Результат интеллектуальной деятельности: Листовая картонная заготовка для лотка для упаковывания разных по диаметру бутылок или банок, лоток из этой заготовки (варианты)
Вид РИД
Изобретение
Изобретение относится к картонной таре, а именно к картонным лоткам, выполненным из гофрированного картона или плотного картона, и может быть использовано в качестве транспортной тары, применяемой на линиях автоматической упаковки.
Лотки как упаковочная тара нашли широкое применение на крупных предприятиях для упаковки банок или бутылок на автоматических линиях. На такие линии лоток подается в виде листовых заготовок, затем на часть заготовки, которая представляет собой дно будущего лотка, укладываются подачей захватами сверху партия банок, рассчитанная по количеству на заполнение всей поверхности дна заготовки. А затем заготовка подается на пост, на котором лапками автомата производят отгиб боковых стенок от дна, формирование боковых стенок и закрепление клапанов одних стенок на смежно расположенных боковых стенках. После этого на следующем посту производят наложение термоусадочной пленки (стрейч-пленка) на всю упаковку и ее осаждение под теплом до плотного обтягивания лотка и банок.
Такие лотки представлены на сайтах "Картонные коробки" (http://www.city-pack.ru/types/166-lotki_banki.html), "ПАКМИЛ" (http://packmill.ru/upakovka/) и др. Такой лоток выполняется из листовой заготовки из гофрокартона или плотного бурого картона, которая состоит из прямоугольной формы дна, от которого по линиям перегиба отходят боковые стенки, две из которых, расположенные противоположно по отношению друг к другу выполнены с торцевыми отгибаемыми клапанами. На посту автоматической линии упаковки дно прижато весом банок или бутылок к опорной поверхности, что дает возможность лапкам станка надавливать одновременно на все боковые стенки для их отгиба до положения прижатия к банкам или бутылкам. А затем отгибаются другими лапками торцевые клапана, прижимаются к соседним стенкам и закрепляются клеем или скобами. Процесс прост и на сегодняшний день технологически отработан.
Однако поскольку принцип всех автоматических линий заключается в том, что все движущиеся части манипуляторов отрегулированы на определенные конечные перемещения и не могут в процессе упаковки самоподстраиваться, то приходится для каждого типоразмера банок или бутылок использовать свой лоток, то есть лоток с такими размерами дна, габариты которого точно рассчитаны под размеры партии упаковываемой партии товара. Это приводит к тому, что линия автоматической упаковки без переналадки может упаковывать только один типоразмер банок или бутылок. А при изменении поперечно размера банки или бутылки приходится использовать лоток с другими размерами и переналаживать линию. Эта особенность всех автоматических линий упаковки приводит к необходимости иметь большое количество однотипных по конструкции заготовок из картона, которые совсем незначительно отличаются друг от друга.
Например, наружный диаметр стандартной алюминиевой пивной банки емкостью 0,5 л равен 66,3-66,6 мм (ГОСТ Р 51756-2001 - Банки алюминиевые глубокой вытяжки с легковскрываемыми крышками. Технические условия), а диаметр бутылки пивной янтарного цвета емкостью 0,5 л равен от 64 мм до 79 мм для модели серии SL-8001- SL-8011, или 67 мм для стандартной стеклянной бутылки, или от 58 мм до 71 мм для стеклянных бутылок серии SL-8604- SL-8666 прозрачного цвета. Из приведенных примеров видно, что разница между поперечными размерами стандартных форм емкостей цилиндрической формы, которые упаковываются на автоматических линиях, порой достигает от 1 мм на каждую емкость до 10-11 мм. Если учесть, что в стандартном лотке умещается 24 бутылки (6×4 шт.), то разница в размерах по длине стороны лотка может достигать от 6-8 мм до нескольких сантиметров. Размеры металлической и стеклянной и иной тары в виде емкостей регулируются разными нормативными документами, что определяет широкий диапазон поперечных размеров и необходимость наличия такого же количества типоразмеров одинаковой по конструкции заготовки.
Известна складная картонная коробка, выполненная в форме лотка и образованная из одной заготовки с выполненными в ней линиями перегиба, содержащая две продольные и две образованные снабженными язычками торцовыми клапанами поперечные стенки, отогнутые по соответствующим линиям перегиба, и днище с двумя прорезями по размеру язычков, каждая из продольных и поперечных стенок выполнена разновысокой с возвышающимися у своих концов участками, профиль всех стенок по высоте выполнен переменным, при этом высота возвышающихся участков у концов стенок одинакова, каждый из торцовых клапанов в заготовке выполнен с двумя линиями перегиба и снабжен дополнительным участком, сопрягаемым с днищем, а прорези размещены на расстоянии от торцовых граней днища, равном ширине дополнительного участка торцовых клапанов (RU 22128, B65D 5/20, опубл. 10.03.2002).
Данная конструкция лотка имеет сложную конфигурацию, что делает ее неудобной для использования на автоматических линиях упаковки, это объясняется тем, что боковые стенки выполнены разной высоты и сложной формы, требующей от лапок поджима разных ходов перемещения. Это замедляет процесс упаковки и снижает пропускную способность линии автоматической упаковки.
Для сохранения темпа упаковки необходимо синхронизировать перемещения всех лапок, перегибающих боковые стенки, и привести их к одной величине по длине хода.
