Результат интеллектуальной деятельности: НАНОКОМПОЗИТНАЯ УПАКОВОЧНАЯ ПЛЕНКА
Вид РИД
Изобретение
Родственная заявка
Настоящая заявка испрашивает приоритет по заявке на патент США с регистрационным номером 61/934463, поданной 31 января 2014 г., которая включена в данный документ во всей своей полноте посредством ссылки.
Предпосылки изобретения
Упаковочные пленки зачастую образуют из олефиновых полимеров, таких как полиэтилен. Однако за последние годы, нефтяные ресурсы стали дороже, и производители и потребители, в равной мере, стали больше осознавать необходимость рационального использования упаковочных пленок с меньшим углеродным следом, что означает снижение выбросов углерода в течение всего жизненного цикла производства упаковочных пленок. Хотя были предприняты попытки добавления различных добавок, таких как возобновляемые полимеры, к пленкам для снижения содержания получаемых из нефти олефиновых полимеров, это обычно приводило к соответствующему снижению некоторых механических свойств (например, пластичности или прочности при растяжении и т.д.), что крайне нежелательно для производителей и потребителей упаковочных материалов. В связи с этим, в настоящее время существует потребность в пленке, которая характеризуется меньшим влиянием на окружающую среду, на что указывает сниженный углеродный след или сниженное потребление полимеров на основе нефти, но все еще может проявлять хорошие механические свойства, необходимые для высокоэффективных применений упаковочной пленки.
Краткое описание изобретения
В соответствии с одним вариантом осуществления настоящего изобретения раскрывается упаковочная пленка толщиной приблизительно 50 микрометров или меньше. Пленка содержит сердцевинный слой, который расположен вплотную к внешнему слою, при этом сердцевинный слой, внешний слой или как сердцевинный слой, так и внешний слой образованы из полимерной композиции. Полимерная композиция содержит от приблизительно 70 вес. % до приблизительно 99 вес. % этиленового полимера, от приблизительно 0,1 вес. % до приблизительно 20 вес. % наноглины, содержащей органическое средство для обработки поверхности, и от 0,05 вес. % до приблизительно 15 вес. % полиолефинового средства улучшения совместимости, которое содержит олефиновый компонент и полярный компонент.
В соответствии с другим вариантом осуществления настоящего изобретения раскрывается упаковочная пленка толщиной приблизительно 50 микрометров или меньше. Пленка содержит сердцевинный слой, который расположен между первым внешним слоем и вторым внешним слоем, при этом сердцевинный слой составляет от приблизительно 50 вес. % до приблизительно 99 вес. % пленки и внешние слои составляют от приблизительно 1 вес. % до приблизительно 50 вес. % пленки. Кроме того, сердцевинный слой, первый внешний слой, второй внешний слой или их комбинация образованы из полимерной композиции. Полимерная композиция содержит от приблизительно 70 вес. % до приблизительно 99 вес. % этиленового полимера, от приблизительно 0,1 вес. % до приблизительно 20 вес. % наноглины, содержащей органическое средство для обработки поверхности, и от 0,05 вес. % до приблизительно 15 вес. % полиолефинового средства улучшения совместимости, которое содержит олефиновый компонент и полярный компонент.
Другие признаки и аспекты настоящего изобретения более подробно описываются ниже.
Краткое описание чертежей
Полное и достаточное раскрытие настоящего изобретения, включая наилучший способ его осуществления, предназначенное для рядового специалиста в данной области, изложено ниже, в частности, в остальной части описания, в которой предусмотрены ссылки на соответствующие графические материалы, при этом:
на фиг. 1 представлена схематическая иллюстрация одного варианта осуществления способа, который можно применять для получения пленки по настоящему изобретению;
на фиг. 2 представлен график рентгенодифракционного анализа для примера 5;
на фиг. 3 представлены трансмиссионные электронные микрофотографии примера 5, при этом на фиг. 3(a) представлено меньшее увеличение (показан масштаб 2 мкм) и на фиг. 3(b) представлено большее увеличение (показан масштаб 200 нм);
на фиг. 4 представлен график, на котором показана зависимость логарифма динамического модуля упругости (G') от логарифма частоты  для образцов из примера 5;
для образцов из примера 5;
на фиг. 5 представлен график, на котором показана зависимость комплексной вязкости η* от логарифма частоты для образцов из примера 5;
на фиг. 6 представлен график, на котором показана зависимость log G' (динамического модуля упругости) и log G'' (модуля потерь) от логарифма частоты для образцов из примера 5;
на фиг. 7 представлен вид в перспективе испытательного устройства, которое может применяться для оценки уровней шума, при этом дверца устройства открыта;
на фиг. 8 представлен вид в перспективе испытательного устройства из фиг. 7, при этом дверца устройства закрыта; и
на фиг. 9 представлен вид сверху устройства из фиг. 7, взятый вдоль стрелки 190.
Повторяющееся использование ссылочных позиций в настоящем описании и графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения.
Подробное описание иллюстративных вариантов осуществления
Далее будет представлено подробное описание со ссылками на различные варианты осуществления настоящего изобретения, один или более примеров которых приведены ниже. Каждый пример предоставлен для пояснения изобретения, не ограничивая его. В сущности, специалистам в данной области должно быть очевидно, что по отношению к настоящему изобретению могут быть выполнены различные модификации и изменения без отклонения от объема или сущности настоящего изобретения. Например, признаки, показанные или описанные как часть одного варианта осуществления, могут быть использованы в другом варианте осуществления для получения еще одного варианта осуществления. Таким образом, предполагается, что настоящее изобретение охватывает такие модификации и изменения.
В общем, настоящее изобретение относится к многослойной нанокомпозитной пленке для применения в упаковке. Более конкретно, пленка содержит по меньшей мере один сердцевинный слой, расположенный вплотную по меньшей мере к одному внешнему слою. Например, в одном варианте осуществления пленка содержит сердцевинный слой, который расположен между двумя внешними слоями. В соответствии с настоящим изобретением сердцевинный (сердцевинные) слой (слои) и/или внешний (внешние) слой (слои) может (могут) быть образован (образованы) из полимерной композиции, которая содержит этиленовый полимер, наноглину, содержащую органическое средство для обработки поверхности, и средство улучшения совместимости, которое включает олефиновый компонент и полярный компонент. Например, наноглины обычно составляют от приблизительно 0,1 вес. % до приблизительно 20 вес. %, в некоторых вариантах осуществления от приблизительно 0,5 вес. % до приблизительно 15 вес. % и в некоторых вариантах осуществления от приблизительно 1 вес. % до приблизительно 10 вес. % полимерной композиции. Подобным образом, этиленовые полимеры могут составлять от приблизительно 70 вес. % до приблизительно 99 вес. %, в некоторых вариантах осуществления от приблизительно 75 вес. % до приблизительно 98 вес. % и в некоторых вариантах осуществления от приблизительно 80 вес. % до 95 вес. % полимерной композиции. Средства улучшения совместимости также могут составлять от приблизительно 0,05 вес. % до приблизительно 15 вес. %, в некоторых вариантах осуществления от приблизительно 0,1 вес. % до приблизительно 12 вес. % и в некоторых вариантах осуществления от приблизительно 0,2 вес. % до приблизительно 10 вес. % полимерной композиции.
Вследствие использования наноглины в полимерной композиции, полученная в результате пленка характеризуется меньшим влиянием на окружающую среду, так как используется уменьшенное количество этиленовых полимеров. Например, пленка имеет меньший углеродный след и возможно может уменьшить энергозатраты и выбросы парниковых газов. В частности, авторы настоящего изобретения обнаружили, что пленка может достичь такого улучшенного влияния на окружающую среду без потери в механических свойствах. В сущности, во многих случаях было обнаружено, что некоторые механические свойства (например, максимальное напряжение, модуль и т.д.) были значительно увеличены, даже когда применение полимера значительно снизилось. Данные преимущества достигают, отчасти, путем избирательной регуляции конкретного типа и концентрации компонентов, применяемых для получения пленки, а также способа, с помощью которого она образуется. Например, не ограничиваясь теорией, полагают, что органическое средство для обработки поверхности может оказывать на наноглину воздействие, подобное пластификации, что может уменьшить степень поверхностного трения между наноглиной и доменами этиленового полимера, если композиция подвергается усилию при удлинении. Также полагают, что средство для обработки поверхности может оказывать смазывающее воздействие, что позволяет макромолекулярным цепочкам этиленового полимера перемещаться со скольжением вдоль поверхности наноглины, не вызывая нарушения адгезии, тем самым поддерживая высокую степень пластичности. Это может быть осуществлено путем избирательной регуляции конкретного типа средства для обработки поверхности, типа этиленового полимера и степени перемешивания во время экструзии из расплава. Более того, наноглина необязательно может быть предварительно смешана с этиленовым полимером и средством улучшения совместимости с образованием полимерной композиции, которая в дальнейшем пропускается через экструзионную головку и формируется в пленку. Благодаря такому многоэтапному способу образования наноглина может стать хорошо диспергируемой и более однородно ориентированной, посредством чего еще больше повышается пластичность. Полагают, что некоторые типы способов образования (например, способы отлива пленки из раствора или экструзии с раздувкой) являются особенно хорошо подходящими для обеспечения образования уникальных структур с высокой степенью пластичности.
