Результат интеллектуальной деятельности: Способ двухдуговой сварки покрытыми электродами
Вид РИД
Изобретение
Изобретение относится к области сварки и может использоваться при ремонте металлических конструкций из трудно свариваемых металлов.
Известен способ двухдуговой сварки в углекислом газе плавящимися электродами на постоянном токе прямой и обратной полярностей, расположенными вдоль оси шва и образующими общую сварочную ванну, причем сварку на обратной полярности ведут на минимально возможном для данного тока и диаметра электрода напряжении, а сварку на прямой полярности ведут активированным электродом (см. описание к АС №653053 СССР, опубликованное 28.03.1979 г.).
В этом способе сварка ведется одинаковыми электродными проволоками, что ограничивает возможности регулирования химического состава шва.
Известен способ двухдуговой сварки под флюсом преимущественно закаливающихся сталей, при котором сварку ведут на постоянном токе, а электроды располагают последовательно по ходу сварки, расстояние между электродами устанавливают 0,7-0,9 длины сварочной ванны первой дуги, причем используют электроды, отличающиеся по химическому составу, и полярность дуг и последовательность их расположения относительно скорости сварки выбирают с учетом химического состава электродов (см. описание к патенту РФ №2023556, опубликованное 30.11.1994 г.). Этот способ сварки принят за прототип.
Недостатком данного способа сварки является то, что его сложно использовать при дуговой сварке покрытыми электродами, различающимися по химическому составу наплавленного металла, диаметрам и длине стержней в отношении обеспечения одинакового времени окончания расплавления покрытой части электродов при одновременном начале сварки целыми электродами.
Расстояние между электродами при автоматической сварке плавящимся электродом фиксируется постоянным, а электроды подаются отдельными подающими устройствами, которые могут обеспечить как одинаковые, так и различные скорости подачи электродных проволок в зависимости от тока на электродах. При сварке покрытыми электродами с раздельными электрододержателями, что эквивалентно двум подающим механизмам при автоматической сварке, в случае необходимости вести сварку электродами с различным химическим составом наплавленного металла или с одинаковым составом, но на разных полярностях, не обеспечивается одновременность расплавления покрытия электродов, так как электроды с различным химическим составом наплавленного металла или различной полярностью плавятся с различной скоростью. Время расплавления покрытой части электрода при ручной сварке в качестве режима сварки является аналогом скорости подачи электрода при автоматической сварке. При окончании расплавления покрытия на одном из электродов и гашения дуги при двухдуговой сварке, на второй дуге также будет необходимо гасить дугу, чтобы сохранить стабильность характеристик шва и облегчить сварщику замену электрода. При этом один из электродов останется не полностью израсходованным. Поэтому будет тратиться дополнительное время на замену электродов, и снижаться производительность труда. Могут иметь место дополнительные случаи гашения и зажигания дуг, приводящие к снижению качества шва в месте гашения и зажигания дуг. В процессе замены электродов будет происходить застывание шлака, что потребует дополнительного времени на его зачистку в месте возобновления горения дуг.
В предлагаемом способе двухдуговой сварки покрытыми электродами, отличающимися по химическому составу наплавленного металла, помещенными в раздельные электрододержатели, полярность дуг и расположение электродов относительно направления скорости сварки выбирают с учетом химического состава электродов, подбирают токи дуг и подают электроды в сварочную ванну в соответствии со скоростями их расплавления.
В отличие от прототипа до сварки определяют зависимости времени расплавления покрытия электродов от тока дуги, во время сварки обеспечивают одинаковое время расплавления покрытия электродов, определяя токи дуг по формуле
I=A+B/t,
где А и В - коэффициенты зависимостей тока дуги от времени расплавления покрытия электродов при однодуговой сварке;
t - требуемое время расплавления покрытия электродов.
При двухдуговой сварке по предлагаемому способу покрытые электроды могут выбираться с различным диаметром стержня.
Также покрытые электроды по предлагаемому способу могут выбираться с различной длиной стержня.
Кроме того, по предлагаемому способу покрытые электроды могут выбираться отличающимися, как по длине стержня, так и по его диаметру.
Род тока и полярность дуги одного из электродов могут выбираться отличающимися от рекомендуемых для него при однодуговой сварке.
