Результат интеллектуальной деятельности: ЛИТЕЙНАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК
Вид РИД
Изобретение
Уровень техники
Данное изобретение относится к области литья, более конкретно к литейным формам, а также к способам создания оболочковых форм и к способам литья с использованием такой формы.
Используемые в данном описании термины "верхний", "нижний", "горизонтальный" и "вертикальный" определяются в соответствии с нормальной ориентацией такой литейной формы в процессе литья.
Технологии так называемого литья "по восковым моделям" или "по выплавляемым моделям" известны людям с древних времен. Они особенно хорошо применимы для производства металлических изделий сложной формы. Таким образом, литье по выплавляемым моделям используется, в частности, для производства турбинных лопаток газотурбинных двигателей.
При литье по выплавляемым моделям первый этап, как правило, заключается в создании модели из материала, температура плавления которого является относительно низкой, например из парафина или смолы. Саму модель покрывают тугоплавким материалом для получения литейной формы, в частности литейной формы оболочкового типа. После удаления или уничтожения материала модели внутри литейной формы (вот почему такой способ литья называют литьем по выплавляемым моделям), расплавленный металл заливают в литейную форму для заполнения полости внутри литейной формы, образованной удаленной или уничтоженной моделью. После охлаждения и затвердевания жидкого металла литейную форму можно открыть или уничтожить, чтобы получить металлическую деталь, имеющую форму модели. В данном контексте под термином "металл" следует понимать не только и не столько чистые металлы, сколько разнообразные сплавы.
Для того, чтобы иметь возможность изготовить несколько деталей одновременно, несколько моделей объединяют в единый блок так называемой "елкой", каналы которой соединяют между собой отдельные литейные формы.
Среди различных типов литейных форм, используемых при литье по выплавляемым моделям, известны так называемые "оболочковые формы", создаваемые путем погружения модели или блока моделей в шликер, а затем посыпания модели или блока огнеупорным песком с целью получения оболочки вокруг модели или модельного блока с последующей прокалкой в печи с целью спекания и консолидации слоев шликера и песка. Может производиться несколько последовательных операций погружения в шликер и обсыпания песком для получения оболочки достаточной толщины перед спеканием. Термин "огнеупорный песок" в данном описании используется для обозначения любого сыпучего материала с размером зерен, достаточно малым для соблюдения заданных производственных допусков, способного выдерживать температуру расплавленного металла, который путем запекания оболочки можно консолидировать с целью образования единой детали.
Для получения особенно выгодных термомеханических свойств отливаемой детали может оказаться желательным затвердевание металла с направленной кристаллизацией в литейной форме. Термин "направленная кристаллизация" в контексте настоящего описания служит для обозначения управляемого процесса, применяемого при зарождении центров кристаллизации и росте твердых кристаллов расплавленного металла при его переходе из расплавленного в твердое состояние. Цель направленной кристаллизации заключается в устранении отрицательного влияния границ зерен на свойства детали. Направленная кристаллизация может быть столбчатой или монокристаллической. При столбчатой направленной кристаллизации ориентация возникающих границ зерен происходит в одном направлении, так что они не могут способствовать образованию трещин. Процесс монокристаллической направленной кристаллизации заключается в обеспечении затвердевания отливаемой детали как единого кристалла с целью устранения образования границ зерен.
Для получения такой монокристаллической направленной кристаллизации используют литейную форму, которая, как правило, помимо формообразующей полости содержит также стартовую полость, соединенную с формообразующей полостью селекторным каналом, что раскрывается, например, в патенте Франции №2734189 и патенте США №4548255. При затвердевании металла в литейной форме происходит ее последовательное охлаждение, начинающееся со стартовой полости, в которой происходит зарождение кристаллов. Задача селекторного канала заключается, во-первых, в способствовании образованию одного зерна, и во-вторых, в обеспечении его продвижения к формообразующей полости от фронта кристаллизации данного зерна, зародившегося в стартовой полости.
Однако недостатком такой системы является необходимость обеспечения требуемой механической прочности литейной формы, в частности, когда литейная форма является формой так называемого оболочкового типа, состоящей из относительно тонких стенок вокруг полостей и каналов, в которые поступает расплавленный металл, поскольку формообразующая полость расположена намного выше стартовой полости, которая обычно занимает меньший объем. Обычный способ решения данной проблемы, как показано в патенте США №4940073, заключается в использовании опорных стержней для литейной формы.
Однако такие опорные стержни, проникающие в стартовую и формообразующую полости литейной формы, могут мешать процессу зарождения и распространения центров кристаллизации.
Цель и сущность изобретения
Таким образом, цель настоящего изобретения заключается в устранении вышеупомянутых недостатков путем создания литейной формы для монокристаллического литья с формообразующей полостью, опорным стержнем, стартовой полостью, форма которой обеспечивает зарождение кристаллических зерен и обеспечивает опору, достаточную для опорного стержня, а также селекторным каналом, соединяющимся с верхней частью стартовой полости для распространения единого кристалла в формообразующую полость.
