Результат интеллектуальной деятельности: УПАКОВОЧНЫЙ ЛАМИНИРОВАННЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ИЗГОТОВЛЕННЫЙ ИЗ УПАКОВОЧНОГО ЛАМИНИРОВАННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники
Изобретение относится к способу изготовления упаковочного ламинированного материала, содержащего бумажный или картонный слой и слой, служащий в качестве газобарьера, причем указанные слои прикреплены друг к другу ламинирующим слоем; при этом полотно материала с газобарьерными свойствами сводят вместе с бумажным или картонным полотном; и полотна, сведенные вместе, направляют через зазор между двумя смежными вращаемыми цилиндрами и в это же время между полотнами наносят ламинирующий материал для постоянного скрепления полотен друг с другом.
Изобретение также относится к упаковочному ламинированному материалу, содержащему бумажный или картонный слой и слой, служащий в качестве газобарьера, где эти слои прикреплены друг к другу ламинирующим слоем.
Кроме того, изобретение относится к упаковочному контейнеру для пищевых продуктов, изготовленному посредством сгибания упаковочного ламинированного материала.
Уровень техники
Известный упаковочный ламинированный материал типа, описанного выше, обычно содержит бумажный или картонный слой и наружные, непроницаемые для жидкости покрытия из полиэтилена (ПЭ), предпочтительно - из полиэтилена низкой плотности (ПЭНП). Для придания упаковочному ламинированному материалу газобарьерных свойств, в частности, по кислороду упаковочный ламинированный материал дополнительно содержит по меньшей мере один дополнительный слой материала, с помощью которого обеспечивают такие газобарьерные свойства и который прикреплен к бумажному или картонному слою ламинирующим слоем, предпочтительно - полиэтилена низкой плотности (ПЭНП). Примерами материалов для изготовления дополнительного слоя такого типа могут служить слой или пленка, содержащие полимер с присущими ему газобарьерными свойствами, например coполимер этилена и винилового спирта (ЭВС) или полиамид (ПА); или предварительно изготовленная пленка, покрытая слоем пленки в жидком состоянии, или осажденной под вакуумом, или осажденной в парообразном состоянии, обладающей соответствующими газобарьерными свойствами, препятствующими не только проникновению газов, но также ароматических веществ и водяного пара. Общим примером предварительно изготовленных пленок с покрытием такого типа являются ориентированные пленки из сложного полиэфира, например, полиэтилентерефталата (ПЭТФ) или полипропилена (ПП), с металлизированным слоем или слоем, покрытым посредством плазменного осаждения пара. Обычно используют алюминиевую фольгу, которая, помимо того что она обладает очень хорошими барьерными свойствами против газов, в частности кислорода, также обладает благоприятным свойством, заключающимся в обеспечении возможности запечатывания свариванием упаковочного ламинированного материала посредством индукционного запечатывания, являющегося быстрым, простым и эффективным способом запечатывания свариванием.
Известный упаковочный ламинированный материал обычно изготавливают из бумажного или картонного полотна, которое сматывают с рулона, и в это же время сматывают алюминиевое полотно с соответствующего рулона. Два сматываемых полотна сводят вместе и оба направляют через зазор между двумя смежными вращаемыми цилиндрами и в это же время ламинирующий материал, обычно - полиэтилен низкой плотности (ПЭНП), наносят между полотнами для постоянного прикрепления алюминиевого полотна к бумажному или картонному полотну. Затем бумажное или картонное полотно обеспечивают на обеих сторонах непроницаемыми для жидкости покрытиями из полиэтилена, обычно - из полиэтилена низкой плотности (ПЭНП), после чего готовый упаковочный ламинированный материал наматывают в рулоны для последующей транспортировки и переработки.
Из упаковочного ламинированного материала изготавливают упаковочные контейнеры со стабильными размерами одноразового использования с помощью высокоэффективных фасовочных машин такого типа, на которых формируют, заполняют и запечатывают готовые упаковки из полотна или из предварительно изготовленных заготовок из упаковочного ламинированного материала.
Например, из полотна упаковочного ламинированного материала изготавливают упаковочные контейнеры посредством использования процесса, в котором полотно сначала сворачивают в трубку посредством постоянного соединения друг с другом обоих продольных краев полотна в виде шва внахлест посредством сплавления вместе обращенных друг к другу пластиковых слоев полотна. Трубку заполняют пищевым продуктом, о котором идет речь, например молоком или соком, и делят на смежные подушкообразные упаковочные емкости посредством выполнения повторяемых операций прессования и запечатывания свариванием трубки в поперечном направлении относительно продольного направления трубки, ниже уровня продукта в трубке. Подушкообразные упаковочные емкости отделяют друг от друга посредством разрезания поперечных запечатанных зон, и им придают окончательную требуемую геометрическую форму, обычно - форму, подобную кирпичу, посредством по меньшей мере одной дополнительной операции формирования и запечатывания свариванием.
Использование упаковочного ламинированного материала известного типа обеспечивает возможность изготовления упаковочных контейнеров со стабильными размерами, совместимых с продуктом и дружественных по отношению к покупателю, и содержащих чувствительный к кислороду жидкий пищевой продукт, например, молоко, сок, вино и кулинарное масло, но тем не менее ассоциирующихся с недостатками с точки зрения отношения к окружающей среде, а также технологии обработки.
Например, полиэтилен низкой плотности (ПЭНП), используемый для прикрепления алюминиевой фольги к бумажному или картонному слою, является неполярным полимером, который не обладает достаточным количеством естественных мест крепления для прикрепления к соответствующим местам крепления на поверхности алюминиевой фольги. Таким образом, согласно известному способу функциональные места крепления должны быть созданы искусственно. На практике это осуществляют посредством процесса, в котором полиэтилен низкой плотности (ПЭНП) наносят между бумажным или картонным полотном и алюминиевым полотном посредством экструзии при более высокой температуре (в этом случае - при температуре приблизительно составляющей 330°C), чем температура (приблизительно 300°C), которую обычно используют для экструзии покрытия из полиэтилена низкой плотности, и в это же время добавляют oзон для инициирования реакции окисления и образования полярных групп, включающих свободные группы карбоновой кислоты, посредством которых полиэтилен низкой плотности (ПЭНП) может прикрепляться к активным местам крепления на поверхности алюминиевой фольги. Экструзия при повышенной температуре (приблизительно 330°C) ведет к повышенному потреблению энергии и, следовательно, к повышенному выделению в окружающую среду вредных парниковых газов («следов углерода»).
Экструзия полиэтилена низкой плотности (ПЭНП) при повышенной температуре (приблизительно 330°C), как в известном способе, вызывает реакции разложения молекул полиэтилена посредством разрыва цепи и реакции образования поперечных связей. После того, как эти реакции реально начались, они могут развиваться до такой степени, что требуемая способность полимера поддержания постоянной прочности скрепления между алюминиевой фольгой и бумажным или картонным слоем теряется, и механическая прочность, таким образом, также теряется.
Oзон, который обычно используют в качестве вещества для активации окисления и сцепления, сам является газом, вредным для здоровья и для окружающей среды, и с ним следует обращаться с большой осторожностью для предотвращения утечки газа.
Таким образом, существует потребность в создании упаковочного ламинированного материала упомянутого в вводной части типа, без проблем и недостатков, ассоциирующихся с известной технологией, описанной выше.
Таким образом, задачей изобретения является создание упаковочного ламинированного материала, отвечающего этим требованиям.
Другой задачей является создание способа такого типа, который описан в вводной части, но который, в противоположность известному способу, можно осуществлять без необязательного чрезмерного потребления энергии и без использования веществ, вредных для здоровья и для окружающей среды, для достижения и поддержания постоянного функционального скрепления между газобарьерным слоем и бумажным или картонным слоем упаковочного ламинированного материала.
Дополнительной задачей является создание упаковочного ламинированного материала для изготовления упаковочного контейнера для чувствительного к кислороду жидкого пищевого продукта, изготавливаемого посредством сгибания и запечатывания свариванием упаковочного ламинированного материала.
Еще одной задачей является создание упаковочного контейнера, который можно использовать для хранения чувствительного к кислороду жидкого пищевого продукта и который можно изготавливать посредством сгибания и запечатывания свариванием упаковочного ламинированного материала.
Сущность изобретения
Согласно одному аспект изобретения создан способ изготовления упаковочного ламинированного материала, содержащего: бумажный или картонный слой и слой, служащий в качестве газобарьера, где последний прикрепляют к бумажному или картонному слою с помощью ламинирующего слоя, и согласно этому способу полотно материала с газобарьерными свойствами в частности, кислорода, сводят вместе с бумажным или картонным полотном; и полотна, сведенные вместе, направляют через зазор между двумя смежными вращаемыми цилиндрами, и в это же время между полотнами наносят ламинирующий материал для постоянного скрепления полотен друг с другом. Способ отличается тем, что ламинирующий материал содержит центральный полимерный слой, который, на одной поверхности содержит первый наружный слой из первого адгезивного полимера со способностью прикрепления к бумажному или картонному полотну, а на его другой поверхности содержит второй наружный слой из второго адгезивного полимера со способностью прикрепления к полотну материала, служащего в качестве газобарьера; и тем, что ламинирующий материал наносят с его первым слоем адгезивного полимера в контакте с бумажным или картонным полотном, и с его вторым слоем адгезивного полимера - в контакте с полотном материала, служащего в качестве газобарьера.
Факт того, что в способе по изобретению ламинирующий материал, служащий в качестве ламинирующего слоя, содержит наружные слои адгезивных полимеров, которые с самого начала содержат активные места прикрепления к их соответствующим смежным полотнам, нет потребности в каких-либо дополнительных мерах или добавках для достижения требуемого скрепления между этими слоями. Способ по изобретению можно, таким образом, осуществлять без применения повышенной температуры и чрезмерного потребления энергии при использовании ламинирующего материала, и без использования способов или веществ, вредных для здоровья и для окружающей среды, например, обработки озоном.
Ламинирующий материал, служащий в качестве ламинирующего слоя, наносят посредством использования процесса экструзии, применяя имеющееся на рынке экструзионное оборудование, с помощью которого слои, включаемые в ламинирующий слой, экструдируют вместе друг с другом посредством коэкструзии. Применение способа по изобретению также обеспечивает возможность улучшения механических свойств упаковочного ламинированного материала, посредством использования ламинирующего материала в центральном слое с более высокой механической прочностью, по различным аспектам, и для оптимизации их относительно толщины (поверхностной плотности) слоев материалов, включенных в ламинирующий материал. Тонкие слои полимеров, например, имеющие удельный вес 2-6 г/м2, 2-5 г/м2, 3-4 г/м2, могут быть получены только при использовании устойчивого способа формирования покрытия, при котором расплавленные слои экструдируют вместе, а не в виде отдельно экструдируемых слоев.
Тогда как выбор ламинирующего материала в известном способе был ограничен полиэтиленом низкой плотности (ПЭНП) по соображениям экономии и технологии обработки, способ по изобретению обладает повышенной гибкостью и свободой выбора подходящего ламинирующего материала. Например, центральный полимерный слой в ламинирующем материале может быть выбран несмотря на его собственную способность прикрепления к окружающим материалам в виде бумаги или картона и газового барьера, и, если это желательно, он может быть выбран в соответствии с другими параметрами, например требуемыми механическими свойствами, готового упаковочного ламинированного материала.
