Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ ЗАЛЕГАНИЯ ДЕФЕКТОВ В ИЗДЕЛИЯХ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Область техники
Способ относится к области измерительной техники и может быть использован для оценки надежности и качества различных изделий. Особенно актуально применение данного способа для автоматизированного контроля многослойных конструкций больших габаритов, где актуальна задача определения принадлежности обнаруженного дефекта слоям изделия, например, в многослойных конструкциях из полимерных композиционных материалов (ПКМ) с эластичным слоем, изготовленных методом намотки. В этом случае часто необходимо определить: где находится дефект, например, дефект типа расслоения - в полимерном композиционном материале, либо между слоем из ПКМ и эластичным слоем (дефект типа неприклея эластичного слоя).
Способ может быть использован для контроля надежности и качества сложных пространственных многослойных конструкций из ПКМ как в процессе производства, так и в процессе эксплуатации: отсеков космических аппаратов, ракетных двигателей, трубопроводов, герметичных сосудов и т.п.
Особенно эффективно применение заявленного способа при испытании потенциально опасных и дорогих в изготовлении конструкций, к которым, с одной стороны, предъявляются высокие требования по надежности и качеству эксплуатации, а с другой стороны, они являются достаточно дорогими и трудоемкими в изготовлении для того, чтобы большое количество конструкций можно было заменить другими изделиями, имеющими требуемые параметры. Достоверное выявление местоположения дефектов по глубине залегания очень актуально для изделий ракетно-космической техники, где существуют взаимно исключающие требования: когда, с одной стороны, требуется обеспечить необходимую надежность конструкции (т.е., например, увеличить толщину конструкции), а с другой стороны, имеются ограничения по массе и габаритным размерам, которые требуют уменьшить толщину материалов. При этом требуется определить потенциально опасные места (узлы конструкции), которые в первую очередь могут разрушиться (вследствие наличия дефектов типа нарушения сплошности), что может привести к аварии, и которые, возможно, необходимо укреплять.
Уровень техники
Достоверное определение местоположения дефектов в многослойной конструкции и материале является актуальной задачей в процессе создания эффективных и надежных конструкций из различных материалов.
Существует большое количество методов определение местоположения дефектов в многослойной конструкции и материале: рентгеновский метод, ультразвуковой метод, визуальный оптический метод, вихретоковый метод.
Все методы имеют свои особенности и области применения. Но всем присуща одна общая операция - определение глубины залегания дефекта относительно поверхности.
Эта операция в известных методах имеет существенные недостатки.
Во-первых, эта операция предполагает ручной контроль, что практически неприменимо для изделий больших габаритов. Автоматизация этого процесса применительно к ПКМ в настоящее время не решена.
Во-вторых, погрешность операций определения глубины залегания применительно к ПКМ имеет большую величину вследствие большого разброса физико-технических характеристик ПКМ и на практике применяется очень редко.
Перспективным направлением в современной технике является использование композитных материалов, как металлических, так и полимерных, обладающих рядом преимуществ перед традиционными материалами, особенно в авиакосмических отраслях техники, машиностроении, энергетики и др. Это вызвано большим разнообразием видов таких материалов, специфическими особенностями конструкций из них и технологией изготовления, а также случайным изменением физико-механических и прочностных характеристик, большим разнообразием типов материалов, и их характеристик.
Кроме того, эти материалы в большинстве отраслей промышленности работают в условиях статических и динамических нагрузок.
Повысить качество конструкций невозможно без достоверной оценки местоположения дефектов по слоям. Соответственно невозможна разработка мероприятий и технологий по повышению качества конструкций. Одним из признаков качества конструкций, особенно в ракетно-космической и авиационной отраслях, являются массогабаритная и энергетическая характеристики, которые определяются, в т.ч. качеством сплошности материала.
Учитывая, что такие конструкции являются дорогими, как в стоимостном выражении, так и по трудоемкости изготовления, и очевидно, что выход из строя конструкции ведет к большим финансовым и другим потерям, необходимо, с одной стороны, каждую конструкцию подвергать испытанию на предмет соответствия качества ее характеристик требуемым, а с другой стороны, эти испытания должны минимально «травмировать» конструкцию при максимальной информативности результатов испытаний.
На первое место выходят методы неразрушающего контроля, основанные на различных физических принципах, и методы достоверного для решаемой задачи - идентификации обнаруженных дефектов по слоям изделий. Они позволяют объективно определять фактическое состояние конструкции, оценить надежность эксплуатации и дать рекомендации по ремонту или восстановлению.
Существует большое количество методов и средств неразрушающего контроля материалов определения глубины залегания дефектов, которые теоретически могли бы быть использованы для решения поставленных задач.
Эти методы подробно изложены в следующих публикациях:
1. Потапов А.И., Сясько В.А. Неразрушающие методы и средства контроля толщины покрытий и изделий/научное, методическое и справочное пособие. - СПб., 2009. - 904 с., с илл.
2. Неразрушающий контроль: Справочник: в 7 т. Под общ. ред. чл.-корр. РАН В.В. Клюева. Т. 3: Ультразвуковой контроль / И.Н. Ермолов, Ю.В. Ланге. - М.: Машиностроение, 2004 г.
3. Игнатевский В.В., Кутюрин Ю.Г., Потапов А.И. и др. Ультразвуковой теневой метод определения глубины залегания дефектов в изделиях их композитов// Дефектоскопия, 1988, №12. С. 19-23.
Общий недостаток всех существующих методов и средств неразрушающего контроля заключается в следующем: они либо позволяют осуществлять автоматизированный контроль изделий из ПКМ больших габаритов с обнаружением дефектов, но не определяют принадлежность дефектов слоям изделия, т.е. не позволяют определять глубину залегания дефектов в автоматическом режиме. Немногочисленные технические решения определения глубины залегания дефектов в процессе автоматизированного контроля конструкций из ПКМ не нашли практического применения из-за низкой достоверности и большой погрешности получаемых результатов.