По меньшей мере в одном варианте осуществления изобретения данная цель достигается тем, что стартовая полость включает по меньшей мере первый объем в форме перевернутой воронки и отдельный второй объем, образующий плинтус, расположенный в нижней части указанного первого объема и значительно выступающий вбок относительно указанного первого объема по меньшей мере в одном горизонтальном направлении, а также тем, что опорный стержень расположен со смещением вбок относительно селекторного канала и соединяет второй объем стартовой полости с формообразующей полостью. Используемый в данном описании термин "в форме перевернутой воронки" служит для обозначения такой формы сужающегося профиля, при которой максимальное поперечное сечение первого объема расположено рядом со вторым объемом, а минимальное поперечное сечение первого объема находится на удалении от второго объема. Эта форма не обязательно является конической или осесимметричной. Используемый здесь термин "значительно выступающий" используется для обозначения того факта, что разность в расположении по горизонтали между нижней кромкой первого объема и верхней кромкой второго объема можно легко обнаружить с помощью обычных измерительных средств. Таким образом, это выступание второго объема в горизонтальном направлении обеспечивает надежное основание для опорного стержня, несмотря на его боковое смещение, что дает возможность избежать образования мешающих зерен на переходном участке между стартовой полостью и селекторным каналом в первом объеме конусовидной формы.
В частности, второй объем может выступать по горизонтали по всему периметру указанного первого объема, образуя разрыв между первым и вторым объемами, который способствует выбору зерен.
Кроме того, указанный первый объем может являться осесимметричным относительно вертикальной оси, таким образом, обеспечивая переход к селекторному каналу круглой формы, уменьшая, тем самым, риск образования мешающих зерен, а также возникновения слабых точек в стенках литейной формы.
Кроме того, указанный второй объем может быть не осесимметричным относительно вертикальной оси, в частности, для содействия позиционированию выплавляемой модели для стартовой полости при сборке модельного блока в процессе изготовления литейной формы. Но, несмотря на это, второй объем может, в частности, быть симметричным относительно вертикальной плоскости, что способствует инжектированию литейной формы для изготовления выплавляемой модели, используемой для формирования полости, что упрощает извлечение модели.
Для получения равномерного распределения температуры в указанном первом объеме и селекторном канале смещение вбок опорного стержня относительно селекторного канала может быть таким, при котором минимальное расстояние между опорным стержнем и первым объемом больше суммы толщин стенок литейной формы вокруг опорного стержня и вокруг первого объема. В частности, литейная форма может представлять собой литейную форму оболочкового типа, изготовляемую методом литья "по восковым моделям" или "по выплавляемым моделям", который дает возможность получать литейную форму со сравнительно тонкими стенками.
В частности, указанный селекторный канал может быть выполнен в форме выступа, в частности, с целью обеспечения надежности выбора одного кристаллического зерна. Кроме того, указанный селекторный канал может иметь круглое поперечное сечение, в частности, для обеспечения целостности стенок литейной формы вокруг селекторного канала, а также во избежание образования мешающих зерен в острых углах селекторного канала.
Объектом настоящего изобретения является также способ литья, включающий в себя по меньшей мере изготовление такой литейной формы с помощью метода "по восковым моделям" или "по выплавляемым моделям", заливание расплавленного металла в литейную форму, охлаждение металла с направленной кристаллизацией, начиная со стартовой полости, и разбивание литейной формы для извлечения необработанной металлической отливки. В качестве примера, данный способ может также включать в себя дополнительную операцию обработки необработанной отливки.
