Результат интеллектуальной деятельности: Устройство для обработки металла в ковше
Вид РИД
Изобретение
Предлагаемое изобретение относится к области металлургии, а конкретно к внепечной обработке жидкой стали в сталеразливочном ковше.
Известно устройство для внепечной обработки жидкой стали в агрегате ковш-печь с нагревом металла дугой постоянного тока, с использованием верхнего электрода и подового электрода, установленного в нижней части ковша /Г.Н. Окороков, А.И. Донец, Ал. Г. Шалимов и др. Нагрев стали разрядом постоянного тока на установках внепечной обработки // «Сталь», №5, 1994 г., С. 36-40/.
Ток дуги, проходя через расплав от подового электрода к верхнему, взаимодействует с собственным магнитным полем и вызывает перемешивание ванны. Однако интенсивность перемешивания недостаточна, что отрицательно сказывается на однородности готового металла или увеличивает продолжительность обработки.
Для интенсификации перемешивания применяют дополнительные средства, например продувку ванны инертным газом, что снижает интенсивность нагрева и удорожает обработку металла.
Из известных, наиболее близким к предлагаемому по технической сущности и достигаемым результатам является устройство для обработки металла в ковше дугой постоянного тока, содержащее верхний и подовый электроды, а также токоподвод к подовому электроду /Протасов А.В., Бершицкий И.М. Разработка и исследования агрегатов внепечной обработки стали с электрическим нагревом металла дугой постоянного тока // Электрометаллургия. №1, 2012, - С. 2-7, рис. 3/.
К его недостаткам относится повышенная сложность конструкции, недостаточная интенсивность перемешивания металла и увеличенные эксплуатационные затраты.
Технический результат предлагаемого технического решения заключается в повышении эффективности обработки и уменьшении эксплуатационных затрат.
Данный технический результат достигается тем, что в предлагаемом устройстве, содержащем верхний и подовый электроды, а также токоподвод к подовому электроду, токоподвод выполнен в виде спирали, охватывающей ковш и содержащей по крайней мере один виток.