Так, например, вихретоковые методы требуют наличия металлической подложки в конструкции, что не всегда возможно в конструкциях из ПКМ. Ультразвуковые методы определения глубины залегания имеют большую погрешность вследствие большого разброса характеристик материалов по конструкции. Рентгеновские методы, кроме большой погрешности, имеют большую стоимость проведения контроля и требуют использования специальных защитных сооружений.
Поэтому на сегодняшний день имеется потребность в обеспечении контроля реальных многослойных конструкций из ПКМ, который может применяться на практике для крупногабаритных изделий с различными характеристиками и позволяет идентифицировать принадлежность дефектов слоям.
Наиболее близким к заявленному способу является метод измерения координат дефекта, описанный в книге Неразрушающий контроль: Справочник: в 7 т. Под общ. ред. чл.-корр.РАН В.В. Клюева. Т.3: Ультразвуковой контроль / И.Н. Ермолов, Ю.В. Ланге. - М.: Машиностроение, 2004, с. 213.
Данный способ включает следующие этапы:
- излучение УЗ волны в контролируемый материал ультразвуковым преобразователем,
- регистрацию отраженной УЗ волны от внутренних дефектов ультразвуковым преобразователем,
- измерение скорости прохождения УЗ волны в материале,
- измерение времени между излученной и отраженной волной,
- измерение времени прохождения УЗ волны через весь пакет контролируемого материала в каждой точке контролируемого изделия следующим образом

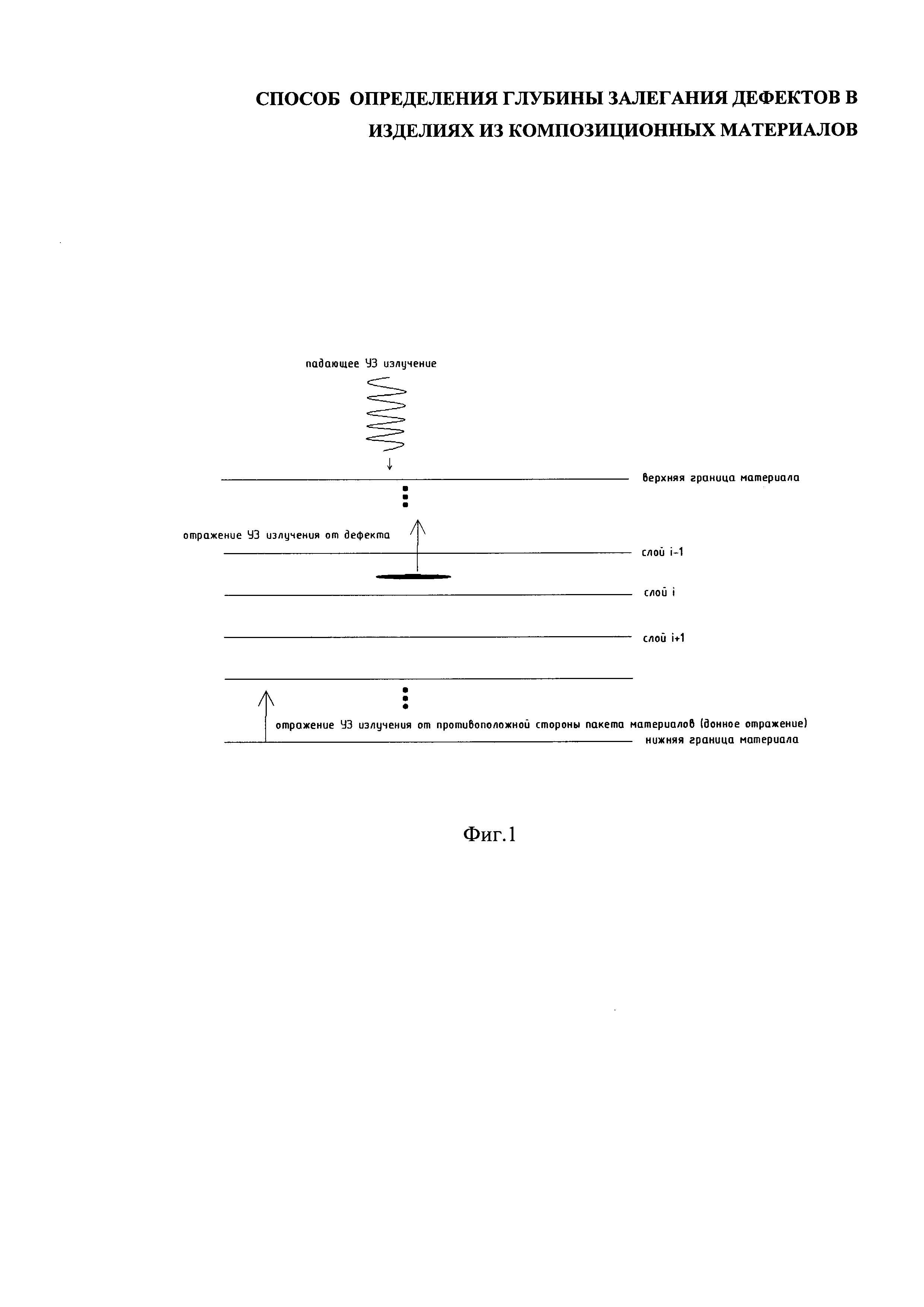
где t0 - время прохождения УЗ волны через пакет контролируемого материала в качественных (бездефектных) точках, отсчитываемое по фронту первой положительной полуволны,
tизл - начало времени излучения УЗ волны в контролируемый материал,
tпр - время приема отраженной УЗ волны от дефекта в контролируемом материале,
- измерение разницы времени Δt в дефектной точке поверхности контролируемого изделия следующим образом

где tизл_скан - начало времени излучения УЗ волны в контролируемый материал в дефектной точке,
tпр_скан - время приема отраженной УЗ волны в контролируемом материале в дефектной точке,
Δt - разница между началом времени излучения и временем приема УЗ волны в контролируемом материале при сканировании в дефектной точке,
- регистрация наличия дефекта следующим образом:

- определение глубины залегания дефекта по формуле

где Н - глубина залегания дефекта в исследуемом материале,
с - скорость распространения УЗ излучения в материале.