Род тока и полярность каждого из электродов могут выбираться отличающимися от рекомендуемых для них при однодуговой сварке.
Технический результат предлагаемого способа заключается в том, что при двухдуговой сварке покрытыми электродами с раздельными электрододержателями и различным химическим составом наплавленного металла обеспечивается одновременное окончание расплавления покрытия, гашение дуг и возобновление их горения в месте текущего окончания сварки, что улучшает качество шва, не допускает снижения производительности труда или уменьшает отходы сварочных электродов. Это достигается соответствующим выбором таких параметров сварочного процесса, которые обеспечат одновременное окончание расплавления покрытой части каждого из электродов.
В случае невыполнения такого условия во время сварки при окончании расплавления покрытия одного из электродов и гашения дуги, на второй дуге также будет необходимо гасить дугу, чтобы сохранить близким химический состав шва в месте гашения первой дуги. При этом будет тратиться дополнительное время на замену электродов и снижаться производительность труда. Также будут иметь место дополнительные случаи гашения и зажигания дуг, приводящие к снижению качества шва в месте гашения и зажигания дуг. В процессе замены расплавленного электрода будет происходить застывание шлака, что потребует дополнительного времени на его зачистку.
Различные комбинации в использовании таких характеристик, как диаметр стержня, длина стержня, род и полярность тока электродов, не рекомендованных к применению при однодуговой сварке, расширяют технологические возможности двухдуговой сварки в отношении регулирования химического состава шва.