Краткое описание чертежей
Сущность и преимущества настоящего изобретения станут более понятны после ознакомления с приведенным ниже в качестве неограничивающего примера подробным описанием его возможного варианта осуществления. В приведенном ниже подробном описании используются ссылки на прилагаемые чертежи, на которых:
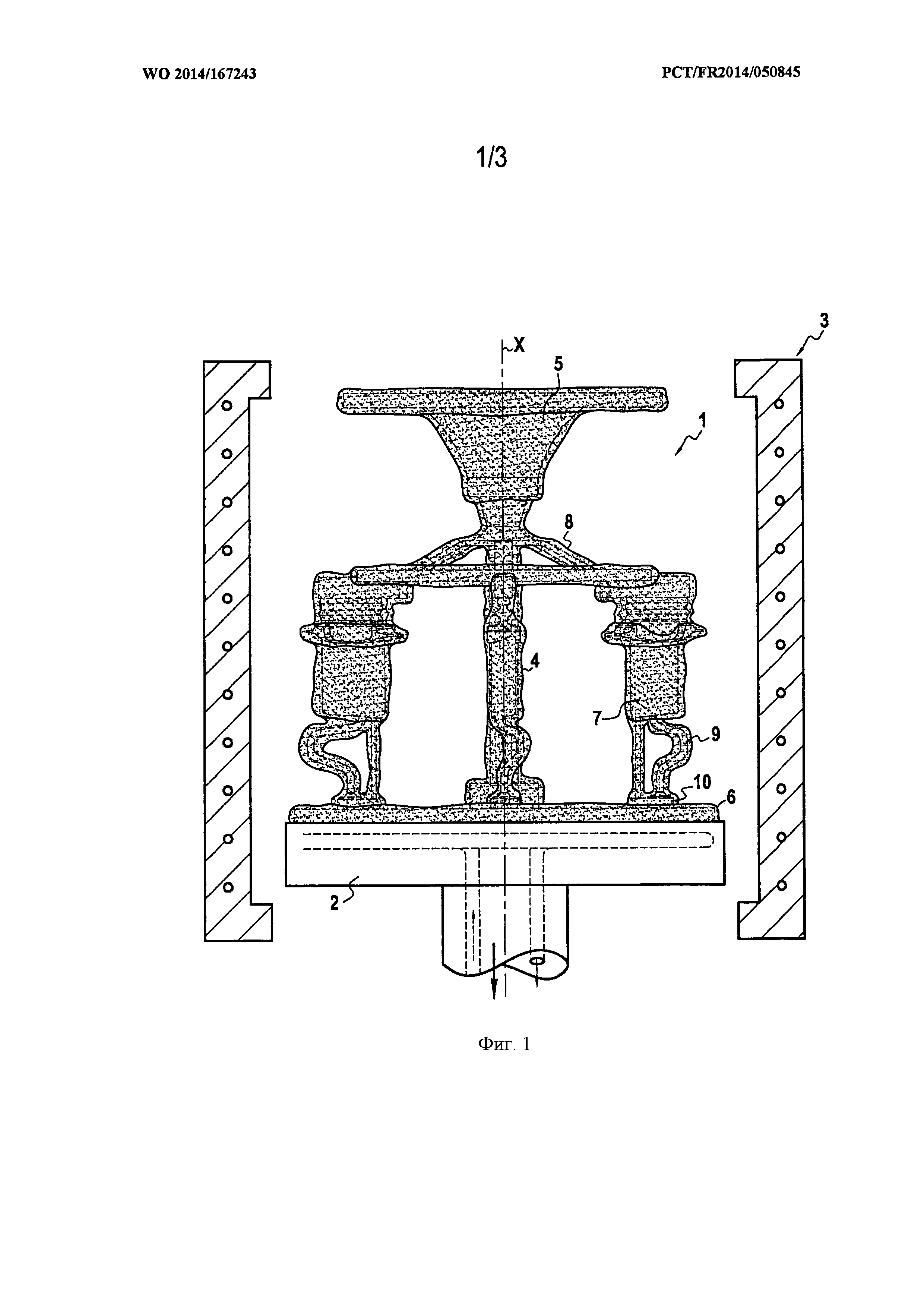
фиг. 1 - схема реализации способа литья с направленной кристаллизацией;
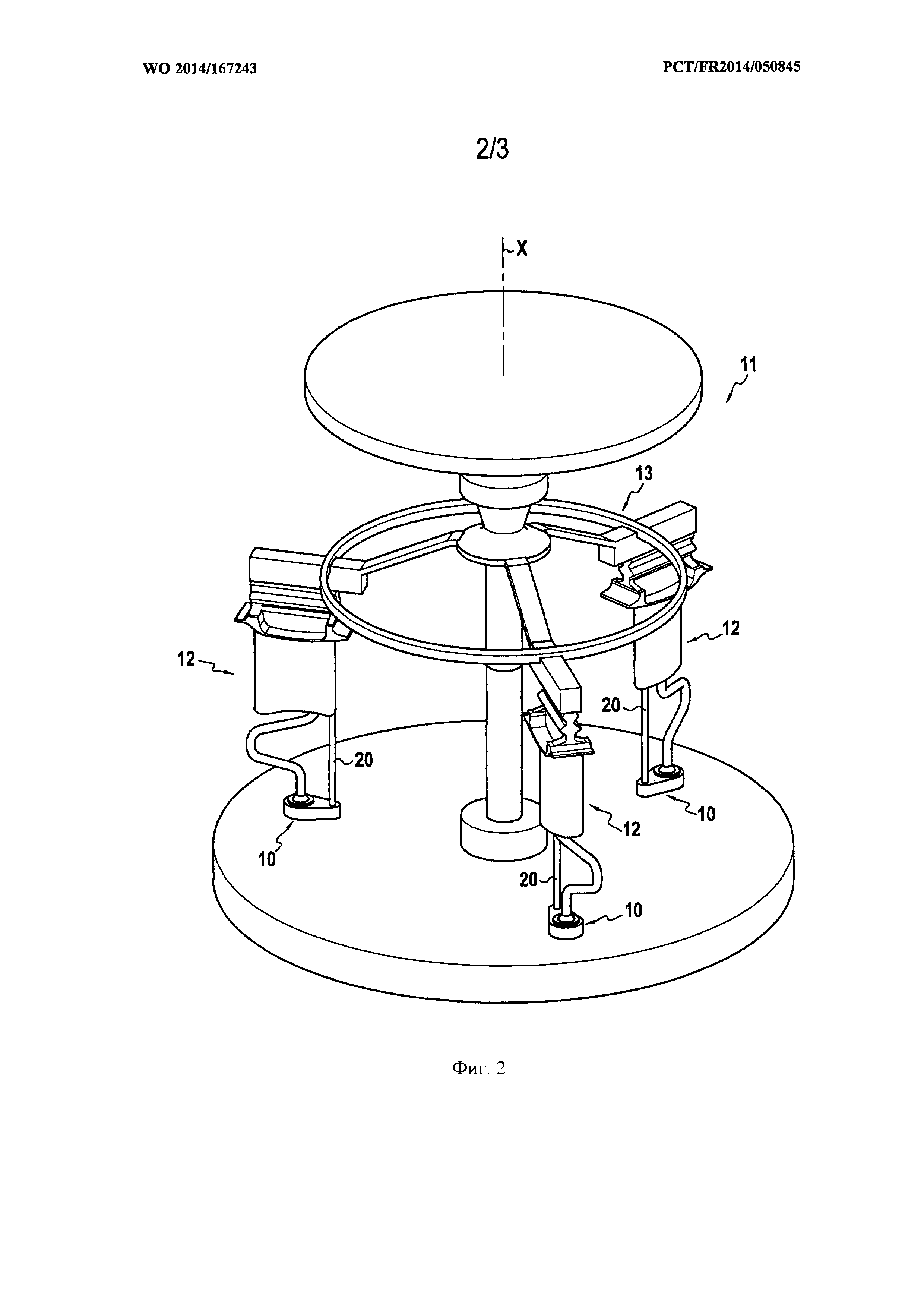
фиг. 2 - схема блока литейных моделей;
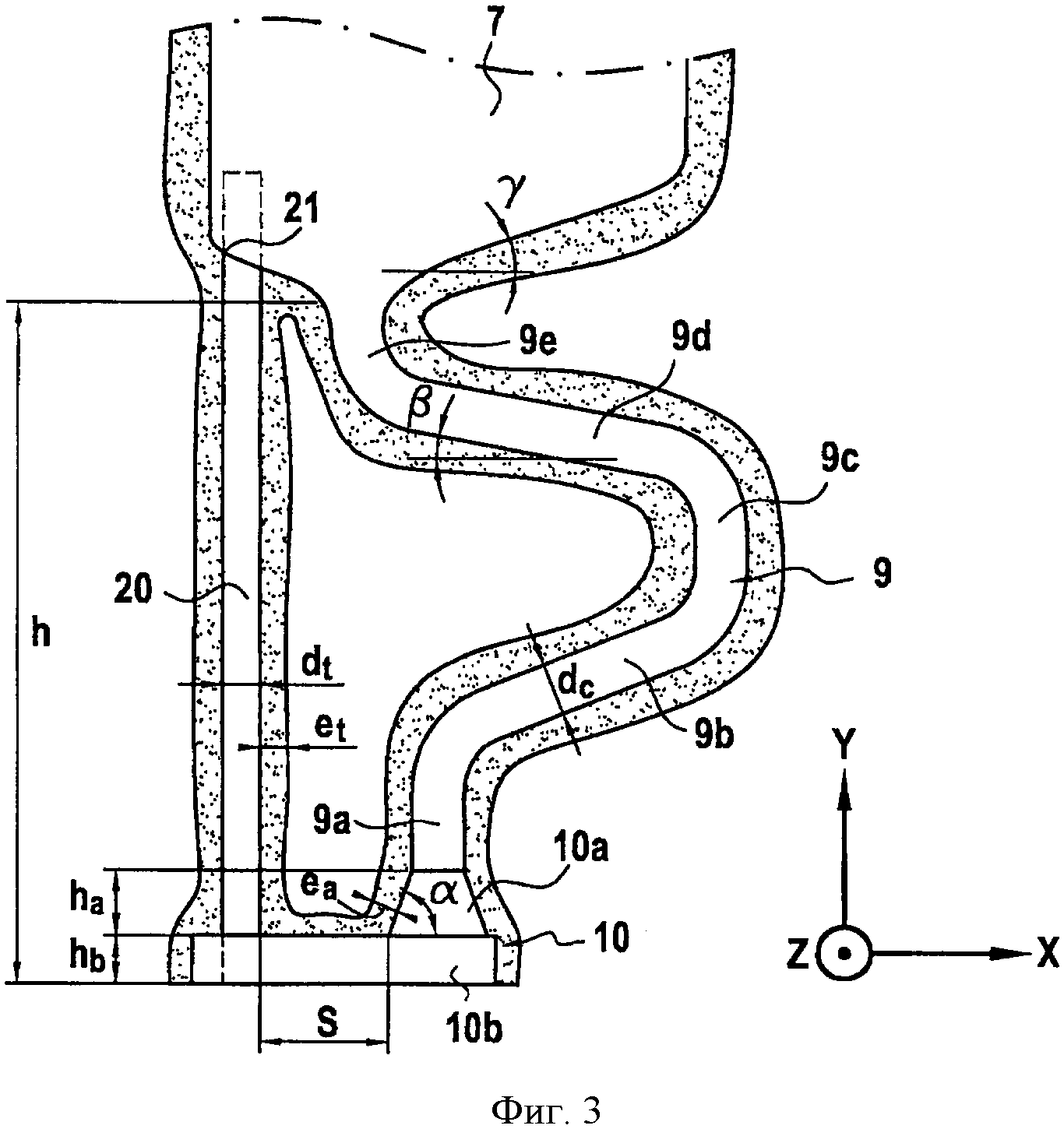
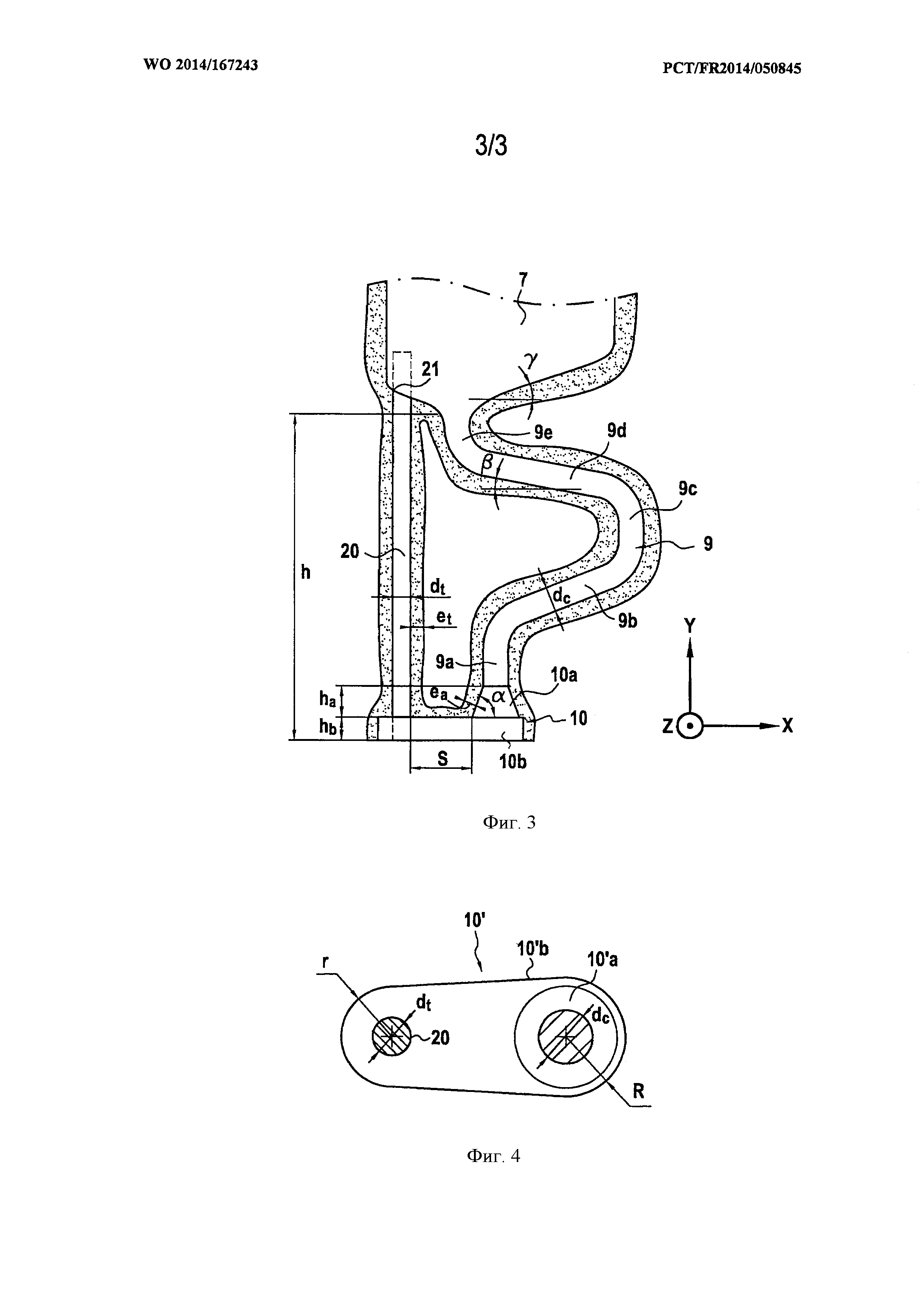
фиг. 3 - вид сбоку стартовой полости в варианте исполнения с соответствующим селекторным каналом, а также части соответствующей формообразующей полости и керамического опорного стержня; и
фиг. 4 - вид сверху выплавляемой модели для стартовой полости, показанной на фиг. 3.