Один из параметров, который является индикатором хорошей пластичности, представляет собой максимальное удлинение пленки в продольном направлении («MD») и/или поперечном направлении («CD»). Например, пленка обычно характеризуется максимальным удлинением в продольном направлении приблизительно 400% или больше, в некоторых вариантах осуществления приблизительно 500% или больше, в некоторых вариантах осуществления приблизительно 550% или больше и в некоторых вариантах осуществления от приблизительно 600% до приблизительно 2000%. Подобным образом, пленка может характеризоваться максимальным удлинением в поперечном направлении приблизительно 750% или больше, в некоторых вариантах осуществления приблизительно 800% или больше, в некоторых вариантах осуществления приблизительно 800%) или больше и в некоторых вариантах осуществления от приблизительно 850% до приблизительно 2500%. Несмотря на обладание такой хорошей пластичностью, пленка по настоящему изобретению, тем не менее, способна сохранять хорошую механическую прочность. Например, пленка по настоящему изобретению может характеризоваться пределом прочности при растяжении в продольном направлении и/или поперечном направлении от приблизительно 20 до приблизительно 150 мегапаскаль (МПа), в некоторых вариантах осуществления от приблизительно 25 до приблизительно 100 МПа и в некоторых вариантах осуществления от приблизительно 30 до приблизительно 80 МПа. Модуль упругости Юнга пленки, который равен отношению напряжения растяжения к деформации растяжения и определяется из угла наклона кривой зависимости деформаций от напряжения, также может быть на надлежащем уровне. Например, пленка обычно характеризуется модулем Юнга в продольном направлении и/или поперечном направлении от приблизительно 50 до приблизительно 500 МПа, в некоторых вариантах осуществления от приблизительно 100 до приблизительно 400 МПа и в некоторых вариантах осуществления от приблизительно 150 до приблизительно 350 МПа.
Неожиданно, хорошую пластичность и другие механические свойства можно достигать, даже если пленка характеризуется очень низким значением толщины. В связи с этим, нормализованные механические свойства, которые определяются посредством деления конкретной механической величины (например, модуля Юнга, прочности при растяжении или максимального удлинения) на среднюю толщину пленки (мкм), также могут быть улучшены. Например, пленка может характеризоваться нормализованным максимальным удлинением в продольном направлении приблизительно 15%/мкм или больше, в некоторых вариантах осуществления приблизительно 20%/мкм или больше и в некоторых вариантах осуществления от приблизительно 25%/мкм до приблизительно 60%/мкм. Подобным образом, пленка может характеризоваться нормализованным максимальным удлинением в поперечном направлении приблизительно 40%/мкм или больше, в некоторых вариантах осуществления приблизительно 50%/мкм или больше и в некоторых вариантах осуществления от приблизительно 55%/мкм до приблизительно 80%/мкм. Пленка может характеризоваться нормализованным пределом прочности при растяжении в продольном направлении и/или поперечном направлении от приблизительно 0,5 до приблизительно 20 МПа/мкм, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 12 МПа/мкм и в некоторых вариантах осуществления от приблизительно 2 до приблизительно 8 МПа/мкм. Нормализованный модуль Юнга в продольном направлении и/или поперечном направлении может также составлять от приблизительно 5 до приблизительно 50 МПа/мкм, в некоторых вариантах осуществления от приблизительно 10 до приблизительно 40 МПа/мкм и в некоторых вариантах осуществления от приблизительно 15 до приблизительно 35 МПа/мкм. Как правило, фактическая толщина пленки составляет приблизительно 50 микрометров или меньше, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 40 микрометров, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 35 микрометров и в некоторых вариантах осуществления от приблизительно 10 до приблизительно 30 микрометров.
Авторы настоящего изобретения также обнаружили, что пленка может вырабатывать относительно низкую степень шума при физической деформации. Под воздействием физической деформации в течение двух (2) минут, например, уровень шума пленки может составлять приблизительно 45 децибел (дБ) или меньше, в некоторых вариантах осуществления приблизительно 42 дБ или меньше и в некоторых вариантах осуществления от приблизительно 20 дБ до приблизительно 40 дБ, как определено при частоте 2000 Гц или 4000 Гц. «Нормализованный уровень шума» пленки, который определяется посредством деления уровня шума пленки, который вырабатывается под воздействием на пленку физической деформации в течение двух (2) минут, на уровень шума, вырабатываемого при условиях окружающей среды, может подобным образом составлять приблизительно 2,5 или меньше, в некоторых вариантах осуществления приблизительно 2,4 или меньше и в некоторых вариантах осуществления от приблизительно 1,5 до приблизительно 2,3, как определено при частоте 2000 Гц или 4000 Гц. Кроме уменьшенного уровня шума пленка по настоящему изобретению также может обладать превосходными барьерными свойствами для проникновения кислорода. Не ограничиваясь теорией, полагают, что пластинчатая структура наноглины может создавать извилистый путь в пленке, который может замедлять скорость пропускания и уменьшать количество проникающего кислорода. Например, скорость пропускания кислорода может составлять приблизительно 350 см3/100 дюймов2*24-часа или меньше, в некоторых вариантах осуществления приблизительно 330 см3/100 дюймов2*24-часа или меньше и в некоторых вариантах осуществления от приблизительно 100 до приблизительно 300 см3/100 дюймов2*24-часа, как определено в соответствии с ASTM D3985-05 при температуре 23°С и относительной влажности 0%.
Далее будут более подробно описаны различные варианты осуществления настоящего изобретения.
I. Полимерная композиция
А. Этиленовый полимер
В настоящем изобретении в целом может быть использован любой из множества этиленовых полимеров. В одном варианте осуществления, например, этиленовый полимер может представлять собой сополимер этилена и α-олефина, такого как С3-С20-α-олефин или С3-С12-α-олефин. Подходящие α-олефины могут быть линейными или разветвленными (например, одно или более С1-С3-алкильных ответвлений или арильная группа). Конкретные примеры включают 1-бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; 1-пентен; 1-пентен с одним или более метальными, этильными или пропильными заместителями; 1-гексен с одним или более метальными, этильными или пропильными заместителями; 1-гептен с одним или более метальными, этильными или пропильными заместителями; 1-октен с одним или более метальными, этильными или пропильными заместителями; 1-нонен с одним или более метальными, этильными или пропильными заместителями; этил-, метил- или диметилзамещенный 1-децен; 1-додецен и стирол. Особенно желательными сомономерами α-олефина являются 1-бутен, 1-гексен и 1-октен. Содержание этилена в таких сополимерах может составлять от приблизительно 60 мол. % до приблизительно 99 мол. %, в некоторых вариантах осуществления от приблизительно 80 мол. % до приблизительно 98,5 мол. % и в некоторых вариантах осуществления от приблизительно 87 мол. % до приблизительно 97,5 мол. %. Подобным образом, содержание α-олефина может находиться в диапазоне от приблизительно 1 мол. % до приблизительно 40 мол. %, в некоторых вариантах осуществления от приблизительно 1,5 мол. % до приблизительно 15 мол. % и в некоторых вариантах осуществления от приблизительно 2,5 мол. % до приблизительно 13 мол. %. Плотность полиэтилена может варьировать в зависимости от типа используемого полимера, но обычно находится в диапазоне от приблизительно 0,85 до приблизительно 0,96 грамм на кубический сантиметр (г/см3). Полиэтиленовые «пластомеры», например, могут иметь плотность в диапазоне от приблизительно 0,85 до приблизительно 0,91 г/см3. Подобным образом, «линейный полиэтилен низкой плотности» (LLDPE) может иметь плотность в диапазоне от приблизительно 0,91 до приблизительно 0,940 г/см3; «полиэтилен низкой плотности» (LDPE) может иметь плотность в диапазоне от приблизительно 0,910 до приблизительно 0,940 г/см3; и «полиэтилен высокой плотности» (HDPE) может иметь плотность в диапазоне от приблизительно 0,940 до приблизительно 0,960 г/см, как определено в соответствии с ASTM D792.