При сварке покрытыми электродами с различным химическим составом и различными другими характеристиками и использовании раздельных электрододержателей сложно синхронизировать одновременность расплавления покрытия каждого из электродов. Этому способствует то, что подогрев вылетов электродов при сварке покрытыми электродами различен в отличие от автоматической сварки.
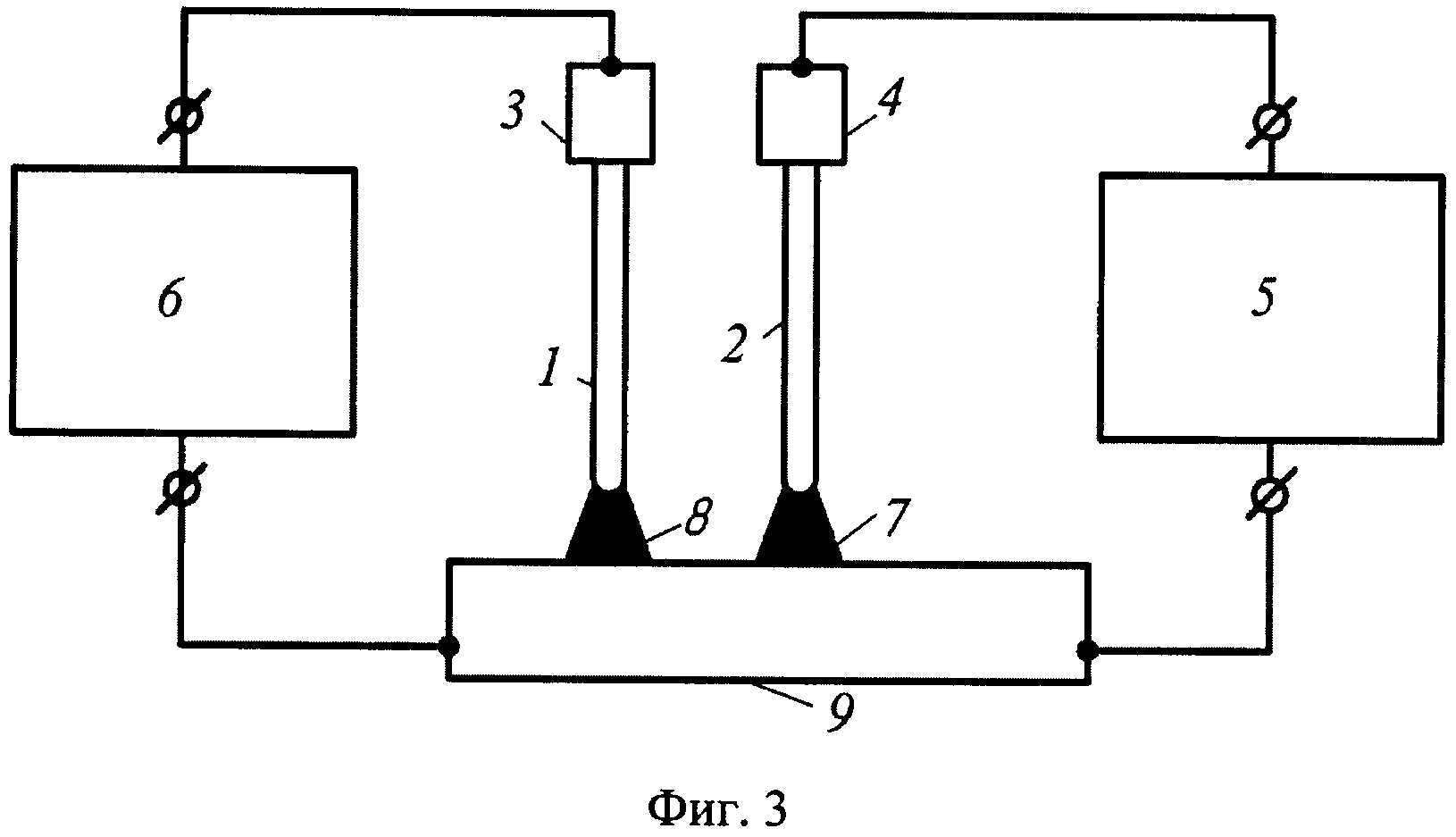
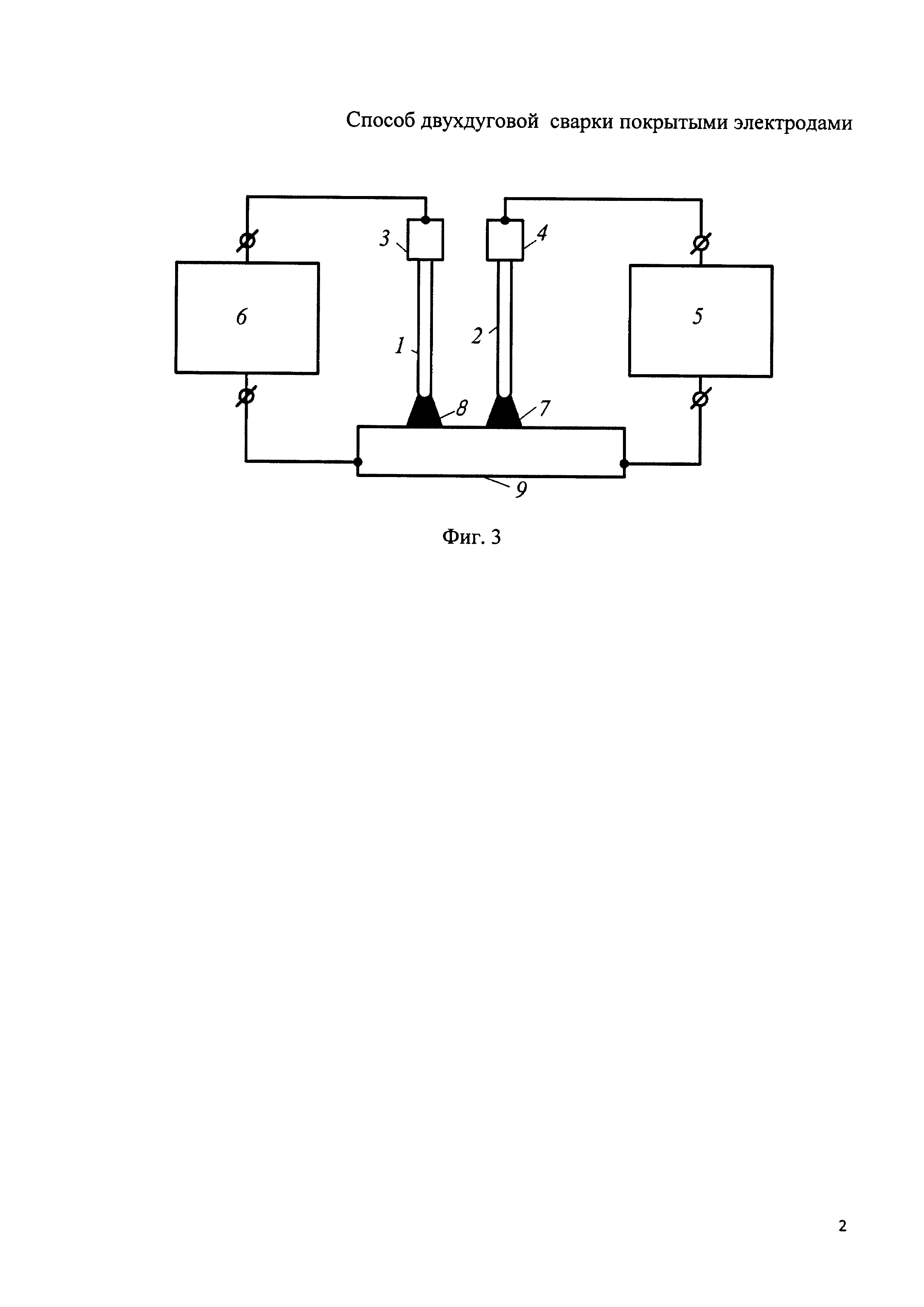
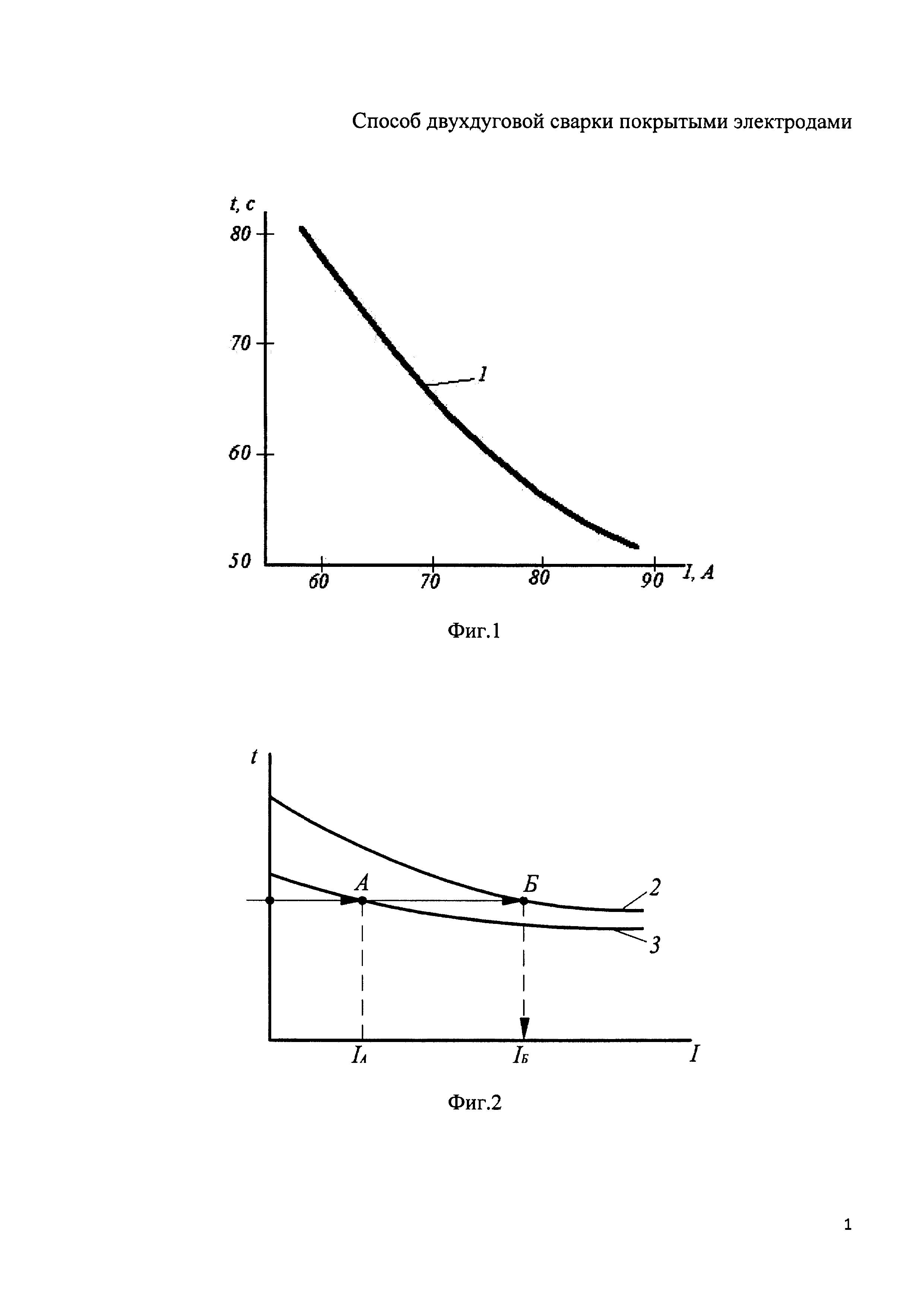
На фиг. 1 показана зависимость времени расплавления покрытия электрода от тока дуги; на фиг. 2 представлен графический способ получения необходимых токов дуг; на фиг. 3 показана схема выполнения сварки покрытыми электродами по предлагаемому способу.
