Результат интеллектуальной деятельности: Способ изготовления тонкостенных осесимметричных оболочек
Вид РИД
Изобретение
Изобретение относится к машиностроению и может использоваться при изготовлении высокопрочных тонкостенных оболочек ракетных двигателей или элементов оболочек с толстостенным дном в ее средней части из высокопрочной легированной стали.
Известен способ изготовления неразъемной сборки из двух деталей тел вращения, включающий обработку резанием и упрочняющую термообработку первой детали с формированием цилиндрической посадочной поверхности типа «вал», обработку резанием и упрочняющую термообработку второй детали с формированием цилиндрической посадочной поверхности типа «отверстие» с номинальным диаметром, меньшим диаметра «вала» первой детали, нагревание второй детали до температуры несколько ниже температуры низкого отпуска материала, из которого она изготовлена, сборку первой и второй детали по посадочным поверхностям и охлаждение сборки до нормальной температуры, при этом максимальные значения сопротивления сдвигу осевой силой получают при выполнении горячей посадки с большим натягом. Способ эффективно используется для соединения толстостенных, жестких деталей (см. Решетов Д.Н. Детали машин. М., Машиностроение, 1964 г., стр. 91-93).
Недостатки данного способа:
1. Для соединения тонкостенных деталей большие натяги, обеспечивающие максимальное сопротивление сдвигу, неприемлемы, в том числе из-за быстрого охлаждения охватывающей детали в процессе сборки.
2. При соединении тонкостенных деталей по гладкой цилиндрической поверхности с малым натягом снижается давление в соединении и, как следствие, снижается сопротивление сдвигу. Для увеличения сопротивления сдвигу необходимо увеличивать длину посадочных поверхностей, что значительно увеличивает расход металла, а также (при большой длине посадочных поверхностей) делает соединение невозможным.
3. При нагревании детали с охватывающей поверхностью до температуры ниже температуры низкого отпуска посадочный диаметр увеличивается, при этом увеличение посадочного диаметра менее 80 мм у стальных деталей незначительно по величине и недостаточно для сборки тонкостенных деталей с наличием овальности по посадочным диаметрам.
Известен способ изготовления сосудов сложной формы (см. патент RU №2131787, B21D 51/10, B21D 22/16, 20.06.1999 г.), принятый за прототип. Способ включает раздельное изготовление цилиндрического элемента и донного элемента из листовых заготовок, изготовление неразъемного осесимметричного полуфабриката сложной формы путем сварки встык кольцевым швом цилиндрического и донного элементов, термообработку полуфабриката для снятия напряжений, полученных при сварке, контроль качества сварного шва, ротационную вытяжку цилиндрического элемента полуфабриката совместно со сварным швом с получением тонкостенной оболочки и окончательную обработку оболочки.
Недостаток прототипа в том, что при сварке встык неизбежны дефекты сварного шва из-за отклонения от круглости и разности действительных диаметров свариваемых тонкостенных элементов.
Предлагаемым изобретением решается задача - обеспечение заданной геометрической точности и минимальных материальных затрат при изготовлении.
Технический результат заключается в возможности изготовления из высокопрочных сталей сложнопрофильной осесимметричной оболочки с внутренним диаметром более 80 мм типа корпуса двигательной установки ракетного двигателя, состоящего из 2-3 элементов, при этом один из них является донным элементом, расположенным в средней части оболочки по ее длине.
Указанный технический результат достигается тем, что в способе изготовления тонкостенной сложнопрофильной осесимметричной оболочки с внутренним диаметром более 80 мм из высокопрочной легированной стали, включающем раздельное изготовление элементов оболочки, их последующее соединение в неразъемную оболочку, термообработку для снятия напряжений и окончательную обработку, новым является то, оболочку изготавливают раздельно из двух или трех элементов, первый из которых, являющийся дном оболочки, выполняют с наружной охватываемой посадочной поверхностью, а по меньшей мере второй элемент выполняют с ответной ему охватывающей поверхностью у торца, а соединение элементов в неразъемную оболочку осуществляют с натягом путем нагрева элементов с охватывающими поверхностями до температуры, обеспечивающей превышение минимального диаметра посадочной поверхности по меньшей мере второго элемента максимального диаметра первого элемента более чем на 0,2 мм.
