Результат интеллектуальной деятельности: Способ формования заготовок из кварцевой керамики
Вид РИД
Изобретение
Изобретение относится к производству керамических изделий из кварцевой керамики, типа кварцевых тиглей для металлургической промышленности.
Известен способ получения изделий из кварцевой керамики (Ю.Е. Ливийский, А.Г. Ромашин. Кварцевая керамика, М., 1974 г.), включающий приготовление водного шликера кварцевого стекла, формование заготовок методом водного шликерного литья в гипсовые формы, сушку заготовок и их обжиг при температурах 1200÷1300°С.
К недостаткам известного способа относится то, что формование заготовок производится методом шликерного литья в гипсовые формы, расположенные в перфорированном металлическом каркасе. Гипс в процессе формования отбирает влагу из шликера, образуя тем самым плотный черепок заготовки. Процесс формования характеризуется большими временными интервалами, так, например, среднестатистическая скорость набора заготовки из кварцевой керамики толщиной до 20 мм составляет 1,8÷2,0 мм/ч. При увеличении толщины заготовки до 30÷40 мм скорость набора снижается до 1,0÷1,2 мм/ч. При этом после каждого формования необходимо производить сушку гипсовой формы, которая длится не менее 15 ч и требует наличия специализированного технологического оборудования. Таким образом, с одной формы можно отформовать не более одной заготовки в сутки. Кроме того, как показывает опыт эксплуатации таких формовых комплектов, максимальное количество отформованных заготовок, полученных на одной форме, достигает всего 30÷35 заготовок. После чего производится удаление использованной водопоглощающей матрицы и изготовление новой. Эта операция с учетом времени, необходимого для сушки гипса, занимает порядка 5÷6 дней. Указанные выше недостатки использования в качестве материала рабочей поверхности водопоглощающей матрицы гипса негативно сказываются на технологическом процессе и приводят к большим затратам на изготовление дополнительной оснастки, технологического оборудования и соответственно производственных площадей.
Наиболее близким техническим решением является способ формования заготовок из кварцевой керамики (Пивинский Ю.Е., Суздальцев Е.И. Кварцевая керамика и огнеупоры. Том. 1. Теоретические основы и технологические процессы: Справочное издание. Под ред. Ю.Е. Пивинского. - М.: «Теплоэнергетик», 2008 - 672 с.), включающий приготовление водного шликера кварцевого стекла с плотностью 1,80÷1,91 г/см3, его заливку в пористую гипсовую форму под давлением до 0,42 МПа и выдержку под указанным давлением в течение заданного времени.
К недостаткам этого способа относится то, что несмотря на существенное ускорение скорости набора заготовки (до 3,5 мм/ч) в качестве материала пористой формы по прежнему используется гипс, который необходимо сушить, что значительно снижает эффект от ускорения набора.
Задачей настоящего изобретения является создание эффективного производства за счет ускорения процесса формования заготовок на основе кварцевого стекла.
Поставленная задача достигается тем, что предложен способ формования заготовок из кварцевой керамики, включающий приготовление водного шликера кварцевого стекла с плотностью 1,80÷1,91 г/см3, его заливку в пористую форму под давлением и выдержку под давлением в течение заданного времени, отличающийся тем, что формование проводят в форме, выполненной из пористого полимера, под давлением 0,5÷0,8 МПа, а время выдержки шликера под давлением рассчитывают исходя из отношения толщины стенки заготовки к скорости набора, которая составляет 10÷20 мм/ч.
Авторы экспериментально установили, что выполнение водопоглощающей матрицы из пористого полимера обеспечивает существенное ускорение набора керамической заготовки, при этом не требуется сушка пористой формы и процесс на одной форме может быть повторен многократно.
Установлено, что приложенное к шликеру давление должно быть не менее 0,5 МПа, т.к. снижение указанной величины приводит к существенному замедлению процесса формования. Превышение давления выше 0,8 МПа также нецелесообразно, т.к. потребуется существенное усложнение конструкций формовых комплектов и систем подачи шликера под давлением.