Коэффициент расплавления электродов при сварке покрытыми электродами в данный момент времени определяется суммой двух слагаемых

где αрд - составляющая коэффициента расплавления от действия мощности дуги;
αрв - составляющая коэффициента расплавления от действия нагрева вылета электрода.
По мере расплавления электрода при неизменном токе дуги первое слагаемое не изменяется, а второе слагаемое увеличивается, так как отрезок электрода находится под действием тока больше времени. Вследствие этого скорость расплавления покрытого электрода, в отличие от автоматической сварки, неравномерна. Как показывают экспериментальные исследования, скорость расплавления возрастает пропорционально времени горения дуги. Коэффициент пропорциональности зависит от свойств покрытия, диаметра стержня, тока и полярности дуги различен для электродов различных марок, а для одной марки электрода зависит от диаметра стержня. Поэтому средняя скорость расплавления двух разных электродов на одинаковом токе обычно различна, как и различно время расплавления их покрытой части. Скорость расплавления электрода связана с коэффициентом расплавления αр известным соотношением

где - j плотность тока дуги на электроде, А/см2; ρ - плотность материала стержня, г/см3.
На фиг. 1 представлена зависимость 1 времени полного расплавления покрытия электрода марки ОК 53.70 от тока дуги в электроде. Диаметр стержня электрода d=2,5 мм. Длина расплавляемой покрытой части составляла Lп=31 см.
С увеличением тока дуги интенсивность уменьшения времени расплавления покрытия электрода снижается. Зависимость получена экспериментально. Для этого провели три опыта в рекомендуемом для данной марки электрода диапазоне токов: на минимальном, среднем и максимальном токах. После этого с помощью известной компьютерной программы можно аппроксимировать зависимость подходящей формулой. Проведенные исследования показали, что зависимость времени расплавления покрытой части электродов от тока дуги хорошо описывается гиперболической функцией. В частности, функция, представленная на фиг. 1, хорошо аппроксимируется выражением вида

где A1 и B1 - коэффициенты аппроксимации, получаемые обработкой экспериментальных данных с помощью стандартной компьютерной программы;
I - ток дуги при однодуговой сварке.
Таким образом, по данным фиг. 1 были получены следующие коэффициенты формулы 3: A1=-6,552537, B1=4193,912.
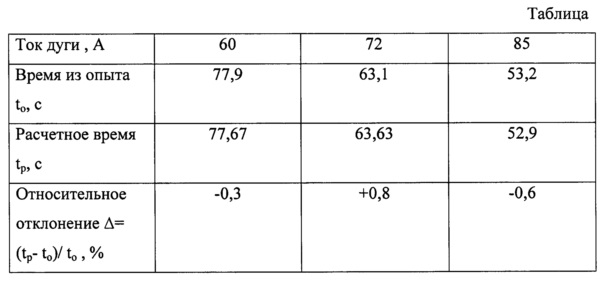
В таблице представлены результаты времени расплавления покрытия из опытов и по аппроксимирующей формуле с помощью полученных коэффициентов A1 и B1. Средняя сходимость расчетных и опытных данных, взятых по абсолютной величине меньше 0,6%.