Известный метод является общим при проведении дефектоскопии эхо-методом, но обладает большой погрешностью определения глубины залегания дефектов при применении его для контроля композитных материалов.
В процессе решения практических задач неразрушающего контроля ответственных изделий часто необходимо определить принадлежность обнаруженного дефекта слою контролируемого изделия. Известный способ не позволяет это сделать с необходимой точностью.
Сущность изобретения
Настоящее изобретение направлено на решение задачи обеспечения оперативного достоверного контроля качества сплошности многослойных сложных конструкций и определения глубины залегания дефектов в мотанных изделиях с чередованием углов намотки. Т.е., в конечном итоге, изобретение направлено на повышение безопасности эксплуатации сложных, потенциально опасных, конструкций.
Технический результат, достигаемый при использовании заявленного способа, заключается в повышения информативности неразрушающего контроля многослойных изделий и снижении погрешности определения глубины залегания путем идентификации дефектов слою изделия за счет сопоставления формы и ориентации реального дефекта типовой формы и ориентации дефектов слоя изделия.
Технический результат достигается за счет того, что известный способ дополняется следующими действиями:
- измеряют ориентацию дефектов на различных слоях изделия, например, путем препарации (вскрытия) образцов изделия,
- на основе измерений ориентации дефектов создают атлас ориентации дефектов на различных слоях изделия с определением их площади Sэт,
- поэлементно сканируют поверхность контролируемого изделия ультразвуковыми преобразователями, при этом в процессе сканирования излучают УЗ волны в контролируемый материал и регистрируют отраженные УЗ волны ультразвуковыми преобразователями,
- регистрируют на поверхности изделия координаты наличия дефекта (х,у),
- регистрируют ориентацию обнаруженного дефекта Кизм(х,у) посредством создания контура, например, методом «следящего алгоритма»,
- регистрируют принадлежность дефекта слою путем сравнения ориентации обнаруженного дефекта с ориентацией возможных дефектов на различных слоях конструкции следующим образом:
- регистрируют принадлежность дефекта к участку пакета в изделии материала следующим образом:

где hизм - глубина залегания дефекта, определенная по формуле (1),
hi-1 - глубина залегания слоя, наиболее близкого по значению к hизм со стороны поверхности контроля,
hi+1 - глубина залегания слоя, наиболее близкого по значению к hизм со стороны нижней границы материала,
- регистрируют принадлежность дефекта к определенному слою следующим образом:
- измеряют площадь дефекта следующим образом

где Δxi, Δyi - величины сторон квадрата, определяемые размером единичного элемента на дефектограмме, полученной при сканировании пакета материала,
n - количество единичных элементов, ограниченных контуром дефекта,
- накладывают на область обнаруженного дефекта изображения эталонных дефектов различной ориентации из атласа ориентации дефектов путем совмещения центра масс изображений,
- проводят масштабирование изображение эталонного дефекта по отношению к измеренному и вычисляют коэффициент совпадения Кс:

где Sэт_м - площадь эталонного дефекта после наложения на измеренный дефект и масштабирования,
Sизм - площадь анализируемого дефекта, определенная по формуле (6),
Δxj, Δyj - величины сторон квадрата, определяемые размером единичного элемента на дефектограмме, полученной при сканировании пакета материала,
k - количество единичных элементов, принадлежащих одновременно к областям эталонного и измеренного дефектов,
- регистрируют принадлежность измеренного дефекта к слою по значению коэффициента совпадения Кс следующим образом:

где Кm(х,у) - слой с эталонным дефектом, принадлежность к которому определяется на основании анализа соотношений (8) и (9),
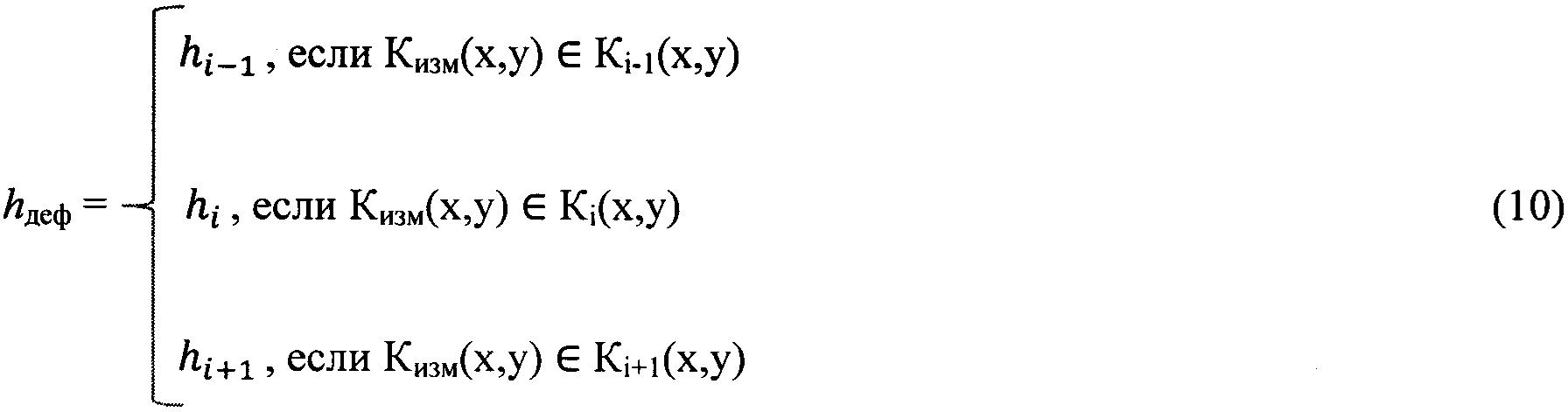
- измеряют глубину залегания дефекта hдеф следующим образом:

где Ki-1(x,y) - контур дефекта, расположенного на слое i-1,
Ki(x,y) - контур дефекта, расположенного на слое i,
Ki+1(x,y) - контур дефекта, расположенного на слое i+1,
hi - глубина залегания i-го слоя.