Посадочные поверхности могут быть выполнены в виде кольцевых выступов и канавок, причем кольцевые выступы и канавки охватывающей поверхности выполняют соответствующими ответным им кольцевым канавкам и выступам охватываемой поверхности.
Для увеличения герметичности и прочности неразъемного полуфабриката элементы фиксируют друг с другом сварным швом по торцам.
При необходимости приваривают на наружную поверхность элементы конструкции типа бобышек и направляющих.
Изготовление элементов оболочки с посадочными поверхностями, полученными обработкой резанием, и последующее соединение элементов по посадочным поверхностям с натягом обеспечивает их соосное расположение относительно друг друга.
Изготовление тонкостенной оболочки сложной формы или элемента оболочки в виде неразъемной блочной конструкции соединением двух, трех элементов (в том числе состоящих из нескольких деталей) с натягом по предварительно обработанным резанием посадочным поверхностям и последующей сваркой позволяет упростить технологию изготовления тонкостенной оболочки сложной формы, значительно снизить расход металла и повысить ее геометрическую точность.
Изготовление у первого элемента охватываемых посадочных поверхностей в виде сочетания кольцевых выступов и канавок, а по меньшей мере у второго элемента охватывающих посадочных поверхностей в виде сочетания кольцевых канавок и выступов с последующим соединением элементов с помощью температурного деформирования с фиксацией сварным швом обеспечивает