Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ
Вид РИД
Изобретение
Изобретение относится к холодной обработке металлов давлением и может быть использовано при изготовлении деталей типа шаровых пальцев с полой головкой.
Известен способ изготовления шарового пальца с полой головкой, включающий отрезку заготовки, предварительный набор головки с редуцированием стержня и осадкой конуса, обратное выдавливание полости головки и осадку конуса, окончательную штамповку сферической пустотелой головки, обточку фаски (Холодная объемная штамповка специальных крепежных и фасонных деталей. Технологические процессы и инструмент. РД 37.002.0465-85. Горький: 1986, с. 34, рис. 35).
Недостатком данного способа является потребность в дополнительном переходе обточки фаски, что увеличивает расход материала и делает процесс изготовления изделия менее производительным. Кроме того, при формировании на втором переходе осадкой конуса и примыкающего к нему угла 60° образуется воздушно-гидравлическая подушка, препятствующая полному заполнению конуса и угла.
Известен способ изготовления шарового пальца с полой головкой, включающий отрезку заготовки, первую предварительную высадку головки, совмещенную с редуцированием стержня, конуса и формированием фаски на торце, второй переход формирования полости головки коническим пуансоном, совмещенный с подчеканкой фаски, окончательную штамповку сферической пустотелой головки с подчеканкой фаски. Инструмент - матрицы на первом, втором и третьем переходе высадки выполнены с фасками (Патент США №3036366, В21K 1/44, 29.05.1962).
Недостатком данного способа является невысокая стойкость матриц при предварительной высадке головки, совмещенной с редуцированием стержня, конуса и формированием фаски на торце на первом переходе. Также способ не обеспечивает требуемого качества поверхности конуса и прилегающего к нему угла, так как между заготовкой и конической частью инструмента запирается масло, скапливаются твердые частицы, за счет ограничения осевого течения металла стержня заготовки на втором и третьем переходах, т.к. матрицы выполнены с фасками. Кроме того, выполнение матриц на всех трех переходах высадки с фасками для формирования их на торце шарового пальца трудоемко и влечет за собой увеличение себестоимости изделия.
Наиболее близким по технической сущности к предлагаемому является способ изготовления шарового пальца с полой головкой, включающий отрезку заготовки, предварительную высадку головки, совмещенную с редуцированием конуса и предварительным редуцированием стержня, второй переход с обратным выдавливанием полости головки, формированием угла, примыкающего к конусу, совмещенного с редуцированием стержня и формированием фаски на торце стержня, окончательную штамповку сферической пустотелой головки с подчеканкой фаски. Инструмент - матрицы на втором и третьем переходе высадки выполнены с фасками (Патент США №3255623, В21К 1/44, F16C 11/06, 14.06.1966).
Способ, решая задачи формирования фаски на торце стержня шарового пальца высадкой, обеспечения требуемого качества поверхности конуса и стойкости инструмента на первой позиции высадки, обладает недостатком, а именно: прилегающий к конусу угол перехода от конуса к стержню на первом переходе отсутствует, и стержень шарового пальца необходимо получать редуцированием на втором переходе высадки, что в сочетании с получением фаски требует высоких потребных сил деформирования заготовки на этом переходе и уменьшает стойкость матрицы.
Кроме того, дополнительное формирование фаски на торце шарового пальца на третьем переходе, после второго перехода, излишне функционально, и выполнение матрицы на третьем переходе высадки с фаской трудоемко и влечет за собой увеличение себестоимости изделия.
В основу изобретения поставлена задача разработать способ изготовления шаровых пальцев с полой головкой штамповкой, обеспечивающий повышенное качество детали, без дефектов поверхности и с фаской на торце.
Технический результат заключается в повышении стойкости матриц на втором переходе высадки и снижении трудоемкости изготовления инструмента в целом.
Поставленная задача решается, а технический результат достигается тем, что в способе изготовления шаровых пальцев с полой головкой, включающем отрезку заготовки, предварительный набор головки с редуцированием стержня и образованием конуса, обратное выдавливание полости головки на втором переходе, окончательную штамповку сферической пустотелой головки, согласно изобретению, одновременно с обратным выдавливанием полости головки, на втором переходе, производят редуцирование угла 30°…60° при переходе от конуса к стержню и формирование фаски на торце, для чего длину стержня заготовки на первом переходе обеспечивают на 3…5 мм короче стержня второго перехода. А на окончательной штамповке сферической пустотелой головки осевое течение металла на стержне с фаской задают за счет изменения контактного трения без его упора в матрицу либо в выталкиватель.