Согласно одному варианту выполнения изобретения центральный полимерный слой в ламинирующем материале содержит полиолефин. Согласно одному варианту выполнения изобретения центральный полимерный слой в ламинирующем материале содержит полиэтилен. В группе полиэтиленов свойства центрального слоя можно варьировать и проектировать для получения различных конечных свойств в упаковочном ламинированном материале. В зависимости от того, что требуется от готового упаковочного ламинированного материала в отношении различных механических свойств, например, сопротивления на разрыв, сопротивления прокалыванию и долговечности, возможно, по изобретению, чтобы ламинирующий материал и адгезивный полимер были соединены и чтобы их свойства можно было варьировать в контексте подходящих свойств при формировании экструдируемых покрытий и ламинирования с использованием экструдирования. Варианты исполнения ламинирующего материала для получения требуемого типа упаковочного ламинированного материала для напитков и жидкостей, таким образом, находят в большой степени в группе полиэтиленовых полимеров. Эта группа, таким образом, также включает coполимеры этилена и других альфа-олефиновых мономеров, которые, конечно, включают, например, линейные полиэтилены низкой плотности (ЛПЭНП); полиэтилены очень низкой плотности (ПЭОНП); полиэтилены ультранизкой плотности (ПЭУНП); а также coполимеры этилена и пропилена в различных соотношениях, например, так называемые пластомеры или эластомеры типа веществ, продаваемых на рынке компанией Dow под названиями «Engage» и «Affinity», а также терполимеры мономеров этилена, пропилена и альфа-олефина, обладающие свойствами, подобными свойствам полиэтилена.
Примеры полимеров, с помощью которых можно способствовать улучшению различных механических свойств, включают так называемые линейные полимеры, например, линейные полиолефины, например, полиэтилен высокой плотности (ПЭВП); полиэтилен средней плотности (ПЭСП); линейный полиэтилен низкой плотности (ЛПЭНП); полиэтилены очень низкой плотности (ПЭОНП); полиэтилены ультранизкой плотности (ПЭУНП), изготовленные с применением обычных катализаторов или с использованием так называемых катализаторов с единым центром полимеризации, или катализаторов с ограниченной геометрией, включая так называемые металлоцены-ЛПЭНП (m-ЛПЭНП); гомоcoполимер полипропилена (ПП) и линейные coполимеры полипропилена с этиленом. Полиэтилен очень низкой плотности (ПЭОНП) и полиэтилен ультранизкой плотности (ПЭУНП) являются примерами субкатегорий в категории линейных полиэтиленов низкой плотности. Под линейными полимерами понимают полимеры, имеющие более линейную молекулярную структуру, чем ПЭНП, т.е. содержащие меньше ответвлений в виде длинных цепей. В зависимости от типа и количества coмономеров, эти полимеры обычно обладают большей долговечностью в нескольких отношениях. В зависимости от того, что требуется от готового упаковочного ламинированного материала в отношении различных механических свойств, например, сопротивление на разрыв, сопротивление прокалыванию и долговечность, возможно, по изобретению, чтобы ламинирующий материал и адгезивный полимер были соединены, и чтобы их свойства можно было варьировать в контексте подходящих свойств при формировании экструдируемых покрытий и ламинирования с использованием экструдирования. Варианты ламинирующего материала для получения требуемого типа упаковочного ламинированного материала для напитков и жидкостей находят в группе полиэтиленовых полимеров, например, полимеров, выбираемых из группы, включающей: полиэтилен низкой плотности (ПЭНП); полиэтилен высокой плотности (ПЭВП); полиэтилен средней плотности (ПЭСП); линейный полиэтилен низкой плотности (ЛПЭНП); полиэтилены очень низкой плотности (ПЭОНП); полиэтилены ультранизкой плотности (ПЭУНП), изготовленные с применением обычных катализаторов или с использованием так называемых катализаторов с единым центром полимеризации или катализаторов с ограниченной геометрией, включая так называемые металлоцены-ЛПЭНП (m-ЛПЭНП), и смеси из двух или более этих полимеров.
Согласно одному варианту выполнения изобретения полимер в ламинирующем материале в способе по изобретению является полиэтиленом низкой плотности (ПЭНП), который может быть изготовлен либо посредством реакции полимеризации в автоклавном реакторе, либо посредством реакции полимеризации в трубчатом реакторе. Согласно одному варианту выполнения изобретения ламинирующий материал может быть смесью ПЭНП, изготовленного посредством реакции полимеризации в автоклавном реакторе, и ПЭНП, изготовленного посредством реакции полимеризации в трубчатом реакторе. В некоторых случаях полиэтилен низкой плотности, изготовленный посредством реакции полимеризации в автоклавном реакторе, является предпочтительным для изготовления упаковочного материала для последующего изготовления упаковочного контейнера. В некоторых случаях полиэтилен низкой плотности, изготовленный посредством реакции полимеризации в трубчатом реакторе, является предпочтительным для изготовления упаковочного материала, для последующего изготовления упаковочного контейнера. Полиэтилен низкой плотности (ПЭНП), изготовленный посредством полимеризации в автоклавном реакторе, можно экструдировать обычным способом без серьезных краевых эффектов в виде так называемого сужения, но он обладает худшими свойствами вытекания, т.е. по сравнению с другими упомянутыми выше полиэтиленовыми материалами он обладает более высокой эластичностью расплава при тех же условиях обработки. Он обычно обладает широким диапазоном распределения молекулярной массы и содержит много ответвлений в виде длинных цепей в его молекулярной структуре.
Под сужением понимают стягивание внутрь по краям занавеса из расплава экструдируемого полимера, происходящее между выходом фильеры экструдера и первой точкой контакта занавеса с движущимся полотном материала, который надлежит покрыть полимером. Теплая, экструдируемая, расплавленная пленка усаживается таким образом, что ее ширина уменьшается на пути между фильерой и зазором между охлаждающими валами. В то же время краевые зоны занавеса из расплава утолщаются. Для преодоления этой проблемы, теплый занавес часто экструдируют большей ширины, чем полотно, которое надлежит покрыть, для уменьшения стоимости непокрытой подложки материала, которая часто является более дорогой, чем экструдируемый полимер. Краевые отходы, образующиеся при этом, состоят только из экструдируемого материала, который может быть отрезан и повторно переработан. Это явление представлено схематически на Фиг.7, где показан занавес 71 из расплава, который на выходе 72 из фильеры имеет ту же ширину, что и полотно 73, которое надлежит покрыть, но который затем усаживается (74) таким образом, что краевые зоны 75, 76 полотна остаются непокрытыми. Ширина краевых зон представляет меру сужения в миллиметрах, и ее обычно определяют, как суммарную непокрытую ширину обоих краев. Термин «свойства вытекания» обозначает способность экструдируемого занавеса из расплава сохранять сплошность, без обрывов или разрывов в завесе расплава при его выходе с высоким ускорением вниз от выхода полотна из фильеры экструдера к зазору между валами. Эти свойства расплава полимера зависят от соотношения между его вязкостью и эластичностью, и могу быть определены, в общем, термином «эластичность расплава». Это соотношение является результатом ряда характеристик полимера, в основном - распределением молекулярной массы и ответвлениями в виде длинных цепей.
Согласно одному варианту выполнения изобретения ПЭНП, изготовленный в автоклавном реакторе, с индексом расплава (ИР), составляющим 4-10 г/10 мин, измеренным согласно стандарту ISO 1133 при 2,16 кг и температуре 190°C, может быть благоприятным образом соединен со адгезивными слоями из адгезивного полимера с индексом расплава ИР, составляющим 4-10 г/10 мин. Согласно одному варианту выполнения изобретения ПЭНП, изготовленный в автоклавном реакторе, с индексом расплава ИР, составляющим 4-10 г/10 мин, измеренным согласно стандарту ISO 1133 при 2,16 кг и температуре 190°C, может быть благоприятным образом соединен со адгезивными слоями из адгезивного полимера с индексом расплава ИР, составляющим 10-20 г/10 мин (ISO – Международная организация по стандартизации). Согласно одному варианту выполнения изобретения ПЭНП, изготовленный в автоклавном реакторе, с индексом расплава ИР, составляющим 10-20 г/10 мин, при 2,16 кг и температуре 190°C, может быть благоприятным образом соединен со адгезивными слоями из адгезивного полимера с индексом расплава ИР, составляющим 4-10 г/10 мин.
С другой стороны, полиэтилен низкой плотности (ПЭНП), изготовленный посредством полимеризации в трубчатом реакторе, значительно более чувствителен к негативным краевым эффекта в виде сужения во время обычной экструзии, чем полиэтилен низкой плотности (ПЭНП), изготовленный посредством полимеризации в автоклавном реакторе, и его поэтому невозможно экструдировать без заметного сужения, в результате чего имеют место отходы материала с краев полотна и, следовательно, - повышенная стоимость. ПЭНП, изготовленный с использованием трубчатого реактора, также содержит ответвления в виде длинных цепей, но он не содержит достаточной доли молекул с высокой молекулярной массой, как ПЭНП, изготовленный в автоклавном реакторе, что можно видеть в качестве «хвоста» или «дополнительной высоты» на конце кривой распределения молекулярной массы ПЭНП, изготовленного в автоклавном реакторе. ПЭНП, изготовленный с использованием трубчатого реактора, обычно обладает более низкой эластичностью расплава, чем ПЭНП, изготовленный в автоклавном реакторе.
В способе по изобретению ПЭНП, изготовленный в трубчатом реакторе, можно, несмотря на это, укладывать с относительно высокой скоростью экструзии, в частности, благодаря его лучшим свойствам вытекания, даже при более низких температурах. В то же самое время слой в ламинирующем материале, содержащий ПЭНП, изготовленный в трубчатом реакторе, можно экструдировать более тонким, благодаря чему общее количество ламинирующего материала может быть уменьшено, может быть достигнута лучшая адгезия и обеспечена экономия энергии. Благодаря использованию способа по изобретению, ПЭНП, изготовленный посредством полимеризации в автоклавном реакторе, можно также экструдировать с относительно высокой скоростью, а также - при более низкой температуре, несмотря на его менее хорошие свойства вытекания по сравнению с ПЭНП, изготовленным в трубчатом реакторе; и в это же время слои можно экструдировать более тонкими, и общее количество ламинирующего материала может быть уменьшено, может быть достигнута лучшая адгезия и обеспечена экономия энергии.
Благодаря использованию способа по изобретению, различиям в поведении двух типов полимеров при экструзии можно эффективно противодействовать, и даже исключить их посредством подходящего выбора наружных адгезивных слоев ламинирующего материала. Адгезивный полимерный материал должен быть такого типа, который предназначен для формирования покрытия посредством экструзии или для ламинирования посредством экструзии. При применении способа по изобретению, возможна, таким образом, несмотря ни на что, экструзия при более низкой температуре, с обеспечением необходимой адгезии и исключением негативных краевых эффектов, и в это же время процесс экструзии оказывается более эффективным с точки зрения экономии энергии, и при этом исключается использование веществ и способов, вредных для здоровья и для окружающей среды. Под достаточной адгезией понимают адгезию, составляющую по меньшей мере 100 Н/м, измеренную с применением обычного теста на отслаивание (см. описание в прилагаемых примерах). Посредством коэкструзии центрального слоя ламинирующего материала с наружными адгезивными слоями с обеих его сторон получают более стабильный занавес из расплава полимера, т.е. занавес из расплава с меньшими проблемами, связанными с волнообразнием по краям, быстрым формованием краев или резонанса при вытяжке экструдируемого полимера; и свойства различных ламинирующих материалов, касающиеся сужения и свойств вытекания, могут быть компенсированы посредством взаимного усиления друг друга даже при более низких температурах экструдирования, таким образом, что ламинирование материала может иметь место при относительно высокой скорости, и в это же время достаточная или улучшенная адгезия может быть достигнута, и тонкие слои соответствующих полимеров можно наносить без дефектов таким образом, что общую стоимость сырьевого материала и этапов ламинирования при изготовлении можно поддерживать или даже снижать. Под более низкими температурами экструзии понимают температуры, которые больше чем на 15°C ниже температуры, используемой при обычном экструзионном ламинировании при использовании только ПЭНП в качестве ламинирующего материала, т.е. 325°C-330°C, например, 280°C-310°C, 290°C-310°C. Температуру экструзии измеряют инфракрасным (ИК) термометром, определяя температуру занавеса из расплава непосредственно под выходом из фильеры. Под относительно высокой скоростью экструзии или ламинирования понимают скорость полотен от приблизительно 400 м/мин и выше, тогда как под более низкой скоростью понимают скорость, приблизительно составляющую 100-300 м/мин. Под тонкими слоями понимают слои, имеющие удельный вес меньше 20 г/м2 или еще меньше, которые обычно требуются при обычном экструзионном ламинировании только с использованием ПЭНП в качестве ламинирующего материала. Центральный слой ламинирующего материала по изобретению может иметь удельный вес от 10 г/м2 до 14 г/м2, тогда как наружные адгезивные полимерные слои ламинирующего материала могут (каждый) иметь удельный вес от 2 г/м2 до 5 г/м2, например от 3 г/м2 до 4 г/м2.