По экспериментальным данным или из формулы (3) также можно получить аналогичное выражение для тока дуги, когда известно требуемое время расплавления электрода

где А и В - коэффициенты аппроксимации, получаемые обработкой экспериментальных данных с помощью стандартной компьютерной программы;
t - время расплавления покрытия электрода при однодуговой сварке.
На фиг. 2 представлены зависимости 2, 3 аналогичные зависимости на фиг. 1 для двух различных марок электрода, обеспечивающих различный химический состав наплавленного металла при одноэлектродной сварке. При одинаковых токах дуг получается различное полное время расплавления покрытия. При необходимости получения одинакового времени расплавления электродов следует провести прямую с требуемым временем, параллельную оси токов. Прямая пересечет зависимости 2, 3, в точках А, Б, по которым опусканием из них перпендикуляра на ось токов определятся необходимые значения токов IA, IБ.
Общее число таких зависимостей равно количеству электродов, имеющих названные различия и которые могут совместно использоваться для сварки. Число сочетаний двух электродов из n различных электродов Cn2 определяется формулой

Число сочетаний при пяти различных электродах составляет С52=10, а при шести С62=15, при десяти С102=45. Число сочетаний быстро растет с увеличением числа возможных электродов. Это делает перспективным применение различных сочетаний сварочных электродов при двухэлектродной сварке в отношении получения большого разнообразия химического состава шва, так как в производстве используются десятки марок покрытых электродов с различными свойствами. Многие из сочетаний электродов обеспечат уникальный химический состав наплавленного металла и характеристик шва, что особенно необходимо при ремонтной сварке конструкций из сложно свариваемых материалов.
Может потребоваться получить такой химический состав шва, который могут обеспечить электроды разных марок, которые отличаются диаметром стержня. Поэтому в предлагаемом способе могут использоваться различные электроды одинаковой длины, но разного диаметра.
Также может потребоваться получить такой химический состав шва, который могут обеспечить электроды разных марок, которые отличаются длиной стержня. Поэтому в предлагаемом способе могут использоваться различные электроды одинакового диаметра, но разной длины.
Не исключена ситуация, когда может потребоваться получить такой химический состав шва, который могут обеспечить электроды разных марок, которые отличаются длиной и диаметром стержня. Поэтому в предлагаемом способе могут использоваться различные электроды разного диаметра и длины.
Так как при двухдуговой сварке существенно изменяются условия горения дуг, их стабильности и устойчивости повторных зажиганий, то может создаться ситуация, при которой электроды могут обеспечивать качественную сварку на роде тока и полярности, для которых не предусмотрена их работа при однодуговой сварке. Это создаст дополнительные возможности по выбору скорости расплавления электродов и, следовательно, химического состава шва.
На фиг. 3 показаны покрытые электроды 1 и 2, помещенные в раздельные электрододержатели 3 и 4, имеющие возможность независимого относительного перемещения по всем координатам. Электрододержатели 3 и 4 подключены к источникам питания постоянного тока 5, 6. Сварочные дуги 7 и 8 горят между электродами 1 и 2 и изделием 9, также подключенным к полюсам источников питания 5, 6. Минимальное расстояние между электродами равно сумме толщин покрытия электродов. Электроды 1 и 2 могут быть расположены под углом друг к другу. Значения токов в электродах 1 и 2 подбираются такими, чтобы обеспечить одинаковое время расплавления длины покрытой части.
Пример 1. Определяли одинаковое время расплавления, необходимое для электродов марки ОК 53.70 диаметром 3,2 мм и LB-52U диаметром 2,6 мм на длине покрытия 30,0 см при различных полярностях дуг.
Получили для дуги обратной полярности на электродах LB-52U выражение для определения тока от времени расплавления электродов марки в виде
I=-7+5938/t.
Задав время расплавления 60 секунд, получили требуемый действующий ток обратной полярности 83 А (округлен до 1 А).
Для электродов марки ОК 53.70 определяли на прямой полярности формулу для тока дуги
I=-7+7957/t.
Задав время расплавления 60 секунд, получили требуемый ток прямой полярности 126 А (округлен до 1 А).