герметичность оболочки и увеличение противодействующего усилия осевой сдвигающей силе, действующей на соединение, в процессе эксплуатации до суммы усилия, необходимого для разрушения сварного шва и усилия сопротивления деформации кольцевых выступов (срез, смятие).
Предлагаемое техническое решение поясняется чертежами, где:
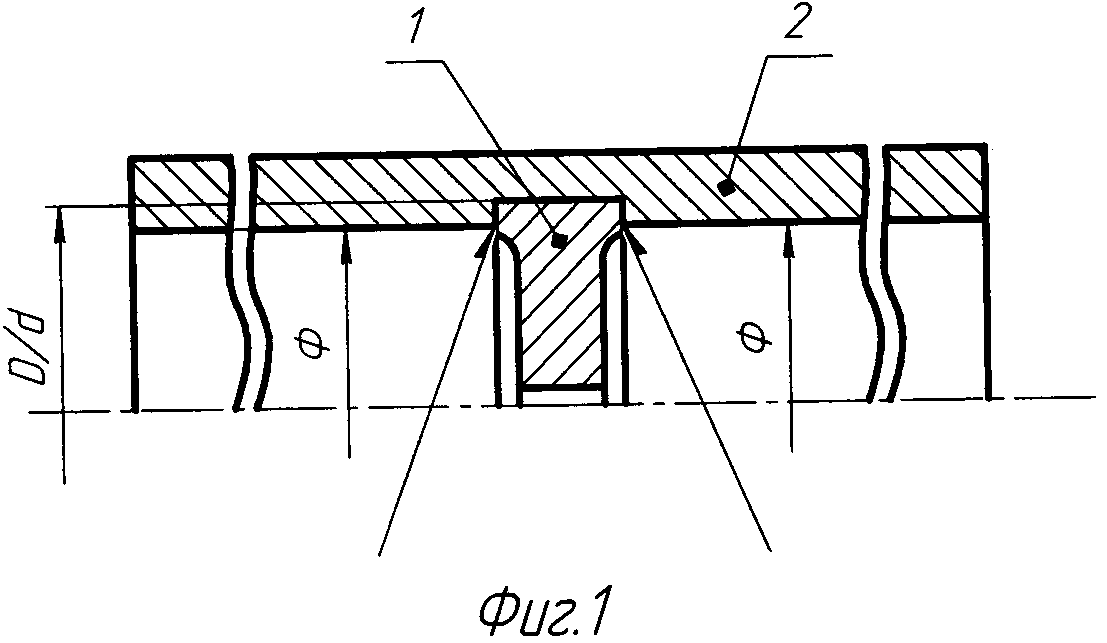
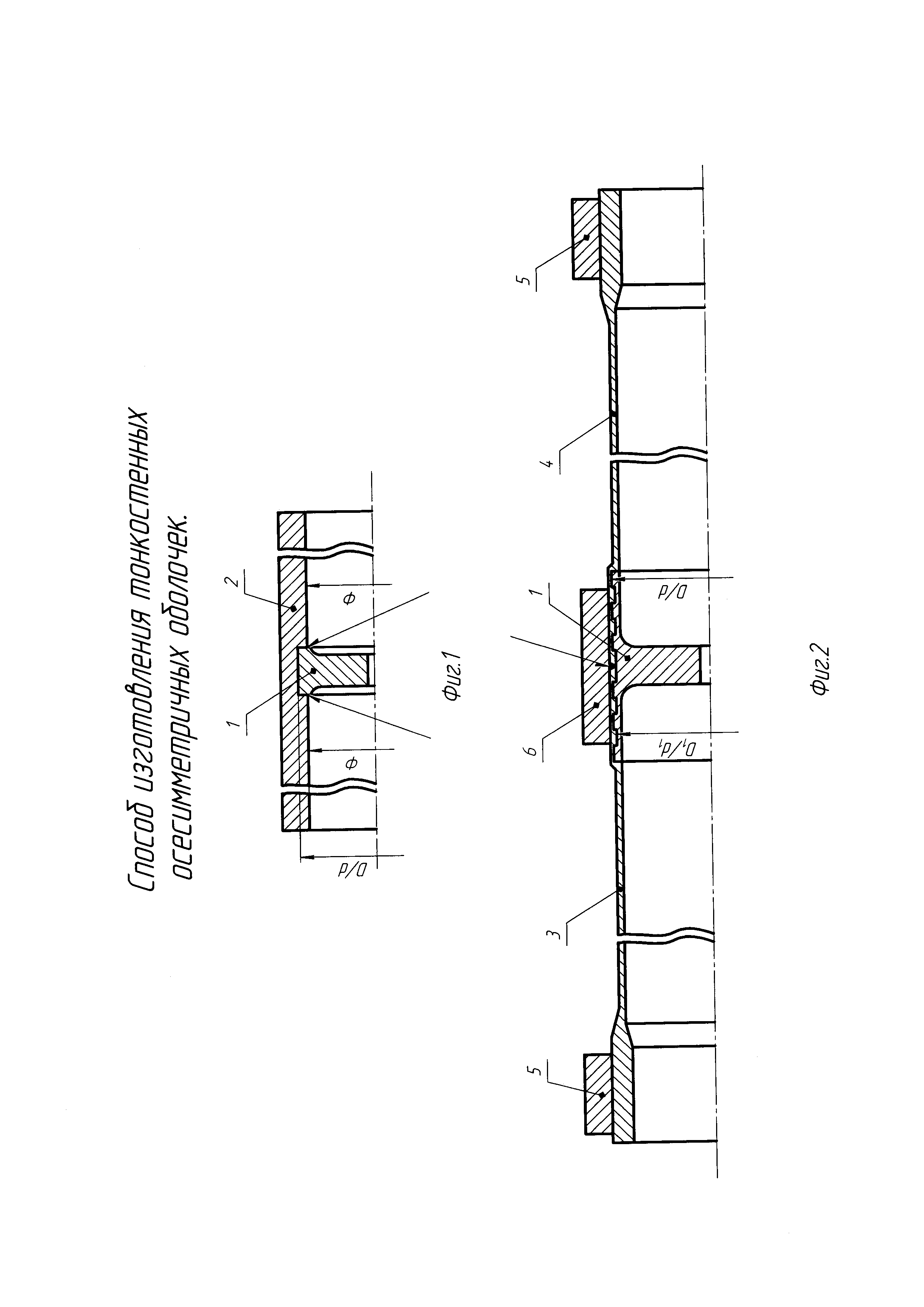
- на фиг. 1 показан неразъемный полуфабрикат оболочки с дном, расположенным в средней части полуфабриката, выполненный соединением с натягом дна - элемента 1 с тонкостенной камерой - элемент 2 по полученным обработкой резанием посадочным поверхностям «D»/«d» посредством температурного деформирования и фиксацией торцов элемента 1 сварным швом;
- на фиг. 2 показан полуфабрикат неразъемной тонкостенной оболочки с дном в средней части по длине, выполненный соединением дна - элемента 1, тонкостенной маршевой камеры - элемента 3 и тонкостенной стартовой камеры - элемента 4 по полученным обработкой резанием посадочным поверхностям «D»/«d» и «D1»/«d1» посредством температурного деформирования и фиксации торцов элемента 3 и элемента 4 между собой и элементом 1 сварным швом, с приваренными к наружной поверхности бобышками 5 и направляющими 6;
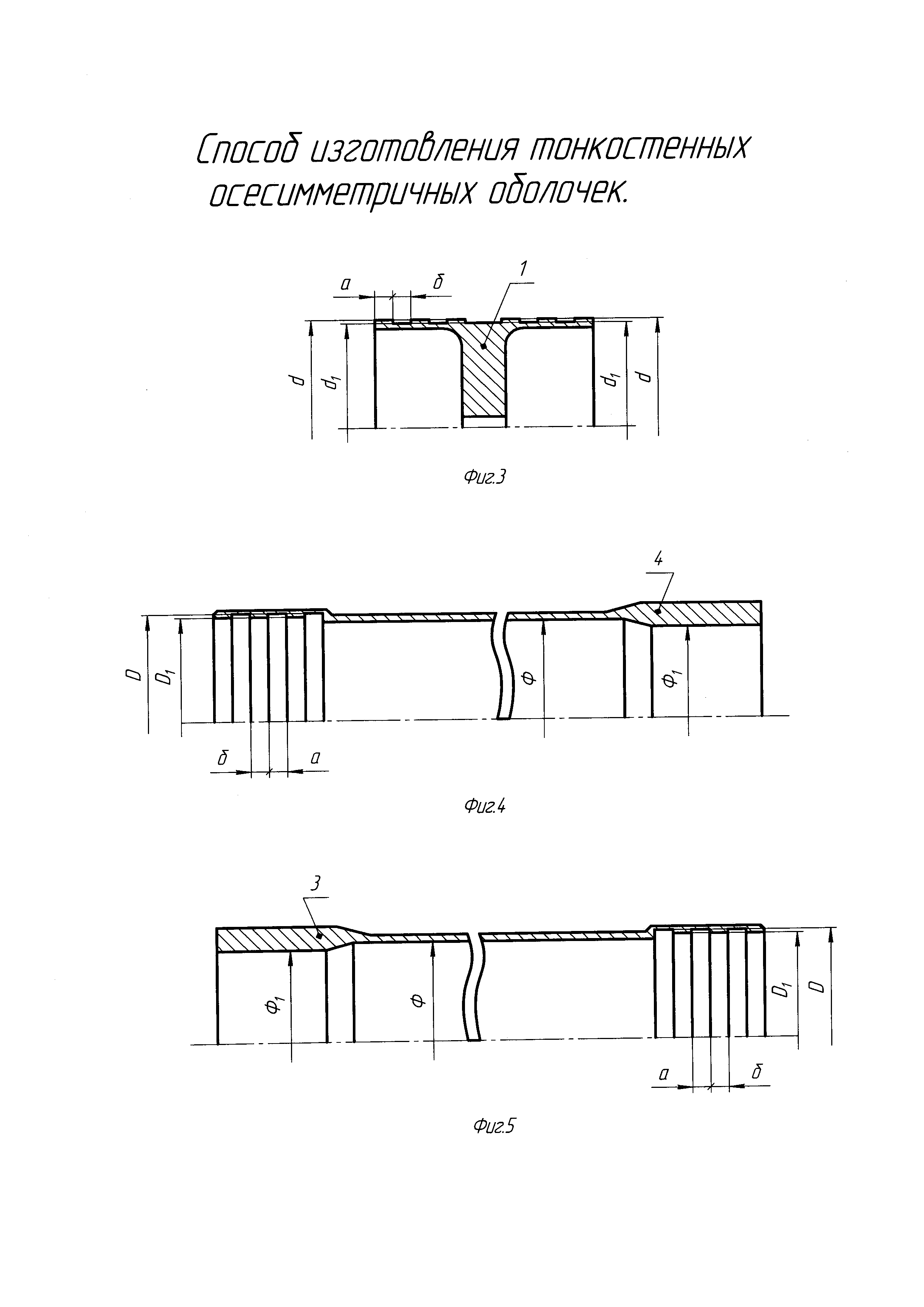
- на фиг. 3 показано дно - элемент 1 с наружной охватываемой поверхностью, выполненной из сочетания кольцевых выступов 7 и канавок 8 с диаметрами «d» и «d1», с номинальными размерами толщины «а» выступов и ширины «б» канавок;