Способ по изобретению особенно благоприятен для применения ПЭНП, изготовленных посредством полимеризации в трубчатом реакторе, для преодоления их недостатков, заключающихся в низкой эластичности расплава и ассоциирующейся с ними тенденцией к сужению; и в это же время при их применении получают другие общие преимущества, а именно очень хорошую адгезию, более низкое потребление энергии, и преимущества, достигаемые с точки зрения сохранения здоровья и окружающей среды.
Способ по изобретению тоже благоприятен для применения линейных полимеров, особенно - полиолефинов с более или менее линейной молекулярной структурой, обычно - линейных полиэтиленов, так как они обладают более или менее аналогичными свойствами переработки, во время нанесения покрытия посредством экструзии, как и ПЭНП, изготовленный посредством полимеризации в трубчатом реакторе; и их общая особенность заключается в том, что они обладают низкой эластичностью расплава и, следовательно, высокой тенденцией к сужению по краям занавеса из расплава по сравнению с обычным ПЭНП, изготовленным посредством полимеризации в автоклавном реакторе.
Согласно одному варианту выполнения изобретения ламинирующий материал, таким образом, содержит полиэтилен, выбранный из группы, состоящей из: ПЭНП, изготовленного посредством полимеризации в трубчатом реакторе; полиэтилена высокой плотности (ПЭВП); полиэтилена средней плотности (ПЭСП); линейного полиэтилена низкой плотности (ЛПЭНП); полиэтиленов очень низкой плотности (ПЭОНП); полиэтиленов ультранизкой плотности (ПЭУНП), изготовленных с применением обычных катализаторов или других катализаторов, или с использованием так называемых катализаторов с единым центром полимеризации, или катализаторов с ограниченной геометрией, включая так называемые металлоценовые-ЛПЭНП (m-ЛПЭНП) катализаторы, и смеси из двух или более этих полимеров. Общая особенность всех этих типов полимеров заключается в том, что они обладают низкой эластичностью расплава с соответствующим ИР, при нанесении покрытия посредством экструзии, по сравнению с ПЭНП, изготовленным посредством полимеризации в автоклавном реакторе, где причиной является то, что они обладают более узким диапазоном распределения молекулярной массы и/или меньшей долей ответвлений в виде длинных цепей.
Согласно одному варианту выполнения изобретения ламинирующий материал содержит полиэтилен, выбранный из группы, состоящей из: ПЭНП, изготовленного посредством полимеризации в трубчатом реакторе; полиэтилена средней плотности (ПЭСП); линейного полиэтилена низкой плотности (ЛПЭНП); полиэтиленов очень низкой плотности (ПЭОНП); полиэтиленов ультранизкой плотности (ПЭУНП), изготовленных с применением обычных катализаторов или других катализаторов, или с использованием так называемых катализаторов с единым центром полимеризации, или катализаторов с ограниченной геометрией, включая так называемые металлоценовые-ЛПЭНП (m-ЛПЭНП) катализаторы, и смеси из двух или более этих полимеров. Общая особенность всех этих типов полимеров, заключается в том, что они обладают низкой эластичностью расплава с соответствующим ИР, при нанесении покрытия посредством экструзии, по сравнению с ПЭНП, изготовленным посредством полимеризации в автоклавном реакторе, по причине, заключающейся в том, что они обладают более узким диапазоном распределения молекулярной массы и/или меньшей долей ответвлений в виде длинных цепей.
При применении линейных полимеров также обеспечивают ламинированный упаковочный материал по изобретению с лучшими механическими свойствами, например, улучшенным сопротивлением на разрыв и сопротивлением прокалыванию, и в результате этого получают упаковочные контейнеры с повышенной целостностью, т.е. повышенной стойкостью к нагрузкам при транспортировке.
Согласно одному варианту выполнения изобретения ламинирующий материал, таким образом, содержит полиэтилен, выбранный из группы, состоящей из: полиэтилена средней плотности (ПЭСП); линейного полиэтилена низкой плотности (ЛПЭНП); полиэтиленов очень низкой плотности (ПЭОНП); полиэтиленов ультранизкой плотности (ПЭУНП), изготовленных с применением обычных катализаторов, других катализаторов или с использованием так называемых катализаторов с единым центром полимеризации, или катализаторов с ограниченной геометрией, включая так называемые металлоценовые-ЛПЭНП (m-ЛПЭНП) катализаторы, и смеси из двух или более этих полимеров.
Как было упомянуто выше, хорошо функционирующий адгезивный полимер для использования в ламинирующем материале в способе по изобретению должен с самого начала и, таким образом, без потребности в дополнительных мерах, содержать активные места скрепления в виде полярных функциональных групп, согласно одному варианту выполнения изобретения - групп карбоновой кислоты, посредством которых ламинирующий материал может эффективно и постоянно прикрепляться, с одной стороны, к бумажному или картонному полотну, а с другой стороны - к полотну материала, служащего в качестве газобарьера. Количество полярных скрепляющих групп должно быть достаточно высоким для достижения сцепления с алюминиевой фольгой и картонным слоем, но не столь высоким, чтобы адгезивный материал терял совместимость с центральным слоем ламинирующего материала. Согласно одному варианту выполнения изобретения доля полярных скрепляющих групп, особенно - групп карбоновой кислоты, составляет от 1 масс.% до 10 масс.%. Дополнительное требование, предъявляемое к хорошо функционирующему адгезивному полимеру, заключается в том, чтобы его можно было экструдировать при температуре, достаточно высокой для достижения адгезии, но без инициирования неуправляемых реакций разложения, которые ведут к ухудшению качества. Для вещества Primacor 3540, используемого в Примерах, температура должна скорее всего не превышать 290°C и, во всяком случае, не превышать 300°C.
Примерами адгезивных полимеров, отвечающих вышеупомянутым требованиям, являются coполимер этилена и акриловой кислоты (ЭАК) и coполимер этилена и метакриаловой кислоты (ЭМАК), которые (оба) содержат свободные группы карбоновой кислоты, с помощью которых эти полимеры могут прикрепляться к соответствующему полотну на обеих сторонах ламинирующего материала. Практическим примером первого упомянутого типа (ЭАК) является имеющееся на рынке вещество под торговой маркой Primacor, выпускаемое компанией Dow Chemical Company, а соответствующим примером последнего типа (ЭМАК) может быть вещество, выпускаемое компанией DuPont под торговой маркой Nucrel. Дополнительным примером пригодного адгезивного является адгезивное, продаваемое компанией Exxon Mobil Chemicals под торговой маркой Escor. Согласно изобретению благоприятным, по соображениям технологии обработки, является использование того же адгезивного в адгезивном слое на одной поверхности полимерного слоя, как и в адгезивном слое на другой поверхности полимерного слоя, хотя количества адгезивного в соответствующих адгезивных слоях может отличаться друг от друга. Однако можно использовать различные адгезивные полимеры в двух слоях, если это желательно, для получения определенных свойств. Согласно одному варианту выполнения изобретения адгезивный полимер должен обладать эквивалентной вязкостью, и, таким образом, индексом расплава (ИР), на том же уровне, что и ПЭНП, используемый в центральном слое ламинирующего материала, предназначенного для нанесения покрытия посредством экструзии. Согласно одному варианту выполнения изобретения адгезивный полимер обладает более низкой вязкостью, и, таким образом, более высоким индексом расплава (ИР), чем, ПЭНП, используемый в центральном слое ламинирующего материала, предназначенного для нанесения покрытия посредством экструзии.
Адгезивный слой, содержащий функциональные полярные группы в виде групп карбоновой кислоты, может быть определен некоторыми способами включая, например, инфракрасную спектроскопию (ИКС) и инфракрасную спектроскопию на основе преобразования Фурье (ИКСФ). Определенный адгезивный полимер, имеющий определенный мономерный состав, ведет к росту спектра характеристического поглощения с пиками, представляющими различные молекулярные группы включенных мономеров. В частности, карбоксильные группы ведут к росту характеристической пики в спектре ИКСФ, соответствующей валентному колебанию группы карбоновой кислоты в диапазоне 1710-1780 см-1. Газобарьерные материалы, пригодные для применения в способе по изобретению, могут быть как органическими, так неорганическими материалами. Примерами органических газобарьерных материалов являются coполимеры этилена и винилового спирта (ЭВС) и различные типы полиамидов (ПА). Органические барьерные материалы могут быть слоями экструдируемых полимерных покрытий, но они могут быть также предварительно изготовленными полимерными пленками. В данном случае предварительно изготовленная пленка может быть обеспечена барьерными слоями органических или неорганических соединений, осажденных в парообразном состоянии, или полимеров, нанесенных в виде жидкой пленки, с различными свойствами. Примерами неорганических барьерных материалов, могут быть алюминиевая фольга или покрытие из металла, окиси металла или другого осажденного в парообразном состоянии соединения на предварительно изготовленной полимерной пленке, например, осажденного в парообразном состоянии алюминия или окиси алюминия, или окиси кремния (SiOx). Согласно одному варианту выполнения изобретения барьерный слой изготавливают из алюминиевой фольги, которая, помимо того что она обладает очень хорошими барьерными свойствами против газов, также пригодна для обеспечения возможности запечатывания упаковочного ламинированного материала посредством индукционного сваривания, являющегося быстрым, простым и эффективным способом запечатывания свариванием. Альтернативно запечатывание можно осуществлять, используя ультразвуковое запечатывание свариванием, которое также является быстрым, простым и эффективным способом запечатывания свариванием.
В способе по изобретению по меньшей мере один из двух непроницаемых для жидкости и запечатываемых посредством сваривания наружных слоев полимера может быть введен посредством ламинирования пленки, где предварительно изготовленную полимерную пленку накладывают на одну поверхность полотна с помощью подходящего адгезивного, наносимого между полотном и пленкой. По одному способу по изобретению два непроницаемых для жидкости и запечетываемых посредством сваривания наружных слоя наносят посредством нанесения экструдируемого покрытия на обе стороны полотна с помощью обычного и уже установленного экструзионного оборудования.
Примерами пригодных полимеров для непроницаемых для жидкости и запечетываемых посредством сваривания наружных слоев упаковочного ламинированного материала по изобретению являются: полиолефины, например, полиэтилен низкой плотности (ПЭНП); линейный полиэтилен низкой плотности (ЛПЭНП); полиэтилены очень низкой плотности (ПЭОНП); полиэтилены ультранизкой плотности (ПЭУНП); гомо- или coполимеры полиэтилена высокой плотности (ПЭВП) и полипропилена (ПП).