Устройство может быть оснащено по крайней мере одним подовым электродом с собственным спиральным токоподводом.
В результате взаимодействия внутреннего электромагнитного поля, создаваемого током в десятки кА, протекающим по жидкому металлу с электромагнитным полем в несколько тысяч ампер-витков, создаваемым током, протекающим в токоподводе, охватывающем ковш снаружи, обеспечивается интенсивное перемешивание ванны.
При взаимодействии этих сил возникает интенсивное вертикальное и горизонтальное движение расплава, способствующее выравниванию температуры и химсостава металла по всему объему.
Наличие дополнительного контура с токоподводом и подовым электродом не только обеспечивает возможность увеличения интенсивности электромагнитного поля, но позволяет исключить образование в объеме металла застойных зон при поочередном включении электродов и регулировании силы тока. В результате в момент переходного процесса ранее образовавшиеся вихри будут разрушаться, дробясь на более мелкие и образовываться новые, что еще больше усредняет температуру металла и химсостав по всему объему ковша.
Сущность предлагаемого изобретения поясняется примерами его осуществления, представленными на прилагаемых чертежах, где на:
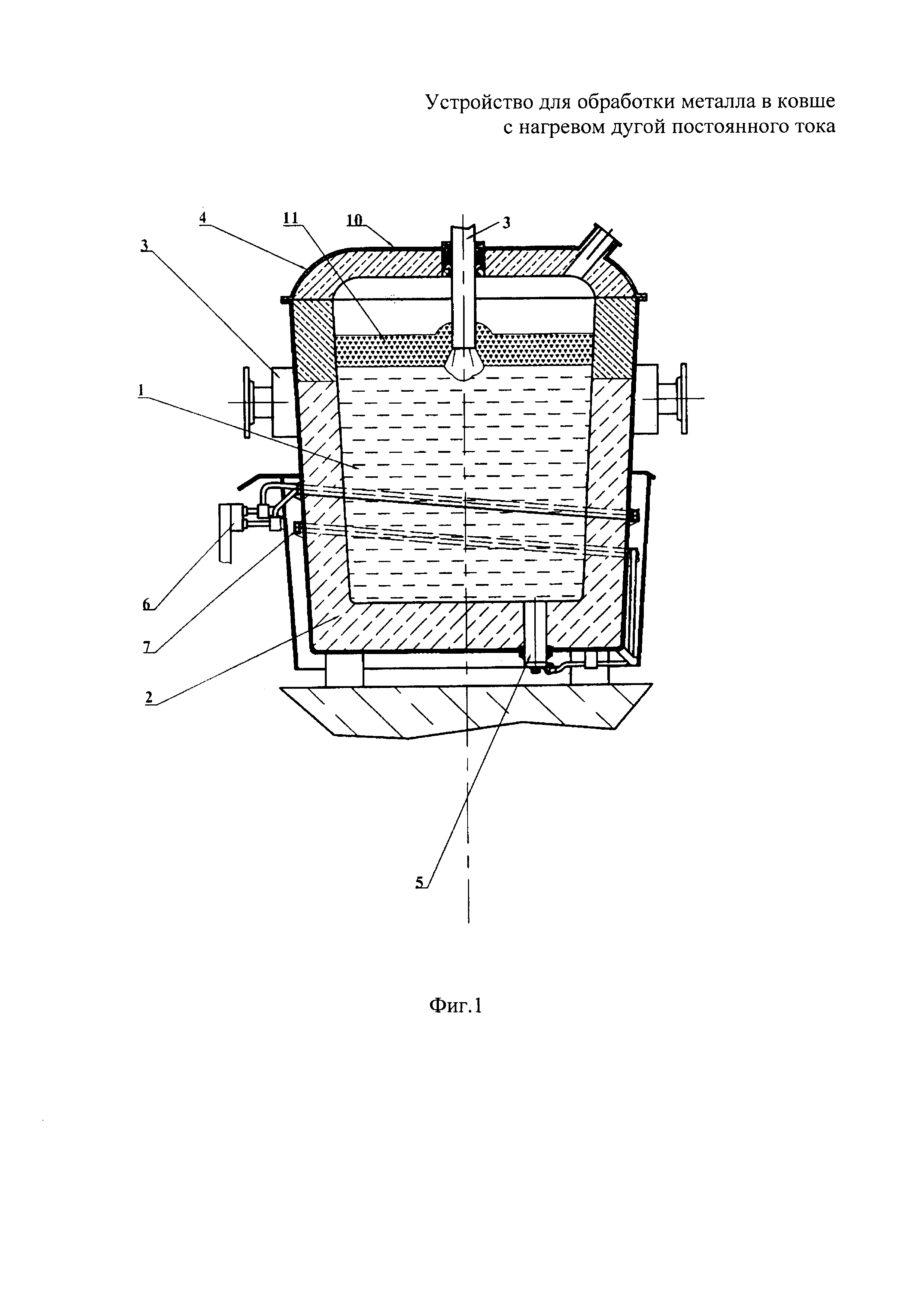
- фиг. 1 изображена схема устройства для обработки жидкого металла в ковше с одним донным электродом;
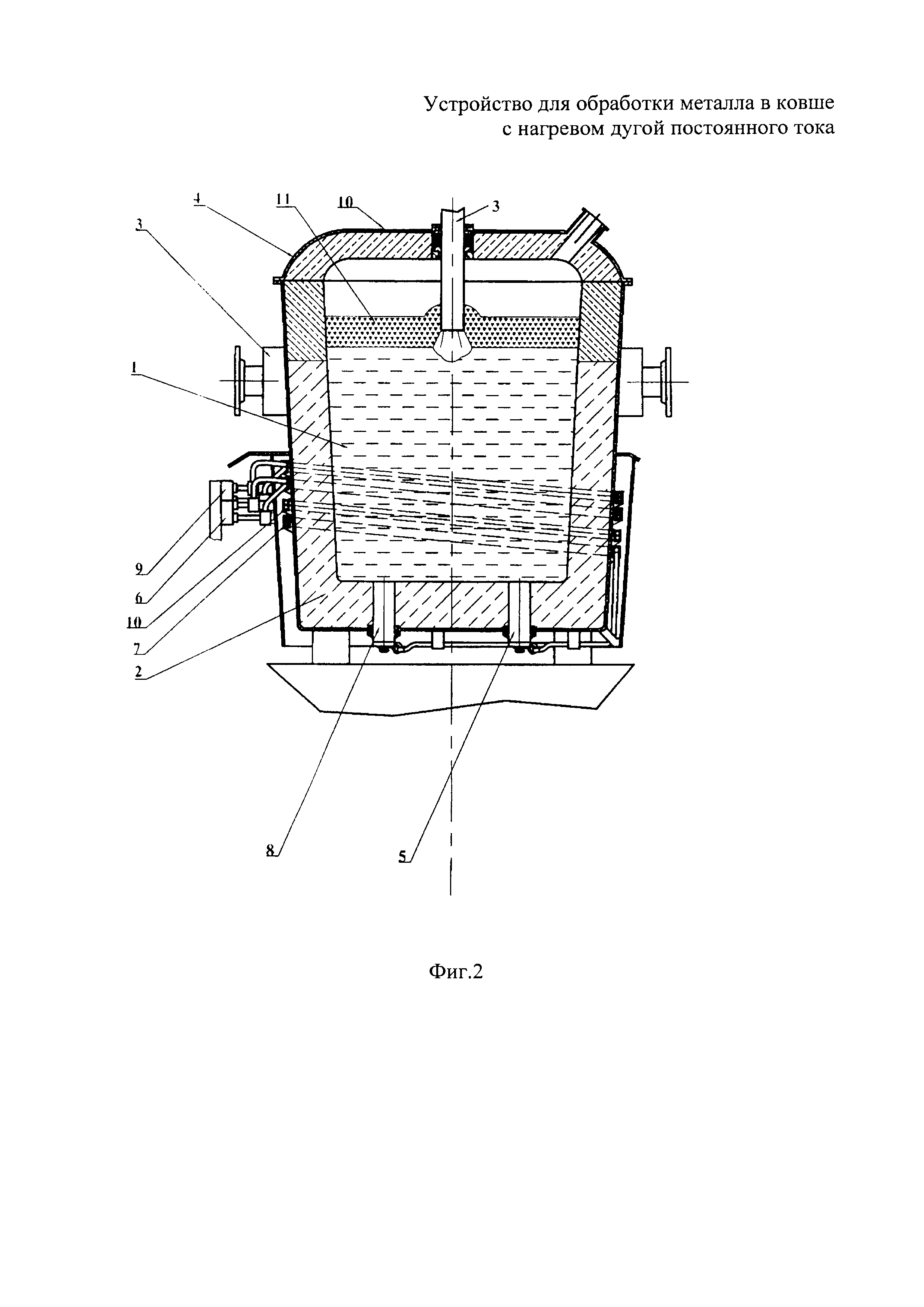
- фиг. 2 изображена схема устройства для обработки жидкого металла в ковше с двумя донными электродами;
Устройство для внепечной обработки жидкого металла 1 в ковше 2 содержит верхний электрод 3, размещенный в крышке 4, и подовый электрод 5, размещенный в нижней части ковша 2. К подовому электроду 5 посредством быстроразъемного соединения 6 подсоединен спиральный токоподвод 7.