- на фиг. 4 показана тонкостенная маршевая камера - элемент 3 с охватывающими посадочными поверхностями у торца из сочетания кольцевых канавок и выступов, ответных посадочным поверхностям элемента 1, с диаметрами «D» и «D1», с номинальными размерами толщины выступов «б» и ширины канавок «а»;
- на фиг. 5 показана тонкостенная стартовая камера - элемент 4 с охватывающими посадочными поверхностями у торца из сочетания кольцевых канавок и выступов, ответных посадочным поверхностям элемента 1, с диаметрами «D» и «D1», с номинальными размерами толщины выступов «б» и ширины канавок «а».
Пример использования 1
Требуется изготовить неразъемный полуфабрикат оболочки с толстостенным дном, расположенным в средней части полуфабриката как на фиг. 1, из высокопрочной стали СП2В(28Х3СНМВФА), состоящий из толстостенного дна - элемент 1 и тонкостенной камеры - элемент 2. Элементы изготавливают раздельно.
Последовательным выполнением операций холодной штамповки, термообработки и обработки резанием из листовой заготовки изготавливают тонкостенную камеру - элемент 2 с внутренним диаметром Ф=194 мм. В средней части элемента 2 резанием обрабатывают посадочную поверхность в виде кольцевой канавки диаметром D=194,6 мм и шириной канавки, соответствующей толщине ответного элемента.