Согласно второму аспекту изобретения создан упаковочный ламинированный материал для упаковочного контейнера, для чувствительного к кислороду жидкого пищевого продукта, например, молока, сока, вина и кулинарного масла, содержащий бумажный или картонный слой и слой, служащий в качестве газобарьера, и прикрепленный к бумажному или картонному слою ламинирующим материалом. Упаковочный ламинированный материал отличается тем, что ламинирующий материал содержит центральный полимерный слой который на одной поверхности содержит первый слой из первого адгезивного полимера со способностью к прикреплению к бумажному или картонному слою, а на его другой поверхности содержит второй слой из второго адгезивного полимера со способностью прикрепления к слою, служащему в качестве газобарьера; тем, что первый адгезивный слой на одной поверхности полимерного слоя находится в контакте с бумажным или картонным слоем; и тем, что второй адгезивный слой на другой поверхности полимерного слоя находится в контакте со слоем, служащим в качестве газобарьера.
Примерами полимеров, с помощью которых можно способствовать улучшению механических свойств готового упаковочного ламинированного материала, при включении их в ламинирующий слой, являются так называемые линейные полимеры, например линейные полиолефины, например полиэтилен высокой плотности (ПЭВП); полиэтилен средней плотности (ПЭСП); линейный полиэтилен низкой плотности (ЛПЭНП); полиэтилены очень низкой плотности (ПЭОНП); полиэтилены ультранизкой плотности (ПЭУНП), изготовленные с применением обычных катализаторов или с использованием так называемых катализаторов с единым центром полимеризации или катализаторов с ограниченной геометрией, включая так называемые металлоценовые-ЛПЭНП (m-ЛПЭНП) катализаторы; гомоcoполимер полипропилена (ПП), и coполимеры линейного полипропилена с этиленом. В зависимости от требований, предъявляемых к готовому упаковочному ламинированному материалу, касающихся различных механических свойств, например сопротивления на разрыв, сопротивления прокалыванию и долговечности, то можно, по изобретению, ламинирующий материал и адгезивный полимер соединять и варьировать в контексте подходящих свойств при переработке, при нанесении покрытия посредством экструзии и при экструзионном ламинировании. Механические свойства и эластичность этого типа получают посредством использования полиэтиленов типов: ПЭСП, ЛПЭНП, полиэтиленов очень низкой плотности (ПЭОНП); полиэтиленов ультранизкой плотности (ПЭУНП) и m-ЛПЭНП, тогда как ПЭВП обычно придает, например, улучшенные свойства, препятствующие проникновению водяного пара, и некоторое улучшение газобарьерных свойств, препятствующих также проникновению кислорода.
Вариации ламинирующего материала для получения требуемого типа упаковочного ламинированного материала для напитков и жидкостей, таким образом, находят в группе полиэтиленов, т.е. полимеров, выбранных из группы, включающей: полиэтилен низкой плотности (ПЭНП); полиэтилен высокой плотности (ПЭВП); полиэтилен средней плотности (ПЭСП); линейный полиэтилен низкой плотности (ЛПЭНП); полиэтилены очень низкой плотности (ПЭОНП); полиэтилены ультранизкой плотности (ПЭУНП), изготовленные с применением обычных катализаторов или с использованием так называемых катализаторов с единым центром полимеризации, или катализаторов с ограниченной геометрией, включая так называемые металлоценовые-ЛПЭНП (m-ЛПЭНП) катализаторы, и смеси из двух или более этих полимеров. Согласно одному варианту выполнения изобретения полимером в ламинирующем материале в упаковочном ламинированном материале по изобретению является полиэтилен низкой плотности (ПЭНП), который может быть изготовлен либо посредством реакции полимеризации в автоклавном реакторе, либо посредством реакции полимеризации в трубчатом реакторе. Полиэтилен низкой плотности (ПЭНП), изготовленный посредством полимеризации в автоклавном реакторе, можно экструдировать обычным способом без серьезных краевых эффектов в виде так называемого сужения, но он обладает менее хорошими свойствами вытекания по сравнению с ПЭНП, изготовленным в трубчатом реакторе, т.е. по сравнению с другими упомянутыми выше полиэтиленовыми материалами он обладает более высокой эластичностью расплава с соответствующим ИР, при тех же самых условиях обработки.
Полиэтилен низкой плотности (ПЭНП), изготовленный посредством полимеризации в трубчатом реакторе, обычно обладает более низкой эластичностью расплава, но, тем не менее, он значительно более чувствителен к негативным краевым эффектам в виде сужения во время обычного процесса экструзии, чем полиэтилен низкой плотности (ПЭНП), изготовленный посредством полимеризации в автоклавном реакторе, и его, таким образом, невозможно экструдировать без заметного сужения, в результате чего образуются существенные краевые отходы полотна и, следовательно, повышается стоимость. В способе по изобретению ПЭНП, изготовленный в трубчатом реакторе, можно, несмотря на это, наносить при относительно высоких скоростях экструзии, например, 400 м/мин и более, в частности, благодаря его лучшим свойствам вытекания, даже при более низких температурах, например, от 280°C до 310°C, от 290°C до 300°C. В то же самое время в способе по изобретению слой в ламинирующем материале с ПЭНП, изготовленным в трубчатом реакторе, можно экструдировать более тонким, чем в случае применения обычного ламинирования с использованием в качестве ламинирующего материала только ПЭНП, и может быть уменьшено общее количество ламинирующего материала, может быть достигнуто достаточное или более прочное сцепление и обеспечена экономия энергии. Благодаря использованию способа по изобретению ПЭНП, изготовленный посредством полимеризации в автоклавном реакторе, можно также экструдировать с относительно высокой скоростью, а также при более низкой температуре, несмотря на его менее хорошие свойства вытекания, и в это же время слои можно экструдировать более тонкими, и может быть уменьшено общее количество ламинирующего материала, может быть достигнуто более прочное сцепление и обеспечена экономия энергии.
Посредством использования способа по изобретению различиям в поведении двух типов полимеров при экструзии можно эффективно противодействовать и даже исключить их посредством подходящего выбора наружных адгезивных слоев ламинирующего материала. Адгезивный полимерный материал должен быть такого типа, который предназначен для формирования покрытия посредством экструзии или для ламинирования посредством экструзии. При применении способа по изобретению, возможна, таким образом, экструзия при более низкой температуре, с поддержанием необходимой адгезии и исключением негативных краевых эффектов, и в это же время процесс экструзии оказывается более эффективным с точки зрения экономии энергии, и при этом исключается использование веществ и способов, вредных для здоровья и для окружающей среды. Посредством коэкструзии центрального слоя ламинирующего материала, с наружными адгезивными слоями на обеих сторонах, получают более стабильный занавес из расплава полимера, и различные свойства ламинирующих материалов, касающиеся сужения и свойств вытекания, могут быть компенсированы за счет друг друга при более низких температурах экструзии, и ламинирование материала может происходить при относительно высокой скорости, и в это же время может быть достигнуто хорошее или более прочное сцепление, и тонкие слои соответствующих полимерных слоев можно наносить без дефектов таким образом, чтобы общая стоимость сырьевого материала и этапов ламинирования при изготовлении сохранялись или даже были уменьшены. Способ по изобретению особенно благоприятен для применения ПЭНП, изготовленных посредством полимеризации в трубчатом реакторе, для преодоления их недостатков, заключающихся в тенденции к сужению, и в это же время другие обще преимущества достигаются при изготовлении упаковочного ламинированного материала, а именно очень хорошая адгезия, меньшее потребление энергии и преимущества, достигаемые с точки зрения сохранения здоровья и окружающей среды.
Упаковочный ламинированный материал по изобретению так же благоприятен с точки зрения использования линейных полимеров в качестве ламинирующего материала, особенно - полиолефинов с линейной молекулярной структурой, по сравнению с ПЭНП, изготовленным посредством полимеризации в трубчатом реакторе, обычно - полиэтиленовых полимеров, так как они обладают более или менее теми же свойствами при переработке при нанесении покрытия посредством экструзии, и их общей особенностью является то, что они все обладают низкой эластичностью расплава и, следовательно, высокой тенденцией к сужению занавеса из расплава по краям по сравнению с обычным ПЭНП, изготовленным посредством полимеризации в автоклавном реакторе.
Согласно одному варианту выполнения изобретения ламинирующий материал, таким образом, содержит полиэтилен, выбранный из группы, состоящей из: ПЭНП, изготовленного посредством полимеризации в трубчатом реакторе; полиэтилена высокой плотности (ПЭВП); полиэтилена средней плотности (ПЭСП); линейного полиэтилена низкой плотности (ЛПЭНП); полиэтиленов очень низкой плотности (ПЭОНП); полиэтиленов ультранизкой плотности (ПЭУНП), изготовленных с применением обычных катализаторов или других катализаторов, или с использованием так называемых катализаторов с единым центром полимеризации, или катализаторов с ограниченной геометрией, включая так называемые металлоценовые-ЛПЭНП (m-ЛПЭНП) катализаторы, и смеси из двух или более этих полимеров. Общей особенностью всех этих типов полимеров является то, что они обладают более низкой эластичностью расплава с соответствующим ИР, при нанесении покрытия посредством экструзии, по сравнению с ПЭНП, изготовленным посредством полимеризации в автоклавном реакторе, по причине, заключающейся в том, что они обладают более узким диапазоном распределения молекулярной массы и/или меньшей долей ответвлений в виде длинных цепей.
Согласно одному варианту выполнения изобретения ламинирующий материал содержит полиэтилены, выбранные из группы, состоящей из: ПЭНП, изготовленного посредством полимеризации в трубчатом реакторе; полиэтилена средней плотности (ПЭСП); линейного полиэтилена низкой плотности (ЛПЭНП); полиэтиленов очень низкой плотности (ПЭОНП); полиэтиленов ультранизкой плотности (ПЭУНП), изготовленных с применением обычных катализаторов или других катализаторов, или с использованием так называемых катализаторов с единым центром полимеризации или катализаторов с ограниченной геометрией, включая так называемые металлоценовые-ЛПЭНП (m-ЛПЭНП) катализаторы, и смеси из двух или более этих полимеров. Общей особенностью всех этих типов полимеров является то, что они обладают более низкой эластичностью расплава с соответствующим ИР, при нанесении покрытия посредством экструзии, по сравнению с ПЭНП, изготовленным посредством полимеризации в автоклавном реакторе, по причине, заключающейся в том, что они обладают более узким диапазоном распределения молекулярной массы и/или меньшей долей ответвлений в виде длинных цепей. При использовании линейных полимеров также изготавливают ламинированный упаковочный материал по изобретению с лучшей эластичностью, например, улучшенным сопротивлением на разрыв и сопротивлением прокалыванию, и в результате этого получают упаковочные контейнеры с повышенной целостностью, т.е. повышенной стойкостью к нагрузкам при транспортировке.
Согласно одному варианту выполнения изобретения ламинирующий материал, таким образом, содержит полиэтилены, выбранные из группы, состоящей из: полиэтилена средней плотности (ПЭСП); линейного полиэтилена низкой плотности (ЛПЭНП); полиэтиленов очень низкой плотности (ПЭОНП); полиэтиленов ультранизкой плотности (ПЭУНП), изготовленных с применением обычных катализаторов, других катализаторов или с использованием так называемых катализаторов с единым центром полимеризации или катализаторов с ограниченной геометрией, включая так называемые металлоценовые-ЛПЭНП (m-ЛПЭНП) катализаторы, и смеси из двух или более этих полимеров.
Примерами пригодных полимеров для изготовления непроницаемых для жидкости наружных слоев упаковочного ламинированного материала по изобретению являются: полиолефины, например, полиэтилен низкой плотности (ПЭНП); линейный полиэтилен низкой плотности (ЛПЭНП); полиэтилены очень низкой плотности (ПЭОНП); полиэтилены ультранизкой плотности (ПЭУНП); гомо- или coполимеры полиэтилена высокой плотности (ПЭВП) и полипропилена (ПП).