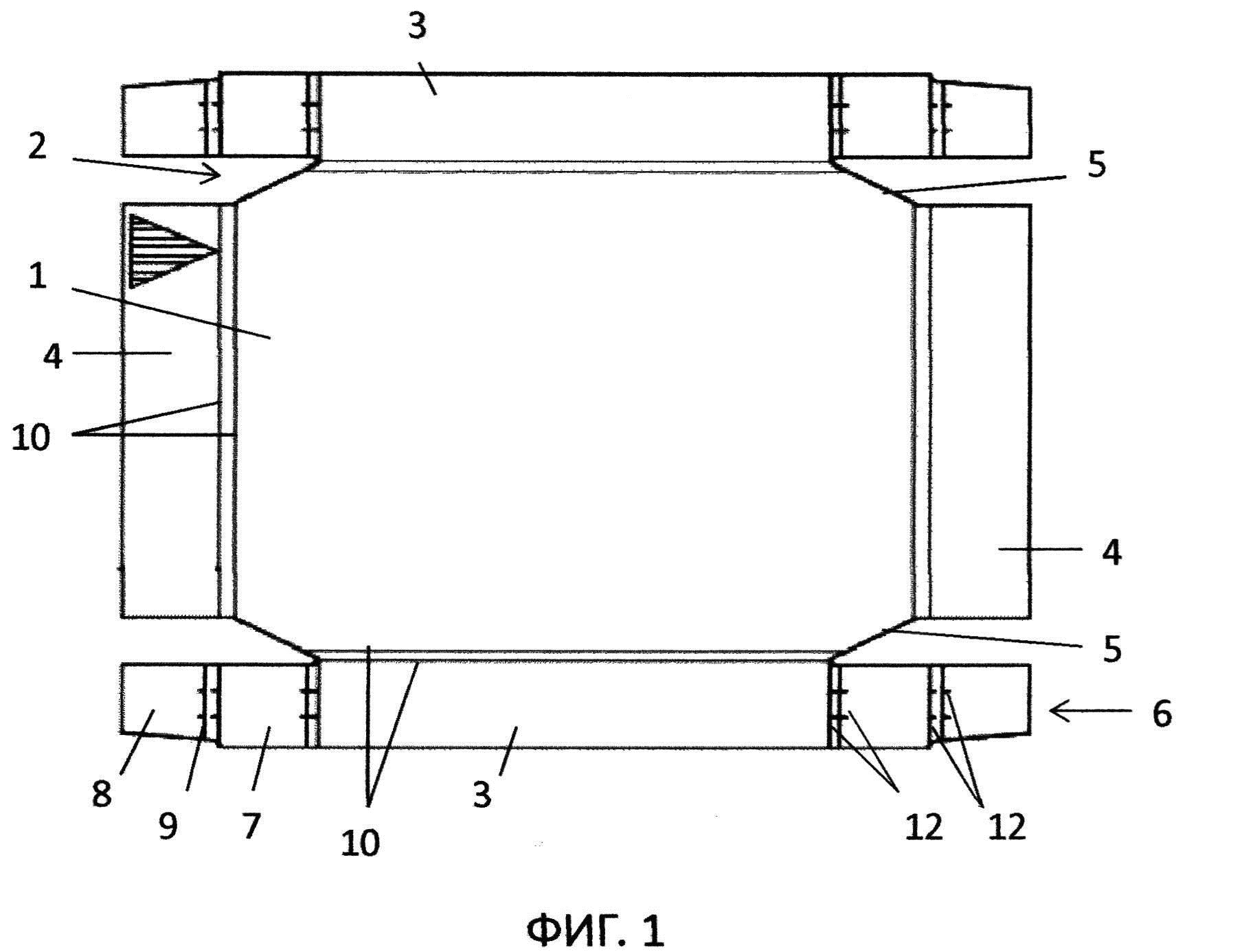
Наиболее близким решением, принятым в качестве прототипа для конструкций лотков, принята конструкция лотка для пивных банок, выполняемая из листовой заготовки из гофрокартона или плотного картона, которая состоит из прямоугольной формы дна, у которого углы скошены с образованием восьмисторонней формы, при этом от дна по линиям перегиба отходят четыре боковые стенки одинаковой высоты, две из которых, расположенные противоположно по отношению друг к другу, выполнены с торцевыми отгибаемыми клапанами, каждый из которых выполнен из двух частей, связанных между собой через линию перегиба, при этом при складывании боковые стенки перегибаются от дна, внутренние части клапанов перегибаются относительно своих боковых стенок и укладываются вдоль скосов в углах дна, а наружные части клапанов перегибаются относительно внутренних и укладываются вдоль смежно расположенных боковых стенок, к которым эти части клапанов приклеиваются или прикрепляются скобами (лоток под пиво, выложенный в разделе "Фирменная упаковка" на сайте "ПАКМИЛ" компании «Пакмил», RU, в сети Интернет в режиме онлайн доступа по адресу: http://packmill.ru/upakovka/, обнаружено в январе 2017 г., см. фиг. 7).