Изготавливают толстостенное дно - элемент 1 с наружной посадочной поверхностью, ответной посадочной поверхности элемента 2 с геометрическими размерами, обеспечивающими гарантированный натяг более 0,2 мм в соединении. Нагревают камеру до температуры 500°С, при этом диаметральные размеры камеры увеличиваются более чем на 1,2 мм. Устанавливают элемент 1 в элемент 2 и охлаждают сборку. Фиксируют дно сваркой по торцам элемента 1. Подвергают полуфабрикат термообработке для снятия напряжений и окончательной обработке резанием.
Пример использования 2
Требуется изготовить тонкостенный полуфабрикат оболочки с дном в средней части по длине, как на фиг. 2, из стали СП2В(28Х3СНМВФА), состоящий из дна - элемент 1, тонкостенной маршевой камеры - элемент 3 и тонкостенной стартовой камеры - элемент 4. Последовательным выполнением операций холодной штамповки, ротационной вытяжки, промежуточной термообработки для снятия напряжений и обработки резанием из листовой заготовки изготавливают тонкостенную маршевую камеру - элемент 3 и тонкостенную стартовую камеру - элемент 4 с внутренними диаметрами Ф=194 мм и Ф=190 мм. У торцов деталей (со стороны диаметра Ф) обработкой резанием обрабатывают посадочную поверхность из сочетания кольцевых выступов и канавок с геометрическими размерами: - диаметр выступов D1=195 мм; диаметр канавок D=195,5 мм; с толщиной выступов «б» = 5 мм; шириной канавок «а» = 5 мм.
Изготавливают дно - элемент 1 с наружной посадочной поверхностью из кольцевых канавок и выступов, ответных кольцевым выступам и канавкам камеры с диаметрами канавок и выступов, обеспечивающих гарантированный натяг в соединении более 0,3 мм.