В случаях, когда барьерный слой изготавливают из алюминиевой фольги, наружный слой внутри упаковочного ламинированного материала, т.е. со стороны, которая должна быть обращена к упаковываемому продукту в упаковочном контейнере, благоприятным образом прикрепляют к алюминиевой фольге слоем адгезивного полимера, который может быть таким же или отличным от слоев, использованных в ламинирующем слое 13. Благодаря этому достигается даже лучшая адгезия между всеми слоями упаковочного ламинированного материала и высокая долговечность заполненных упаковочных контейнеров, например, во время транспортировки и обращения с ними.
Как было упомянуто выше, пригодное адгезивное для упаковочного ламинированного материала по изобретению должно с самого начала содержать активные места скрепления в виде полярных функциональных групп, согласно одному варианту выполнения изобретения - в виде свободных групп карбоновой кислоты, посредством которых ламинирующий материал может быть эффективно и постоянно прикреплен, с одной стороны, к бумажному или картонному полотну, а с другой стороны - к материалу, служащему в качестве газобарьера.
Как уже было упомянуто, примерами пригодных адгезивных полимеров для упаковочного ламинированного материала по изобретению могут быть сополимер этилена и акриловой кислоты (ЭАК) и сополимер этилена и метакриловой кислоты (ЭМАК), которые (оба) включают свободные группы карбоновой кислоты, посредством которых они могут прикрепляться эффективно и постоянно к соответствующему смежному слою в упаковочном ламинированном материале. Практическим примером адгезивного первого упомянутого типа (ЭАК) является имеющееся на рынке вещество под торговой маркой Primacor выпускаемое компанией Dow Chemical Company, и соответствующим примером адгезивного последнего типа (ЭМАК) может быть получено выпускаемое компанией DuPont вещество под торговой маркой Nucrel. Дополнительным примером пригодного адгезивного является вещество, продаваемое компанией Exxon Mobil Chemicals под торговой маркой Escor. Согласно изобретению предпочтительно, по соображениям технологии обработки, использовать такое же адгезивные полимеры в адгезивном слое на одной поверхности полимерного слоя, что и в адгезивном слое на другой поверхности полимерного слоя, хотя количества адгезивного в соответствующих адгезивных слоях могут отличаться друг от друга. Однако можно использовать различные адгезивные полимеры в двух слоях, если это желательно, для достижения определенных свойств.
Адгезивный слой, содержащий функциональные полярные группы в виде групп карбоновой кислоты, может быть определен некоторыми способами включая, например, инфракрасную спектроскопию (ИКС) и инфракрасную спектроскопию на основе преобразования Фурье (ИКСФ). Определенный адгезивный полимер, имеющий определенный мономерный состав, ведет к росту спектра характеристического поглощения с пиками, представляющими различные молекулярные группы включенных мономеров. В частности, карбоксильные группы ведут к росту характеристической пики в спектре ИКСФ, соответствующей валентному колебанию группы карбоновой кислоты в диапазоне 1710-1780 см-1. Материалы, обладающие барьерными свойствами против газов, в частности кислорода, и пригодные для изготовления упаковочного ламинированного материала по изобретению, могут быть как органическими, так неорганическими материалами. Примерами органических материалов являются coполимеры этилена и винилового спирта (ЭВС) и различные типы полиамидов (ПА). Примерами неорганических материалов могут служить алюминиевая фольга или полимерная пленка, которая с одной стороны содержит покрытие из металла, например осажденного в парообразном состоянии алюминия или осажденного в парообразном состоянии покрытия из окиси, например окиси алюминия или окиси кремния (SiOx). Предпочтительно выбирают алюминиевую фольгу, которая, помимо того что она обладает очень хорошими барьерными свойствами против газов, в частности кислорода, также пригодна для обеспечения возможности запечатывания упаковочного ламинированного материала посредством индукционного сваривания, являющегося быстрым, простым и эффективным способом запечатывания свариванием.
Согласно еще одному аспекту изобретения создан упаковочный контейнер для чувствительных к кислороду жидких пищевых продуктов, например, молока, сока, вина и кулинарного масла. Упаковочный контейнер отличается тем, что его изготавливают из упаковочного ламинированного материала по изобретению посредством сгибания и запечатывания свариванием.
Упаковочный контейнер может быть изготовлен, например, из полотна упаковочного ламинированного материала по изобретению, посредством использования процесса, в котором полотно сначала сворачивают в трубку посредством постоянного соединения друг с другом обоих продольных краев полотна в виде шва внахлест посредством сплавления вместе обращенных друг к другу пластиковых слоев полотна, после чего трубку заполняют пищевым продуктом, о котором идет речь, например, молоком, соком, вином или кулинарным маслом, и делят на смежные подушкообразные упаковочные емкости посредством выполнения повторяемых операций прессования и запечатывания свариванием трубки в поперечном направлении относительно продольного направления трубки, ниже уровня продукта в трубке, и эти упаковочные емкости отделяют друг от друга, и им окончательно придают требуемую геометрическую форму, обычно форму, подобную кирпичу, посредством выполнения по меньшей мере одной дополнительной формовочной операции и операции запечатывания свариванием.
В альтернативном варианте выполнения упаковочный контейнер может быть изготовлен из трубчатой заготовки из упаковочного ламинированного материала по изобретению, сложенной в плоском состоянии, которой сначала придают форму открытого трубчатого контейнера, один конец которого закрывают посредством сгибания и запечатывания свариванием подготовленных соединенных концевых панелей, контейнер заполняют пищевым продуктом, о котором идет речь, например молоком, соком, вином или кулинарным маслом, через его открытый конец, который затем закрывают посредством выполнения по меньшей мере одной дополнительной операции сгибания и запечатывания свариванием соответствующих подготовленных соединенных концевых панелей.
Краткое описание чертежей
Изобретение ниже описано более подробно со ссылками на прилагаемые чертежи, на которых:
Фиг.1 - схематичный вид в сечении упаковочного ламинированного материала по изобретению;
Фиг.2 – схема технологического процесса изготовления упаковочного ламинированного материала по Фиг.1, в способе по изобретению;
Фиг.2A - вид в увеличенном масштабе выделенного круга A на Фиг.2;
Фиг.3 - схематичная иллюстрация способа формования, заполнения и запечатывания свариванием упаковочных контейнеров из полотна, подаваемого с рулона упаковочного материала;
Фиг.4 - схематичный вид в перспективе упаковочного контейнера типа Tetra Brik Aseptic, изготовленного из упаковочного ламинированного материала по изобретению;
Фиг.5 - схематичный вид в перспективе упаковочного контейнера типа Tetra Fino Aseptic, изготовленного из упаковочного ламинированного материала по изобретению;
Фиг.6 - схематичный вид в перспективе упаковочного контейнера с верхней частью в виде двухскатной крыши, так называемого Tetra Rex, изготовленного из упаковочного ламинированного материала по изобретению;
Фиг.7 – схематичный вид сужения при нанесении покрытия посредством экструзии полимера на движущееся полотно;
Фиг.8 – диаграммы, показывающие результаты измерений размеров, получающихся из-за сужения занавеса из расплава полимера во время нанесения покрытия посредством экструзии в соответствии с примерами 1-3 экструзии.
Подробное описание чертежей
На Фиг.1, таким образом, схематически показано поперечное сечение обычного упаковочного ламинированного материала согласно варианту выполнения изобретения. Упаковочный ламинированный материал, обозначенный, в общем, позицией номер 10, содержит бумажный или картонный слой 11 и слой 12, служащий в качестве газобарьера, и он прикреплен к бумажному или картонному слою 11 ламинирующим слоем 13. В показанном варианте выполнения упаковочный ламинированный материал 10 также содержит наружное непроницаемое для жидкости покрытие 14, 15 на обеих сторонах бумажного или картонного слоя 11.
Ламинирующий слой 13 содержит центральный слой 13a, одна поверхность которого содержит слой 13b адгезивного, обладающего способностью прикрепления к бумажному или картонному слою 11, а другая поверхность которого содержит слой 13c адгезивного, обладающего способностью прикрепления к слою 12, служащему в качестве газобарьера. Как показано на Фиг.1, адгезивный слой 13b с одной стороны центрального слоя 13a находится в контакте с бумажным или картонным слоем, тогда как адгезивный слой 13c с другой стороны центрального слоя 13a находится в контакте со слоем 12, служащим в качестве газобарьера.
В одном иллюстративном варианте выполнения по изобретению центральный слой 13a может быть полимерным слоем из полиэтилена низкой плотности (ПЭНП), который может быть изготовлен посредством реакции полимеризации либо в автоклавном реакторе, либо в трубчатом реакторе. Как уже было упомянуто, полимерный слой полиэтилена низкой плотности (ПЭНП) предпочтительно является полиэтиленом низкой плотности (ПЭНП), изготовленным в реакторе последнего типа, т.е. в трубчатом реакторе, так как при использовании полиэтилена низкой плотности (ПЭНП) этого типа обеспечивается возможность экструзии при более низкой температуре экструзии и при более высокой скорости полотна, чем при использовании полиэтилена низкой плотности (ПЭНП), изготовленного в автоклавном реакторе.
В другом иллюстративном варианте выполнения центральный слой 13a может быть полимерным слоем, изготовленным из линейного полимера, с помощью которого можно придать готовому упаковочному ламинированному материалу 10 улучшенные механические свойства, когда это требуется. Примерами линейных полимеров, которые можно использовать, являются: полиэтилен высокой плотности (ПЭВП) или линейный полиэтилен низкой плотности (ЛПЭНП); полиэтилены очень низкой плотности (ПЭОНП); полиэтилены ультранизкой плотности (ПЭУНП), изготовленные с применением обычных катализаторов или так называемых катализаторов с единым центром полимеризации.
Как уже было упомянуто, хорошо функционирующий адгезивный полимер для адгезивных слоев 13b и 13c содержит активные места скрепления (свободные группы карбоновой кислоты) для обеспечения возможности эффективного и постоянного прикрепления к бумажному или картонному слою 11 и к слою 12, служащему в качестве газобарьера. Дополнительное требование, предъявляемое к хорошо функционирующему адгезивному полимеру в упаковочном ламинированном материале 10 по изобретению, заключается в том, чтобы его можно было наносить при достаточно низкой температуре для исключения потери качества в результате реакции разложения при контакте с более теплым полимером в центральном слое 13a ламинирующего слоя 13. Практическими примерами адгезивных полимеров с активными сайтами прикрепления (кислотными группами) являются сополимер этилена и акриловой кислоты (ЭАК) и сополимер этилена и метакриловой кислоты (ЭМАК).
Адгезивные слои 13b и 13c ламинирующего слоя 13 можно изготавливать из адгезивных полимеров, имеющих различные химические составы и различные толщины слоев, но предпочтительно их изготавливают из одного и того же адгезивного полимера с одной и той же толщиной слоя.
Согласно изобретению, материал в слое 12, служащий в качестве газобарьера, может иметь как органическую, так и неорганическую природу. Примерами органических материалов являются различные типы полиамидов (ПА), а одним примером неорганического материала является алюминиевая фольга. Предпочтительно, чтобы слой 12, служащий в качестве газобарьера, был изготовлен из алюминиевой фольги, которая, помимо того, что она обладает очень хорошими барьерными свойствами против газов газов, в частности, кислорода, также пригодна для обеспечения возможности запечатывания упаковочного ламинированного материала 10 посредством индукционного сваривания, являющегося быстрым, простым и эффективным способом запечатывания свариванием.