В данном лотке в собранном состоянии угловые зоны не являются прямыми, а представляют собой скошенные стенки, что позволяет плотно упаковывать банки и бутылки именно в угловых зонах. Исключение острых угловых зон также благоприятно влияет на сохранность усадочной термопленки, так как исключены острые углы как элементы прорыва пленки. Но при всем этом лоток имеет один типоразмер и рассчитан под конкретную банку. Этот типоразмер заранее учитывается и размеры дна подбираются под этот типоразмер банок. Соответственно, при смене типа банки или бутылки этот лоток становится непригодным.
Из этого же источника известна листовая картонная заготовка для лотка для упаковывания бутылок или банок, содержащая прямоугольной формы дно, у которого углы скошены, при этом от дна по линиям перегиба отходят четыре боковые стенки одинаковой высоты, две из которых, расположенные противоположно по отношению друг к другу, выполнены с торцевыми клапанами, являющимися продолжением этих стенок по их длине и каждый из которых выполнен из двух частей, связанных между собой через линию перегиба для прикрепления к смежно расположенным боковым стенкам.
Также из этого источника ясен способ изготовления лотка для упаковывания бутылок или банок, заключающийся в том, что в картонной листовой заготовке с прямоугольной формы дном, от которого по линиям перегиба отходят боковые стороны, две из которых, расположенные противоположно по отношению друг к другу, выполнены с выполненными из двух последовательно расположенных частей через линию перегиба торцевыми клапанами в виде продолжений этих стенок по их длине, осуществляют перегиб всех боковых стенок относительно дна, затем отгибают торцевые клапаны от боковых стенок так, что часть клапана, примыкающая к боковой стенке, укладывается вдоль скоса дна, а концевая часть этого клапана укладывается вдоль поверхности смежно расположенной стенки и прикрепляется к ней.
Поэтому известный источник (лоток под пиво, выложенный в разделе "Фирменная упаковка" на сайте "ПАКМИЛ") также используется в качестве прототипа для заявленных способа и листовой заготовки.
Настоящее изобретение направлено на достижение технического результата, заключающегося в обеспечении возможности преобразования выполняемого из листовой заготовки лотка с одного типоразмера упаковываемых банок или бутылок под другой типоразмер за счет изменения площади дна без изменения размеров листовой заготовки.
Указанный технический результат достигается тем, что в листовой картонной заготовке для лотка для упаковывания разных по диаметру бутылок или банок, содержащей прямоугольной формы дно, у которого углы скошены, при этом от дна по линиям перегиба отходят четыре боковые стенки одинаковой высоты, две из которых, расположенные противоположно по отношению друг к другу выполнены с торцевыми клапанами, являющимися продолжением этих стенок по их длине и каждый из которых выполнен из двух частей, связанных между собой через линию перегиба для прикрепления к смежно расположенным боковым стенкам, каждая линия перегиба боковых стенок от дна выполнена в виде двух параллельных отстоящих на расстоянии друг от друга линий бигов, протянутых вдоль боковых стенок от скоса на одной стороне дна до скоса на противоположной стороне дна для образования внешнего и внутреннего контуров перегибов боковых стенок от дна, при этом длина части клапана, примыкающей к боковой стенке, выполнена не менее длины скоса дна на стороне этой боковой стенки, а линии перегиба каждого торцевого клапана относительно боковой стенки и частей этого клапана между собой выполнены в виде двух параллельных отстоящих на расстоянии друг от друга линий бигов.
При этом на части каждого торцевого клапана, связанной с боковой стенкой, могут быть выполнены дополнительные биги, направленные поперек этого клапана для изгиба этой части и придания ей полукруглой формы.
Указанный технический результат достигается тем, что в лотке для упаковывания разных по диаметру бутылок или банок, выполненном из картонной листовой заготовки с прямоугольной формы дном со скошенными углами и отгибаемыми по линиям перегиба боковыми стенками, две из которых, расположенные противоположно по отношению друг к другу, выполнены с выполненными из двух последовательно расположенных частей через линию перегиба торцевыми клапанами в виде продолжений этих стенок по их длине, все линии перегиба выполнены в виде двух параллельных отстоящих на расстоянии друг от друга линий бигов, боковые стенки отогнуты от дна по линиям бига внешнего контура линий перегиба, а концевая часть каждого торцевого клапана отогнута по одной из линий бигов от части этого торцевого клапана, примыкающей к боковой стенке, и уложена вдоль смежной боковой стенки с прикреплением к ней для образования прямых углов у смежно расположенных боковых стенок.
Указанный технический результат достигается тем, что в лотке для упаковывания разных по диаметру бутылок или банок, выполненном из картонной листовой заготовки с прямоугольной формы дном со скошенными углами и отгибаемыми по линиям перегиба боковыми стенками, две из которых, расположенные противоположно по отношению друг к другу, выполнены с выполненными из двух последовательно расположенных частей через линию перегиба торцевыми клапанами в виде продолжений этих стенок по их длине, все линии перегиба выполнены в виде двух параллельных отстоящих на расстоянии друг от друга линий бигов, боковые стенки отогнуты от дна по линиям бига внутреннего контура линий перегиба, часть каждого торцевого клапана, примыкающая к боковой стенке, отогнута от нее по одной из линий бигов и уложена вдоль углового скоса дна, а концевая часть этого торцевого клапана отогнута по одной из линий бигов от части этого клапана, примыкающей к боковой стенке, и уложена вдоль смежной боковой стенки с прикреплением к ней для образования скошенной боковой стенки между смежно расположенными боковыми стенками, которые соединены с дном.