Нагревают элементы 3 и 4 до температуры (400-500)°С, при этом диаметральные размеры камеры увеличиваются более чем на 1 мм. Последовательно устанавливают элементы 3 и 4 на элемент 1 и охлаждают сборку. Фиксируют элементы 1, 3 и 4 между собой сваркой. На наружную поверхность полуфабриката приваривают бобышки 5 и направляющие 6. Подвергают сборку термообработке для снятия напряжений. Производят предварительную обработку резанием, упрочняющую термообработку и окончательную обработку резанием.
Изобретение относится к машиностроению и может использоваться при изготовлении высокопрочных тонкостенных оболочек ракетных двигателей или элементов оболочек с толстостенным дном в ее средней части из высокопрочной легированной стали.
Известен способ изготовления неразъемной сборки из двух деталей тел вращения, включающий обработку резанием и упрочняющую термообработку первой детали с формированием цилиндрической посадочной поверхности типа «вал», обработку резанием и упрочняющую термообработку второй детали с формированием цилиндрической посадочной поверхности типа «отверстие» с номинальным диаметром, меньшим диаметра «вала» первой детали, нагревание второй детали до температуры несколько ниже температуры низкого отпуска материала из которого она изготовлена, сборку первой и второй детали по посадочным поверхностям и охлаждение сборки до нормальной температуры, при этом максимальные значения сопротивления сдвигу осевой силой получают при выполнении горячей посадки с большим натягом. Способ эффективно используется для соединения толстостенных, жестких деталей (см. Решетов Д.Н. «Детали машин», Машиностроение, 1964 г., стр. 91-93).
Недостатки данного способа:
1. Для соединения тонкостенных деталей большие натяги, обеспечивающие максимальное сопротивление сдвигу, неприемлемы, в том числе из-за быстрого охлаждения охватывающей детали в процессе сборки;
2. При соединении тонкостенных деталей по гладкой цилиндрической поверхности с малым натягом снижается давление в соединении и, как следствие, снижается сопротивление сдвигу. Для увеличения сопротивления сдвигу необходимо увеличивать длину посадочных поверхностей, что значительно увеличивает расход металла, а также (при большой длине посадочных поверхностей) делает соединение невозможным;
3. При нагревании детали с охватывающей поверхностью до температуры ниже температуры низкого отпуска посадочный диаметр увеличивается, при этом увеличение посадочного диаметра менее 80 мм у стальных деталей незначительно по величине и недостаточно для сборки тонкостенных деталей с наличием овальности по посадочным диаметрам.
Известен способ изготовления сосудов сложной формы (см. патент RU №2131787, B21D 51/10, B21D 22/16, 20.06.1999 г.), принятый за прототип. Способ включает раздельное изготовление цилиндрического элемента и донного элемента из листовых заготовок, изготовление неразъемного осесимметричного полуфабриката сложной формы путем сварки встык кольцевым швом цилиндрического и донного элементов, термообработку полуфабриката для снятия напряжений полученных при сварке, контроль качества сварного шва, ротационную вытяжку цилиндрического элемента полуфабриката совместно со сварным швом с получением тонкостенной оболочки и окончательную обработку оболочки.
Недостаток прототип в том, что при сварке встык неизбежны дефекты сварного шва из-за отклонения от круглости и разности действительных диаметров свариваемых тонкостенных элементов.
Предлагаемым изобретением решается задача - обеспечение заданной геометрической точности и минимальных материальных затрат при изготовлении.
Технический результат заключается в возможности изготовления из высокопрочных сталей сложнопрофильной осесимметричной оболочки с внутренним диаметром более 80 мм. типа корпуса двигательной установки ракетного двигателя, состоящего из 2-3 элементов, при этом один из них является донным элементом, расположенным в средней части оболочки по ее длине.