В другом варианте устройство снабжено дополнительным токоведущим контуром, включающим подовый электрод 8, быстроразъемное соединение 9 и спиральный токоподвод 10.
Устройство работает следующим образом. В ковш 2 из сталеплавильного агрегата (на фигурах не показан) выпускают металл 1 и наводят шлак 11, затем ковш с расплавом краном перемещают на участок внепечной обработки и производят подключение токоведущих соединений 6 и 9 к источнику питания.
Крышку 4 с верхним электродом 3 перемещают в рабочее положение, после чего на верхний электрод 3 и по крайней мере на один из донных электродов 5, 8 подводят рабочее напряжение. Проходящий по крайней мере по одному спиральному токоподводу 7, 10 электрический ток воздействует электромагнитным полем на жидкий металл 1 в ковше, способствуя его перемешиванию, причем сочетание и последовательность подачи напряжения и изменение мощности, подаваемой через один или более донных электродов 5, позволяет интенсивнее и полнее воздействовать на металл.
Таким образом, использование данного технического решения позволяет:
- повысить интенсивность внепечной обработки жидкого металла,
- увеличить диапазон возможных сочетаний воздействия на жидкий металл посредством чередующихся и переменных режимов подачи электроэнергии в жидкий металл с разными интенсивностями в динамическом режиме с более полным вовлечением в процесс обработки всего объема жидкого металла в ковше.
Смазочная шайба для прессования крупногабаритных стальных труб и профилей
Контейнер пресса для изготовления крупногабаритных труб и профилей
Сопло для производства аморфной ленты
Штамповочно-экструзионный гидравлический пресс
Гидравлический пресс
Устройство для формирования замкнутого контура ленточного магнитопровода распределительного трансформатора из блоков пакетов многослойных аморфных металлических лент
Машина непрерывного литья с роторным кристаллизатором
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Машина бесслитковой прокатки алюминиевого листа
Боек валка пилигримового стана горячей прокатки труб