В определенных вариантах осуществления может быть использован этиленовый полимер, который имеет относительно низкую плотность в диапазоне приблизительно 0,94 г/см3 или меньше, в некоторых вариантах осуществления от приблизительно 0,85 до приблизительно 0,94 г/см3 и в некоторых вариантах осуществления от приблизительно 0,90 до приблизительно 0,935 г/см3. В композиции можно использовать один или более полимеров, которые имеют такие плотностные характеристики. Линейный полиэтилен низкой плотности («LLDPE») и/или полиэтилен низкой плотности («LDPE») являются особенно подходящими. Этиленовый полимер низкой плотности может иметь относительно низкую температуру плавления и модуль упругости, что может обеспечить в результате относительно мягкую и эластичную на ощупь пленку. Например, этиленовый полимер низкой плотности может иметь температуру плавления от приблизительно 50°С до приблизительно 145°С, в некоторых вариантах осуществления от приблизительно 75°С до приблизительно 140°С и в некоторых вариантах осуществления от приблизительно 100°С до приблизительно 135°С и модуль упругости от приблизительно 50 до приблизительно 700 МПа, в некоторых вариантах осуществления от приблизительно 75 до приблизительно 600 МПа и в некоторых вариантах осуществления от приблизительно 100 до приблизительно 500 МПа, как определено в соответствии с ASTM D638-10. Этиленовый полимер низкой плотности также может иметь индекс текучести расплава от приблизительно 0,1 до приблизительно 100 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 50 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 1 до приблизительно 40 грамм за 10 минут, как определено при нагрузке 2160 грамм и при 190°С, как определено в соответствии с ASTM D1238-13 (или ISO 1133).
При необходимости этиленовые полимеры низкой плотности могут составлять по существу большинство полимеров, используемых в композиции. Например, этиленовые полимеры низкой плотности могут составлять приблизительно 80 вес. % или больше, в некоторых вариантах осуществления приблизительно 85 вес. % или больше и в некоторых вариантах осуществления от приблизительно 90 вес. % до 100 вес. % полимеров, используемых в композиции. Конечно же, в других вариантах осуществления также могут использоваться этиленовые полимеры высокой плотности. Например, этиленовые полимеры низкой плотности могут составлять от приблизительно 5 вес. % до приблизительно 90 вес. %, в некоторых вариантах осуществления от приблизительно 10 вес. % до приблизительно 80 вес. % и в некоторых вариантах осуществления от приблизительно 20 вес. % до 70 вес. % от полимерной композиции, и этиленовые полимеры высокой плотности могут составлять от приблизительно 5 вес. % до приблизительно 90 вес. %, в некоторых вариантах осуществления от приблизительно 10 вес. % до приблизительно 80 вес. % и в некоторых вариантах осуществления от приблизительно 20 вес. % до 70 вес. % полимерной композиции. Этиленовые полимеры высокой плотности обычно имеют плотность более приблизительно 0,94 г/см3, в некоторых вариантах осуществления от приблизительно 0,945 до приблизительно 0,98 г/см3 и в некоторых вариантах осуществления от приблизительно 0,95 до приблизительно 0,97 г/см3. Опять-таки в композиции можно использовать один или более полимеров, которые имеют такие характеристики. Полиэтилен высокой плотности («HDPE») является особенно подходящим. Этиленовые полимеры высокой плотности могут иметь относительно низкую температуру плавления и высокий модуль упругости. Например, этиленовые полимеры высокой плотности могут иметь температуру плавления от приблизительно 70°С до приблизительно 160°С, в некоторых вариантах осуществления от приблизительно 85°С до приблизительно 150°С и в некоторых вариантах осуществления от приблизительно 110°С до приблизительно 145°С и модуль упругости от приблизительно 700 до приблизительно 5000 МПа, в некоторых вариантах осуществления от приблизительно 750 до приблизительно 3000 МПа и в некоторых вариантах осуществления от приблизительно 1000 до приблизительно 2000 МПа, как определено в соответствии с ASTM D638-10. Этиленовые полимеры высокой плотности также могут иметь индекс текучести расплава от приблизительно 0,1 до приблизительно 100 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 50 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 1 до приблизительно 40 грамм за 10 минут, как определено при нагрузке 2160 грамм и при 190°С в соответствии с ASTM D1238-13 (или ISO 1133).
Для образования этиленовых полимеров, как правило, можно применять различные известные методики. Например, этиленовые полимеры можно получить с применением свободнорадикального или комплексного катализатора (например, Циглера-Натта). Обычно этиленовый полимер получают с помощью полицентровых катализаторов Циглера-Натта, при этом полученный в результате этиленовый полимер характеризуется широким распределением молекулярной массы с коэффициентом полидисперсности (среднемассовая молекулярная масса, деленная на среднечисловую молекулярную массу) вплоть до 20 или выше. Этиленовый полимер, полученный с помощью комплексного катализатора с единым центром полимеризации, такого как металлоценовый катализатор, характеризуется узким распределением молекулярной массы. Такая каталитическая система обеспечивает этиленовые полимеры, в которых сомономер случайно распределяется в молекулярной цепи и равномерно распределяется по фракциям с различной молекулярной массой. Полиолефины, полученные посредством катализа металлоценами, описаны, например, в патентах США №5571619, выданном McAlpin и соавт.; №5322728, выданном Davis и соавт.; №5472775, выданном Obijeski и соавт.; №5272236, выданном Lai и соавт.; и №6090325, выданном Wheat и соавт. Примеры металлоценовых катализаторов включают бис(н-бутилциклопентадиенил)титана дихлорид, бис(н-бутилциклопентадиенил)циркония дихлорид, бис(циклопентадиенил)скандия хлорид, бис(инденил)циркония дихлорид, бис(метилциклопентадиенил)титана дихлорид, бис(метилциклопентадиенил)циркония дихлорид, кобальтоцен, циклопентадиенилтитана трихлорид, ферроцен, гафноцена дихлорид, изопропил(циклопентадиенил-1-флуоренил)циркония дихлорид, молибдоцена дихлорид, никелоцен, ниобоцена дихлорид, рутеноцен, гитаноцена дихлорид, цирконоценхлоридгидрид, цирконоцена дихлорид и так далее. Полимеры, полученные с помощью металлоценовых катализаторов, как правило, характеризуются узким диапазоном молекулярной массы. Например, полимеры, полученные посредством катализа металлоценами, могут характеризоваться числами полидисперсности (Mw/Mn) ниже 4, регулируемым распределением короткоцепочечной разветвленности и регулируемой изотактичностью. Этиленовые полимеры могут также характеризоваться мономодальным или многомодальным (например, бимодальным) распределением молекулярной массы, как например, измерено с помощью гель-проникающей хроматографии.
В. Наноглина
Выражение «наноглина» обычно относится к наночастицам глинистого материала (природного минерала, органически модифицированного минерала или синтетического наноматериала). Глинистый материал, как правило, имеет хлопьевидную морфологию, так что обладает относительно плоской или пластинчатой формой. Например, пластинки глины могут иметь среднюю толщину от приблизительно 0,2 до приблизительно 100 нанометров, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 50 нанометров и в некоторых вариантах осуществления от приблизительно 1 до приблизительно 20 нанометров. «Соотношение размеров» глинистого материала (т.е. средняя длина пластинок, деленная на среднюю толщину) также является относительно большим, а именно, от приблизительно 20 до приблизительно 1000, в некоторых вариантах осуществления от приблизительно 50 до приблизительно 80, в некоторых вариантах осуществления от приблизительно 100 до приблизительно 400. Средняя длина (например, диаметр) может, в частности, находиться в диапазоне от приблизительно 20 нанометров до приблизительно 10 микрометров, в некоторых вариантах осуществления от приблизительно 100 нанометров до приблизительно 5 микрометров и в некоторых вариантах осуществления от приблизительно 200 нанометров до приблизительно 4 микрометров.
Глинистый материал может быть получен из филлосиликата, такого как минерал смектитовая глина (например, бентонит, каолинит или монтмориллонит, а также их соли, такие как монтмориллонит натрия, монтмориллонит магния, монтмориллонит кальция и т.д.); нонтронита; бейделлита; волконскоита; гекторита; сапонита; сауконита; собокита; стевенсита; свинфордита; вермикулита и т.п. Другие применимые наноглины включают слюдистые минералы (например, иллит) и смешанные минералы иллита/смектита, такие как ректорит, таросовит, ледикит, и примеси иллитов к глинистым минералам, названным выше. Особенно подходящими являются монтмориллонит (структура слоистой смектитовой глины 2:1), бентонит (алюминиевый филлосиликат, полученный, главным образом, из монтмориллонита), каолинит (алюмосиликат 1:1, имеющий пластинчатую структуру и эмпирическую формулу Al2Si2O5(OH)4), галлуазит (алюмосиликат 1:1, имеющий трубчатую структуру и эмпирическую формулу Al2Si2O5(OH)4) и т.д.
Как указано выше, наноглина также содержит органическое средство для обработки поверхности, которое повышает гидрофобность глинистого материала и, таким образом, улучшает его совместимость с этиленовым полимером. В одном варианте осуществления органическое средство для обработки поверхности может быть получено из четвертичного ония (например, соли или иона), который посредством ионного обмена может быть интеркалирован в межслойные пространства между смежными, расположенными слоями пластинками глины. Четвертичный ониевый ион может иметь следующую структуру:
 ,
,
где
X представляет собой N, Р, S или О; и
R1, R2, R3 и R4 независимо представляют собой водород или органические фрагменты, такие как линейные или разветвленные алкильные, арильные или аралкильные фрагменты, имеющие от 1 до приблизительно 24 атомов углерода.