Указанный технический результат достигается тем, что в лотке для упаковывания разных по диаметру бутылок или банок, выполненном из картонной листовой заготовки с прямоугольной формы дном со скошенными углами и отгибаемыми по линиям перегиба боковыми стенками, две из которых, расположенные противоположно по отношению друг к другу, выполнены с выполненными из двух последовательно расположенных частей через линию перегиба торцевыми клапанами в виде продолжений этих стенок по их длине, все линии перегиба выполнены в виде двух параллельных отстоящих на расстоянии друг от друга линий бигов, боковые стенки отогнуты от дна по линиям бига внутреннего контура линий перегиба, на части торцевого клапана, примыкающей к боковой стенке, выполнены дополнительные биги, направленные поперек этого клапана, часть каждого торцевого клапана, примыкающая к боковой стенке, отогнута от нее по одной из линий бигов и дугообразно изогнута вдоль углового скоса дна по линиям дополнительных бигов, а концевая часть этого торцевого клапана отогнута по одной из линий бигов от части клапана, примыкающей к боковой стенке, и уложена вдоль смежной боковой стенки с прикреплением к ней для образования дугообразно изогнутой боковой стенки между смежно расположенными боковыми стенками, которые соединены с дном.
Указанный технический результат также достигается тем, что способ изготовления лотка для упаковывания разных по диаметру бутылок или банок заключается в том, что в картонной листовой заготовке с прямоугольной формы дном, от которого по линиям перегиба отходят боковые стороны, две из которых, расположенные противоположно по отношению друг к другу, выполнены с выполненными из двух последовательно расположенных частей через линию перегиба торцевыми клапанами в виде продолжений этих стенок по их длине, осуществляют для каждых двух противоположно расположенных боковых стенок укорочение их длин в направлении от смежно расположенных боковых стенок навстречу друг другу, затем осуществляют обрезку угловых зон днища для образования скосов между смежно расположенными боковыми стенками, затем все линии перегиба выполняют в виде двух параллельных отстоящих на расстоянии друг от друга линий бигов, а сборку лотка осуществляют путем перегиба каждой части листовой заготовки по одной из двух линий бигов.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером исполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения требуемого технического результата.
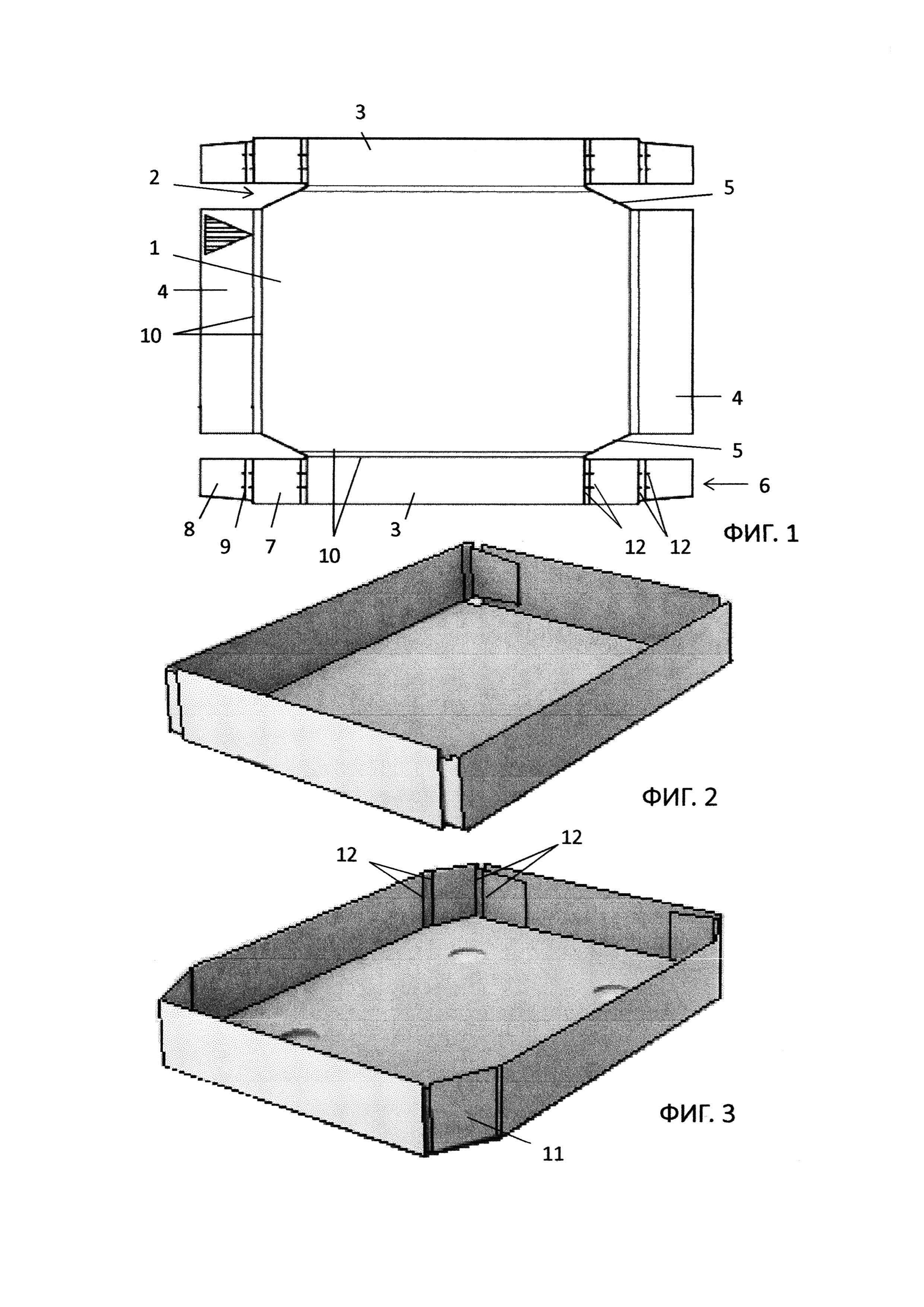
На фиг. 1 - общий вид листовой заготовки для изготовления лотка;
фиг. 2 - первый пример сборки лотка с прямыми углами из заготовки по фиг. 1;
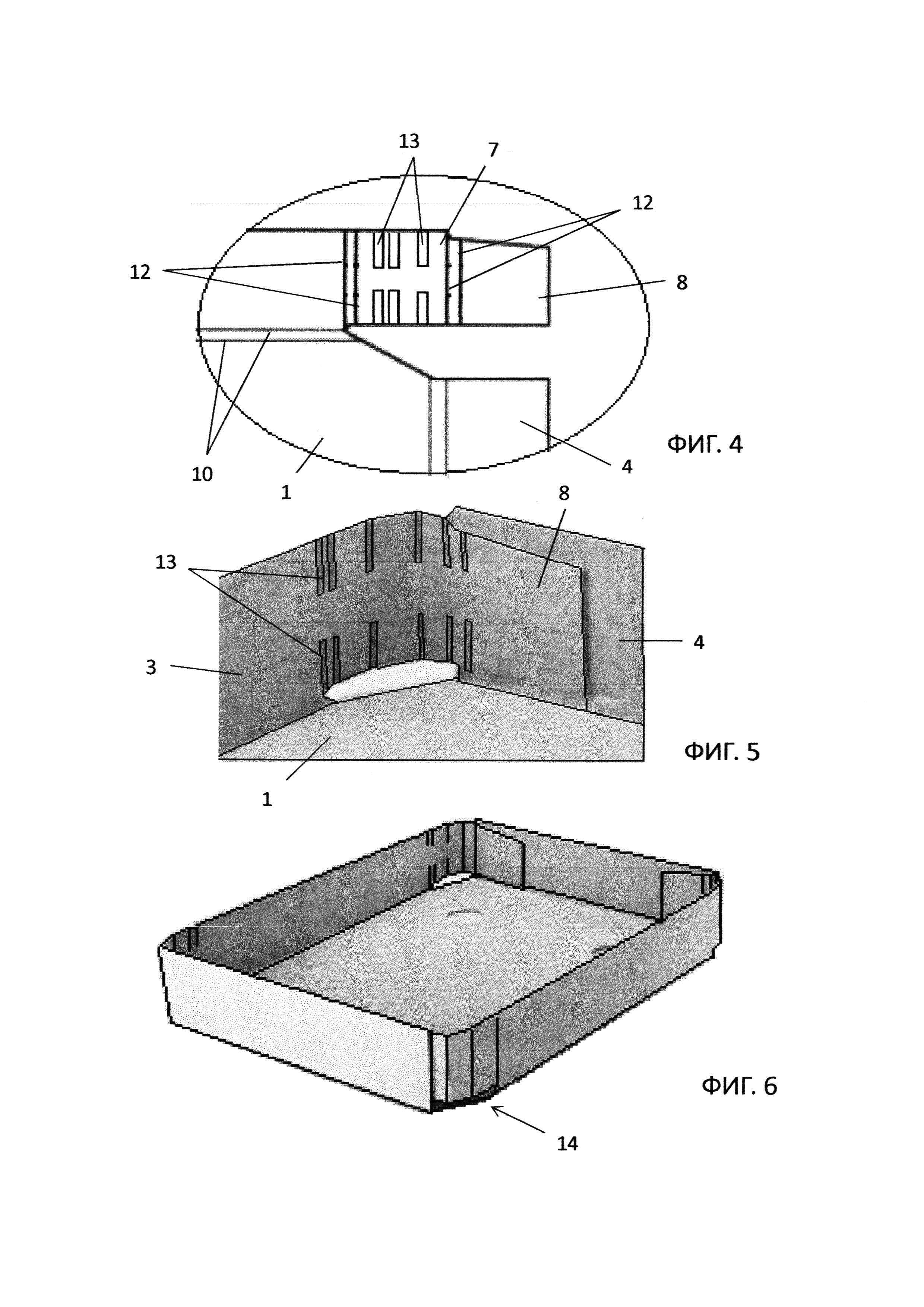
фиг. 3 - второй пример сборки лотка с прямыми углами из заготовки по фиг. 1;
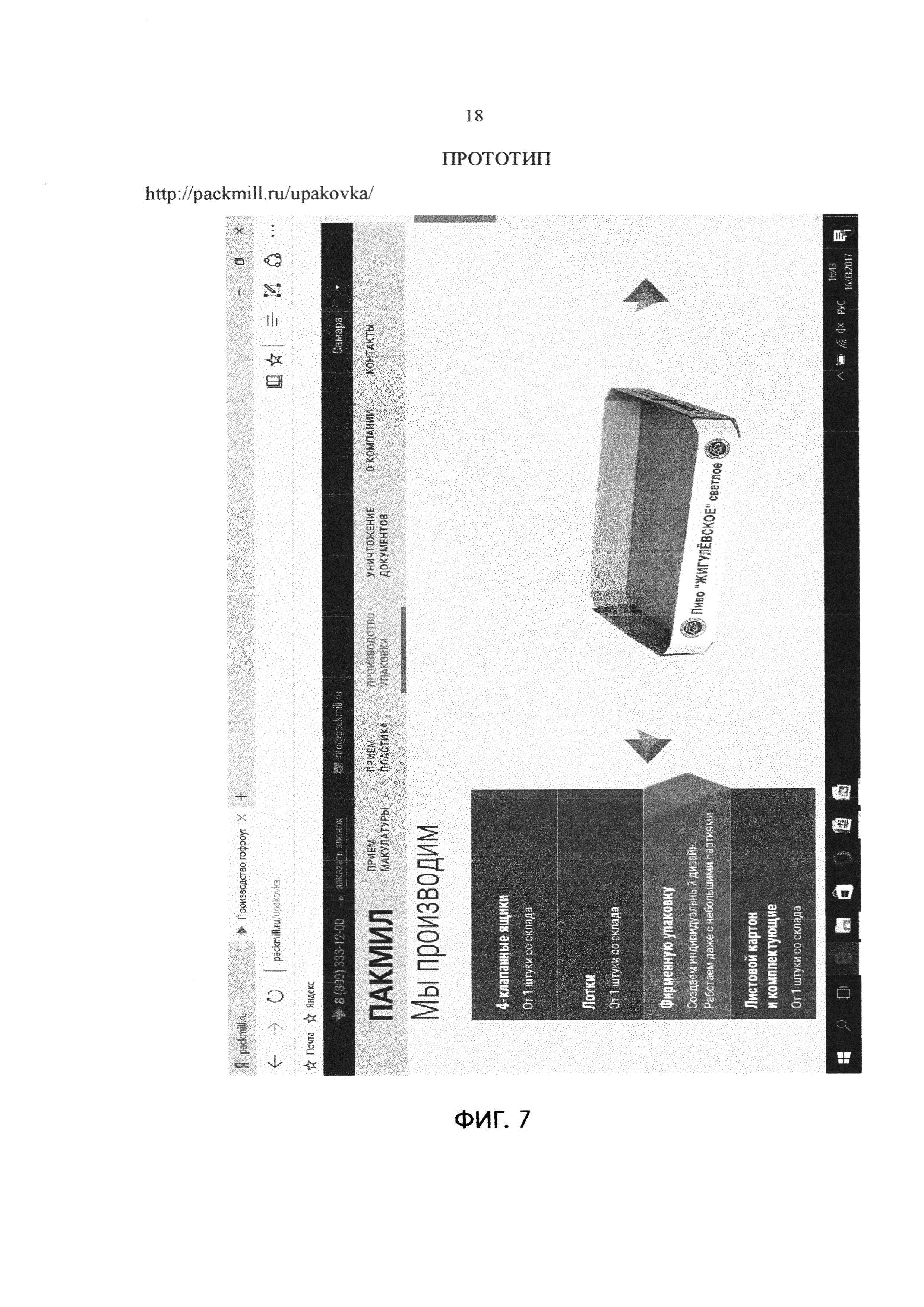
фиг. 4 - фрагмент клапана на листовой заготовке;
фиг. 5 - клапан в сборе, аксонометрическая проекция, фрагмент;
фиг. 6 - третий пример сборки лотка с закругленными углами из заготовки по фиг. 1.
