Результат интеллектуальной деятельности: Способ получения изделия из гранулируемого жаропрочного никелевого сплава
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к способам получения изделий, в частности дисков газотурбинных двигателей (ГТД), работающих при температурах до 800°С и выше, из гранул жаропрочных сплавов на никелевой основе.
Известен способ изготовления изделий из жаропрочных никелевых сплавов, включающий получение гранул, их горячее изостатическое прессование (ГИП), деформацию и термическую обработку полученной заготовки (Согришин Ю.П. и др. Металлургия гранул. Сборник статей, 1986 г., стр. 113-120).
Недостатком данного способа являются недостаточно высокие механические свойства при комнатной и рабочей температурах, что обусловлено формированием крупнозернистой структуры сплава.
Известен способ изготовления дисков газотурбинных двигателей из порошковых жаропрочных сплавов на основе никеля (типа Rene 95) методом деформации. Жаропрочные гранулируемые сплавы штампуют при температуре 1010-1066°С, при этом штамповый инструмент, изготовленный из суперсплава, нагревают до температуры от 816 до 954°С. Штамповку осуществляют на воздухе при номинальной скорости деформации приблизительно 0,02 в секунду (US 6932877 В2, 23.08.2005).
Недостатком способа является низкая технологическая пластичность металла после компактирования горячим изостатическим прессованием, обусловленная наличием микропористости, слабыми межгранульными связями, а также выделением в процессе деформации мелкодисперсных частиц γ'-фазы на границах зерен.
Известен способ получения заготовки из суперсплава на основе никеля, включающий получение слитка с мелкозернистой структурой посредством вакуумной индукционной выплавки с последующим вакуумным дуговым переплавом, термообработку слитка с получением неэвтектической гамма-первичной микроструктуры, экструдирование термообработанного слитка с целью уменьшения площади поперечного сечения для получения полностью рекристаллизованной мелкозернистой структуры, ГИП экструдированного материала для закрытия всех пустот и пористости при температуре, достаточно низкой для предотвращения значительного роста зерна, и ковку (ЕР 0248757 В1, 07.03.1990).
Недостатками данного способа являются необходимость применения крупногабаритного и энергоемкого оборудования для выплавки слитков большого диаметра и их деформации. При производстве дисков большого размера использование предварительно прессованной заготовки затруднено в связи с ее малым диаметром по отношению к размерам и массе окончательного изделия, что приводит к необходимости применения дополнительных операций подпрессовки.
Известен способ изготовления дисков из высоколегированных жаропрочных никелевых сплавов, который включает вакуумно-индукционную выплавку, получение слитка диаметром 320 мм под деформацию вакуумным дуговым переплавом, гомогенизирующий отжиг слитка при температуре на 20÷30°С выше полного растворения γ'-фазы (Тпр γ') в течение 4÷8 часов, с охлаждением с печью до температуры максимальной коагуляции γ'-фазы и далее на воздухе, предварительную деформацию слитка прессованием на пруток со степенью 65÷75% при температуре на 40÷60°С ниже Тпр γ' с последующей подпрессовкой мерных заготовок в закрытом контейнере со степенью 35-50% при температуре на 60÷80°С ниже Тпр γ', окончательную деформацию с совмещением операции осадки и штамповки при температуре на 40÷60°С ниже Тпр γ' со степенью 75÷85%, термическую обработку, состоящую из предварительного отжига при температуре на 100÷130°С ниже Тпр γ', обработки на твердый раствор при температуре Тпр γ'±10°С с регламентированным охлаждением и последующим старением (SU 1637360 А1, 15.11.1994).
Недостатками известного способа являются невозможность обеспечения требуемой однородности и высокого уровня свойств изделия, низкий коэффициент использования металла и высокая трудоемкость получения изделий.
Наиболее близким аналогом является способ изготовления дисков газотурбинных двигателей из порошковых жаропрочных сплавов на основе никеля, включающий получение гранул, их размещение в капсулах, горячее изостатическое прессование, деформацию, закалку и старение. Полученные гранулы рассеивают на гранулы размером 10-50 мкм, горячее изостатическое прессование проводят при температуре на 10-30°С ниже температуры полного растворения γ'-фазы с выдержкой под давлением в течение 2-8 ч, деформацию осуществляют объемной штамповкой или прессованием вытяжкой со степенью деформации 70-90% при температуре на 60-100°С ниже температуры полного растворения γ'-фазы с последующей закалкой от температуры деформации со скоростью 50-100°С/мин (RU 2433205 С1, 10.11.2011).