Благодаря тому, что на первом переходе формируется стержень заготовки на 3…5 мм короче, чем длина стержня второго перехода, а полость матрицы на втором переходе позволяет редуцировать угол 30°…60° при переходе от конуса к стержню и формировать фаску на торце, значительно повышается качество поверхности заготовки, так как между заготовкой и конической частью инструмента на втором переходе отсутствует эффект запирания масла. При окончательной штамповке, за счет использования контактного трения для ограничения осевого течения металла на стержне с фаской предлагаемый способ позволяет повысить стойкость матрицы на данном переходе, а также улучшить качество готовых деталей типа шаровых пальцев. Кроме того, отсутствие упора стержня заготовки с фаской в матрицу на окончательном переходе штамповки позволяет снизить трудоемкость изготовления инструмента для высадки шаровых пальцев.
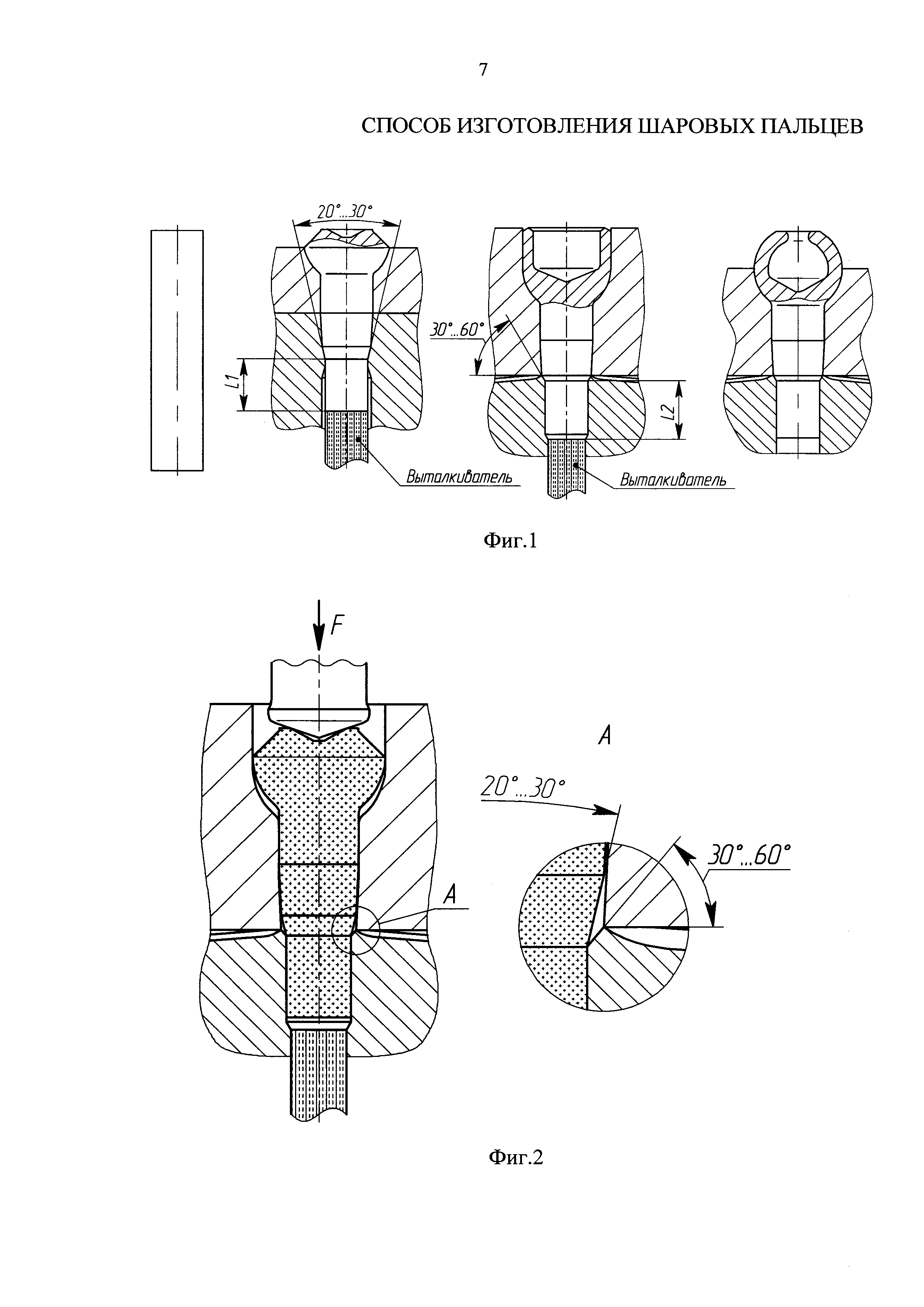
Сущность изобретения поясняется чертежами. На фиг. 1 показана схема технологического процесса штамповки шаровых пальцев с полой головкой. На фиг. 2 показано положение инструмента и заготовки в начальный момент формоизменения на втором переходе высадки.