На полученных токах и полярностях проверяли длину расплавившейся части покрытия при заданных режимах, ведя сварку в течение 60 секунд. После выключения дуг замеры длины расплавленной части показали разницу 2 мм, что составляет 0,7% длины покрытой части и соответствует точности аппроксимирующих формул.
Двухдуговую сварку выполняли от двух инверторных сварочных источников питания Форсаж-200. Электроды LB-52U подключали на обратной полярности, а электроды ОК 53.70 на прямой полярности. При этом обе дуги горели стабильно.
При наплавке на пластину двумя сварщиками одновременно этими электродами, помещенными в различные электрододержатели на установленных токах, покрытая часть обоих электродов расплавилась одновременно. Расстояние между электродами поддерживалось таким, чтобы образовывалась единая сварочная ванна при горении дуги с электродов.
Пример 2. Определяли одинаковое время расплавления, необходимое для электродов марки ОК 53.70 диаметром 3,2 мм и LB-52U диаметром 2,6 мм на длине покрытия 30,0 см при изменении полярности электродов на противоположную по сравнению с примером 1.
Получили для дуги прямой полярности на электродах LB-52U выражение для определения тока от времени расплавления электродов марки в виде
I=-21,5+6384/t.
Задав время расплавления 60 секунд, получили требуемый действующий ток прямой полярности 85 А (округлен до 1 А).
Для электродов марки ОК 53.70 получили на обратной полярности формулу для тока дуги
I=-10,2+8208/t.
Задав время расплавления 60 секунд, получили требуемый ток обратной полярности 127 А (округлен до 1 А).
На полученных токах и полярностях проверяли длину расплавившейся части покрытия при заданных режимах, ведя сварку в течение 60 секунд. После выключения дуг замеры длины расплавленной части показали разницу 2 мм, что составляет 0,7% длины покрытой части и соответствует точности аппроксимирующих формул.
Двухдуговую сварку выполняли от двух источников питания Форсаж-200. Электроды LB-52U подключали на прямой полярности, а электроды ОК 53.70 на обратной полярности. При этом обе дуги горели стабильно.
При наплавке на пластину двумя сварщиками одновременно электродами, помещенными в различные электрододержатели на установленных токах, покрытая часть обоих электродов расплавилась одновременно. Расстояние между электродами поддерживалось таким, чтобы образовывалась единая сварочная ванна при горении дуги с электродов.
Пример 3
Определяли одинаковое время расплавления необходимое для электродов марки МР-3 диаметром 2,0 мм и марки МР-3С диаметром 2,0 мм на длине покрытия 22,0 см.
Получили для дуги обратной полярности на электродах МР-3 выражение для определения тока дуги от времени расплавления электродов марки в виде
I=-18,6+2820/t.
Задав время расплавления 35 секунд, получили требуемый действующий ток обратной полярности 62 А (округлен до 1 А).
Для электродов марки МР-3С определяли на прямой полярности формулу для тока дуги
I=-24,5+2201/t.
Задав время расплавления 35 секунд, получили требуемый ток прямой полярности 38 А (округлен до 1 А).
На полученных токах и полярностях проверяли длину расплавившейся части покрытия при заданных режимах, ведя сварку в течение 35 секунд. После выключения дуг замеры длины расплавленной части показали разницу 1,5 мм, что составляет 0,7% длины покрытой части и соответствует точности аппроксимирующих формул.
Двухдуговую сварку выполняли от двух источников питания Форсаж-200. Электроды МР-3 подключали на обратной полярности, а электроды МР-3С на прямой полярности. При этом обе дуги горели стабильно.
При наплавке на пластину двумя сварщиками одновременно электродами, помещенными в различные электрододержатели на установленных токах, покрытая часть обоих электродов расплавилась одновременно. Расстояние между электродами поддерживалось таким, чтобы образовывалась единая сварочная ванна при горении дуги с электродов.
Пример 4
Определяли одинаковое время расплавления необходимое для электродов марки МР-3 диаметром 2,0 мм на длине покрытия 22,0 см на прямой и обратной полярностях тока дуги.
Получили для дуги обратной полярности на электродах МР-3 выражение для определения тока от времени расплавления электродов марки в виде
I=-18,6+2820/t.