Подробное описание изобретения
На фиг. 1 показано, как в предлагаемом способе литья может обычно осуществляться последовательное охлаждение расплавленного металла с целью получения направленной кристаллизации.
Используемая в данном способе оболочковая форма 1 содержит центральный стояк 4, проходящий по центральной оси X от литейной чаши 5 до тарельчатого основания 6. При извлечении оболочковой формы 1 из камеры прокаливания 3 основание 6 находится в непосредственном контакте с подошвой 2. Оболочковая форма 1 содержит также определенное количество формообразующих полостей 7, расположенных в виде блока вокруг центрального стояка 4. Каждая формообразующая полость 7 соединена с литейной чашей 5 каналом подвода 8, по которому осуществляется подвод расплавленного металла в процессе литья. Кроме того, нижняя часть каждой формообразующей полости 7 соединена селекторным каналом 9 со стартовой полостью 10 меньшего размера, расположенной рядом с основанием 6.
Оболочковая форма 1 может быть изготовлена способом с использованием так называемых "восковых" или "выплавляемых" моделей. Первый этап данного способа заключается в создании временного блока 11, содержащего определенное количество моделей 12, соединенных вместе "елкой" 13, как показано на фиг. 2. Модели 12 и елка 13 служат для образования пустых полостей в оболочковой форме 1. Их изготавливают из материалов с низкой температурой плавления, таких как смола или парафин. При необходимости изготовления большого количества деталей эти элементы можно изготавливать путем инжектирования смолы или парафина в постоянную литейную форму. Для поддержки каждой модели 12 служит опорный стержень 20, выполненный из тугоплавкого материала, например из керамики, который соединяет каждую модель 12 с основанием 11.
В таком исполнении для получения оболочковой формы 1 из непостоянного блока 11 данный блок 11 погружают в шликер, а затем обсыпают огнеупорным песком. Процесс погружения в шликер и обсыпания огнеупорным песком может быть повторен несколько раз, пока вокруг блока 11 не будет создана оболочка из пропитанного шликером песка требуемой толщины.
После этого блок 11, покрытый данной оболочкой, можно подвергать нагреву, чтобы выплавить материал блока 11 с низкой температурой плавления и удалить его из внутренних полостей оболочки. Затем производится операция прокаливания при высокой температуре, во время которой происходит спекание частиц оболочки, что делается с целью консолидации огнеупорного песка и получения оболочковой формы 1.
Используемый при данном способе литья расплавленный металл или металлический сплав вводят в оболочковую форму 1 путем заливания в литейную чашу 5, после чего он поступает в каналы подвода 8 и заполняет формообразующие полости 7. В процессе литья оболочковая форма 1 находится в камере прокаливания 3, как показано на фиг. 1. После этого с целью постепенного охлаждения расплавленного металла оболочковую форму 1, установленную на подвижной охлаждаемой опоре 2, извлекают из камеры прокаливания 3, перемещая при этом вниз по центральной оси X. Поскольку охлаждение оболочковой формы 1 происходит за счет охлаждения основания 6 от опоры 2, затвердение расплавленного металла начинается в стартовых полостях 10 и постепенно распространяется вверх при постепенном извлечении оболочковой формы 1 из камеры прокаливания 3 в направлении вниз по стрелке, как это показано на фиг. 1. Ограничение, создаваемое каждым селекторным каналом 9, а также его форма, выбираются таким образом, чтобы лишь одно из зерен, зарождающихся в затравочной полости 10, могло продолжить свой рост и распространиться в соответствующую формообразующую полость 7.
