Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК ЦЕНТРОБЕЖНЫМ ЛИТЬЕМ
Вид РИД
Изобретение
Изобретение относится к технологии изготовления отливок, получаемых методом центробежного литья с упрочнением внешней и внутренней и частей отливки дисперсными твердосплавными фазами, которые могут быть применены в металлургической и других отраслях промышленности.
Известен способ формирования стальной трубной заготовки путем центробежного литья, включающий заливку расплава во вращающуюся вокруг горизонтальной оси форму и упрочнение поверхности заготовки путем подачи через дозатор в заливочный желоб в струю расплава тугоплавких дисперсных частиц, при этом для упрочнения внешней поверхности осуществляют подачу дисперсных частиц с плотностью более 6000 кг/м3 с первыми порциями расплава и заканчивают подачу после заливки 75% расплава, а для упрочнения внутренней поверхности осуществляют подачу тугоплавких частиц с плотностью менее 5000 кг/м3 после 25% расплава и заканчивают подачу с окончанием процесса разливки (RU №2381087, B22D 13/00, опубл. 10.02.2010.). Способ обеспечивает возможность упрочнения внешней и внутренней поверхности получаемой заготовки. Однако таким способом возможно получить только стальную трубную заготовку, упрочненную с внутренней и внешней стороны и невозможно получить отливку с упрочненной внутренней поверхностью типа «стакан».
В качестве ближайшего аналога выбран способ центробежного литья на машинах с вертикальной осью вращения, включающий заливку расплава в форму и вращение ее вокруг вертикальной оси, заливку расплава осуществляют в неподвижную форму, а вращение ее начинают до окончания заливки расплава после затвердевания донной части отливки.
Способ позволяет получать отливки типа «стакан» (RU №2235001, B22D 13/00, опубл. 27.08.2004.).
Недостатком способа являются необходимость дополнительных технологических операций с целью упрочнения внешней, внутренней и торцевой поверхностей отливки.
Задачей изобретения является получение стальных отливок центробежным литьем с высокими прочностными свойствами внешней и внутренней поверхностей отливки.
Указанная задача решается тем, что при реализации способа упрочнения внешней и внутренней частей поверхности отливки, включающем заливку расплава в форму и вращение ее вокруг вертикальной оси, заливку расплава осуществляют во вращающуюся форму, с одновременной подачей тугоплавких частиц плотностью более 8000 кг/м3, после затвердевания заготовки, согласно изобретению, подача частиц, имеющих плотность более 8000 кг/м3, прекращается и начинается подача частиц плотностью менее 8000 кг/м3, при этом подача тугоплавких частиц плотностью более 8000 кг/м3 начинается с заливкой расплава и завершается после заливки 50% расплава, а подача частиц с плотностью менее 8000 кг/м3 начинается после заливки 50% расплава и продолжается до конца плавки.
В предлагаемом способе для упрочнения внешних частей заготовки тугоплавкими частицами плотностью более 8000 кг/м3, их начинают подавать одновременно с началом заливки расплава в литейную форму и продолжают подачу частиц до заливки 50% от массы расплава, а для упрочнения внутренней части заготовки тугоплавкими частицами плотностью менее 8000 кг/м3, их подача начинается после заливки 50% от массы расплава и продолжается до окончания процесса разливки. В случае окончания подачи дисперсных частиц плотностью более 8000 кг/м3 до заливки 50% расплава, количества частиц недостаточно для обеспечения равномерных свойств по высоте внешней поверхности отливки. В случае подачи дисперсных частиц плотностью 8000 кг/м3 на протяжении всего времени разливки, частицы, вводимые после заливки 50% расплава, вследствие кристаллизации боковых поверхностей и донной части отливки распределяются по всему объему отливки, не изменяя прочностные свойства внешней поверхности отливки, но приводя к существенным затратам дисперсных частиц. В случае начала подачи дисперсных частиц плотностью менее 8000 кг/м3 до заливки 50% расплава, частицы распределяются по всему объему отливки, существенно не изменяя прочностные свойства внутренней поверхности отливки, но также приводя к существенным затратам дисперсных частиц.
Технический результат изобретения заключается в получении стальной отливки центробежным литьем с возможностью обеспечения внешней и внутренней частей отливки высокими прочностными свойствами.
Технический результат достигается тем, что стальная отливка формируется путем заливки расплава в форму и вращение ее вокруг вертикальной оси, заливку расплава осуществляют во вращающуюся форму, при этом одновременно начинают подачу дисперсных частиц плотностью более 8000 кг/м3, подачу прекращают после поступления 50% массы расплава, после чего начинают подачу дисперсных частиц плотностью менее 8000 кг/м3 и заканчивают ее одновременно с окончанием процесса разливки.
Сущность данного способа иллюстрируется чертежом, где на фиг. 1 представлена схема получения упрочненной отливки методом центробежного литья: 1 - форма, 2 - расплав, 3 - сталеразливочный ковш, 4 - механизм вращения, 5 - дозатор, 6 - тугоплавкая дисперсная фаза. Фиг. 2 иллюстрирует распределение дисперсных частиц по завершению заливки расплава.