Недостатком способа-прототипа является необходимость применения крупногабаритного и энергоемкого оборудования для деформации заготовок при прессовании из-за низкой технологической пластичности заготовок после ГИП, а также недостаточно равномерная структура получаемого изделия.
Техническим результатом предложенного изобретения является обеспечение равномерной мелкозернистой структуры (размер зерна менее 10 мкм) изделия из гранулируемого жаропрочного никелевого сплава, повышение коэффициента использования металла (КИМ).
Для достижения технического результата предложен способ получения изделия из гранулируемого жаропрочного никелевого сплава, включающий получение гранул, засыпку гранул в капсулу, горячее изостатическое прессование с получением заготовки, горячую деформацию за две или более операций, при этом перед горячей деформацией проводят гомогенизирующий отжиг заготовки, при котором заготовку нагревают до температуры на 300-700°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не менее 1 часа, затем заготовку нагревают со скоростью 50-70°С/ч до температуры на 5-10°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре не менее 8 часов, охлаждают ее со скоростью 10-15°С/ч до температуры на 50-100°С ниже температуры полного растворения γ'-фазы и выдерживают при этой температуре не менее 8 часов с дальнейшим охлаждением на воздухе, а горячую деформацию проводят с нагревом заготовки до температуры на 40-120°С ниже температуры полного растворения γ'-фазы.
Капсулу можно удалить с заготовки перед гомогенизирующим отжигом или после первой операции горячей деформации.
Между операциями горячей деформации заготовки рекомендуется провести промежуточные отжиги при температуре на 20-80°С ниже температуры полного растворения γ'-фазы в течение 4-10 часов с последующим охлаждением с печью до температуры 400-700°С и дальнейшим охлаждением на воздухе.
Горячую деформацию заготовки лучше проводить в штампе, температура которого равна температуре нагрева заготовки или ниже температуры нагрева заготовки на 10-250°С.
Предложенный способ осуществляется следующим образом.
Полученные методом центробежного распыления либо газовой атомизацией расплава гранулы засыпают в капсулу в вакууме или в среде инертных газов, после чего капсула запечатывается, дегазируется, герметизируется и подвергается горячему изостатическому прессованию (ГИП) по режиму, зависящему от выбранной марки жаропрочного никелевого сплава, в результате чего гранулы внутри капсулы спекаются до расчетной плотности.
Далее полученную заготовку подвергают гомогенизирующему отжигу, обеспечивающему повышение технологической пластичности, по следующему режиму: нагрев до температуры на 300-700°С ниже температуры полного растворения γ'-фазы, выдержка при этой температуре не менее 1 часа, нагрев со скоростью 50-70°С/ч до температуры на 5-10°С выше температуры полного растворения γ'-фазы, выдержка при этой температуре не менее 8 часов и ее охлаждение со скоростью 10-15°С/ч до температуры на 50-100°С ниже температуры полного растворения γ'-фазы. Вышеуказанные режимы гомогенизирующего отжига позволяют при дальнейшей пластической деформации заготовок получить равномерную по сечению штамповки мелкозернистую структуру с размером зерен не более 10 мкм, а также за счет снижения количества деформационных трещин получить большее количество годных деталей, таким образом повышая КИМ.
Далее заготовка подвергается горячей деформации за две или более операций (переходов) в зависимости от конечной толщины штамповки. Заготовку при этом нагревают на 40-120°С ниже температуры полного растворения γ'-фазы. Приведенные температуры нагрева заготовок под деформацию позволяют сформировать в деформированных заготовках равномерную структуру материала с размером зерен менее 10 мкм за счет протекания процессов динамической рекристаллизации.
Для повышения технологической пластичности, а также формирования равномерной структуры штамповки с размером зерен менее 10 мкм между операциями деформации желательно проводить промежуточные отжиги заготовки при температуре на 20-80°С ниже температуры полного растворения γ'-фазы в течение 4-10 часов с последующим замедленным охлаждением с печью до температуры 400-700°С и дальнейшим охлаждением на воздухе. Длительная выдержка при температуре на 10-50°С ниже температуры полного растворения γ'-фазы с последующим замедленным охлаждением позволяет коагулировать выделения γ'-фазы, что повышает технологическую пластичность материала и таким образом позволяет дополнительно увеличить КИМ.
Для снижения усилий деформации, повышения КИМ за счет приближения формы изделия (штампованной заготовки) к форме детали, а также получения равномерной структуры штамповки за счет более равномерного температурного поля заготовки деформацию (штамповку) необходимо проводить с помощью штампа, нагретого до температуры, сопоставимой с температурой нагрева заготовки под деформацию.