Указанный технический результат достигается тем, что в способе изготовления тонкостенной осесимметричной оболочки со сложной внутренней поверхностью, включающем раздельное изготовление нескольких элементов оболочки, последующее их соединение в неразъемный полуфабрикат сложной формы, термообработку для снятия напряжений и окончательную обработку новым является то, что элементы оболочки изготавливают с охватываемыми посадочными поверхностями у первого элемента, а у второго (второго и третьего) с охватывающими, в неразъемный полуфабрикат элементы оболочки собирают по посадочным поверхностям с натягом, выполняют окончательную термообработку и обработку резанием.
Для большей герметичности и прочности соединение элементов может быть осуществлено методом температурного деформирования, при этом нагревание элементов с охватывающими поверхностями под температурное деформирование осуществляют до температуры, обеспечивающей превышение минимального диаметра посадочной поверхности второго элемента (второго и третьего) над максимальным диаметром первого элемента более, чем на 0,2 мм.
Посадочные поверхности могут быть выполнены из сочетания кольцевых выступов и канавок, когда кольцевые выступы и канавки охватывающей поверхности соответствуют ответным им кольцевым канавкам и выступам охватываемой поверхности.
Для увеличения герметичности и прочности неразъемного полуфабриката элементы фиксируют друг с другом сварным швом по торцам.
При необходимости приваривают на наружную поверхность элементы конструкции типа бобышек и направляющих.
Изготовление элементов оболочки с посадочными поверхностями полученными обработкой резанием и последующее соединение элементов по посадочным поверхностям с натягом обеспечивает их соосное расположение относительно друг друга.
Изготовление тонкостенной оболочки сложной формы или элемента оболочки в виде неразъемной блочной конструкции соединением двух, трех элементов (в том числе состоящих из нескольких деталей) с натягом по предварительно обработанным резанием посадочным поверхностям и последующей сваркой позволяет упростить технологию изготовления тонкостенной оболочки сложной формы, значительно снизить расход металла и повысить ее геометрическую точность.
Изготовление у первого элемента охватываемых посадочных поверхностей в виде сочетания кольцевых выступов и канавок, а у второго (второго и третьего) элементов, охватывающих посадочных поверхностей в виде сочетания кольцевых канавок и выступов с последующим соединением элементов с помощью температурного деформирования с фиксацией сварным швом обеспечивает герметичность оболочки, и увеличение противодействующего усилия осевой сдвигающей силе, действующей на соединение, в процессе эксплуатации до суммы усилия, необходимого для разрушения сварного шва и усилия сопротивления деформации кольцевых выступов (срез, смятие).
Предлагаемое техническое решение поясняется чертежами, где:
- на фиг. 1 показан неразъемный полуфабрикат оболочки с дном, расположенным в средней части полуфабриката, выполненный соединением с натягом дна - элемента 1 с тонкостенной камерой - элемент 2 по полученным обработкой резанием посадочным поверхностям «D»/«d» посредством температурного деформирования и фиксацией торцов элемента 1 сварным швом;
- на фиг. 2 показан полуфабрикат неразъемной тонкостенной оболочки с дном в средней части по длине, выполненный соединением дна - элемента 1, тонкостенной маршевой камеры - элемента 3 и тонкостенной стартовой камеры - элемента 4 по полученным обработкой резанием посадочным поверхностям «D»/«d» и «D1»/«d1» посредством температурного деформирования и фиксации торцов элемента 3 и элемента 4 между собой и элементом 1 сварным швом, с приваренными к наружной поверхности бобышками 5 и направляющими 6;
- на фиг. 3 показано дно - элемент 1 с наружной охватываемой поверхностью, выполненной из сочетания кольцевых выступов 7 и канавок 8 с диаметрами «d» и «d1», с номинальными размерами толщины «а» выступов и ширины «б» канавок;
- на фиг. 4 показана тонкостенная маршевая камера - элемент 3 с охватывающими посадочными поверхностями у торца из сочетания кольцевых канавок и выступов, ответных посадочным поверхностям элемента 1, с диаметрами «D» и «D1», с номинальными размерами толщины выступов «б» и ширины канавок «а»;
- на фиг. 5 показана тонкостенная стартовая камера - элемент 4 с охватывающими посадочными поверхностями у торца из сочетания кольцевых канавок и выступов, ответных посадочным поверхностям элемента 1, с диаметрами «D» и «D1», с номинальными размерами толщины выступов «б» и ширины канавок «а».