Особенно подходящими ионами четвертичного аммония являются те, которые имеют нижеприведенную структуру:
 ,
,
где
R1 представляет собой длинноцепочечный алкильный фрагмент в диапазоне от С6 до С24 с прямой или разветвленной цепью, включая смеси длинноцепочечных фрагментов, таких как С6, С8, С10, С12, С14, С16, С18, С20, С22 и С24, взятых отдельно или в любой комбинации; и
R2, R3 и R4 представляют собой фрагменты, которые могут быть одинаковыми или разными, при этом выбраны из группы, включающей Н, алкил, гидроксиалкил, бензил, замещенный бензил, например, с прямой или разветвленной цепью, алкилзамещенный и галогензамещенный; этоксилированный или пропоксилированный алкил; этоксилированный или пропоксилированный бензил (например, со степенью этоксилирования 1-10 молей или степенью пропоксилирования 1-10 молей).
Дополнительные применимые многозарядные разделяющие/связующие средства включают, например, тетра-, три- и диониевые радикалы, такие как тетрааммониевые, триаммониевые и диаммониевые (первичные, вторичные, третичные и четвертичные), -фосфониевые, -оксониевые или -сульфониевые производные алифатических, ароматических или арилалифатических аминов, фосфинов, сложных эфиров, спиртов и сульфидов. Такими иллюстративными материалами являются диониевые соединения формулы:
где Х+ и Y+ являются одинаковыми или разными и представляют собой радикалы аммония, сульфония, фосфония или оксония, такие как -NH(CH3)2+, -NH2(CH3)+, -N(CH3)3+, -N(CH3)2(CH2CH3)+, N(CH3)(CH2CH3)2+, -S(CH3)2+, -S(CH3)2+, -P(CH3)3+, -NH3+ и т.п.;
R представляет собой органический участок, радикал основной цепи, с прямой или разветвленной цепью, такой как те, которые имеют от 2 до 24 атомов углерода, и в некоторых вариантах осуществления от 3 до 10 атомов углерода, при этом в основной цепи молекула органического участка ковалентно связана на ее концах с заряженными катионами N+, Р+, S+ и/или O+;
R1 может представлять собой водород или линейный или разветвленный алкильный радикал с 1-22 атомами углерода, линейный или разветвленный, и в некоторых вариантах осуществления, с 6-22 атомами углерода.
Применимыми иллюстративными R-группами являются алкилы (например, метил, этил, бутил, октил и т.п.); арил (например, бензил, фенилалкил и т.п.); алкилены (например, метилен, этилен, октилен, ионилен, трет-бутилен, неопентилен, изопропилен, втор-бутилен, додецилен и т.п.); алкенилены (например, 1-пропенилен, 1-бутенилен, 1-пентенилен, 1-гексенилен, 1-гептенилен, 1-октенилен и т.п.); циклоалкенилены (например, циклогексенилен, циклопентенилен и т.п.); гидроксиалкил (например, гидроксиметил, гидроксиэтил, гидроксил-н-пропил, гидроксиизопропил, гидроксил-н-бутил, гидроксил-изобутил, гидроксил-трет-бутил и т.п.), алканоилалкилены (например, бутаноилоктадецилен, пентаноилнонадецилен, октаноилпентадецилен, этаноилундецилен, пропаноилгексадецилен и т.п.); алкиламиноалкилены (например, метиламинооктадецилен, этиламинопентадецилен, бутиламинононадецилен и т.п.); диалкиламиноалкилен (например, диметиламинооктадецилен, метилэтиламинононадецилен и т.п.); ариламиноалкилены (например, фениламинооктадецилен, п-метилфениламинононадецилен и т.п.); диариламиноалкилены (например, дифениламинопентадецилен, п-нитрофенил-п'-метилфениламинооктадецилен и т.п.); алкилариламиноалкилены (например, 2-фенил-4-метиламинопентадецилен и т.п.); алкилсульфинилены, алкилсульфонилены, алкилтио, арилтио, арилсульфинилены и арилсульфонилены (например, бутилтиооктадецилен, неопентилтиопентадецилен, метилсульфинилнонадецилен, бензилсульфинилпентадецилен, фенилсульфинилоктадецилен, пропилтиооктадецилен, октилтиопентадецилен, нонилсульфонилнонадецилен, октилсульфонилгексадецилен, метилтиононадецилен, изопропилтиооктадецилен, фенилсульфонилпентадецилен, метилсульфонилнонадецилен, нонилтиопентадецилен, фенилтиооктадецилен, этилтиононадецилен, бензилтиоундецилен, фенэтилтиопентадецилен, втор-бутилтиооктадецилен, нафтилтиоундецилен и т.п.); алкоксикарбонилалкилены (например, метоксикарбонилен, этоксикарбонилен, бутоксикарбонилен и т.п.); циклоалкилены (например, циклогексилен, циклопентилен, циклооктилен, циклогептилен и т.п.); алкоксиалкилены (например, метоксиметилен, этоксиметилен, бутоксиметилен, пропоксиэтилен, пентоксибутилен и т.п.); арилоксиалкилены и арилоксиарилены (например, феноксифенилен, феноксиметилен и т.п.); арилориалкилены (например, феноксидецилен, феноксиоктилен и т.п.); арилалкилены (например, бензилен, фентилен, 8-фенилоктилен, 10-фенилдецилен и т.п.); алкиларилены (например, 3-децилфенилен, 4-октилфенилен, 4-нонилфенилен и т.п.) и полипропиленгликолевые и полиэтиленгликолевые заместители (например, этилен, пропилен, бутилен, фенилен, бензилен, толилен, п-стирилен, п-фенилметилен, октилен, додецилен, октадецилен, метоксиэтилен и т.п.), а также их комбинации. Такие радикалы тетра-, три- и диаммония, -сульфония, -фосфония, -оксония; аммония/сульфония; аммония/фосфония; аммония/оксония; фосфония/оксония; сульфония/оксония и сульфония/фосфония хорошо известны в данной области техники и могут быть получены из соответствующих аминов, фосфинов, спиртов или простых эфиров и сульфидов.
Особенно подходящими соединениями многозарядного разделяющего/связующего средства являются мультиониевые ионные соединения, которые включают по меньшей мере два первичных, вторичных, третичных или четвертичных аммониевых, фосфониевых, сульфониевых и/или оксониевых иона, имеющих следующую общую формулу:
 ,
,
где
R представляет собой фрагмент участка с заряженными атомами алкилена, аралкилена или замещенного алкилена; и
Z1, Z2, R1, R2, R3 и R4 могут быть одинаковыми или разными и выбраны из группы, включающей водород, алкил, аралкил, бензил, замещенный бензил (например, с прямой или разветвленной цепью, алкилзамещенный и галогензамещенный); этоксилированный или пропоксилированный алкил; этоксилированный или пропоксилированный бензил (например, со степенью этоксилирования 1-10 молей или степенью пропоксилирования 1-10 молей).
Особенно подходящие органические катионы могут включать, например, соединения четвертичного аммония, такие как диметил-бис[гидрогенизированный талловый]аммония хлорид (2М2НТ), метилбензил-бис[гидрогенизированный талловый] аммония хлорид (МВ2НТ), метил-трис[гидрогенизированный талловый алкил]хлорид (М3НТ) и т.д. Примером подходящей наноглины является Nanomer™ 1.44Р, который представляет собой модифицированную четвертичным аммонием монтмориллонитовую наноглину, коммерчески доступную от Nanocor, Inc. Другие подходящие добавки наноглины включают таковые, доступные от Southern Clay Products, такие как Cloisite™ 15A, Cloisite™ 30В, Cloisite™ 93А и Cloisite™ Na+.
Ониевый ион может быть введен (сорбирован) в межслойные пустоты глинистого материала различными способами. В одном из способов, например, глинистый материал суспендируют в воде и там же растворяют соединение с ониевыми ионами. Если потребуется, соединение с ониевыми ионами можно сперва растворить в органическом растворителе (например, пропаноле). При необходимости наноглина также может быть интеркалирована с помощью олигомерного и/или полимерного интеркаланта, как известно из уровня техники. Например, может быть использован интеркалант на основе олефинового полимера или олигомера (например, на основе этиленового полимера). Для интеркалирования ониевого иона и олефинового интеркаланта между смежных пластинок филлосиликата и необязательно разделения (эксфолиации) слоистого материала на отдельные пластинки, например, глинистый материал можно сперва привести в контакт с ониевым ионом и одновременно или в дальнейшем привести в контакт с расплавленным интеркалантом на основе олигомера/полимера с получением интеркалированного ониевым ионом слоистого материала. Это может быть осуществлено, например, путем прямого смешивания материалов в экструдере. В качестве альтернативы, олигомер/полимер может быть интеркалирован с помощью процесса эмульгирования путем энергичного перемешивания с эмульгатором. При необходимости также может использоваться связующее средство (например, силановое связующее средство) для способствования связыванию интеркаланта с глинистым материалом. Например, глинистый материал изначально может быть обработан связующим средством с последующим ионным обменом между ониевыми ионами и глинистым материалом до интеркалирования олигомера(олигомеров) или полимера(полимеров) или одновременно с ним. Следует понимать, что олигомерный(олигомерные) или полимерный(полимерные) интеркалант(интеркаланты) также можно интеркалировать и связывать в комплекс с внутренними поверхностями пластинок посредством других хорошо известных механизмов, таких как диполь/дипольное связывание (прямое интеркалирование олигомера или полимера), как описано в патентах США №5880197 и №5877248, а также посредством подкисления с замещением водородом (ионный обмен межслойных катионов с водородом путем применения кислоты или ионообменной смолы), как описано в патентах США №5102948 и №5853886.