Краткое описание чертежей
Сущность способа и возможность достижения технического результата будут более понятны из последующего описания со ссылками на позиции чертежей, где на:
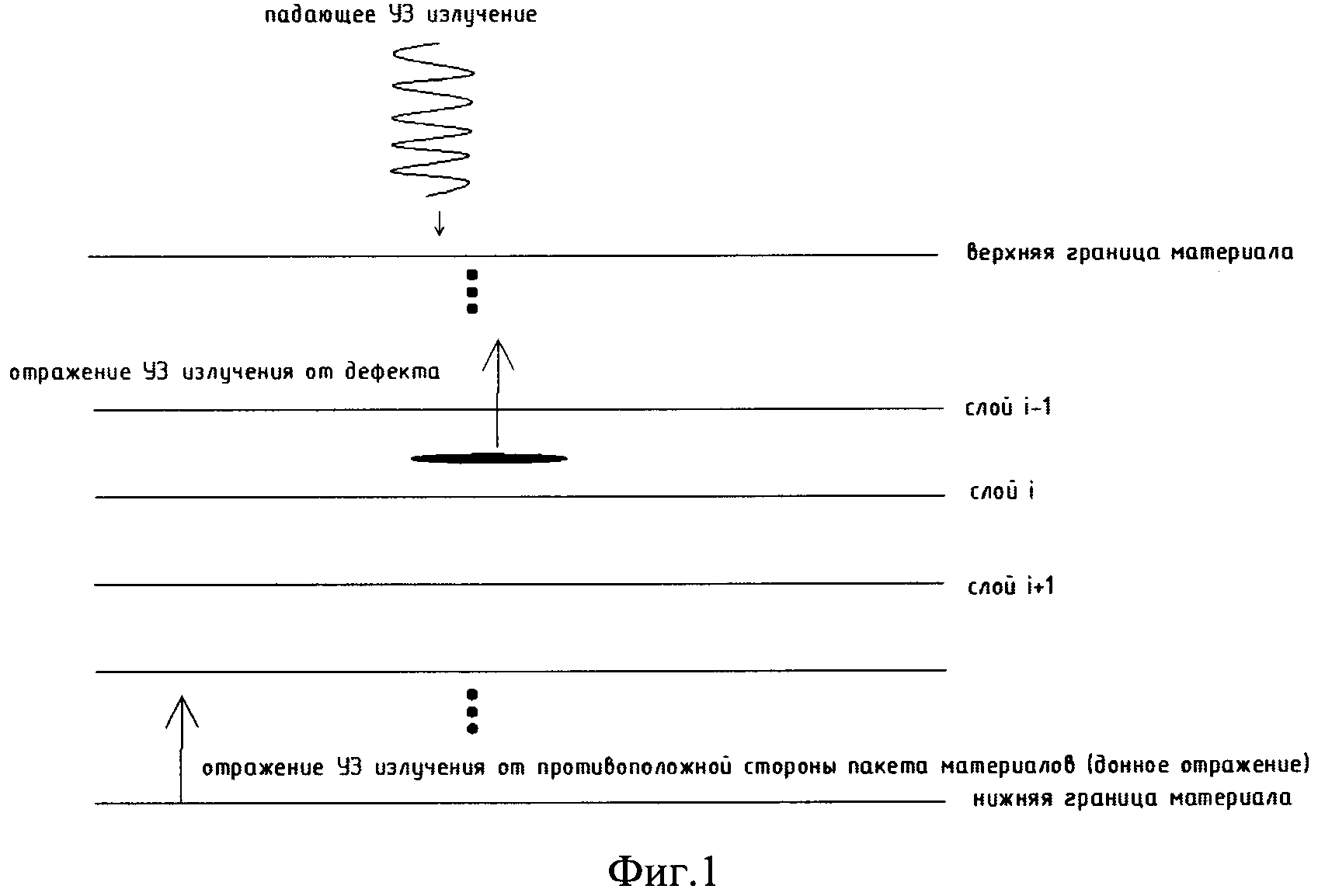