Экспериментально установлено, что длительность формования каждой конкретной заготовки зависит от толщины ее стенки и определяется как отношение толщины стенки формуемой заготовки к скорости набора, которая в случае использования шликеров кварцевого стекла и приложения давления в интервале 0,5÷0,8 МПа составляет 10÷20 мм/ч.
Реализация предложенного технического решения представлена на следующем примере.
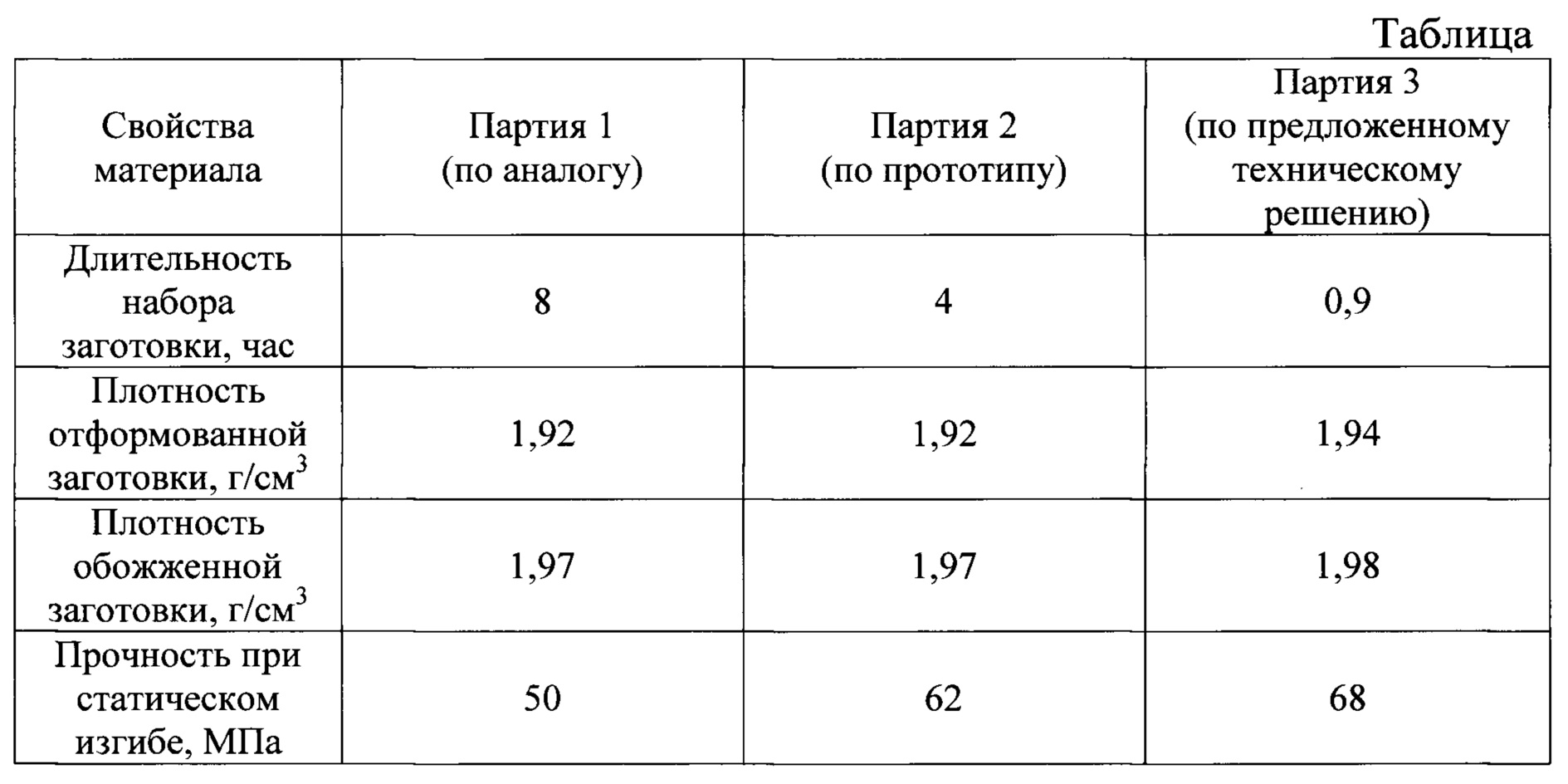
Из водного шликера кварцевого стекла, имеющего плотность 1,87 г/см3, отформовали три партии заготовок толщиной 14 мм:
1. Методом шликерного литья в гипсовую форму (по аналогу);
2. Методом шликерного литья в гипсовую форму с приложением давления 0,35 МПа (по прототипу);
3. Методом шликерного литья в полимерную форму с приложением давления 0,62 МПа (по предложенному техническому решению). При этом длительность выдержки шликера под давлением была рассчитана как 14 мм/15 мм/ч = 0,9 ч.