Наружные непроницаемые для жидкости покрытия 14 и 15 упаковочного ламинированного материала 10 могут быть покрытиями из полиолефина, например из гомо- или coполимеров полиэтилена (ПЭ) и полипропилена (ПП). Примерами пригодных полиэтиленов (ПЭ) являются: полиэтилен низкой плотности (ПЭНП); линейный полиэтилен низкой плотности (ЛПЭНП), изготовленный с применением обычных катализаторов или так называемых катализаторов с единым центром полимеризации; и полиэтилен высокой плотности (ПЭВП). В данном случае наружное, непроницаемое для жидкости, покрытие, предназначенное для расположения, обращенного к пищевому продукту, упаковываемому в упаковочный контейнер, может быть прикреплено к барьерному слою, слоем адгезивного полимера того же типа или отличающегося от адгезивного слоя, включенного в ламинирующий материал 13.
Согласно изобретению, упаковочный ламинированный материал 10, показанный на Фиг.1, может быть изготовлен по способу, показанному схематически на Фиг.2. Бумажное или картонное полотно 201 сматывают с рулона 200 и соответствующее полотно 203 материала с газобарьерными свойствами, в частности, кислорода, сматывают с рулона 202. Два полотна 201 и 203 сводят вместе друг с другом и проводят вместе через зазор между двумя смежными вращаемыми валами 204 и 205, и в это же время ламинирующий материал 206 наносят между этими полотнами для ламинирования их друг с другом и формирования таким образом прочного ламинированного полотна 208.
В показанном примере ламинирующий материал 206 наносят посредством коэкструзии с помощью экструдера 207, расположенного над зазором между валами и описанного более подробно ниже.
Ламинированное полотно 208 затем транспортируют с помощью направляющих валов 209 и 210 к зазору между двух дополнительных смежных вращаемых валов 211 и 212, и в это же время на одну поверхность полотна 208 наносят наружное, непроницаемое для жидкости, покрытие 213 из экструдируемого покрывного полимера. В следующем зазоре между другими двумя смежными вращаемыми валами 217 и 218 на другую поверхность полотна 208 наносят наружное, непроницаемое для жидкости, покрытие 214 экструдируемого полимера. Эти два этапа экструдирования покрытий можно осуществлять в обратном порядке, а также, полностью или частично, до этапа ламинирования в зазоре между валами 204 и 205.
В показанном примере наружное, непроницаемое для жидкости, покрытие 213 наносят на одну поверхность полотна посредством экструзии с помощью экструдера 215, а наружное, непроницаемое для жидкости, покрытие 214 наносят на другую поверхность полотна 208 посредством экструзии с помощью соответствующего экструдера 216, расположенного вблизи полотна 208.
После выполнения последующих, дополнительных, механических или других машинных операций с полотном, снабженным таким образом покрытием, последнее окончательно наматывают в рулон для последующей транспортировки и дополнительной переработки, при которой из него формируют упаковочные контейнеры со стабильными размерами для чувствительного к кислороду жидкого пищевого продукта, например, молока, сока, вина и кулинарного масла, как это описано ниже.
Согласно изобретению ламинирующий материал 206, с помощью которого полотно 203 материала с газобарьерными свойствами, в частности, кислорода, ламинируют с бумажным или картонным полотном 201, является трехслойной структурой, как показано в увеличенном масштабе на Фиг.2A. Эта трехслойная структура содержит центральный слой 206a полимера, который на одной поверхности содержит первый наружный слой 206b адгезивного полимера со способностью прикрепления к бумаге или картону, а на другой его поверхности содержит второй наружный слой 206c адгезивного полимера со способностью прикрепления к упомянутому материалу, обладающему барьерными свойствами против газов, в частности, кислорода. Согласно изобретению трехслойную структуру, служащую в качестве ламинирующего материала, предпочтительно экструдируют посредством коэкструзии таким образом, чтобы наружный адгезивный слой 206b вводился в непосредственный контакт с бумажным или картонным полотном 201 и чтобы в то же время наружный адгезивный слой 206c вводился в непосредственный контакт с полотном 203 материала с газобарьерными свойствами, в частности, кислорода.
Согласно изобретению и как уже было упомянуто выше, полимер для центрального слоя 206a ламинирующего материала 206 может быть выбран более или менее свободно, и, таким образом, не ограничен каким-либо определенным типом полимера. Примерами пригодных полимеров для центрального слоя 206a ламинирующего материала 206 могут служить полиэтилен низкой плотности (ПЭНП) типа, изготовленного посредством реакции полимеризации в автоклавном реакторе, или полиэтилен низкой плотности (ПЭНП) типа, изготовленного посредством реакции полимеризации в трубчатом реакторе. На основании способа по изобретению полиэтилен низкой плотности (ПЭНП), изготовленный в автоклавном реакторе, несмотря на то, что его свойства вытекания хуже, также можно экструдировать с относительно высокой скоростью и даже при более низких температурах, и в это же время слои можно экструдировать более тонкими, может быть уменьшено общее количество ламинирующего материала, может быть достигнуто более прочное сцепление и обеспечена экономия энергии.
При использовании полиэтилена низкой плотности (ПЭНП), изготовленного в трубчатом реакторе, обеспечивается возможность коэкструзии покрытия посредством экструзии с относительно высокой скоростью, например, приблизительно 400 м/мин и выше благодаря его лучшим свойствам вытекания по сравнению с ПЭНП, изготовленным в автоклавном реакторе. Он также обладает дополнительным преимуществом, заключающимся в том, что его можно коэкструдировать и наносить покрытие из него при более низкой температуре экструзии, например, от 280°C до 310°C, от 290°C до 300°C, чем ПЭНП, изготовленный в автоклавном реакторе и, таким образом, для этого требуется меньше энергии, чем для последнего. В свою очередь, благодаря экструзии полиэтилена низкой плотности (ПЭНП) при более низкой температуре, например, такой, диапазоны которой указаны выше, уменьшается риск ухудшения качества из-за реакций разложения, как уже было упомянуто.
Другими примерами пригодных полимеров для изготовления центрального слоя 206a ламинирующего материала 206 являются линейные полимеры, обладающие преимуществом, заключающимся в способствовании улучшению механических свойств готового упаковочного ламинированного материала. Примерами линейных полимеров, которые можно использовать в способе по изобретению, являются: полиэтилен высокой плотности (ПЭВП); полиэтилен средней плотности (ПЭСП); линейный полиэтилен низкой плотности (ЛПЭНП); полиэтилены очень низкой плотности (ПЭОНП); полиэтилены ультранизкой плотности (ПЭУНП), изготовленные с применением обычных катализаторов или так называемых катализаторов с единым центром полимеризации или катализаторов с ограниченной геометрией, включая так называемые металлоценовые катализаторы.
Требование, которому должны отвечать пригодные адгезивные полимеры для обоих наружных слоев 206b и 206c ламинирующего материала 206, конечно, заключается в том, что они должны обеспечивать возможность эффективного и постоянного скрепления с соответствующим полотном 201 и 203. Дополнительное требование заключается в том, что они должны также быть пригодны для экструдирования при достаточно низкой температуре для исключения риска непреднамеренного повышения температуры полимерного слоя ламинирующего материала 206 таким образом, чтобы она превышала критическую температуру, при которой могли бы начаться неуправляемые реакции разложения, ухудшающие качество. Примерами адгезивных полимеров, отвечающих обоим этим требованиям, являются адгезивные полимеры, которые, в их естественном состоянии, содержат активные кислотные группы на их поверхности, например, сополимер этилена и акриловой кислоты (ЭАК) и сополимер этилена и метакриловой кислоты (ЭМАК). Такое адгезивное доступно для приобретения на рынке под торговой маркой Primacor, выпускаемое компанией Dow Chemical Company, и другое такое адгезивное доступно для приобретения на рынке, выпускаемое компанией DuPont под торговой маркой Nucrel. Дополнительным примером является адгезивное, доступное для приобретения на рынке под торговой маркой Escor, выпускаемое компанией Exxon Mobil Chemicals. Хотя в наружных слоях 206b и 206c ламинирующего материала 206 можно использовать адгезивные полимеры, отличающиеся друг от друга, благоприятным, по соображениям технологи обработки, является использование адгезивного одного и того же состава и в том же количестве в каждом из наружных слоев 206b и 206c.
Материалы, обладающие барьерными свойствами против газов и пригодные к использованию в способе по изобретению, могут иметь как органическую, так и неорганическую природу. Примерами органических материалов являются coполимеры этилена и винилового спирта (ЭВС) и различные типы полиамидов (ПА). Примерами неорганических материалов могут служить алюминиевая фольга или полимерная пленка, которая на одной или обеих ее сторонах содержит покрытие из металла, например, осажденного в парообразном состоянии или нанесенного способом металлизации в вакууме алюминия, или осажденного в парообразном состоянии покрытия из окиси, например, окиси алюминия или окиси кремния (SiOx). Предпочтительно используют алюминиевую фольгу, которая, помимо того что она обладает очень хорошими барьерными свойствами против газов, также пригодна для обеспечения возможности запечатывания упаковочного ламинированного материала посредством индукционного сваривания, являющегося быстрым, простым и эффективным способом запечатывания свариванием.
Примерами пригодных полимеров для изготовления непроницаемых для жидкости, запечетываемых посредством сваривания наружных слоев 213 и 214, наносимых на полотно 208 в способе по изобретению, являются полиолефины, например, полиэтилен низкой плотности (ПЭНП); линейный полиэтилен низкой плотности (ЛПЭНП); гомо- или coполимеры полиэтилена высокой плотности (ПЭВП) и полипропилена (ПП).
Из полотна упаковочного ламинированного материала 10, показанного, например, на Фиг.1, можно, как уже было упомянуто, изготавливать упаковочные контейнеры одноразового типа со стабильными размерами для чувствительного к кислороду жидкого пищевого продукта, например, молока, сока, вина и кулинарного масла, посредством сгибания и запечатывания свариванием известным способом. Такие упаковочные контейнеры сегодня изготавливают, используя современные упаковочные машины, на которых формируют, заполняют и запечатывают готовые упаковки.
Один способ, в котором упаковочные контейнеры, изготовленные из упаковочного ламинированного материала 10 (см. Фиг.1), можно формировать, заполнять и запечатывать, проиллюстрирован на Фиг.3. Так называемые одноразовые упаковки изготавливают из полотна сначала посредством сворачивания последнего в трубку 31, в которой продольные края 32, 32' полотна соединяют друг с другом в шов 33 внахлест посредством расплавления вместе взаимно обращенных друг к другу поверхностей пластиковых слоев 14 и 15. Трубку заполняют (34) пищевым продуктом, о котором идет речь, и делят на смежные подушкообразные упаковочные емкости 36 посредством повторяемых операций спрессовывания вместе и запечатывания свариванием трубки в поперечном направлении 35 относительно продольного направления трубки, ниже уровня продукта в трубке, и упаковочные емкости отделяют друг от друга, и окончательно придают им требуемую геометрическую форму, обычно - форму параллелепипеда, подобную кирпичу, посредством выполнения по меньшей мере одного дополнительного этапа сгибания и запечатывания свариванием.