С. Средство улучшения совместимости
Средством улучшения совместимости может быть полиолефин, содержащий олефиновый компонент и полярный компонент. Олефиновый компонент является неполярным и, таким образом, обычно обладает сродством к этиленовому полимеру. Олефиновый компонент обычно может быть получен из любого линейного или разветвленного α-олефинового мономера, олигомера или полимера (в том числе сополимеров), полученного из α-олефинового мономера. В одном конкретном варианте осуществления, например, средство улучшения совместимости включает по меньшей мере один линейный или разветвленный α-олефиновый мономер, такой как те, что имеют от 2 до 20 атомов углерода и предпочтительно от 2 до 8 атомов углерода. Конкретные примеры включают этилен, пропилен, 1-бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; 1-пентен; 1-пентен с одним или более метальными, этильными или пропильными заместителями; 1-гексен с одним или более метальными, этильными или пропильными заместителями; 1-гептен с одним или более метальными, этильными или пропильными заместителями; 1-октен с одним или более метальными, этильными или пропильными заместителями; 1-нонен с одним или более метальными, этильными или пропильными заместителями; этил-, метил- или диметилзамещенный 1-децен; 1-додецен и стирол. Особенно желательными сомономерами α-олефина являются этилен и пропилен.
Полиолефиновое средство улучшения совместимости также функционализировано полярным компонентом, который может быть привит на полимер, введен как мономерная составляющая полимера (например, блок- или статистический сополимеры) и т.д. Особенно подходящими полярными группами, прививаемыми на основную цепь полимера, являются малеиновый ангидрид, малеиновая кислота, акриловая кислота, метакриловая кислота, фумаровая кислота, малеимид, гидразид малеиновой кислоты, продукт реакции малеинового ангидрида и диамина, метилнадиновый ангидрид, дихлормалеиновый ангидрид, амид малеиновой кислоты и т.д. Полиолефины, модифицированные малеиновым ангидридом, являются особенно подходящими для применения в настоящем изобретении. Такие модифицированные полиолефины, как правило, получают путем привития малеинового ангидрида на основную цепь полимерного материала. Такие малеинированные полиолефины доступны от Е.I. du Pont de Nemours and Company под названием FUSABOND®, например P Series (химически модифицированный полипропилен), E Series (химически модифицированный полиэтилен), С Series (химически модифицированный этиленвинилацетат), A Series (химически модифицированные этиленакрилатные сополимеры или терполимеры), М Series (химически модифицированный полиэтилен) или N Series (химически модифицированный этилен-пропиленовый, этилен-пропилен-диеновый мономер («EPDM») или этилен-октен). В качестве альтернативы, модифицированные полиолефины также доступны от Chemtura Corp. под названием POLYBOND® (например, модифицированный акриловой кислотой полипропилен) и от Eastman Chemical Company под названием Eastman G series.
Как указано выше, полярный компонент также может быть введен в полиолефиновое средство улучшения совместимости в качестве мономера. Например, в некоторых вариантах осуществления может быть использован (мет)акриловый мономерный компонент. Используемое в данном документе выражение «(мет)акриловый» включает акриловый и метакриловый мономеры, а также их соли или сложные эфиры, такие как акрилатные и метакрилатные мономеры. Примеры таких (мет)акриловых мономеров могут включать метилакрилат, этилакрилат, н-пропилакрилат, изопропилакрилат, н-бутилакрилат, втор-бутилакрилат, изобутилакрилат, трет-бутилакрилат, н-амилакрилат, изоамилакрилат, изоборнилакрилат, н-гексилакрилат, 2-этилбутилакрилат, 2-этилгексилакрилат, н-октилакрилат, н-децилакрилат, метилциклогексилакрилат, циклопентилакрилат, циклогексилакрилат, метилметакрилат, этилметакрилат, 2-гидроксиэтилметакрилат, н-пропилметакрилат, н-бутилметакрилат, изопропилметакрилат, изобутилметакрилат, н-амилметакрилат, н-гексилметакрилат, изоамилметакрилат, втор-бутилметакрилат, трет-бутилметакрилат, 2-этилбутилметакрилат, метилциклогексилметакрилат, циннамилметакрилат, кротилметакрилат, циклогексилметакрилат, циклопентилметакрилат, 2-этоксиэтилметакрилат, изоборнилметакрилат и т.п., а также их комбинации. Другие типы подходящих полярных мономеров включают сложноэфирные мономеры, амидные мономеры и т.п.
D. Другие компоненты
Помимо вышеупомянутых компонентов в пленку по настоящему изобретению также могут быть введены другие добавки, такие как добавки, улучшающие скольжение, стабилизаторы расплава, стабилизаторы технологических свойств, термостабилизаторы, светостабилизаторы, антиоксиданты, стабилизаторы теплового старения, отбеливающие средства, связывающие средства, наполнители и т.п. Кроме того, в качестве антиоксиданта при производстве пленок обычно применяются экранированные фенолы. Некоторые подходящие экранированные фенолы включают доступные от Ciba Specialty Chemicals под торговым названием «Irganox®», такие как Irganox® 1076, 1010 или Е 201. Более того, в пленку также могут быть добавлены связывающие средства для обеспечения связывания пленки с дополнительными материалами (например, неткаными полотнами). Примеры таких связывающих средств включают гидрогенизированные углеводородные смолы. Другие подходящие связывающие средства описаны в патентах США №4789699, выданном Kieffer и соавт., и №5695868, выданном McCormack.
II. Изготовление пленки
Пленка по настоящему изобретению может иметь любое количество слоев, как например от 2 до 20 слоев и в некоторых вариантах осуществления от 3 до 10 слоев. Независимо от общего количества, пленка обычно содержит по меньшей мере один сердцевинный слой, который расположен вплотную по меньшей мере к одному внешнему слою. В одном варианте осуществления, например, может быть желательно использовать первый и второй внешние слои, между которыми расположен сердцевинный слой. Сердцевинный(сердцевинные) слой(слои) обычно составляет(составляют) значительную часть веса пленки, как например, от приблизительно 50 вес. % до приблизительно 99 вес. %, в некоторых вариантах осуществления от приблизительно 55 вес. % до приблизительно 90 вес. % и в некоторых вариантах осуществления от приблизительно 60 вес. % до приблизительно 85 вес. % пленки. Внешний(внешние) слой(слои) может(могут), подобным образом, составлять от приблизительно 1 вес. % до приблизительно 50 вес. %, в некоторых вариантах осуществления от приблизительно 10 вес. % до приблизительно 45 вес. % и в некоторых вариантах осуществления от приблизительно 15 вес. % до приблизительно 40 вес. % пленки. Каждый внешний слой может иметь толщину от приблизительно 0,1 до приблизительно 10 микрометров, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 5 микрометров и в некоторых вариантах осуществления от приблизительно 1 до приблизительно 2,5 микрометров. Подобным образом, сердцевинный слой может иметь толщину от приблизительно 1 до приблизительно 40 микрометров, в некоторых вариантах осуществления от приблизительно 2 до приблизительно 25 микрометров и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 20 микрометров. Как указано выше, общая толщина пленки, как правило, составляет приблизительно 50 микрометров или меньше, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 40 микрометров, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 35 микрометров и в некоторых вариантах осуществления от приблизительно 10 до приблизительно 30 микрометров.
Полимерную композицию по настоящему изобретению можно использовать в любом слое пленки, в том числе сердцевинном слое и/или внешнем слое. В одном варианте осуществления, например, сердцевинный слой образован из полимерной композиции по настоящему изобретению, а внешний(внешние) слой(слои) образован(образованы) из полимерной композиции или из дополнительного полимерного материала. Подобным образом, в других возможных вариантах осуществления один или более внешних слоев образованы из полимерной композиции по настоящему изобретению, а сердцевинный слой образован из дополнительного полимерного материала. Если используют дополнительный материал, то он может включать любой тип полимера, такой как полиолефины (например, полиэтилен, полипропилен и т.д.), сложные полиэфиры, полиамиды, стирольные сополимеры, полиуретаны, поливинилацетат, поливиниловый спирт и т.д. При подаче наноглина сама по себе может быть в форме маточной смеси, которая может содержать частицы наноглины, смешанные с полимером (например, этиленовым полимером). В качестве альтернативы, наноглина может быть в форме порошка, содержащего такие частицы, которые описаны выше.