фиг. 1 приведена общая схема реализации эхо-метода ультразвукового контроля,
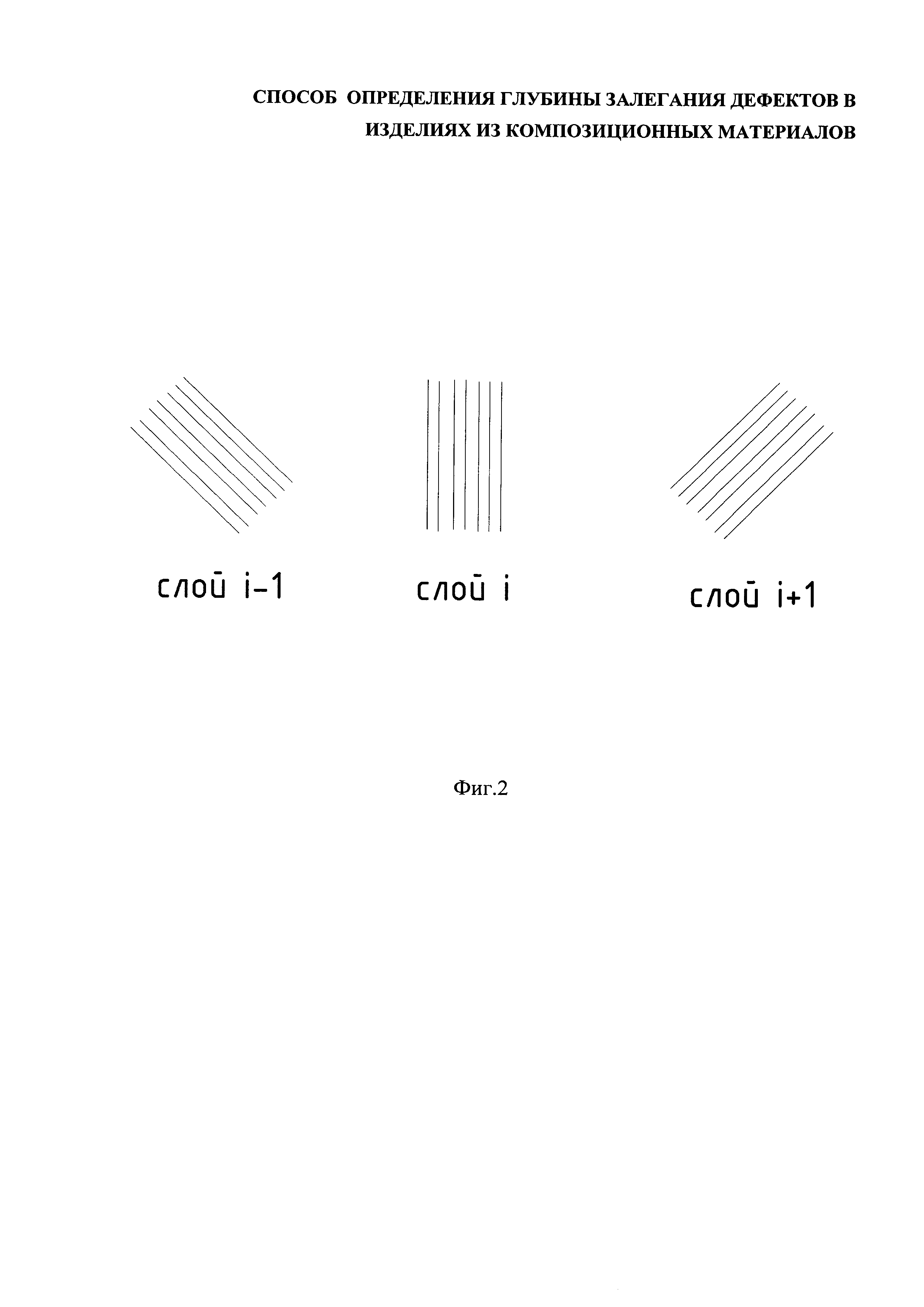
фиг. 2 приведены варианты направления намотки на изделии на различных слоях,
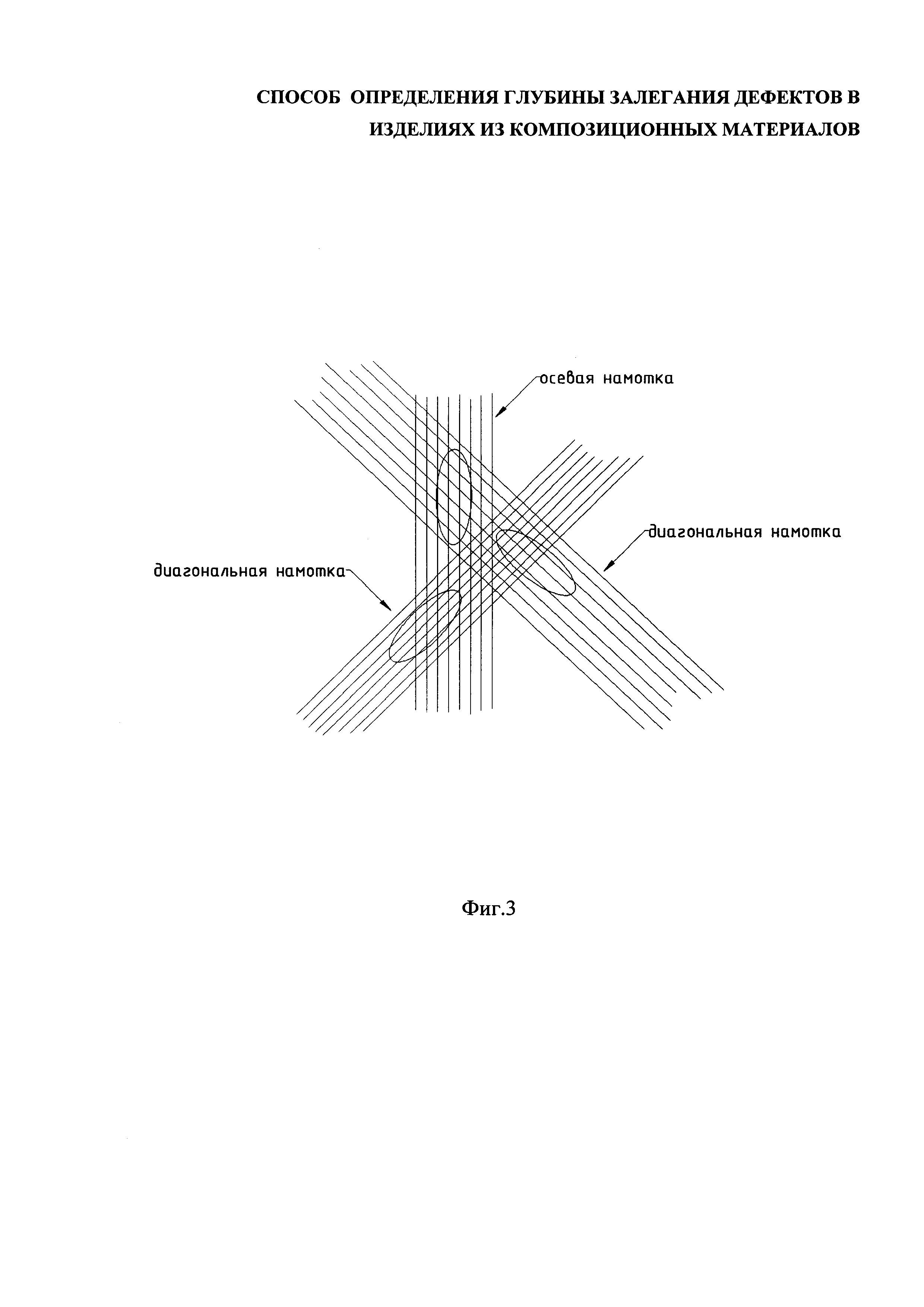
фиг. 3 приведены варианты преимущественной ориентации