Температура нагрева штампа выбирается в зависимости от рабочей температуры материала штампов и может быть равна температуре нагрева заготовки - тогда деформация будет проходить в изотермических условиях, либо до температуры на 10-250°С ниже температуры нагрева заготовки в квазиизотермических условиях в зависимости от рабочей температуры штампового материала, например, жаропрочного литейного никелевого сплава.
В зависимости от количества операций деформации, размеров заготовки и конечного изделия капсулу можно удалить с заготовки перед гомогенизирующим отжигом либо после первой стадии деформации. Проведение первой стадии деформации заготовки в капсуле позволит получить более равномерную структуру штампованной заготовки и повысить КИМ за счет значительного уменьшения размера застойных зон.
Примеры осуществления
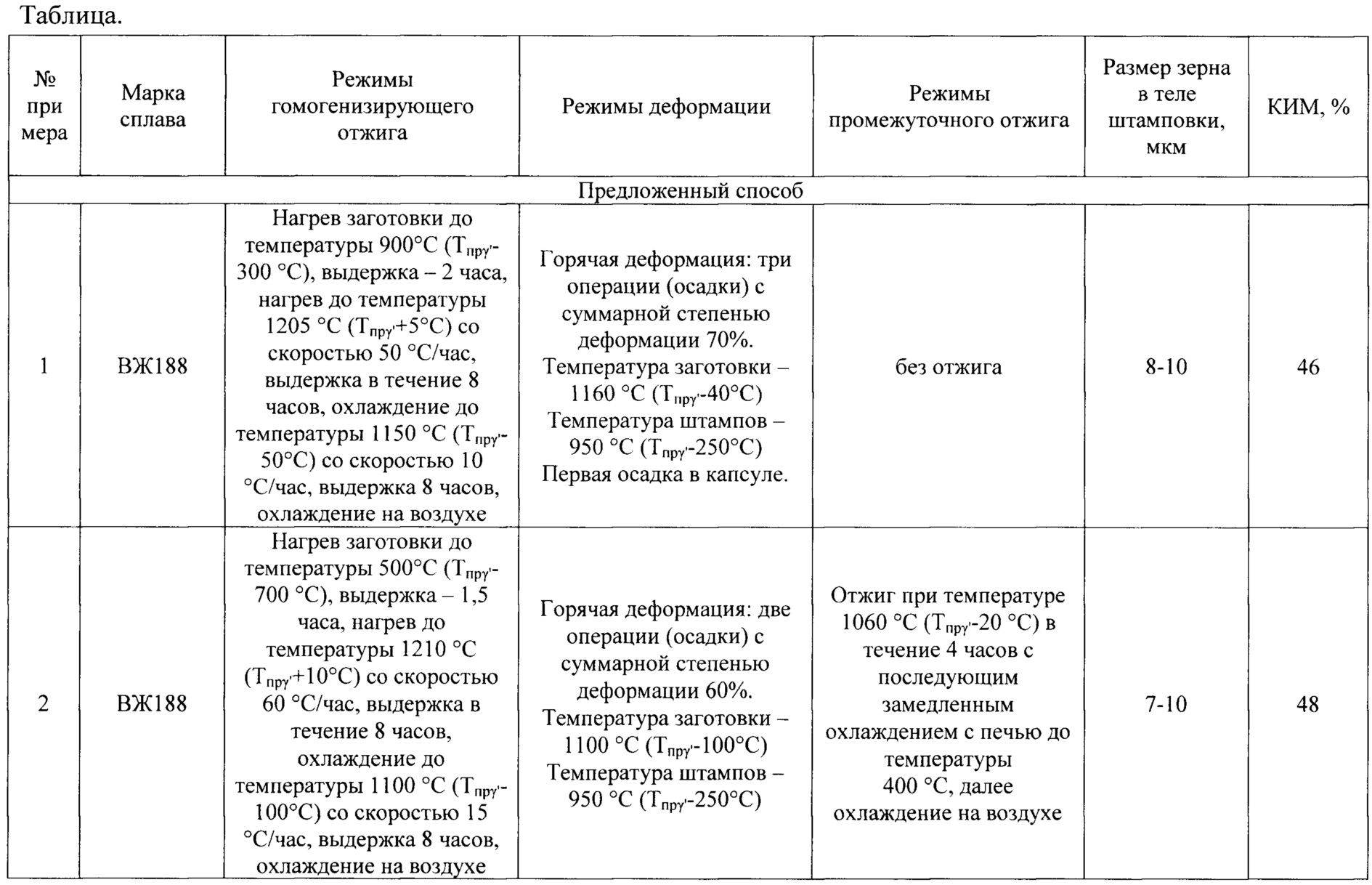
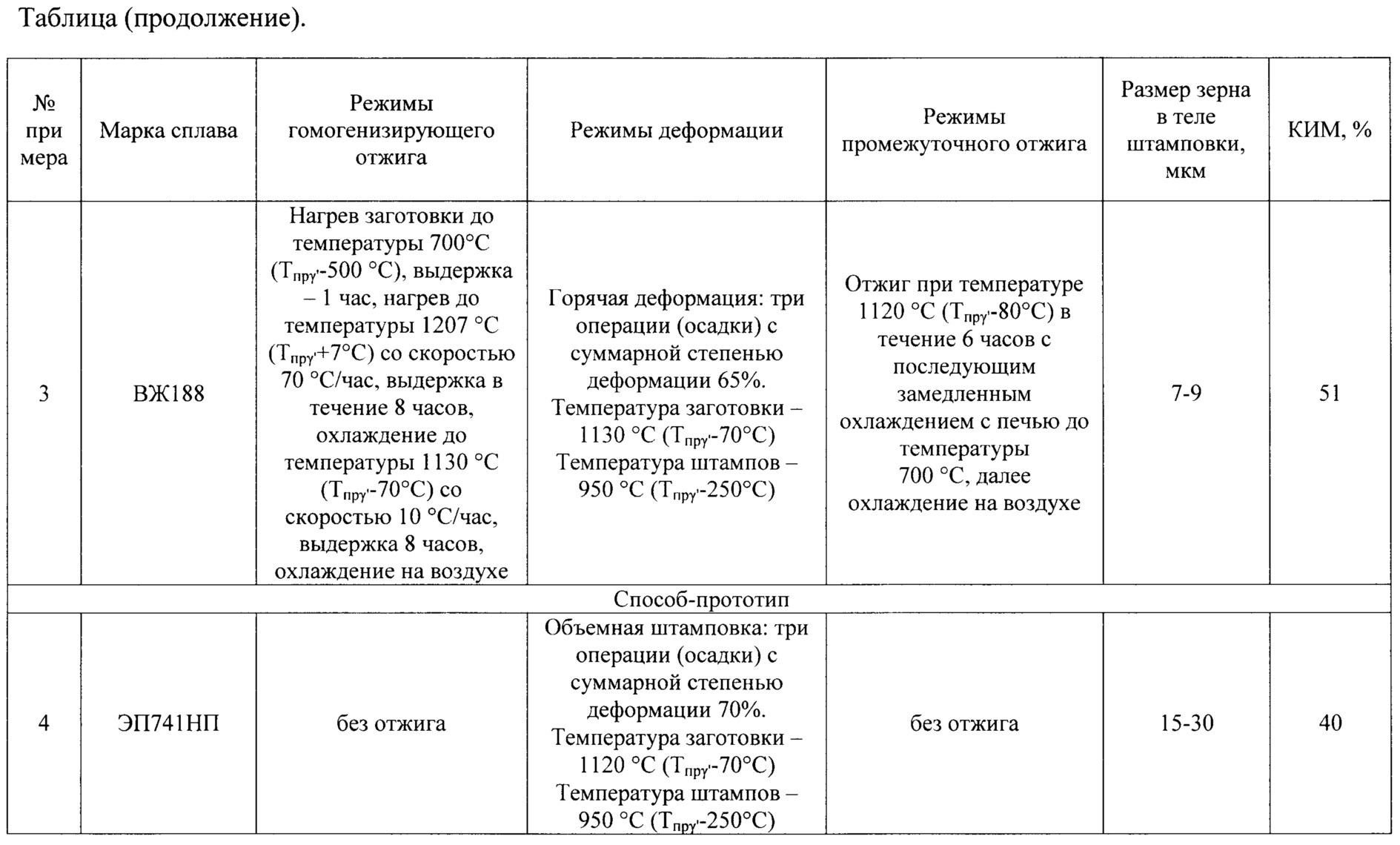
Предложенным способом было получено три изделия (штампованных заготовок деталей типа «диск») из жаропрочного гранулируемого никелевого сплава ВЖ188 (температура полного растворения γ'-фазы (Тпрγ') - 1200°С). Способом-прототипом было получено одно изделие из сплава ЭП741НП (температура полного растворения γ'-фазы (Тпрγ') - 1180°С).
Получение гранул размером ≤100 мкм из гранулируемого жаропрочного никелевого сплава проводилось операцией центробежного распыления (для примеров 1, 2, 4) либо газовой атомизацией расплава (для примера 3). Полученные гранулы подвергались сепарации для получения необходимого гранулометрического состава (размер гранул менее 100 мкм).
Полученные гранулы поместили в стальную капсулу. Заполнение гранулами происходило в вакууме или в среде инертных газов, после чего капсулу запечатывали. Затем ее помещали в газостат и подвергали горячему изостатическому прессованию (ГИП) по следующим режимам:
- для сплава ВЖ188 (примеры 1-3) ГИП проводилось в двухфазной области при температуре 1180°С (Тпрγ'-20°С) с различным временем выдержки под рабочим давлением 150 МПа - 10, 8 и 6 часов соответственно;
- для сплава ЭП741НП (пример 4) ГИП также проводилось в двухфазной области при температуре 1170°С (Тпрγ'-10°С), время выдержки под рабочим давлением 200 МПа составило 2 часа.
После извлечения капсул из газостата в примерах 2 и 4 с их поверхности путем механической (токарной) обработки были полностью удалены капсулы.
Полученные заготовки (с капсулой для примеров 1, 3 и без нее для примера 2) подвергали гомогенизирующему отжигу по различным режимам. Заготовку из сплава ЭП741НП (пример 4) гомогенизирующему отжигу не подвергали. Далее проводили деформацию заготовок на прессе. Для примеров 2, 3 между операциями деформации проводили промежуточные отжиги с последующим замедленным охлаждением с печью и с дальнейшим охлаждением на воздухе.
Для реализации всех примеров использовали штампы из жаропрочного литейного никелевого сплава марки ЖС6У. Штампы нагревали до температуры 950°С.
Для примеров 1 и 3 капсулу удаляли с компактированной заготовки после первой стадии деформации.
Методом металлографического анализа определяли размер зерна в теле готовых штамповок.
Технологические параметры процесса получения изделий из гранулируемого жаропрочного никелевого сплава, КИМ и размеры зерна в теле штамповки приведены в таблице.
Исходя из представленных данных видно, что, в отличие от способа-прототипа, предложенный способ обеспечивает получение равномерной мелкозернистой структуры изделия из гранулируемого жаропрочного никелевого сплава с размером зерна не более 10 мкм, а также повышение коэффициента использования металла (КИМ) за счет выбранных режимов гомогенизирующего отжига и деформации.
Проведение промежуточных отжигов между операциями деформации (примеры 2, 3) позволяет дополнительно уменьшить размер зерна в теле штамповки и повысить КИМ.
Композиция для получения электропроводящего гидрофобного покрытия на основе лака с углеродными нанотрубками и способ ее изготовления
Способ получения композиционного материала на основе ледяной матрицы
Способ сварки трением с перемешиванием стыковых соединений высокопрочных алюминий-литиевых сплавов системы al-cu-li
Способ получения мелкодисперсных металлических порошков из сплавов на основе тугоплавких металлов
Композиция для изготовления герметизирующего материала и ленточный герметик на ее основе для разъемных и неразъемных узлов и агрегатов
Способ получения комбинированной нити на основе коротких волокон и устройство для его осуществления
Способ производства жаропрочных сплавов на основе никеля (варианты)
Припой на основе никеля
Жаропрочный сплав на основе кобальта и изделие, выполненное из этого сплава
Жаропрочный сплав на основе никеля и изделие, выполненное из этого сплава
Огнестойкий слоистый металлостеклопластик и изделие, выполненное из него
Препрег на основе клеевого связующего пониженной горючести и стеклопластик, углепластик на его основе
Композиция для получения электропроводящего гидрофобного покрытия на основе лака с углеродными нанотрубками и способ ее изготовления
Способ получения композиционного материала на основе ледяной матрицы
Способ сварки трением с перемешиванием стыковых соединений высокопрочных алюминий-литиевых сплавов системы al-cu-li
Способ получения мелкодисперсных металлических порошков из сплавов на основе тугоплавких металлов
Композиция для изготовления герметизирующего материала и ленточный герметик на ее основе для разъемных и неразъемных узлов и агрегатов
Способ производства жаропрочных сплавов на основе никеля (варианты)
Припой на основе никеля
Жаропрочный сплав на основе кобальта и изделие, выполненное из этого сплава

