станка, где программно-аппаратными средствами производится автоматическая коррекция положения резца в горизонтальной плоскости формообразования. Таким образом, за счет выявленных тепловых и силовых погрешностей обеспечивается точность обработки детали [см. патент №2438830, МПК В23В 25/06, опубл. 10.01.2012].
Недостатком известного устройства является то, что в своей конструкции оно использует два лазерных датчика, один из которых измеряет положение шпинделя в оси X, а второй - положение державки резца в оси Y. Таким образом, не учитываются отклонения шпинделя и державки резца в других осях, а также размерный износ режущей пластины резца.
Наиболее близким к предлагаемому изобретению по технической сущности является выбранное в качестве прототипа устройство для определения жесткости станков, относящееся к станкостроению, в частности к определению жесткости фрезерных сверлильных станков с ЧПУ. Устройство содержит корпус, динамометрический узел, установленный в корпусе и выполненный в виде контактного элемента, и измерительный преобразователь. При вращении шпинделя измерительный преобразователь фиксирует его биение, а при включении одного или нескольких гидроцилиндров, имитирующих усилие при фрезеровании, определяется податливость шпиндельного узла. Включая поочередно один или несколько гидроцилиндров, а также регулируя усилие каждого из них путем изменения давления масла в гидросистеме, можно получить реальную картину зависимости отклонений шпинделя в различных направлениях и при различных нагрузках [см. SU 1426700 А1, МПК В23В 25/06, опубл. 30.09.1988].
Недостатком способа является то, что авторы не учитывают все факторы, влияющие на точность изготовления изделий, вызванные отклонениями всех элементов технологической системы.
Задачей изобретения является обеспечение более полного использования возможностей современного станочного оборудования с числовым программным управлением, расширение его технологических и эксплуатационных возможностей.
Технический результат изобретения выражается в повышении точности металлообработки, повышении качества обработанной поверхности на металлорежущих санках с ЧПУ, продление срока службы оборудования.