Пример осуществления способа
Отливку получали из марки сталь 20 выплавленной в индукционной печи. Внешний диаметр заготовки 150 мм, внутренний диаметр 110 мм, высота 70 мм, толщина дна 30 мм. В качестве упрочняющей фазы использовали карбид вольфрама (WC), плотностью 15800 кг/см3 в количестве 200 г, а также карбид кремния (SiC), плотностью 3210 г/см3 в количестве 200 г. Расплав температурой 1650°С из сталеразливочного ковша заливали во вращающуюся со скоростью 600 об/мин форму, при этом в струю стали при помощи дозатора начинали подачу WC. Подачу WC прекращали после заливки 50% расплава. После подачи 50% от массы расплава начинали подачу SiC. Подача SiC прекращалась одновременно с окончанием процесса разливки. После полного затвердевания и остановки вращения формы отливку извлекали. Полученная отливка имела удовлетворительное качество поверхности с плотным строением тела и без усадочных дефектов. Предложенный способ позволил получить отливку с высокими механическими свойствами: твердость, (по сравнению с отливкой типа «стакан», полученной без введения дисперсных частиц), на внешней поверхности увеличилась на 45-50 НВ, а на внутренней увеличилась на 30-35 НВ.
Способ получения стальных отливок центробежным литьем, включающий заливку расплава во вращающуюся форму и одновременную подачу тугоплавких дисперсных частиц, отличающийся тем, что сначала осуществляют подачу тугоплавких дисперсных частиц плотностью более 8000 кг/м, прекращают их подачу после заливки 50% расплава и осуществляют подачу тугоплавких дисперсных частиц плотностью менее 8000 кг/м до окончания заливки расплава в форму.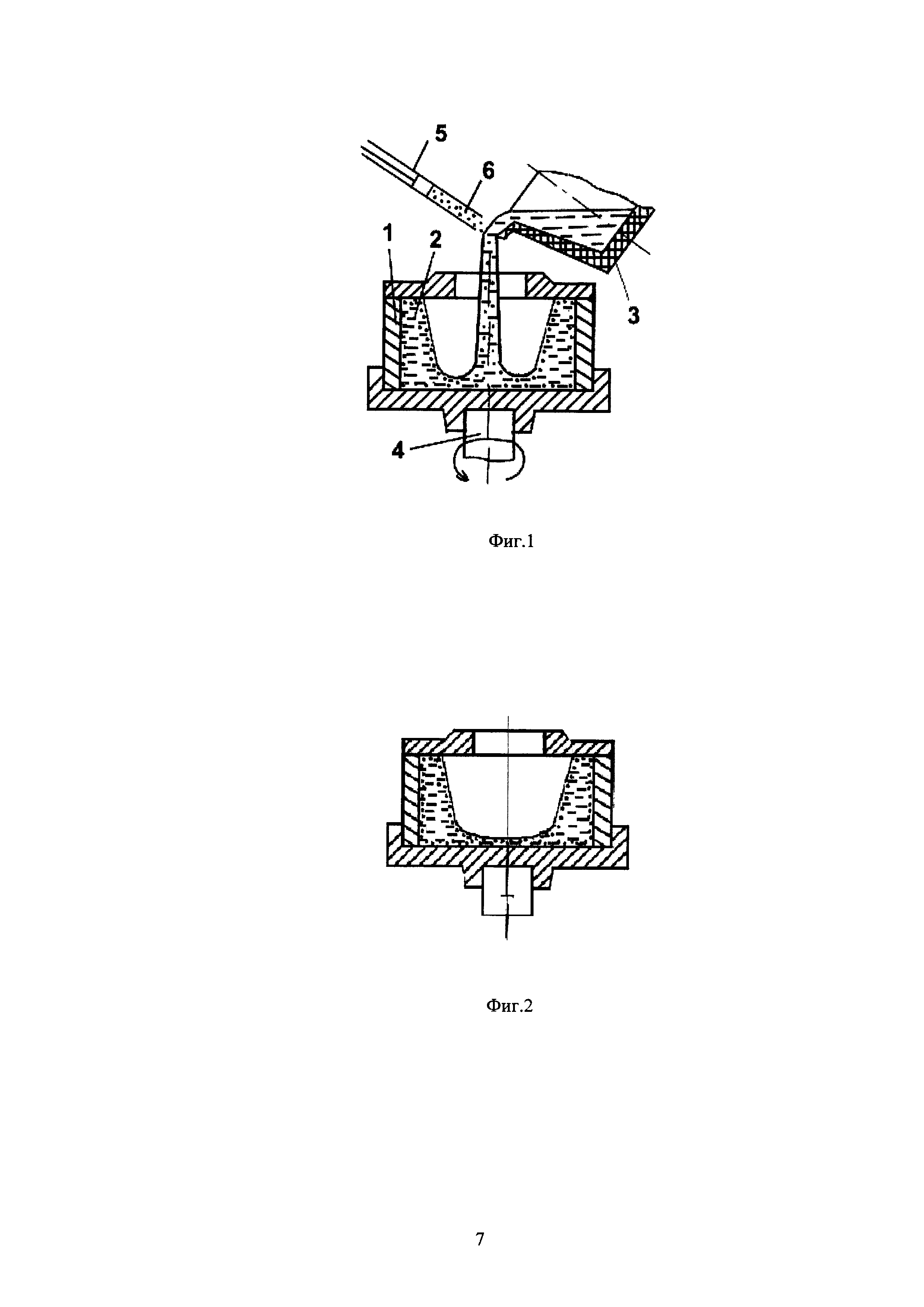
Способ производства деликатесного мясного продукта с улучшенными потребительскими характеристиками
Мясо-растительный паштет
Среднеуглеродистая хромомолибденовая легкообрабатываемая bn-содержащая сталь
Легкообрабатываемая хромомарганцевомолибденовая bn-содержащая сталь
Способ легирования заготовки при помощи плавящегося электрода с покрытием в процессе электрошлакового переплава
Способ получения расходуемых электродов для электрошлакового переплава
Способ насыщения азотом жидкого металла в ковше