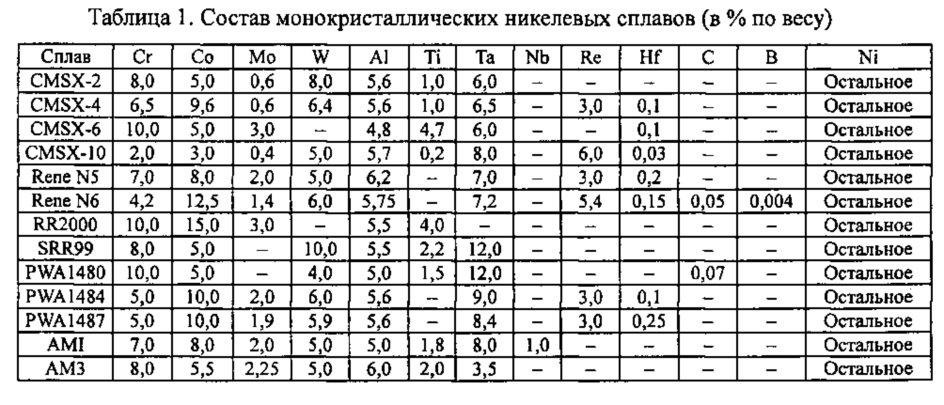
Металлическими сплавами, пригодными для использования в данном способе, являются, в частности, монокристаллические никелевые сплавы AM1 и AM3 компании Snecma, а также, например, сплавы CMSX-2®, CMSX-4®, CMSX-6®, и CMSX-10® компании С-М Group, сплавы Rene® N5 и N6 компании General Electric, сплавы RR2000 и SRR99 компании Rolls-Royce, и сплавы PWA 1480, 1484, и 1487 компании Pratt & Whitney. В таблице 1 приводятся составы данных сплавов.
После охлаждения и затвердевания метала в оболочковой форме литейную форму можно отбить, чтобы извлечь металлические детали, что можно осуществить путем механической обработки и/или обработкой поверхности вручную.
На фиг. 3 более подробно изображена форма одной из стартовых полостей 10 с соответствующим селекторным каналом 9, а также часть формообразующей полости 7, соединенной со стартовой полостью 10 селекторным каналом 9. Как показано на чертеже, стартовая полость 10 включает первый объем 10а с сужающимся в направлении вверх профилем, т.е. имеющий форму перевернутой воронки, и отдельный второй объем 10b, располагающийся внизу под первым объемом 10а. Сужение в направлении вверх первого объема является таким, что максимальное поперечное сечение первого объема расположено рядом со вторым объемом, а минимальное поперечное сечение первого объема находится на удалении от второго объема. Иными словами, максимальное поперечное сечение первого объема 10а находится в положении, расположенном ниже его минимального поперечного сечения (см. фиг. 3). Предпочтительно, указанный второй объем 10b представляет собой горизонтально расположенный участок постоянного поперечного сечения, выступающий вбок относительно первого объема 10а по всей окружности первого объема 10а, но в большей степени в главном направлении. Эта выступающая вбок часть второго объема 10b соединяется с нижней частью опорного стержня 20.
В показанном варианте выполнения второй объем 10b имеет высоту hb, которая составляет по меньшей мере 5 мм, что сделано с целью достаточного закрепления опорного стержня 20. Верхняя кромка второго объема 10b закруглена во избежание концентрирования напряжений с последующим образованием трещин в данной области оболочковой формы 1. Возникновение таких трещин может приводить к мелким утечкам металла в стенке оболочковой формы 1, которые могут представлять собой области для образования мешающих зерен. Радиус этой закругленной части может составлять, например, около 0,5 мм.
Переходные участки между первым объемом 10а и вторым объемом 10b, а также между первым объемом 10а и селекторным каналом 9 аналогичным образом закруглены по тем же самым причинам. Угол наклона α (альфа) относительно горизонтали одной или нескольких стенок первого объема 10а в предполагаемой вертикальной плоскости может составлять, например, от 40° до 70°. Этот угол наклона обеспечивает выполнение первой операции выбора зерна и устраняет вероятность возникновения отметин на крае затвердевающего металла, которые могут способствовать возникновению областей для образования мешающих зерен. Однако в зависимости от формы первого объема 10а, могут использоваться и другие углы наклона.
Несмотря на то, что в рассматриваемом варианте осуществления первый объем 10а имеет форму усеченного конуса, с таким же успехом могут применяться и другие сужающиеся кверху формы, в том числе осесимметричные. Например, также может быть использована полусферическая форма, выпуклая часть которой направлена вверх. Независимо от формы, высота первого объема 10а может составлять, например, от 2 мм до 20 мм.
Селекторный канал 9 выполнен в виде выступа, включающего в себя пять последовательно расположенных элементов от 9а до 9е, с практически постоянным поперечным сечением круглой формы с диаметром dc по меньшей мере 5 мм, и, предпочтительно, составляющим, например, от 6 мм до 8 мм. Такой диапазон значений диаметра дает возможность выбора одного зерна, в то же время обеспечивая возможность избежания слишком малых диаметров селекторного канала 9, что может приводить к возникновению трещин в стенках оболочковой формы 1 с зарождением центров кристаллизации мешающих зерен. По той же причине соединения между последовательными сегментами 9a-9e являются закругленными, например, радиусом приблизительно 7 мм. Данные пять последовательных сегментов 9a-9e включают в себя первый и пятый сегменты 9a и 9e, которые являются практически вертикальными, третий сегмент 9c, также практически вертикальный, но смещенный вбок относительно первого и пятого сегментов 9а и 9е, и наклонные второй и четвертый сегменты 9b и 9d, соединяющие концы третьего сегмента 9 с соответственно с указанными первым и пятым сегментами 9а и 9е. Угол наклона β (бета) указанных второго и четвертого сегментов 9b и 9d относительно горизонтали может составлять, например, от 5° до 45°. Общая высота h всей стартовой полости 10 вместе с селекторным каналом 9 может составлять, например, от 30 мм до 40 мм.