Хорошо известным примером одноразовой упаковки этого типа является промышленно выпускаемая упаковка, продаваемая под названием Tetra Brik aseptic, показанная на Фиг.4. Помимо определения: кирпичеобразная наружная форма, необычная особенность этого типа промышленно выпускаемой упаковки является то, что ее изготавливают более или менее полностью посредством сгибания и запечатывания свариванием 41, 42 из полотна, упаковочного ламинированного материала без использования дополнительных упаковочных частей, например отдельных верхних частей и/или нижних частей. Такие упаковочные контейнеры 40 могут быть также обеспечены подходящими устройствами 43 для вскрытия, например винтовой крышкой, посредством которой, при открывании, проникают внутрь и удаляют упаковочный материал и обеспечивают возможность выпуска упакованного продукта. Для этой цели ламинированный упаковочный материал может быть снабжен перфорацией в слое картона, расположенном между полимерными слоями и барьерными слоями ламинированного материала. Альтернативно отверстие в ламинированном упаковочном материале прокалывают непосредственно перед процессом заполнения, после чего отверстие обеспечивают лентой или отрывным язычком, на обеих сторонах упаковочного материала. После заполнения и запечатывания упаковочного контейнера, на верхней части закрытого отверстия может быть установлено устройство для вскрытия в виде шарнира или винтовой крышки. Альтернативно устанавливают устройство для вскрытия, которое приформовывают над пробитым отверстием непосредственно во время процесса заполнения. Нет необходимости в обеспечении упаковочного контейнера специальным приспособлением для вскрытия, контейнер можно также вскрыть посредством разрыва разрываемой перфорации или посредством разрезания.
Альтернативно упаковочные контейнеры можно изготавливать так, как описано выше, но их конечная форма может быть подушкообразной, получаемой непосредственно после отделения упаковочных емкостей друг от друга, которую дополнительно никак не формируют посредством сгибания. Такую упаковку обычно изготавливают, используя более тонкий картонный материал, и, таким образом, выдвигаются более высокие требования к адгезии и целостности упаковочного материала, касающиеся ламинирующих слоев, а также к характеристикам, касающимся механической прочности, в частности, эластичности полимерных слоев. Пример одной из таких упаковок показан на Фиг.5.
Упаковочные контейнеры для чувствительного к кислороду жидкого пищевого продукта, например, сока, можно также изготавливать из заготовок в виде листов или предварительно изготовленных заготовок из упаковочного ламинированного материала 10, представленного на Фиг.1. Из трубчатых заготовок из упаковочного ламинированного материала 10, сложенных до плоского состояния, изготавливают упаковки посредством придания заготовке, прежде всего, формы открытой трубчатой капсулы, один открытый конец которой закрывают посредством сгибания и запечатывания свариванием соединенных концевых панелей. Закрытую таким образом капсулу заполняют пищевым продуктом, о котором идет речь, например соком, через ее открытый конец, который затем закрывают посредством дополнительного сгибания и запечатывания свариванием соответствующих соединенных концевых панелей. Пример упаковочного контейнера, изготовленного из трубчатой заготовки в виде листа, показан на Фиг.6, и этот контейнер 60 содержит верхнюю часть в виде так называемой двухскатной крыши. Существуют также упаковки этого типа, содержащие формованную верхнюю часть и/или винтовую крышку, изготовленную из пластика.
Пример 1
Изготавливали упаковочный ламинированный материал 10, имевший состав, представленный в Таблице 1:
|
Упаковочный ламинированный материал 10 по изобретению в Примере 1 изготавливали посредством коэкструзии слоев материала 13a-13c в виде трехслойной структуры, причем указанные слои материала были расположены в последовательности: 13b/13a/13c. Этот процесс коэкструзии можно было обычным образом осуществлять при скорости экструзии 200 м/мин и при температуре экструзии ниже 310°C, и без использования oзона или других дополнительных химических веществ для достижения и поддержания постоянного прикрепления алюминиевой фольги 12, служившей в качестве газобарьера, к бумажному или картонному слою 11 упаковочного ламинированного материала. Везде использовали картон марки CLC/C, усилие на сгиб которого составляло 260 мН. Три слоя можно было экструдировать совместно при температурах 290°C - 310°C - 290°C и со скоростью полота 650 м/мин, с очень хорошей (не поддающейся измерению, выше предела чувствительности) адгезией к слою картона или барьерному слою.
Известный упаковочный ламинированный материал, представленный в качестве эталонного примера 1, изготавливали подобным способом посредством экструзии только слоя материала 13a, но в этом случае требовалась достаточно высокая температура экструзии - 325°C, вместе с дополнительным использованием oзона для достижения приемлемого скрепления между алюминиевой фольгой 12 и бумажным или картонным слоем 11. Упаковочный ламинированный материал, изготовленный в способе по изобретению, таким образом, обладал значительными преимуществами в отношении сохранения окружающей среды и здоровья по сравнению с соответствующим упаковочным ламинированным материалом, изготовленным известным способом, т.е. без использования адгезивного в непосредственном контакте с бумажным или картонным слоем и со слоем, служащим в качестве газобарьера, в данном случае – со слоем алюминиевой фольги. Адгезия, достигнутая в примере по изобретению, между ламинирующим материалом и алюминиевой фольгой была повышена до такой степени, что слои невозможно было отделить вдоль поверхностей раздела между этими двумя материалами, т.е. сцепление было более прочным, чем предел чувствительности в тесте на отслаивание, которое составляло приблизительно 200 Н/м. Посредством сравнения удовлетворительное сцепление было также достигнуто в эталонном примере посредством использования более высокой температуры экструзии, а также обработки поверхности озоном, но сцепление было не столь прочным, чтобы было невозможно отделить слои (средняя величина - 105 Н/м). После формирования из упаковочных ламинированных материалов, полученных как в Примере 1, так и в эталонном примере, упаковочных контейнеров, была достигнута удовлетворительная целостность упаковки, т.е. долговечность и непроницаемость для жидкости и кислорода.
В испытаниях на отслаивание из упаковочного ламинированного материала вырезали полосы шириной 15 мм, и два слоя, между которыми нужно было определить сцепление, отделяли/отслаивали друг от друга. Два язычка отслоенных полос зажимали в клеммах разрывной машины, на которой полосы дополнительно расслаивали в управляемых условиях при угле расслаивания 90°. Измеряли силу во время расслаивания, используя динамометрический датчик, и силу, требовавшуюся для расслаивания, определяли в Н/м. Методика испытаний является вариантом стандарта ASTM D903 - 98(2010) «Стандартная методика испытаний на отслаивание или расслаивание и определение прочности скрепления, обеспечиваемого адгезивным», отличавшимся тем, что использовали образец шириной 15 мм вместо 25 мм, и угол расслаивания составлял 90° вместо 180° (ASTM – Американское общество по испытанию материалов. – Прим. перевод.).
Кроме того, с задачей испытания способности упаковочного ламинированного материала выдерживать толчки или сотрясения, подобные тем, которые происходят при падении упаковочного контейнера на пол с определенной высоты, обследования, проводимые посредством применения методики внутренних испытаний, неожиданно показали наличие значительного повышения, до более чем на 30%, долговечности упаковочного ламинированного материала по изобретению по сравнению с упаковочным ламинированным материалом в эталонном примере 1.
Пример 2
Пример 1 и эталонный пример 1 повторяли при скорости полота 200 м/мин и при двух различных расстояниях между выходом фильеры экструдера и местом контакта занавеси из расплава с поверхностью полотна, а именно: при воздушных зазорах 195 мм и 310 мм. Кроме того, примеры повторяли с единственным отличием, заключавшимся в том, что ламинирующий материал в эталонном примере 1 был заменен на тестовый полимер ПЭНП2, изготовленный посредством полимеризации в трубчатом реакторе, который по предположениям обладал низкими экструзионными свойствами в виде высокой степени сужения при экструзии в виде одного слоя ламинирующего материала.
В Примере 2 ламинирующий материал экструдировали совместно с центральным слоем из того же ПЭНП2 и с наружными адгезивными слоями из того же полимера и с той же толщиной слоя, как и в Примере 1.
Были получены эквивалентные упаковочные свойства, как и в Примере 1 (барьерные и адгезивные свойства), а также значительное улучшение процесса экструзии (уменьшенное сужение) по сравнению с эталонным примером 2, при использовании одного слоя того же полимера ПЭНП2 в качестве ламинирующего материала. Величины сужения, представленные в Таблице 3, - это сумма ширин в миллиметрах той части полотна, которая не была покрыта экструдируемым слоем полимера, т.е. сумма ширин непокрытых краевых зон полотна.
Более конкретно: три слоя со слоем ПЭНП2 в качестве центрального слоя можно было совместно экструдировать при температурах 290°C - 290°C - 290°C и при более высокой скорости полота, составлявшей приблизительно 500 м/мин, с очень хорошей адгезией к картону и барьерному слою, таким образом, что слои не могли быть отделены друг от друга и, таким образом, адгезия была слишком большой, чтобы ее можно было измерить.
Пример 3
Эталонный пример 2 повторяли с единственным отличием, заключавшемся в том, что ламинирующий материал был заменен полимером ПЭНП3 (марки 750E, выпускаемое компанией Dow), изготовленным посредством полимеризации в трубчатом реакторе, который согласно всем доступным данным и рекомендациям, являлся не подходящим для нанесения покрытия посредством экструзии и вместо этого предназначался для формования под давлением методом впрыска, и обладал достаточно высоким ИР, составлявшим 20 г/10 мин при 2,16 кг и температуре 190°C. Согласно предположениям обычное ламинирование посредством экструдирования невозможно было осуществлять, используя этот полимер, вследствие слишком большого сужения. В Примере 3 ламинирующий материал вместо этого совместно экструдировали с центральным слоем из того же ПЭНП3 и с наружными адгезивными слоями из того же полимера и с той же толщиной слоя, как и в Примере 2.
Были получены эквивалентные адгезионные свойства и был значительно улучшен процесс экструзии (уменьшено сужение), включая лучшее, чем предполагалось, и эквивалентное эталонному, скрепление с одним слоем полимезированного в автоклавном реакторе ПЭНП, полученным в Примере 1. Кроме того, во всех Примерах 1-3 толщину (поверхностную плотность) тонкого ламинирующего слоя можно было уменьшить, по изобретению, с 20 г/м2 до 16 г/м2 общей массы ламинирующего материала, что позволило снизить стоимость и повысить экономию ресурсов в виде сырьевых материалов.
Примеры 2 и 3 и эталонные примеры 2 и 3 (см. Таблицу 2)
|
Результаты Примеров 1-3 в отношении уменьшения сужения при скорости экструзии 200 м/мин показаны в Таблице 3 и в диаграмме на Фиг.8.
|
Пример 4
Пример 1 повторяли с единственным отличием, заключавшимся в том, что в качестве адгезивного полимера в обоих наружных слоях 13b и 13c ламинирующего материала использовали адгезивное марки Primacor 3460 (ИР 20 г/10 мин). В качестве центрального слоя использовали обычный ПЭНП марки Novex 19N 730, изготовленный в автоклавном реакторе. Три слоя экструдировали совместно при температуре 290°C -290°C -290°C, и при этом обеспечивалась возможность нанесения покрытия со скоростью полота 500 м/мин.
Примеры 5 и 6
Выполняли аналогично Примеру 3, но согласно отдельной оценке, которую производили по сравнению с использованием m-ЛПЭНП и ПЭВП в качестве ламинирующего материала. Тогда как экструзия этих полимеров в виде единственного ламинирующего материала была невозможна из-за чрезмерно большого сужения, даже при низких скоростях экструзии, благодаря коэкструзии вместе с наружными адгезивными слоями обеспечивалась возможность значительного улучшения процесса экструзии таким образом, что появилась возможность ламинированния друг с другом бумажного полотна и алюминиевой фольги с удовлетворительным сцеплением.
Пригодность к промышленному применению
Посредством использования способа по изобретению можно изготавливать упаковочный ламинированный материал для изготовления упаковочного контейнера, для чувствительного к кислороду жидкого пищевого продукта, например молока, сока, вина и кулинарного масла, без применения необязательного энергоемкого процесса изготовления (экструзии) и без использования вредных для окружающей среды химических веществ для придания упаковочному ламинированному материалу приемлемой целостности.