Согласно настоящему изобретению рассматривается конструкция лотка для упаковывания банок или бутылок на линиях автоматической упаковки, обеспечивающая возможность упаковки по крайне мере двух разных по поперечным размерам (диаметрам) емкостей (бутылок иди банок).
Особенность заявляемого лотка в отличие от известных лотков заключается в том, что на лоток нанесены параллельные линии сгиба и при формировании лоток может иметь два разных внутренних размера в зависимости от того, по каким линиям сгиба будет сворачиваться лоток: по внешним или внутренним.
В общем случае, листовая картонная заготовка для создания лотка, в который можно упаковывать разные по диаметру бутылки или банки, содержит прямоугольной формы дно, у которого углы скошены, при этом от дна по линиям перегиба отходят четыре боковые стенки одинаковой высоты. Две боковые стенки, расположенные противоположно по отношению друг к другу, выполнены с торцевыми клапанами, являющимися продолжением этих стенок по их длине. Каждый торцевой клапан выполнен из двух частей, связанных между собой через линию перегиба для прикрепления к смежно расположенным боковым стенкам.
Каждая линия перегиба боковых стенок от дна выполнена в виде двух параллельных отстоящих на расстоянии друг от друга линий бигов, протянутых вдоль боковых стенок от скоса на одной стороне дна до скоса на противоположной стороне дна для образования внешнего и внутреннего контуров перегибов боковых стенок от дна.
Длина части клапана, примыкающая к боковой стенке, выполнена не менее длины скоса дна на стороне этой боковой стенки. Линии перегиба каждого торцевого клапана относительно боковой стенки и частей этого клапана между собой выполнены в виде двух параллельных отстоящих на расстоянии друг от друга линий бигов.
Ниже рассматривается пример исполнения такой листовой заготовки.
Лоток для упаковывания разных по диаметру бутылок или банок выполняется из гофрокартона или картона. Из этого материала вырезается листовая заготовка (фиг. 1), которая включает в себя прямоугольной формы дно 1, у которого углы 2 скошены с образованием восьмисторонней формы в плане. В этом плане четыре стороны 3 и 4 (по две расположенные напротив друг друга) считаются главными, а стороны 5 по скошенным углам - второстепенными. Выполнение углов дна скошенными необходимо для высвобождения пространства угловых зон и использования этого свободного пространства для размещения торцевых клапанов 6, используемых для соединения боковых стенок между собой.
От дна по линиям перегиба отходят четыре боковые стенки 3 и 4 одинаковой высоты, две 3 из которых, расположенные противоположно по отношению друг к другу, выполнены с торцевыми отгибаемыми клапанами 6, каждый из которых выполнен из двух частей 7 и 8 (внутренняя 7 и внешняя 8 части), связанных между собой через линию перегиба 9 для укладки и прикрепления к смежно расположенным боковым стенкам.
Особенностью исполнения листовой заготовки является то, что каждая линия перегиба боковых стенок от дна выполнена в виде двух параллельных отстоящих на расстоянии друг от друга линий бигов 10. Биги 10 вдоль каждой боковой стенки выполнены так, что они начинаются и заканчиваются на участках скошенных углов днища. Таким образом, по периметру дна образовано два контура бигов, обеспечивающих перегиб каждой боковой стенки по одной из линии перегиба. При этом необязательно, что все боковые стенки должны перегибаться только по внешнему или по внутреннему контуру бигов. Такое исполнение позволяет части стенкам перегибаться только по внутреннему, а другим по внешнему контуру бигов. Такое исполнение позволяет искусственно изменять площадь дна, используемую под конкретный типоразмер банок или бутылок. Например, если расстояния между бигами с каждой стороны боковой стенки или дна равно, например, 5 мм, то при использовании внешнего контура бигов лоток увеличивает размер днища на 10 мм, что позволяет использовать этот лоток для емкостей с отличием в диаметре до 1,5-1,6 мм (при укладке банок или бутылок по схеме 6×4). Таким образом, согласно настоящей полезной модели лоток за счет свой трансформации может одновременно использоваться для достаточно широкого ряда цилиндрической формы емкостей, диаметр которых отличается на величину до 2 мм. Это позволяет исключить необходимость в раскрое большого количества заготовок под конкретные размеры емкостей, повысить рентабельность упаковки, снизить себестоимость продукта в упаковке и исключить необходимость в контроле по совпадению размеров заготовок по отношению к размерам упаковываемых емкостей. При этом из-за равенства расстояний между бигами вдоль каждой боковой стенки обеспечивается возможность использования одной и той же автоматической линии упаковки без изменения регулировок по ходам лапок отгиба стенок. Возможно исполнение, при котором расстояния между бигами могут быть неравными, то есть биги у одних противоположно расположенных боковых стенок могут располагаться на расстоянии друг от друга, большем, чем биги у других боковых стенок.
Особенностью заявленного изобретения является то, что, в принципе, для лотка используется новый раскрой стандартной заготовки для обычного лотка с дном и четырьмя стенками (стандартизированная заготовка для лотка 0452 по каталогу FEFCO, 2007 г. - европейский унифицированный каталог тары из гофрокартона). Используя такую стандартизированную по крою листовую заготовку можно реализовать способ изготовления лотка для упаковывания разных по диаметру бутылок или банок.
Этот способ заключается в том, что в картонной листовой заготовке с прямоугольной формы дном, от которого по линиям перегиба отходят боковые стороны, две из которых, расположенные противоположно по отношению друг к другу, выполнены с выполненными из двух последовательно расположенных частей через линию перегиба торцевыми клапанами в виде продолжений этих стенок по их длине, осуществляют для каждых двух противоположно расположенных боковых стенок укорочение их длин в направлении от смежно расположенных боковых стенок навстречу друг другу, затем осуществляют обрезку угловых зон днища для образования скосов между смежно расположенными боковыми стенками, а затем все линии перегиба выполняют в виде двух параллельных отстоящих на расстоянии друг от друга линий бигов, а сборку лотка осуществляют путем перегиба каждой части листовой заготовки по одной из двух линий бигов.
Применение торцевых клапанов 6, состоящих из двух последовательно соединенных через линию перегиба частей 7 и 8, позволяет получить ряд преимуществ, проявляющихся в том, что можно создать серию одинаковых по конструкции, но отличных по размерам дна лотков.
Так, если боковые стенки отогнуты от дна по линиям бига внешнего контура линий перегиба, а концевая часть каждого торцевого клапана отогнута по одной из линий бигов от части этого торцевого клапана, примыкающей к боковой стенке, и уложена вдоль смежной боковой стенки с прикреплением к ней, то можно получить лоток с прямыми углами у смежно расположенных боковых стенок (фиг. 2). При этом в лотке образуются прямые углы, а в угловых зонах днища - сквозные отверстия, которые можно рассматривать как вентиляционные каналы для вентиляции внутреннего пространства лотка с бутылками, закрытого стрейч-пленкой.
Если боковые стенки отогнуты от дна по линиям бига внутреннего контура линий перегиба, часть каждого торцевого клапана, примыкающая к боковой стенке, отогнута от нее по одной из линий бигов и уложена вдоль углового скоса дна, а концевая часть этого торцевого клапана отогнута по одной из линий бигов от части этого клапана, примыкающей к боковой стенке, и уложена вдоль смежной боковой стенки с прикреплением к ней, то можно получить лоток меньшего размера дна, у которого образована скошенная боковая стенка между смежно расположенными боковыми стенками, которые соединены с дном (фиг. 3). Получается лоток со скошенными угловыми стенками.
Как вариант, в лотке перегиб одних стенок может быть произведен по бигам внешнего контура, а перегиб других боковых стенок - по бигам внутреннего контура. Это позволяет варьировать комбинации размерных вариантов днища, подстраивая его под разные размеры упаковываемых емкостей.
Для того чтобы стало возможным изменять форму угловых зон (от прямого угла до скошенной стенки), длина внутренней части торцевого клапана выполняется равной длине скоса угла днища. Только в этом случае эта часть клапана может лечь по длине скоса, образуя скошенную торцевую стенку 11 (фиг. 3).
Учитывая, что при автоматической сборке лотка на линии упаковки возможны допуски по месту расположения заготовки или банок на заготовке и т.д., то все линии перегиба торцевых клапанов относительно боковых стенок и частей торцевых клапанов относительно друг друга предлагается выполнять двойными, то есть в виде двух параллельных отстоящих на расстоянии друг от друга бигов 12. Это позволяет компенсировать в рамках допусков неудачное положение компонентов тары или смещения при сборке лотка. При складывании лотка на линии в зависимости от положения боковых стенок по отношению друг к другу торцевой клапан перегибается по линии того бига, относительно которого может быть выстроено его положение по отношению к стенке, к которой он должен быть прикреплен.
Кроме того, на части каждого торцевого клапана, связанной с боковой стенкой, выполнены дополнительные биги, направленные поперек этого клапана для изгиба этой части и придания ей полукруглой/дугообразной формы. Так, на внутренней части торцевых клапанов могут быть нанесены короткие биги 13, направленные поперек клапана. Эти короткие биги располагаются на расстоянии друг от друга, что позволяет при сборке лотка получать закругленный угол 14, как это показано на фиг. 4-6. В этом случае боковая часть стенок в зоне скошенного угла дна приобретает закругленность, то есть возможность плотного примыкания к форме расположенной в углу дна банки. В принципе, такие короткие биги, используемые для придания клапану округлости, могут быть и на наружной части. Длина части клапана, примыкающая к боковой стенке, может быть выполнена по длине несколько больше длины скоса (для большей выраженности закругленности).
Таким образом, если часть каждого торцевого клапана, примыкающая к боковой стенке, отогнута от нее по одной из линий бигов и дугообразно изогнута вдоль углового скоса дна по линиям дополнительных бигов, а концевая часть этого торцевого клапана отогнута по одной из линий бигов от части клапана, примыкающей к боковой стенке, и уложена вдоль смежной боковой стенки с прикреплением к ней, то можно получить лоток дугообразно изогнутыми боковыми стенками между смежно расположенными боковыми стенками, которые соединены с дном (фиг. 5 и 6).
Настоящее изобретение промышленно применимо и может быть изготовлено с применением известных технологий высечки листовых заготовок из картона или гофрокартона. Изобретение позволяет обеспечить возможность преобразования выполняемого из листовой заготовки лотка с одного типоразмера упаковываемых банок или бутылок под другой типоразмер за счет изменения площади дна без изменения размеров листовой заготовки. То есть изобретение позволяет сильно сократить ассортимент листовых заготовок, используемых под отличающиеся по диаметру банки или бутылки, и использовать одну заготовку, позволяющую за счет двойных линий перегибов получать днищевое пространство различных площадей, соотносимых с достаточно большим разбросом в диаметрах банок или бутылок разных типоразмеров. При этом такая конструкция листовой заготовки требует одной наладки линии, то есть выставления определенных ходов лапок перегиба боковых стенок. При изменении поперечного размера банки не требуется переналадки ходов лапок. Это объясняется тем, что лапки перемещаются при перегибе боковых стенок до расположения этих стенок упирающимися в банки или бутылки. Разница в поперечном размере банки или бутылки до 1-1,5 мм компенсируется допусками на ходы лапок, то есть лапки прекращают перемещение при появлении сопротивления выше заданного. Эта особенность использована в качестве конструктивного решения при выборе расстояний между двойными бигами.
Упаковка
Лоток (варианты)
Обечайка для упаковки яиц в бугорчатой прокладке и упаковка для яиц с такой обечайкой
Дисплей для выкладки товаров (варианты)
Упаковка и колонна из этих упаковок
Упаковка (варианты) и колонна из этих упаковок
Упаковка
Лоток (варианты)
Упаковка и листовая заготовка для упаковки
Складная коробка
Дисплей для выкладки товаров (варианты)
Короб для выкладки товара на полку