дефектов на различных слоях намотки изделия,
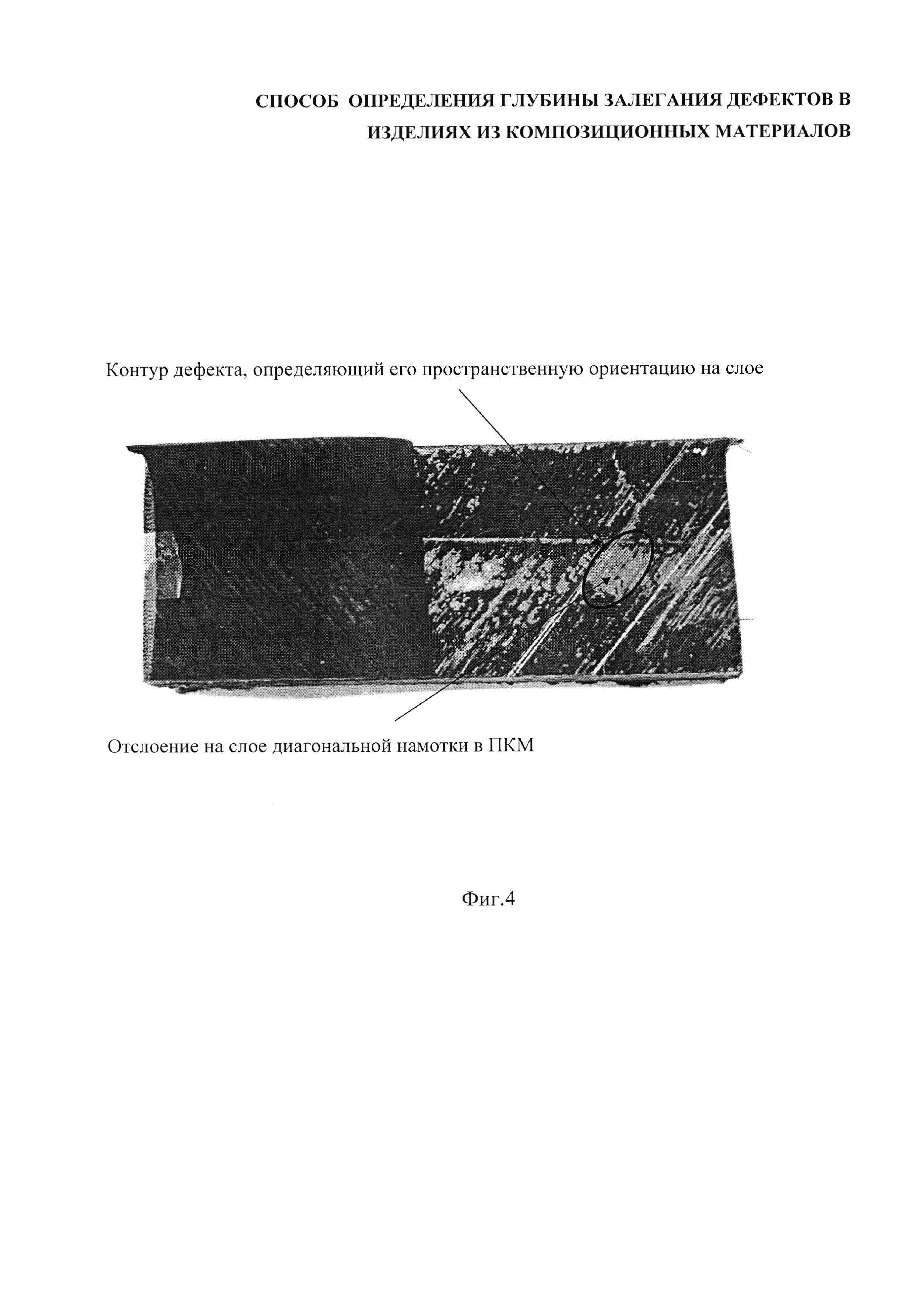
фиг. 4 приведено изображение препарированного образца из ПКМ с дефектом на слое диагональной намотки с контуром, определяющим ориентацию дефекта на плоскости,