После формования часть образцов были обожжены при температуре 1250°С в течение 2 ч.
Параметры формования и свойства полученных образцов, как после формования, так и после обжига представлены в таблице.
Анализируя данные, представленные в таблице, можно заключить, что применение предложенного способа позволяет существенно (в 8÷10 раз) ускорить процесс формования керамических заготовок из кварцевой керамики. При этом отпадает необходимость промежуточной сушки пористой формы.
Источники информации
1. Пивинский Ю.Е., Ромашин А.Г. Кварцевая керамика, М., 1974 г.
2. Пивинский Ю.Е., Суздальцев Е.И. Кварцевая керамика и огнеупоры. Том. 1. Теоретические основы и технологические процессы: Справочное издание. Под ред. Ю.Е. Пивинского. - М.: «Теплоэнергетик», 2008 - 672 с.
Способ формования заготовок из кварцевой керамики, включающий приготовление водного шликера кварцевого стекла с плотностью 1,80÷1,91 г/см, его заливку в пористую форму под давлением и выдержку под давлением в течение заданного времени, отличающийся тем, что формование проводят в форме, выполненной из пористого полимера, под давлением 0,5÷0,8 МПа, а время выдержки шликера под давлением рассчитывают исходя из отношения толщины стенки заготовки к скорости набора, которая составляет 10÷20 мм/ч.Способ повышения надежности крепления датчика температуры к поверхности керамических материалов
Программно-аппаратный управленческий комплекс, интегрированный в производство керамических изделий
Способ неразрушающего контроля монолитного листа совместно с клеевым слоем в многослойных конструкциях из полимерных композиционных материалов
Образец для оценки прочности клеевых соединений при сдвиге
Способ селективной сборки обтекателей
Способ быстрого определения температурной зависимости вязкости и характеристических температур стекол и устройство для его реализации
Антенный обтекатель с совмещенными радио- и оптическим каналами
Применение полисилоксановых герметиков в качестве конструкционных клеев в керамических ракетных обтекателях
Установка моллирования стеклянных полусфер
Способ тепловых испытаний элементов летательных аппаратов
Широкополосный антенный обтекатель
Способ повышения надежности крепления датчика температуры к поверхности керамических материалов
Программно-аппаратный управленческий комплекс, интегрированный в производство керамических изделий
Способ селективной сборки обтекателей
Способ быстрого определения температурной зависимости вязкости и характеристических температур стекол и устройство для его реализации
Антенный обтекатель с совмещенными радио- и оптическим каналами
Применение полисилоксановых герметиков в качестве конструкционных клеев в керамических ракетных обтекателях
Способ тепловых испытаний элементов летательных аппаратов
Способ механической обработки внутренних сферических поверхностей
Способ получения высокоплотных водных шликеров на основе литийалюмосиликатного стекла