На фиг. 3 показана также нижняя часть формообразующей полости 7. Для обеспечения перехода между селекторным каналом 9 и формообразующей полостью 7 с целью предотвращения образования мешающих зерен в данном критическом месте литейной формы 1, нижние кромки формообразующей полости 7 выполнены наклонными и закругленными. Угол наклона γ (гамма) этих кромок относительно горизонтали, аналогичным образом, может составлять, например, от 5° до 45°. Эти закругленные кромки соединяются с селекторным каналом 9 канонической кривой. Данная каноническая кривая состоит из закругленных частей с радиусами, приблизительно равными радиусам этих частей, что сделано во избежание резких изменений формы, которые могут способствовать образованию мешающих зерен.
Опорный стержень 20 входит в формообразующую полость 7 через одну из ее закругленных нижних кромок. Во избежание образования пустот, которые могут способствовать возникновению областей зарождения мешающих зерен, соединение 21 опорного стержня 20 с формообразующей полостью 7 выполнено с наименьшим возможным радиусом или без радиуса, по всему периметру стержня 20. Опорный стержень 20 может быть выполнен из тугоплавкого материала, такого как керамика, в частности оксид алюминия, а диаметр dt его поперечного сечения может составлять, например, 3 мм.
На фиг. 4 представлен вид сверху выплавляемой модели 101 для формирования стартовой полости 10. Формы первого и второго объемов 10'a и 10'b данной выплавляемой модели 10' соответствуют формам первого и второго объемов 10а и 10b стартовой полости 10. Как показано на чертеже, второй объем 10'b данной выплавляемой модели 10' представляет собой симметричную горизонтальную секцию, образованную двумя круглыми дугами различных радиусов, концы которых соединены прямыми линиями. Такая форма, в частности, обеспечивает правильную ориентацию модели 10' при сборке блока 11. Центр одной из указанных дуг окружности радиусом R расположен на центральной оси первого объема 10' выплавляемой модели 10', а центр другой дуги окружности радиусом  (значительно меньшего, чем радиус R) расположен на центральной оси опорного стержня 20. Минимальное расстояние S между опорным стержнем 20 и первым объемом 10а стартовой полости 10 больше суммы толщин et и ea стенок литейной формы 1, соответственно, вокруг указанного опорного стержня 20 и вокруг указанного первого объема 10а, чтобы избежать перекрытия этих стенок, поскольку это неблагоприятно отразится на равномерности распределения температуры в указанном первом объеме 10а стартовой полости 10.
(значительно меньшего, чем радиус R) расположен на центральной оси опорного стержня 20. Минимальное расстояние S между опорным стержнем 20 и первым объемом 10а стартовой полости 10 больше суммы толщин et и ea стенок литейной формы 1, соответственно, вокруг указанного опорного стержня 20 и вокруг указанного первого объема 10а, чтобы избежать перекрытия этих стенок, поскольку это неблагоприятно отразится на равномерности распределения температуры в указанном первом объеме 10а стартовой полости 10.
Несмотря на то, что описание настоящего изобретения было приведено на примере конкретного варианта его осуществления, очевидно, что возможны различные изменения и модификации данного варианта, не отходящие от сути изобретения и не выходящие за рамки объема изобретения, определяемого пунктами приложенной ниже формулы изобретения. Кроме того, отдельные отличительные признаки различных вышеупомянутых вариантов осуществления изобретения могут комбинироваться с получением дополнительных вариантов осуществления. Таким образом, приводимые здесь описание и чертежи следует рассматривать как иллюстративные, и иметь в виду, что они не носят какого-либо ограничительного характера.
Вентиляция и наддув компонентов турбомашины
Стенка камеры сгорания с оптимизированным разжижением и охлаждением, камера сгорания и газотурбинный двигатель, снабженный такой стенкой
Инжекторная система, камера сгорания, содержащая инжекторную систему, и газотурбинный двигатель
Система впрыскивания смеси воздуха с топливом в камеру сгорания газотурбинного двигателя
Камера сгорания газотурбинного двигателя со спиралеобразной циркуляцией воздуха
Изокинетический зонд для анализа загрязнения газов, генерируемых авиационным двигателем
Ротор вентилятора и турбомашина, содержащая такой ротор
Регулируемое сопло вентилятора и двухконтурный турбореактивный двигатель
Система управления множеством функций турбореактивного двигателя
Промежуточный корпус для реактивного двигателя летательного аппарата, усовершенствованной конструкции