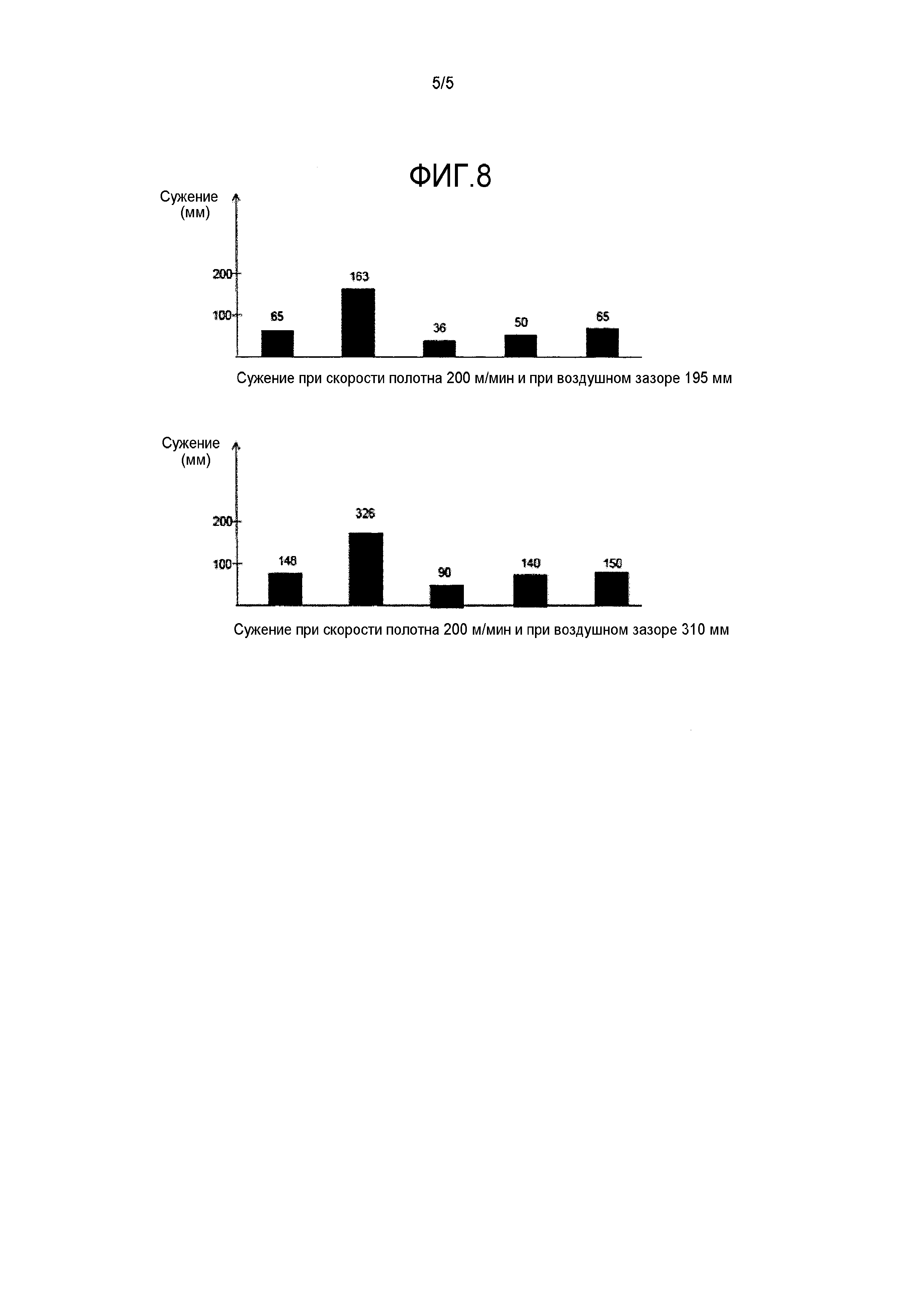
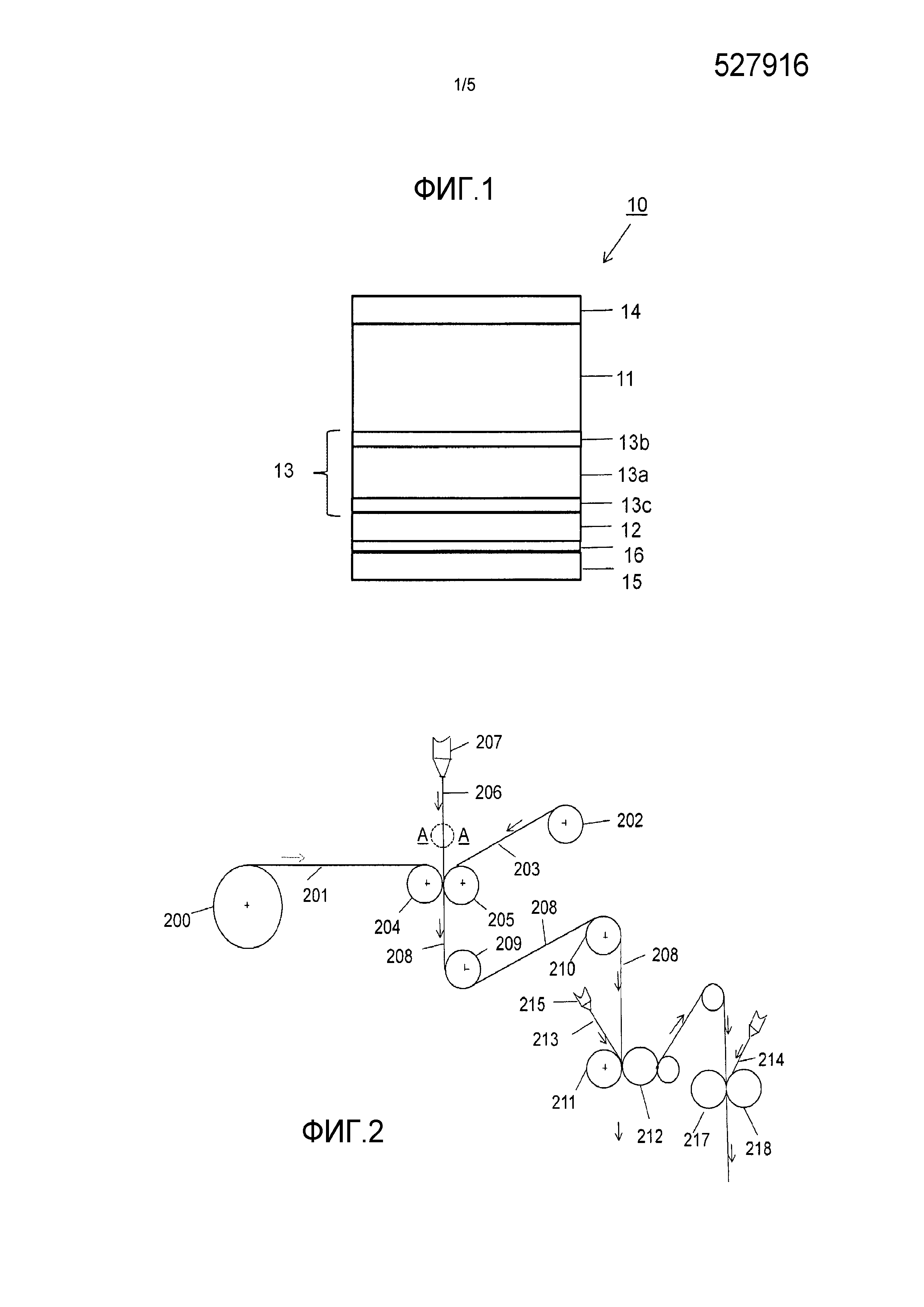
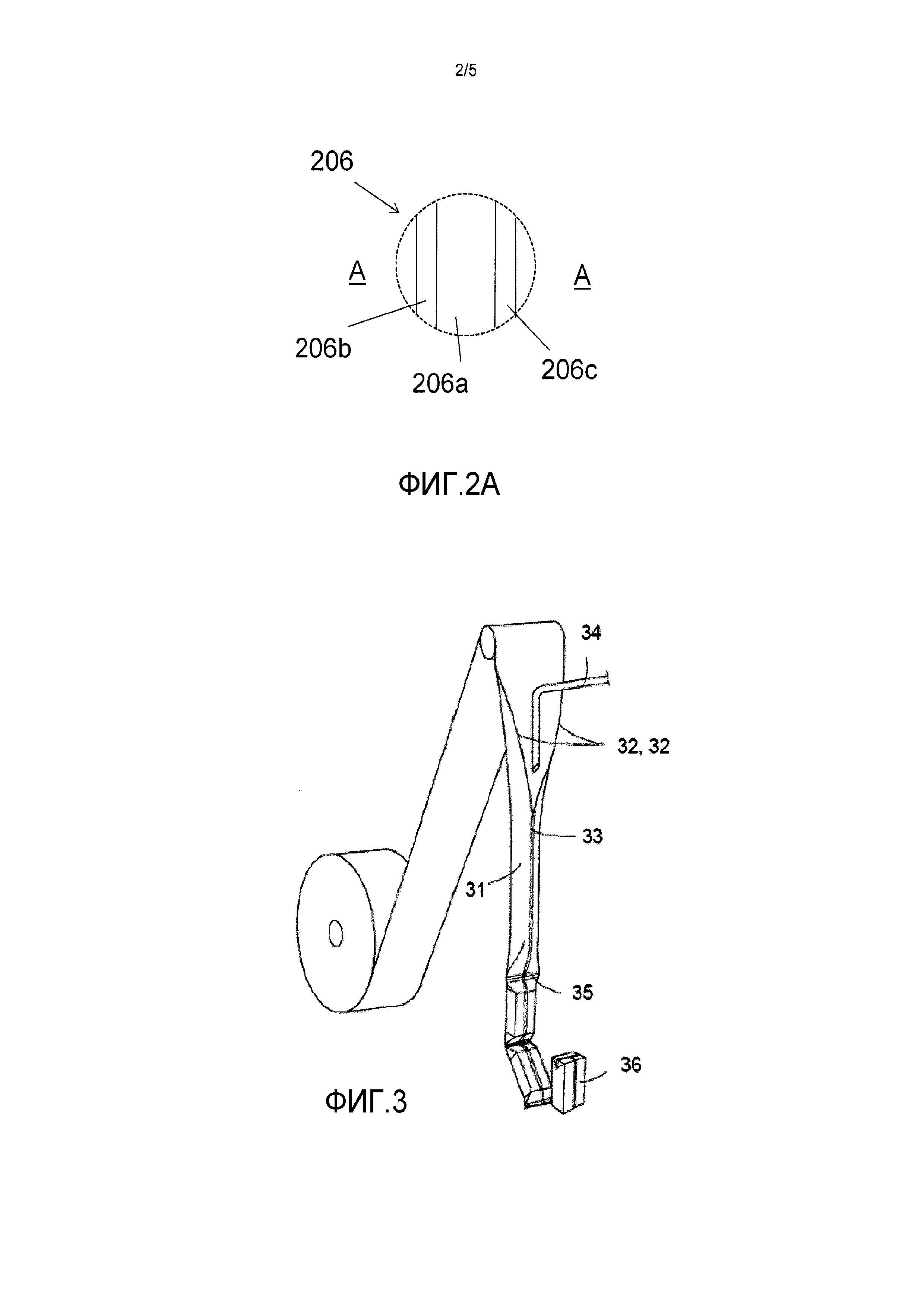
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Упаковочный ламинат, способ изготовления упаковочного ламината и упаковочный контейнер, изготовленный из него
Упаковка
Упаковка
Упаковочный ламинат, фальцующий ролик, а также слой для использования в упаковочном ламинате
Электрический выключатель
Упаковочный материал
Способ выполнения линий сгиба