Одно преимущество настоящего изобретения заключается в том, что конкретные компоненты полимерной композиции можно адаптировать для достижения различных свойств при их применении в различных слоях пленки. Например, внешние слои часто применяют для термосварки или печати. В связи с этим, если полимерную композицию применяют во внешнем слое, то в ней может использоваться относительно небольшое количество наноглин, такое как от приблизительно 0,1 вес. % до приблизительно 15 вес. %, в некоторых вариантах осуществления от приблизительно 0,5 вес. % до приблизительно 10 вес. % и в некоторых вариантах осуществления от приблизительно 1 вес. % до приблизительно 8 вес. % полимерной композиции. Полимерная композиция, используемая для образования внешнего слоя, может также содержать этиленовый полимер с относительно низкой плотностью, такой как приблизительно 0,94 г/см3 или меньше, в некоторых вариантах осуществления от приблизительно 0,85 до приблизительно 0,94 г/см3 и в некоторых вариантах осуществления от приблизительно 0,90 до приблизительно 0,935 г/см3. В композиции можно использовать один или более полимеров, которые имеют такие плотностные характеристики. Линейный полиэтилен низкой плотности («LLDPE») и/или полиэтилен низкой плотности («LDPE»), которые могут быть необязательно полученными посредством катализа металлоценами, как описано выше, являются особенно подходящими. Подобным образом, другие подходящие этиленовые полимеры могут включать сополимеры, такие как этиленвинилацетат («EVA») или этиленакриловая кислота («ЕАА»). Данные этиленовые полимеры обычно характеризуются относительно низкими температурой плавления и модулем упругости, что обеспечивает им возможность с большей легкостью выступать в качестве слоя пленки, пригодного для термосварки или печати. Например, этиленовые полимеры могут иметь температуру плавления от приблизительно 50°С до приблизительно 145°С, в некоторых вариантах осуществления от приблизительно 75°С до приблизительно 140°С и в некоторых вариантах осуществления от приблизительно 100°С до приблизительно 135°С и модуль упругости от приблизительно 50 до приблизительно 700 МПа, в некоторых вариантах осуществления от приблизительно 75 до приблизительно 600 МПа и в некоторых вариантах осуществления от приблизительно 100 до приблизительно 500 МПа, как определено в соответствии с ASTM D638-10. Этиленовый полимер также может иметь индекс текучести расплава от приблизительно 1 до приблизительно 100 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 50 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 10 до приблизительно 40 грамм за 10 минут, как определено при нагрузке 2160 грамм и при 190°С в соответствии с ASTM D1238-13 (или ISO 1133).
Если полимерную композицию применяют в сердцевинном слое, который часто используют для улучшения прочности и жесткости пленки, то в ней может использоваться относительно высокое количество наноглин, такое как от приблизительно 0,5 вес. % до приблизительно 20 вес. %, в некоторых вариантах осуществления от приблизительно 1 вес. % до приблизительно 15 вес. % и в некоторых вариантах осуществления от приблизительно 2 вес. % до приблизительно 10 вес. % полимерной композиции. Полимерная композиция может содержать этиленовый полимер, такой как LLDPE, LDPE, LLDPE, полученный с помощью металлоценов, LDPE, полученный с помощью металлоценов, EVA и т.д., а также смеси этих полимеров. Полимерная композиция может также содержать этиленовый полимер с относительно высокой плотностью, такой как больше чем приблизительно 0,94 г/см3, в некоторых вариантах осуществления от приблизительно 0,945 до приблизительно 0,98 г/см3 и в некоторых вариантах осуществления от приблизительно 0,95 до приблизительно 0,97 г/см3. Опять-таки в композиции можно использовать один или более полимеров, которые имеют такие характеристики. Полиэтилен высокой плотности («HDPE») является особенно подходящим. Например, количество HDPE в сердцевинном слое может находиться в диапазоне от приблизительно 1 вес. % до приблизительно 95 вес. %, в некоторых вариантах осуществления от приблизительно 5 вес. % до приблизительно 90 вес. % и в некоторых вариантах осуществления от приблизительно 10 вес. % до приблизительно 85 вес. %. Данные этиленовые полимеры высокой плотности обычно характеризуются относительно высокими температурой плавления и модулем упругости, что обеспечивает им возможность с большей легкостью выполнять функцию слоя пленки для увеличения прочности. Например, этиленовые полимеры могут иметь температуру плавления от приблизительно 70°С до приблизительно 160°С, в некоторых вариантах осуществления от приблизительно 85°С до приблизительно 150°С и в некоторых вариантах осуществления от приблизительно 110°С до приблизительно 145°С и модуль упругости от приблизительно 700 до приблизительно 5000 МПа, в некоторых вариантах осуществления от приблизительно 750 до приблизительно 3000 МПа и в некоторых вариантах осуществления от приблизительно 1000 до приблизительно 2000 МПа, как определено в соответствии с ASTM D638-10. Этиленовый полимер также может иметь индекс текучести расплава от приблизительно 0,1 до приблизительно 100 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 50 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 1 до приблизительно 40 грамм за 10 минут, как определено при нагрузке 2160 грамм и при 190°С в соответствии с ASTM D1238-13 (или ISO 1133).
Многослойные пленки можно получить путем совместной экструзии слоев, нанесения покрытий экструзионным методом или посредством любого обычного процесса нанесения слоев. Как правило, для получения пленки по настоящему изобретению можно применять любую из множества методик. В определенных вариантах осуществления, например, компоненты пленки (например, этиленовый полимер, наноглина, средство улучшения совместимости и т.п.) можно отдельно подавать в пленкообразующую систему и смешивать вместе в то время как образуется пленка. В таких случаях наноглина может находиться в форме порошка, содержащего такие частицы, которые описаны выше. Однако, в качестве альтернативы, может быть желательно предварительно смешать этиленовый полимер, наноглину и/или средство улучшения совместимости для образования маточной смеси, которую затем постепенно подают в пленкообразующую систему. Не ограничиваясь теорией, полагают, что благодаря такому многоэтапному способу можно обеспечить наноглину, являющуюся более однородно ориентированной, посредством чего еще больше повышается пластичность. При подаче наноглина сама по себе может быть в форме маточной смеси, которая может содержать частицы наноглины, смешанные с полимером (например, этиленовым полимером), или в форме порошка, содержащего частицы.
Для образования маточной смеси, например, компоненты изначально могут быть поданы в двухшнековый экструдер, который содержит шнеки, установленные с возможностью вращения в одном направлении, и принимаются в цилиндр экструдера (например, цилиндрическую камеру), которая может подогреваться. Компоненты перемещаются дальше по ходу движения от загрузочного конца к разгрузочному концу силами, прикладываемыми при вращении шнеков. Отношение длины к наружному диаметру («L/D») шнеков может быть выбрано так, чтобы достичь оптимального соотношения между пропускной способностью и однородностью смешивания. Например, при слишком большой величине L/D может увеличиваться время удерживания до такой степени, что наноглина разлагается сверх желательного уровня. С другой стороны, слишком низкая величина L/D может не привести к смешиванию или перемешиванию в необходимой степени. Таким образом, величина L/D, как правило, составляет от приблизительно 25 до приблизительно 60, в некоторых вариантах осуществления от приблизительно 35 до приблизительно 55 и в некоторых вариантах осуществления от приблизительно 40 до приблизительно 50. Для достижения необходимых значений времени пребывания, скорости сдвига, температуры формования из расплава и т.п. также можно выбирать скорость шнеков. Обычно с увеличением скорости шнека наблюдается увеличение температуры продукта вследствие дополнительного подвода в систему механической энергии. Энергия трения возникает в результате сдвига, прикладываемого вращающимся шнеком к материалам внутри экструдера, и приводит к разрушению больших молекул. Это приводит к понижению кажущейся вязкости и повышению показателя текучести расплава готового материала. Например, скорость шнека может находиться в диапазоне от приблизительно 50 до приблизительно 400 оборотов в минуту («об./мин.»), в некоторых вариантах осуществления от приблизительно 100 до приблизительно 300 об./мин. и в некоторых вариантах осуществления от приблизительно 120 до приблизительно 280 об./мин. В результате, формование из расплава может происходить при температуре от приблизительно 100°С до приблизительно 500°С, в некоторых вариантах осуществления от приблизительно 150°С до приблизительно 350°С и в некоторых вариантах осуществления от приблизительно 150°С до приблизительно 300°С. Как правило, кажущаяся скорость сдвига во время формования из расплава может находиться в диапазоне от приблизительно 300 секунд-1 до приблизительно 10000 секунд-1, в некоторых вариантах осуществления от приблизительно 500 секунд-1 до приблизительно 5000 секунд-1 и в некоторых вариантах осуществления от приблизительно 800 секунд-1 до приблизительно 1200 секунд-1. Кажущаяся скорость сдвига равна 4Q/ R3, где Q представляет собой объемный расход («м3/с») расплава полимера, и R представляет собой радиус («м») капилляра (например, экструзионной головки), через который течет расплавленный полимер. Конечно, для достижения требуемого смешивания можно также регулировать другие параметры, такие как время пребывания во время формования из расплава, которое обратно пропорционально скорости пропускания материала.