Пример конкретной реализации способа:
- от круглого прутка проволоки отрезают заготовку мерной длины;
- на первом переходе высадки (фиг. 1) осуществляют предварительный набор головки с редуцированием стержня длиной L1 и образованием конуса с прилегающим к нему углом 20°…30°, при этом длина стержня L1 на первом переходе меньше длины стержня L2 второго перехода на 3…5 мм;
- на втором переходе осуществляется обратное выдавливание полости головки с одновременным редуцированием угла 30°…60° при переходе от конуса к стержню и формированием фаски на торце заготовки. При этом в начальный момент формоизменения (фиг. 2) производится редуцирование угла 30°…60° при переходе от конуса к стержню;
- на последнем переходе выполняют окончательную штамповку сферической пустотелой головки, задавая осевое течение металла на стержне с фаской за счет изменения контактного трения заготовки о матрицу, без упора торца стержня, либо фаски изделия, в инструмент или выталкиватель.
Благодаря процессу редуцирования угла, при переходе от конуса к стержню детали на первоначальном этапе формообразования шарового пальца на втором переходе высадки с обратным выдавливанием полости головки и формированием фаски на торце, предлагаемый способ позволяет избавиться от дефектов поверхности деталей и повысить их качество. Также реализация осевого течения металла на стержне с фаской за счет изменения контактного трения заготовки о матрицу, без упора торца стержня, либо фаски изделия, в инструмент или выталкиватель, совместно с окончательной штамповкой сферической пустотелой головки на последнем переходе позволяет значительно снизить трудоемкость изготовления инструмента. Кроме того, благодаря равномерному распределению нагрузок при штамповке шарового пальца с полой головкой согласно заявленного изобретения позволяет повысить стойкость инструмента в целом.
Итак, заявленное изобретение позволяет повысить стойкость матриц, улучшить качество деталей типа шаровых пальцев и снизить трудоемкость изготовления инструмента для их высадки.
Настоящий способ рекомендуется для внедрения при изготовлении деталей типа шаровых пальцев на ОАО «БелЗАН».