Это достигается тем, что в отличие от известного технического решения в предлагаемом способе имитацию нагружения резца силами резания, возникающими при обработке, осуществляют посредством его нагружения гирями, подвешенными через систему независимых блоков на тросах, расположенных в направлении действия продольной и поперечной сил резания, при этом осуществляют перемещение резца в направлении действия продольной силы резания, а отклонения положения резца фиксируют в направлении действия продольной и поперечной сил резания на каждом заданном шаге его перемещения, причем при занесении полученных данных в систему коррекции положения резца учитывают направление его перемещения.
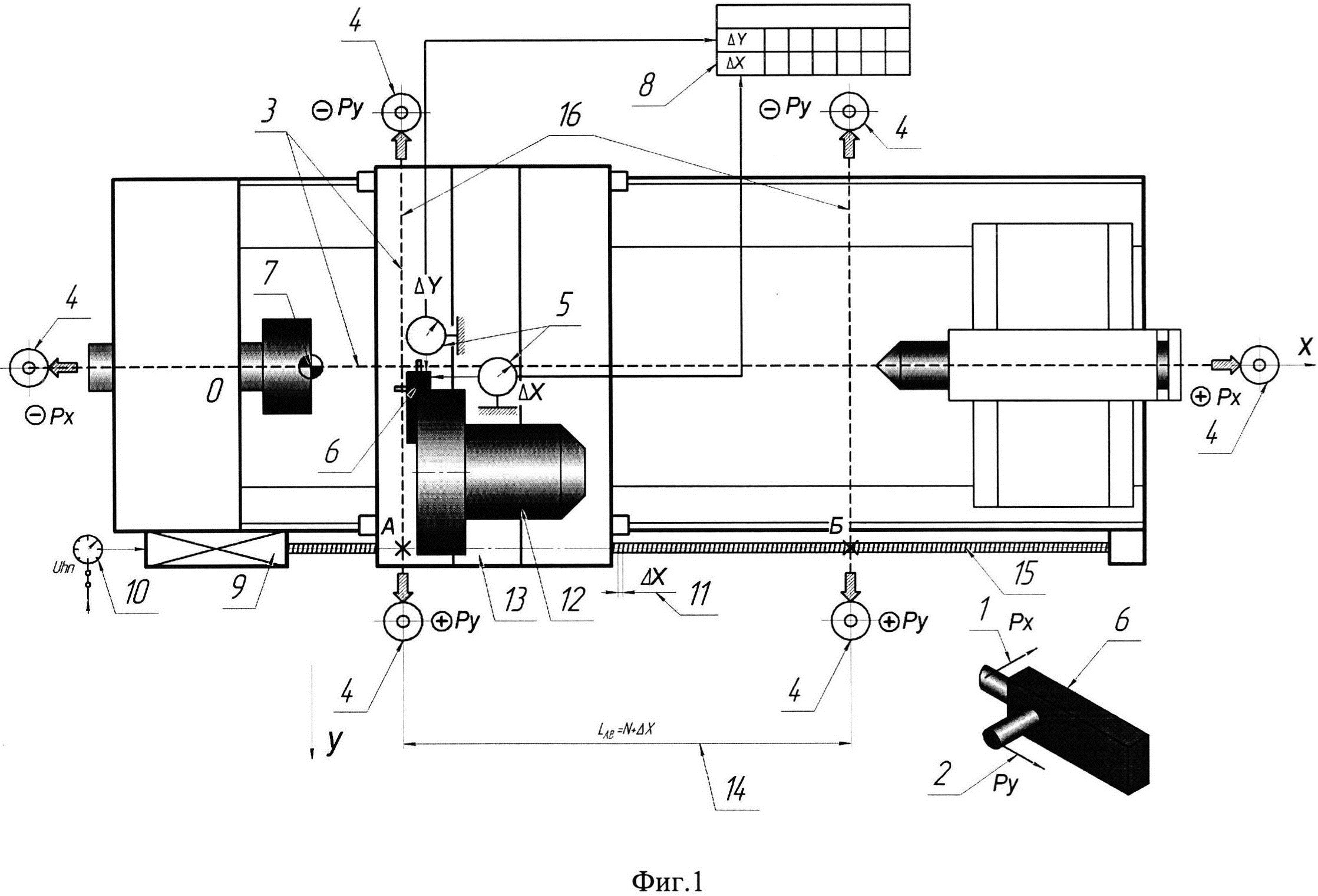
Изобретение поясняется чертежом, где на фиг. 1 представлена схема реализации способа коррекции положения резца на металлорежущем станке с ЧПУ.
Чертеж включает в себя: 1 - силы резания Рх; 2 - силы резания Ру; 3 - тросы; 4 - нагрузка (гири); 5 - индикаторы (ΔХ, ΔY); 6 - режущий инструмент; 7 - система координат станка; 8 - система коррекции положения режущего инструмента; 9 - привод суппорта; 10 - вольтметр цифровой; 11 - шаг регистрирующих координат от А до В; 12 - инструментальная головка; 13 - салазки суппорта; 14 - ход ОХ суппорта; 15 - ходовой винт; 16 - положение суппорта А-Б.
Способ коррекции положения резца на металлорежущем станке с ЧПУ осуществляется за счет эмуляции составляющих силы резания Рх (1) и Ру (2) путем нагружения подвешенными на тросах (3) гирями (4) через систему независимых блоков. Индикаторы (5) фиксируют отклонения режущего инструмента (6), установленного в инструментальной головке (12), которая в свою очередь установлена на салазках суппорта (13), в системе координат станка (7). Перемещение суппорта осуществляется в направлении оси ОХ (14). Полученные данные заносятся в систему коррекции (8) положения режущего инструмента (6) для определения величины необходимой коррекции с учетом направления перемещения режущего инструмента (6) и возникающих при обработке усилий. Измерения производятся на участке ходового винта (15) от точки А до точки Б (16) через шаг (11). Ходовой винт (15) приводится в движение приводом суппорта (9), при этом производится фиксация напряжения посредством цифрового вольтметра (10).
Предлагаемое техническое решение позволяет повысить точность металлообработки и качество обработанной поверхности на металлорежущих станках с числовым программным управлением, за счет коррекций, введенных через специальный набор команд, встроенных в систему ЧПУ, или через возможность ввода данных в системы ЧПУ с открытой архитектурой.
Способ коррекции положения резца на металлорежущем станке с ЧПУ, включающий имитацию нагружения резца силами резания, возникающими при обработке, определение отклонений положения резца в зависимости от возникающей нагрузки, которые фиксируют в системе координат станка посредством установленных на станке индикаторов положения резца, при этом полученные данные заносят в систему коррекции положения резца для расчета величины необходимой коррекции, вводимой в траекторию перемещения резца при обработке, отличающийся тем, что упомянутую имитацию нагружения резца осуществляют посредством его нагружения гирями, подвешенными через систему независимых блоков на тросах, расположенных в направлении действия продольной и поперечной сил резания, при этом осуществляют перемещение резца в направлении действия продольной силы резания, а отклонения положения резца фиксируют в направлении действия продольной и поперечной сил резания на каждом заданном шаге его перемещения, причем при занесении полученных данных в систему коррекции положения резца учитывают направление его перемещения.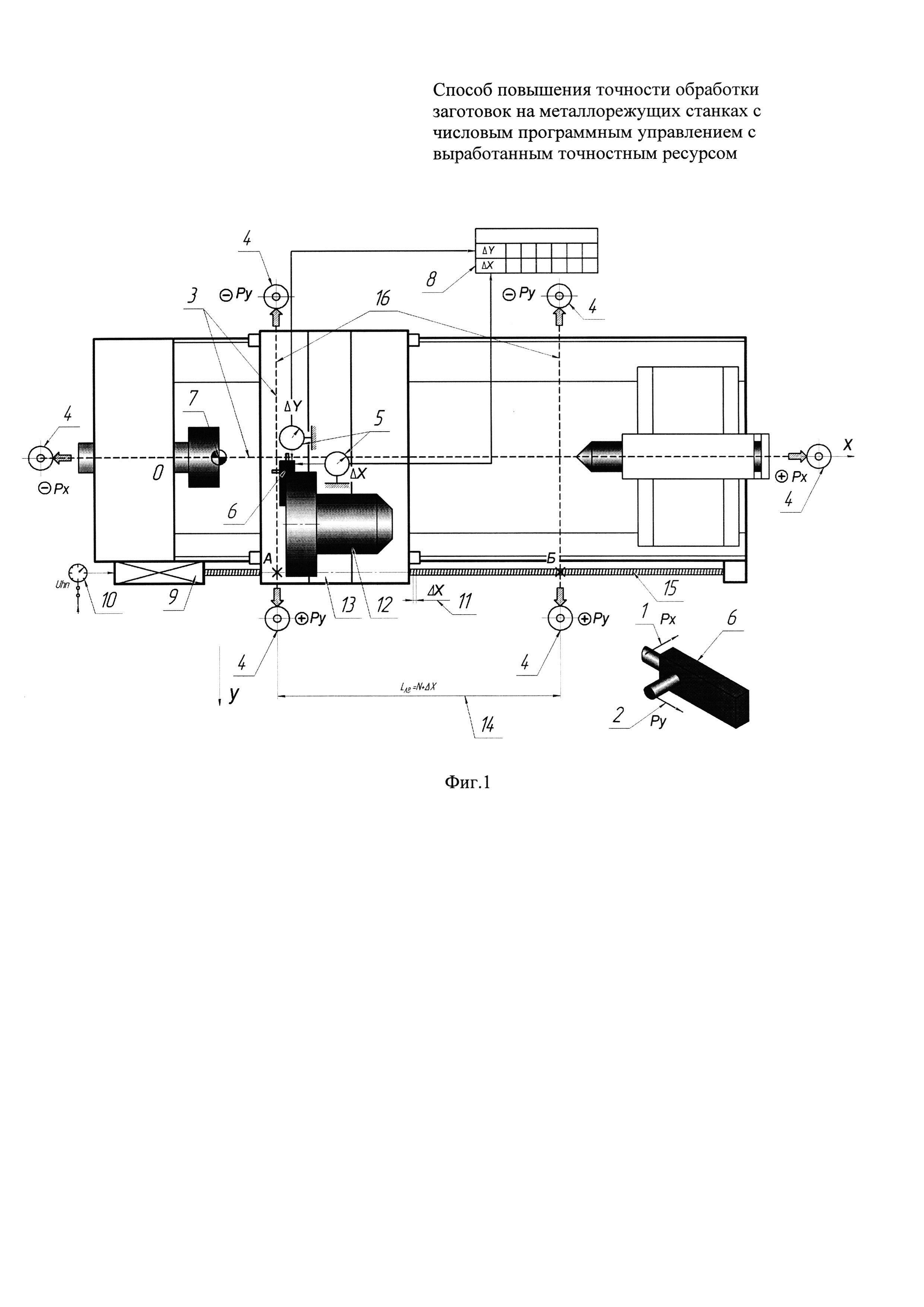
Высокотемпературный сверхпроводящий электромагнитный индукционный двигатель с радиальным зазором
Дилатометр
Способ бетонирования при отрицательных температурах и ферромагнитная примесь для бетона
Дилатометр
Способ аккумуляции холода в пласте
Устройство для регулирования интенсивности прогрева строительных машин
Поршневой насос
Способ идентификации установившегося переменного тока в проводнике с помощью замыкающего геркона
Способ получения воды из воздуха
Ковш для фронтального погрузчика с возможностью перекоса
Устройство для измерения термоэлектродвижущей силы резания при точении