После того, как предварительно смешанная маточная смесь получена, она может быть подана в пленкообразующую систему. Для получения пленки из составленного материала можно применять любую известную методику, включая экструзию с раздувкой, литье, экструзию с помощью щелевой головки и т.д. В одном конкретном варианте осуществления пленка может быть получена с помощью способа экструзии с раздувкой, при котором для расширения рукава полимерной смеси, экструдированной через мундштук с кольцеобразным соплом, применяют газ (например, воздух). Затем рукав сжимают и собирают в виде плоской пленки. Способы получения пленок экструзией с раздувкой описаны, например, в патентах США №3354506, выданном Raley; №3650649, выданном Schippers, и №3801429, выданном Schrenk и соавт., а также публикациях заявок на патент США №2005/0245162, под авторством McCormack и соавт., и №2003/0068951, под авторством Boggs и соавт. Тем не менее, в еще одном варианте осуществления пленку получают с применением методики литья.
Со ссылкой на фиг. 1, например, показан один из вариантов осуществления способа образования пленки, отлитой из раствора. В данном варианте осуществления предварительно смешанную маточную смесь подают в экструдер 80 для формования из расплава. С целью способствования правильному выравниванию и ориентированию наноглины, во время формования пленки, как правило, желательно применять одношнековый экструдер. Такие одношнековые экструдеры обычно разбиты на три секции вдоль длины шнека. Первая секция представляет собой загрузочную секцию, где твердый материал подводится к шнеку. Вторая секция представляет собой секцию плавления, где происходит плавление большей части твердого вещества. В пределах данной секции шнек обычно обладает уменьшающимся диаметром для улучшения плавления полимера. Третья секция представляет собой смесительную секцию, которая доставляет расплавленный материал в постоянном количестве для экструзии. Отношение L/D у шнека обычно составляет от приблизительно 5 до приблизительно 50, в некоторых вариантах осуществления от приблизительно 10 до приблизительно 40 и в некоторых вариантах осуществления от приблизительно 15 до приблизительно 35. Таких отношений L/D можно легко достичь в одношиековом экструдере путем применения смесительной(смесительных) секции(секций), которая(которые) составляет(составляют) лишь небольшую часть длины шнека. Более того, скорость шнека может находиться в диапазоне от приблизительно 5 до приблизительно 150 об./мин., в некоторых вариантах осуществления от приблизительно 10 до приблизительно 100 об./мин. и в некоторых вариантах осуществления от приблизительно 20 до приблизительно 80 об./мин. В результате, формование из расплава может происходить при температуре от приблизительно 100°С до приблизительно 500°С, в некоторых вариантах осуществления от приблизительно 150°С до приблизительно 350°С и в некоторых вариантах осуществления от приблизительно 150°С до приблизительно 300°С.
После формования экструдированный материал сразу же может быть охлажден и нарезан в виде гранул. В варианте осуществления, показанном на фиг. 1, экструдированный материал заливают на наносящий валик 90 с образованием однослойной пленки-предшественника 10а. Если необходимо получить многослойную пленку, то множество слоев соэкструдируют вместе на наносящий валик 90. Наносящий валик 90 необязательно можно оснащать элементами тиснения для придания пленке рисунка. Как правило, наносящий валик 90 выдерживают при температуре, достаточной для затвердевания и резкого охлаждения слоя 10а по мере его образования, такой как от приблизительно 20 до 60°С. При необходимости, вакуумная камера может быть расположена вплотную к наносящему валику 90 для способствования поддержанию пленки-предшественника 10а близко к поверхности валика 90. Кроме того, воздушные шаберы или электростатические устройства могут способствовать подгонке пленки-предшественника 10а вплотную к поверхности наносящего валика 90 во время ее движения вокруг валика для формования. Воздушный шабер представляет собой устройство, известное из уровня техники, которое фокусирует поток воздуха при очень высокой скорости потока для скрепления краев пленки.
После отливки пленка 10а затем необязательно может быть ориентирована в одном или более направлениях для дополнительного улучшения однородности пленки и снижения толщины. В случае последовательного ориентирования «размягченную» пленку вытягивают с помощью вальцов, вращающихся с разными скоростями вращения таким образом, что слой растягивают до необходимой степени вытягивания в продольном направлении (машинном направлении). При необходимости, одноосно-ориентированную пленку можно также ориентировать в поперечном направлении с образованием «двухосно-ориентированной» пленки. Например, пленка может быть закреплена по своим боковым краям с помощью цепочечных фиксаторов и перемещена в печь с рамой для растягивания. В печи с рамой для растягивания пленку можно повторно нагревать и вытягивать в поперечном направлении до необходимой степени вытягивания посредством расхождения цепочечных фиксаторов при их прямом движении.
Снова со ссылкой на фиг. 1, например, показан один способ образования одноосно-ориентированной пленки. Как проиллюстрировано, пленку-предшественник 10а направляют в блок 100 для придания ориентации пленке или в ориентирующее в продольном направлении устройство («MDO»), такие как коммерчески доступные от Marshall and Willams, Co., Провиденс, Род-Айленд. MDO имеет множество вальцов для растягивания (как например, от 5 до 8), которые постепенно растягивают и утончают пленку в продольном направлении, которое является направлением движения пленки в способе, показанном на фиг. 1. Тогда как MDO 100 проиллюстрирован с восемью вальцами, следует понимать, что количество вальцов может быть выше или ниже, в зависимости от уровня растягивания, который желателен, и уровней растягивания между каждым вальцом. Пленку можно растягивать либо в одной, либо в нескольких отдельных операциях растягивания. Следует отметить, что некоторые из вальцов в аппарате MDO могут не работать при поступательно возрастающих скоростях. При необходимости, некоторые из вальцов MDO 100 могут выступать в качестве предварительно нагретых вальцов. При наличии, данные первые несколько вальцов нагревают пленку 10а выше комнатной температуры. Постепенно возрастающие скорости смежных вальцов в MDO способствуют растягиванию пленки 10а. Скорость, с которой вращаются вальцы для растягивания, определяет величину растягивания пленки и конечный вес пленки. Полученную пленку 10b можно затем наматывать и хранить на вытяжном вальце 60. Хотя это и не показано в данном документе, без отступления от сущности и объема настоящего изобретения можно выполнять различные дополнительные потенциальные виды обработки и/или конечные этапы, известные из уровня техники, такие как разрезание, обработка, выполнение отверстий, печать графических элементов или наслаивание пленки с помощью других слоев (например, материалы, представляющие собой нетканое полотно).
III. Слоистые материалы
Хотя это никоим образом не обязательно, в некоторых случаях может быть желательно наслаивать дополнительный материал на нанокомпозитную пленку по настоящему изобретению, как например, волокнистые полотна (например, нетканые полотна), другие пленки, пеноматериалы, нити и т.п. Иллюстративные полимеры для применения в образовании материалов из нетканого полотна могут включать, например, полиолефины, например, полиэтилен, полипропилен, полибутилен и т.д.; политетрафторэтилен; сложные полиэфиры, например, полиэтилентерефталат и так далее; поливинилацетат; поливинилхлоридацетат; поливинилбутираль; акриловые смолы, например, полиакрилат, полиметилакрилат, полиметилметакрилат и так далее; полиамиды, например, нейлон; поливинилхлорид; поливинилиденхлорид; полистирол; поливиниловый спирт; полиуретаны; полимолочную кислоту; их сополимеры и так далее. При необходимости можно также использовать биоразлагаемые полимеры, такие как те, что описаны выше. Можно также применять синтетические или натуральные целлюлозные полимеры, в том числе без ограничений сложные эфиры целлюлозы; простые эфиры целлюлозы; нитраты целлюлозы; ацетаты целлюлозы; ацетобутираты целлюлозы; этилцеллюлозу; регенерированные типы целлюлозы, такие как вискоза, искусственный шелк и так далее. Следует отметить, что полимер(полимеры) может(могут) также содержать другие добавки, такие как технологические добавки или композиции для обработки для придания необходимых свойств волокнам, остаточные количества растворителей, пигментов или красителей и так далее. При необходимости лицевой слой из нетканого полотна, применяемый для образования слоистого материала, может сам по себе характеризоваться многослойной структурой. Подходящие многослойные материалы могут включать, например, слоистые материалы спанбонд/мелтблаун/спанбонд (SMS) и слоистые материалы спанбонд/мелтблаун (SM). Различные примеры подходящих слоистых материалов SMS описаны в патентах США №4041203, выданном Brock и соавт.; №5213881, выданном Timmons и соавт.; №5464688, выданном Timmons и соавт.; №4374888, выданном Bornslaeger; №5169706, выданном Collier и соавт., и №4766029, выданном Brock и соавт. Базовый вес лицевого слоя из нетканого полотна, как правило, может варьировать, например, от приблизительно 5 грамм на квадратный метр (г/м2) до 120 г/м2, в некоторых вариантах осуществления от приблизительно 10 г/м2 до приблизительно 70 г/м2 и в некоторых вариантах осуществления от приблизительно 15 г/м2 до приблизительно 35 г/м2. При наличии нескольких материалов из нетканого полотна, такие материалы могут иметь одинаковые или разные значения базового веса.