Задав время расплавления 40 секунд, получили требуемый действующий ток обратной полярности 52 А (округлен до 1 А).
Для электродов марки МР-3 определяли на прямой полярности формулу для тока дуги
I=-17,2+2128/t.
Задав время расплавления 40 секунд, получили требуемый ток прямой полярности 36 А (округлен до 1 А).
На полученных токах и полярностях проверяли длину расплавившейся части покрытия при заданных режимах, ведя сварку в течение 40 секунд. После выключения дуг замеры длины расплавленной части показали разницу 1,5 мм, что составляет 0,7% длины покрытой части и соответствует точности аппроксимирующих формул.
Двухдуговую сварку выполняли от двух источников питания Форсаж-200. Один электрод марки МР-3 подключали на обратной полярности, а другой на прямой полярности. При этом обе дуги горели стабильно.
При наплавке на пластину двумя сварщиками одновременно электродами, помещенными в различные электрододержатели на установленных токах, покрытая часть обоих электродов расплавилась одновременно. Расстояние между электродами поддерживалось таким, чтобы образовывалась единая сварочная ванна при горении дуги с электродов.
Пример 5
Определяли одинаковое время расплавления необходимое для электродов марки МР-3С диаметром 2,0 мм на длине покрытия 22,0 см на прямой и обратной полярностях тока дуги.
Получили для дуги обратной полярности на электродах МР-3С выражение для определения тока от времени расплавления электродов марки в виде
I=-15,8+2567/t.
Задав время расплавления 40 секунд, получили требуемый действующий ток обратной полярности 48 А (округлен до 1 А).
Для электродов марки МР-3С определяли на прямой полярности формулу для тока дуги
I=-24,5+2201/t.
Задав время расплавления 40 секунд, получили требуемый ток прямой полярности 31 А (округлен до 1 А).
На полученных токах и полярностях проверяли длину расплавившейся части покрытия при заданных режимах, ведя сварку в течение 40 секунд. После выключения дуг замеры длины расплавленной части показали разницу 1,5 мм, что составляет 0,7% длины покрытой части и соответствует точности аппроксимирующих формул.
Двухдуговую сварку выполняли от двух источников питания Форсаж-200. Электроды МР-3С подключали один на обратной полярности, а другой на прямой полярности. При этом обе дуги горели стабильно.
При наплавке на пластину двумя сварщиками одновременно электродами, помещенными в различные электрододержатели на установленных токах, покрытая часть обоих электродов расплавилась одновременно. Расстояние между электродами поддерживалось таким, чтобы образовывалась единая сварочная ванна при горении дуги с электродов.
Реализация предлагаемого способа может стимулировать изготовление электродов, специально предназначенных для двухдуговой сварки, в которых при различном химическом составе наплавленного металла обеспечивается одинаковое время расплавления во всем диапазоне рекомендуемых токов.
Реализация предлагаемого способа также может стимулировать разработку технических условий для изготовления покрытых электродов, в которых указываются более подробные данные о скоростях расплавления электродов в диапазоне рекомендуемых токов.
Способ промышленно применим, так как при его реализации могут использоваться серийно выпускаемые источники питания для ручной дуговой сварки и обычные электроды. Также для реализации способа могут использоваться электрододержатели известных конструкций.
Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке
Штучный покрытый электрод для дуговой сварки
Способ контроля отклонения дуги от стыка свариваемых кромок
Способ дуговой сварки штучным покрытым электродом
Способ определения коэффициента расплавления покрытых электродов
Способ регулирования глубины проплавления при автоматической сварке
Способ регулирования глубины проплавления при дуговой автоматической сварке
Способ регулирования глубины проплавления при автоматической дуговой сварке
Способ дуговой двухэлектродной механизированной сварки
Способ подготовки кромок деталей под дуговую сварку стыкового соединения
Способ дуговой сварки
Способ сварки нахлесточных соединений из разнородных металлов
Опора трубопровода
Способ дуговой сварки штучным покрытым электродом
Способ определения скорости расплавления покрытого электрода
Способ двусторонней дуговой сварки тавровых соединений
Способ сварки комбинацией дуг
Способ механизированной наплавки дугой косвенного действия
Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке