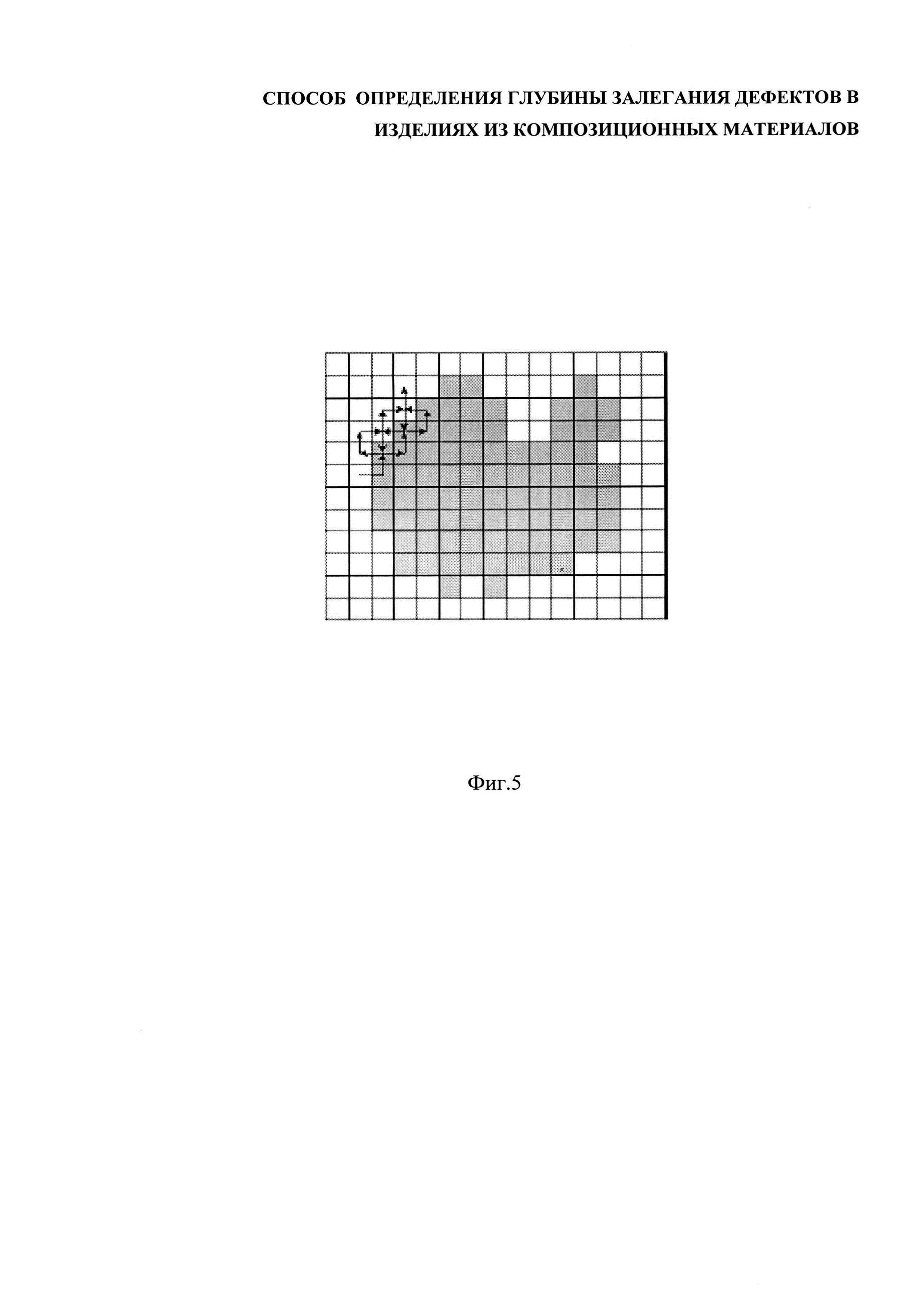
фиг. 5 приведено схематичное изображение реализации «следящего алгоритма» (алгоритм «жук»),
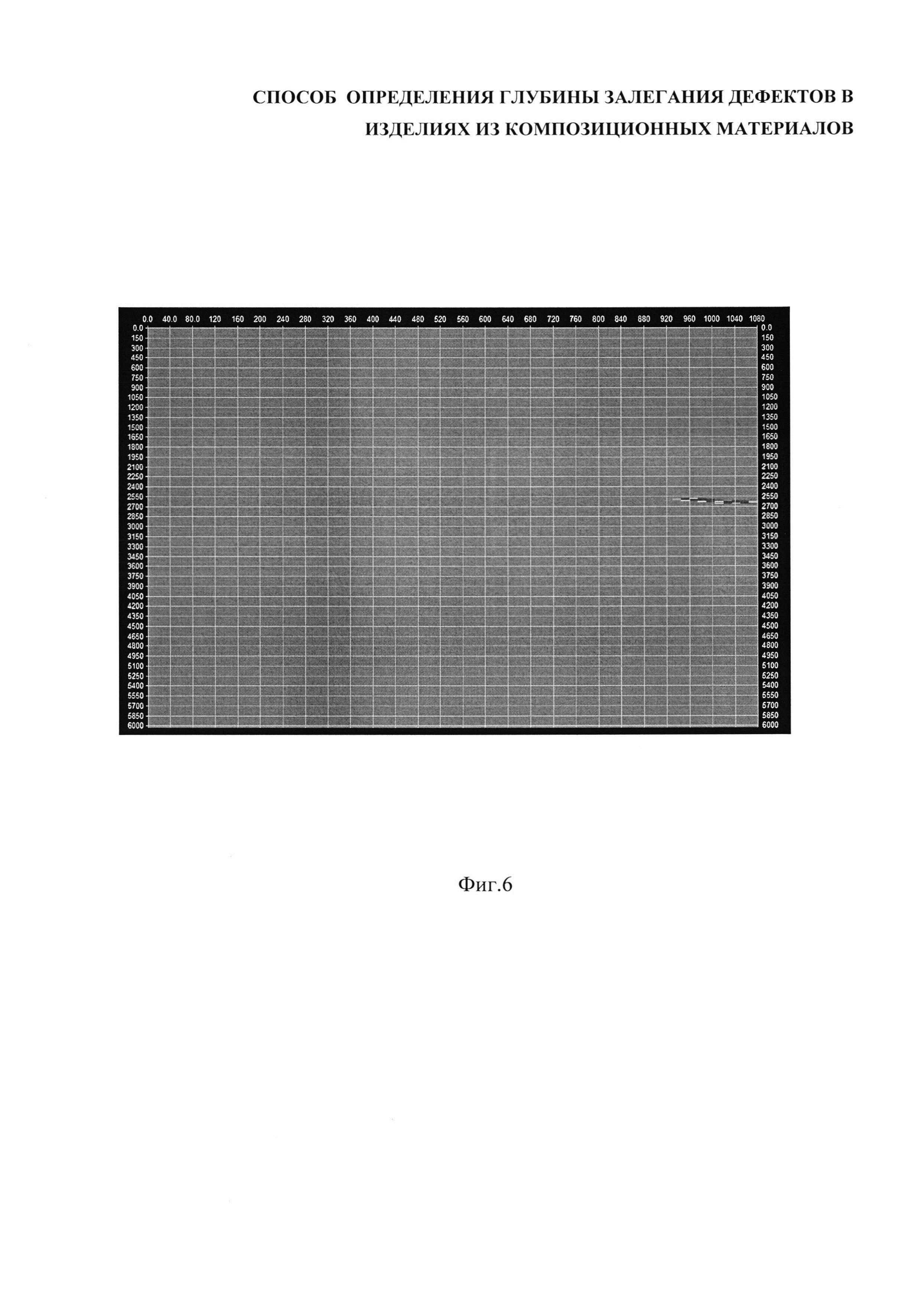
фиг. 6 приведена информационная матрица УЗ сигнала изделия с обнаруженным дефектом.