Пример использования 1.
Требуется изготовить неразъемный полуфабрикат оболочки с толстостенным дном, расположенным в средней части полуфабриката как на фиг. 1, из высокопрочной стали СП2В(28Х3СНМВФА) состоящий из толстостенного дна - элемент 1 и тонкостенной камеры - элемент 2. Элементы изготавливают раздельно.
Последовательным выполнением операций холодной штамповки, термообработки и обработки резанием из листовой заготовки изготавливают тонкостенную камеру - элемент 2 с внутренним диаметром Ф=194 мм. В средней части элемента 2 резанием обрабатывают посадочную поверхность в виде кольцевой канавки диаметром D=194,6 мм и шириной канавки, соответствующей толщине ответного элемента.
Изготавливают толстостенное дно - элемент 1 с наружной посадочной поверхностью, ответной посадочной поверхности элемента 2 с геометрическими размерами, обеспечивающими гарантированный натяг более 0,2 мм в соединении. Нагревают камеру до температуры 500°С, при этом диаметральные размеры камеры увеличиваются более, чем на 1,2 мм. Устанавливают элемент 1 в элемент 2 и охлаждают сборку. Фиксируют дно сваркой по торцам элемента 1. Подвергают полуфабрикат термообработке для снятия напряжений и окончательной обработке резанием.
Пример использования 2.
Требуется изготовить тонкостенный полуфабрикат оболочки с дном в средней части по длине, как на фиг. 2, из стали СП2В(28Х3СНМВФА) состоящий из дна - элемент 1, тонкостенной маршевой камеры - элемент 3 и тонкостенной стартовой камеры - элемент 4. Последовательным выполнением операций холодной штамповки, ротационной вытяжки, промежуточной термообработки для снятия напряжений и обработки резанием из листовой заготовки изготавливают тонкостенную маршевую камеру - элемент 3 и тонкостенную стартовую камеру - элемент 4 с внутренними диаметрами Ф=194 мм и Ф=190 мм. У торцов деталей (со стороны диаметра Ф) обработкой резанием обрабатывают посадочную поверхность из сочетания кольцевых выступов и канавок с геометрическими размерами: - диаметр выступов D1=195 мм; диаметр канавок D=195,5 мм; с толщиной выступов «б»=5 мм; шириной канавок «а»=5 мм.
Изготавливают дно - элемент 1 с наружной посадочной поверхностью из кольцевых канавок и выступов, ответных кольцевым выступам и канавкам камеры с диаметрами канавок и выступов, обеспечивающих гарантированный натяг в соединении более 0,3 мм.
Нагревают элементы 3 и 4 до температуры (400-500)°С, при этом диаметральные размеры камеры увеличиваются более, чем на 1 мм. Последовательно устанавливают элементы 3 и 4 на элемент 1 и охлаждают сборку. Фиксируют элементы 1, 3 и 4 между собой сваркой. На наружную поверхность полуфабриката приваривают бобышки 5 и направляющие 6. Подвергают сборку термообработке для снятия напряжений. Производят предварительную обработку резанием, упрочняющую термообработку и окончательную обработку резанием.
Способ изготовления деталей сложной формы
Подвижный контрольный пункт
Ствол для огнестрельного оружия с газовой камерой
Механизм крепления приклада на оружии
Комплект выносной аппаратуры топопривязчика
Мобильный контрольно-проверочный комплекс
Огнестрельное автоматическое оружие с магазинной подачей патронов
Автоматическое стрелковое оружие со сбалансированной автоматикой
Способ получения стальных отливок
Пульт контроля и управления
Устройство для закрепления пустотелой детали
Устройство для обжима полых осесимметричных изделий
Способ изготовления тонкостенных оболочек с дном
Способ изготовления тонкостенных осесимметричных оболочек
Нутромер
Способ изготовления ствола
Способ изготовления одногофрового сильфона
Оправка для ротационного выдавливания
Прибор для измерения внутренних диаметров пустотелых деталей малой жесткости
Способ изготовления пустотелых изделий