Способ изготовления шаровых пальцев с полой головкой, включающий отрезку заготовки, предварительный набор головки с редуцированием стержня и образованием конуса на первом переходе, обратное выдавливание полости головки на втором переходе и окончательную штамповку сферической пустотелой головки в матрице, отличающийся тем, что одновременно с обратным выдавливанием полости головки на втором переходе производят редуцирование угла 30-60° при переходе от конуса к стержню и формирование фаски на торце заготовки, при этом на первом переходе производят редуцирование стержня с получением его длины, которая на 3-5 мм короче длины стержня заготовки второго перехода, а окончательную штамповку сферической пустотелой головки осуществляют с обеспечением осевого течения металла стержня с фаской при изменении контактного трения заготовки о матрицу без упора торца стержня.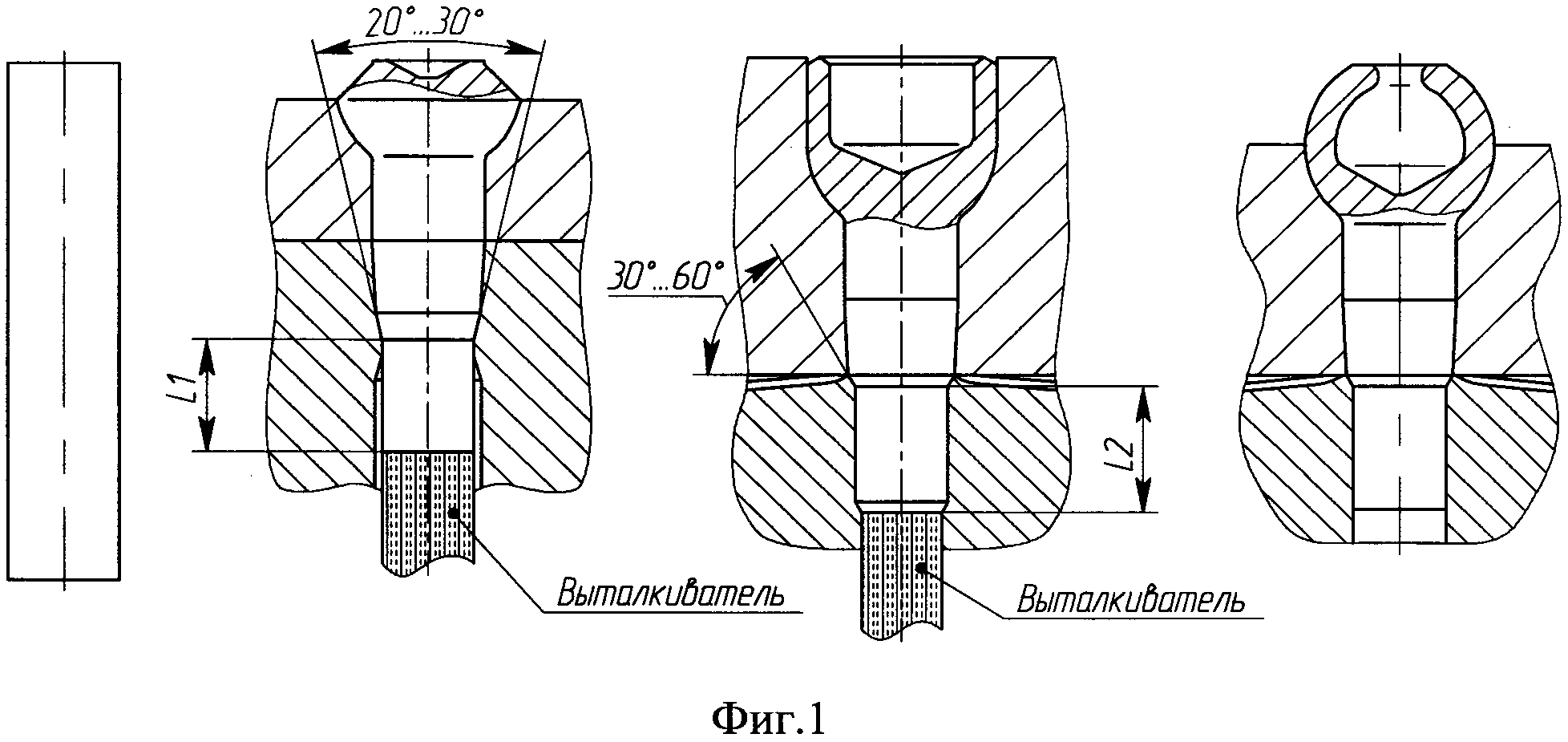
Способ изготовления комбинированной полой лопатки турбомашины из алюминиевого сплава
Способ диагностики помпажа компрессора газотурбинного двигателя и устройство для его реализации
Способ управления стартер-генератором, интегрированным в газотурбинный двигатель, при коротком замыкании
Электропривод летательного аппарата (варианты)
Форсунка с ультразвуковым излучателем
Способ низкотемпературного ионного азотирования титановых сплавов
Устройство защиты от короткого замыкания высокотемпературного стартер-генератора обращённой конструкции
Гибридный магнитный подшипник с использованием сил лоренца (варианты)
Способ изготовления полой лопатки газотурбинного двигателя
Способ упрочнения и формирования винтового арматурного стержня
Матрица для высадки деталей сложного профиля
Способ безоблойной высадки клеммных болтов для рельсовых скреплений
Матрица для высадки деталей сложного профиля
Способ изготовления рабочего колеса центробежного компрессора из композиционного материала
Способ лечения заболеваний пародонта и электрод для его реализации
Светодиодный светофор с контролем холодного состояния
Матрица для высадки многогранных деталей
Матрица для высадки деталей
Подшипниковый щит
Подшипниковый щит