Осуществление способа
Для реализации способа предварительно необходимо провести препарирование эталонных образцов с заложенными дефектами с целью определения ориентации дефектов на различных слоях изделия. На основании данных, полученных на препарированных образцах, составляется атлас ориентации дефектов. Атлас дефектов в дальнейшем используется для проведения сравнения ориентации обнаруженных в ходе проведения неразрушающего контроля дефектов изделия с реальными дефектами типовой формы.
В процессе сканирования контролируемого изделия ультразвуковыми преобразователем осуществляется обнаружение дефектов по всему пакету (по всей толщине) контролируемого изделия на основании измерения времени прохождения УЗ волны через весь пакет контролируемого материала. По завершении процесса сканирования определяют координаты точек с признаками дефекта.
Информационную матрицу изделия, полученную в результате проведенного контроля, подвергают обработке с целью создания контуров обнаруженных дефектов. Алгоритм выделения контуров из информационной матрицы изделия, полученной при ультразвуковом сканировании, основывается на задачах поиска и прослеживания границ контуров. Под поиском границы контура будем понимать задачу обнаружения всех пар смежных элементов бинарной матрицы с разными значениями для каждого граничного контура. При нахождении первой пары точек каждого нового контура производится непосредственное прослеживание контура. Для предотвращения повторного прослеживания одних и тех же контуров при начале отслеживания с разных граничных пар, производится запоминание всех граничных точек, выявленных в процессе прослеживания. Задача прослеживания границы контура, бинарной матрицы основывается на отслеживающем алгоритме выделения контуров. Рассмотрим метод «следящего алгоритма» (алгоритм «жука»).
Прослеживание контура начинается с обнаруженной граничной пары бинарной матрицы. «Жук» начинает движение с белой области по направлению к темной. Как только он попадает на темный элемент, он поворачивает налево и переходит на следующий элемент. Если это белый элемент, то «жук» поворачивает направо, если нет, то - налево. Процедура повторяется до тех пор, пока «жук» не вернется в исходный элемент бинарной матрицы. Координаты элементов граничных пар перехода с темной на белую и с белой на темную области описывают искомый цепной контур. Результатом работы выделения контуров является набор цепных контуров.
Рассчитывают площади обнаруженных и оконтуренных дефектов. Сравнивают полученные контура с данными атласа ориентации дефектов путем наложения изображений и определением единичных элементов информационной матрицы, принадлежащих одновременно к областям эталонных и измеренных дефектов. Результатом сравнения является получение коэффициента совпадения, на основании которого определяют принадлежность дефекту к одному из характерных слоев намотки изделия.
По завершении определения принадлежности дефекта к слою контролируемого изделия проводят корректировку значения глубины залегания дефекта.
Предпочтительный вариант осуществления изобретения
Все используемые электронные блоки для регистрации и обработки информации, полученной при проведении ультразвукового контроля эхо-методом, построены на основе стандартных микропроцессорных схем и микропроцессорных сборок с перепрограммируемыми запоминающими устройствами (см. например, Угрюмов Е.П. Цифровая схемотехника: учебн. пособие для вузов. - 3-е изд. перераб. и доп. - СПб.: - БХВ-Петербург, 2010). В качестве ультразвукового дефектоскопа используется дефектоскоп УСД-60 (производство ООО «НПЦ «Кропус-ПО», г. Ногинск, Московской обл.). Регистрирующее устройство представляет собой микропроцессорную компьютерную систему со стандартным и специальным программным обеспечением.
Таким образом, достигается реализация технического результата повышения информативности неразрушающего контроля многослойных изделий и снижения погрешности определения глубины залегания путем идентификации дефектов слою изделия за счет сопоставления формы и ориентации реального дефекта типовой формы и ориентации дефектов слоя изделия.
Экспериментальные исследования проводились на конструкциях из композитных материалов. Конструкция представляла собой цилиндрическое изделие, изготовленное методом намотки. В изделии имеются дефекты между слоями намотки в ПКМ (фиг.4).
Данное изделие проконтролировано до препарации ультразвуковым эхо-методом с получением информационной матрицы изделия (фиг.6).
Анализируя данные, полученные при проведении контроля изделия, было установлено, что предлагаемый способ позволяет снизить погрешность определения глубины залегания дефектов и внедрение способа обработки результатов допускает автоматизацию процесса контроля.
Результаты экспериментальных исследований приведены в таблице 1.

Результаты экспериментальных исследований.

Таким образом, экспериментальные исследования подтверждают преимущества предлагаемого способа по сравнению с известными методами контроля изделий из ПКМ.








Способ электросиловой термографии пространственных объектов и устройство для его осуществления
Транспортно-пусковой контейнер
Силовая оболочка из слоистого композиционного материала
Оболочка из композиционных материалов
Способ ультразвуковой термотомографии и устройство для его осуществления
Способ изготовления элементов планера самолета из полимерных композиционных материалов, оправка для осуществления способа изготовления планера самолета и элементы планера самолета из полимерных материалов
Пусковая труба
Бесконечная ленточная гусеница
Пусковая труба ракетной пусковой установки
Тепловой способ контроля остаточного ресурса электрооборудования
Способ электросиловой термографии пространственных объектов и устройство для его осуществления