IV. Применения
Пленка по настоящему изобретению особенно подходит для применения в качестве упаковочной пленки, такой как индивидуальная обертка, упаковочные пакеты, пленки для пакетов или мешочки для применения ряда изделий, таких как пищевые продукты, бумажные продукты (например, ткань, салфетки, бумажные полотенца т.д.), впитывающие изделия и т.д. Различные подходящие конфигурации пакета, обертки или мешочка для впитывающих изделий раскрыты, например, в патентах США №6716203, выданном Sorebo и соавт., и №6380445, выданном Moder и соавт., а также в публикации заявки на патент США №2003/0116462 под авторством Sorebo и соавт.
Нижеследующие примеры будут способствовать большему пониманию настоящего изобретения.
Способы испытания
Механические свойства
Величины прочности при растяжении полосок определяли по существу в соответствии со стандартом ASTM D638-99. Использовали тип прибора для испытания на растяжение с постоянной скоростью растягивания. Системой для испытания на растяжение была рама для растяжения MTS Synergy 200. Для обеспечения испытания прибор для испытания на растяжение был оснащен программным обеспечением TESTWORKS 4.08 В от MTS Corporation. Датчик нагрузки был до 100 Ньютон. Образцы пленки перед испытанием прежде всего нарезали в форме гантели с шириной в центре 3,0 мм. Образцы закрепляли между зажимами, имеющими лицевую и тыльную поверхность с размерами 25,4 миллиметров × 76 миллиметров. Поверхности зажимов были прорезиненными, и более длинный размер зажима был перпендикулярным направлению растягивания. Сжимающее усилие зажимов поддерживали пневматическим способом при давлении 40 фунтов на кв. дюйм. Испытание на разрыв выполняли с применением рабочей длины 18,0 миллиметров и чувствительности к разрыву 40%. Пять образцов испытывали путем приложения испытательной нагрузки вдоль продольного направления и пять образцов испытывали путем приложения испытательной нагрузки вдоль поперечного направления. Во время испытания образцы растягивали при скорости ползуна приблизительно 127 миллиметров в минуту до возникновения разрыва. Модуль, максимальное напряжение, максимальное удлинение (процент растяжения при разрыве) и энергию при разрыве на единицу объема измеряли в продольном направлении («MD») и поперечном направлении («CD»).
Уровень шума
Уровни шума образцов пленки могут быть исследованы в устройстве, которое содержит испытательную камеру, камеру для контроля и измеритель уровня звука. Назначение устройства заключается в том, чтобы производить манипуляции с изделием в окружающей среде с контролируемым шумом и достоверно количественно определять шум, вырабатываемый за счет движения образца. В общих чертах, образец физически деформируют в испытательном устройстве, чтобы создать некий уровень шума. Используемое в данном документе выражение «уровень шума» относится к эквиваленту уровня непрерывного шума (именуемому «LEQ» или «LAT»), который представляет собой среднее во времени значение уровня звука (выражаемое в таких единицах, как дБ), определяемое согласно следующему уравнению:
 ,
,
p0 - эталонный уровень звукового давления (обычно 20 мкПа);
рА - полученное звуковое давление;
t - время;
t1 - начальное время для измерения и
t2 - конечное время для измерения.
Данная величина также описана в IEC 61672-1 (2013).
Испытательное устройство проиллюстрировано на фигурах 7-9. Испытательное устройство 200 содержит испытательную камеру 201 и камеру 202 для контроля. Испытательная камера 201 содержит дверцу 203, верхнюю стенку 204, нижнюю стенку 205, две боковые стенки 206 и 207 и заднюю стенку 208. Дверца и каждая стенка выполнены из анодированного алюминия толщиной 0,25 дюйма (0,635 см), марки 6061. Каждое из дверцы 203 и задней стенки 208 имеет высоту 36 дюймов (91,4 см) и ширину 24 дюймов (61,0 см). Каждая из боковых стенок 206 и 207 испытательной камеры имеет высоту 36 дюймов (91,4 см) и ширину 18 дюймов (45,7 см). Каждая из верхней и нижней панели испытательной камеры имеет ширину 24 дюйма (61,0 см) и длину 18 дюймов (45,7 см). На внутреннюю поверхность дверцы 203 и каждой стенки 204-208 наносили слой толщиной два дюйма полиуретановой звукопоглощающей пены 209, доступной от Illbruck Inc. под торговым названием SONEX и инвентарным номером SOC-2. Как показано, штатив 216 измерителя уровня звука проходит в перпендикулярном направлении наружу от боковой стенки 206 несколько ниже отверстия 217 микрофона. Отверстие 217 микрофона расположено на 14,5 сантиметра выше уровня нижней стенки 205 и, кроме того, выровнено по центру между дверцей 203 и задней стенкой 208. Штатив 216 измерителя уровня звука выполнен из алюминия и прикручен болтами (не показано) к боковой стенке 206. Камера 202 для контроля содержит переднюю стенку, две боковые стенки, верхнюю стенку и нижнюю стенку. Каждая стенка выполнена из анодированного алюминия толщиной 0,125 дюйма (0,3175 см) марки 6061. Передняя стенка имеет высоту 36 дюймов (91,4 см) и ширину 24 дюйма (61,0 см). Каждая из боковых стенок камеры для контроля имеет высоту 36 дюймов (91,4 см) и ширину 12 дюймов (30,5 см). Каждая из верхней и нижней стенки камеры для контроля имеет ширину 24 дюйма (61,0 см) и длину 12 дюймов (30,5 см). Камера 202 для контроля прикручена болтами (не показано) к наружной поверхности задней стенки 208 вдоль шва 270 (фиг. 8). Каждая из наружной поверхности задней стенки 208 и передней стенки, двух боковых стенок, верхней стенки и нижней стенки камеры 202 для контроля покрыта звукоизоляционным материалом толщиной 0,600 дюйма (1,524 см) с номером по каталогу NYC-600BE, доступным от Small Parts, Inc. Испытательное устройство 200 дополнительно содержит измеритель 220 уровня звука (фиг. 9), например модель 1900, оборудованный комплектом октавных фильтров модели ОВ-100, при этом оба доступны от Quest Technologies, компании, имеющей филиалы в Окономовоке, Висконсин. Измеритель уровня звука поддерживается калибратором модели QC-20 и программным обеспечением ведущего модуля QuestSuite, каждый из которых также доступен от Quest Technologies. Программное обеспечение установлено на персональный компьютер (не показан). Во время работы испытательного устройства измеритель 220 уровня звука находится в штативе измерителя уровня звука 216. Измеритель уровня звука содержит микрофон 221, простирающийся на 4,75 дюймов (12 сантиметров) от него.
Хотя это никоим образом не обязательно, устройство также может содержать приспособления для автоматического деформирования образца во время испытания. Например, устройство может содержать нижний слайд-кронштейн 210 высотой шесть дюймов (15,24 см) модели Series А1500, доступный от Velmex, Inc., который проходит от нижней стенки 205 в испытательную камеру 201, и нижний фиксатор 211, который прикреплен к нижнему слайд-кронштейну 210. Петелька 212 (фиг. 9) необязательно может проходить от верхней стенки 204 в испытательную камеру 201, и необязательный шнур 213 протягивается через петельку 212. Один конец шнура 213 проходит в испытательную камеру 201 и имеет верхний фиксатор 214, прикрепленный к нему. Другой конец шнура 213 проходит в камеру для контроля 202 за счет отверстия для шнура 215, диаметр которого составляет 5/8 дюйма (16 мм). Шнур может быть жгутом премиум-класса, 80-фунтовым пробником Spiderwire® с номером по каталогу SB80G-300, изготовленным Johnson Worldwide Associates (JWA), Inc.
Перед испытанием экземпляра с применением испытательного устройства 200 нужно придерживаться следующих этапов:
1. Откалибровать измеритель 220 уровня звука, следуя инструкциям в руководстве производителя.
2. Поместить микрофон 221 на всю длину в испытательную камеру 201 (он должен выходить за пределы стенки и звукопоглощающего материала примерно на 2,5 дюйма (6,35 см)), установить под углом 90 градусов к боковой стенке 206. Обеспечить возможность измерителю 220 уровня звука находится в состоянии покоя в штативе измерителя уровня звука 216.
3. Запустить измеритель уровня звука согласно инструкции производителя. Он будет улавливать шум окружающей среды внутри полости испытательной камеры 200.
4. Настроить октавный фильтр на 2000 или 4000 Гц и снять показания для каждого испытания, выполненного путем приведения в действие измерителя уровня звука до тех пор, пока испытание не завершено.
После того, как откалибровано испытательное устройство 200 и определен шум окружающей среды, пять (5) экземпляров образца пленки можно затем подвергнуть физической деформации примерно в 15-20 сантиметрах от микрофона внутри испытательного устройства.
Образцы пленки в примерах ниже деформировали вручную следующим образом:
1) разжать доминирующую руку, повернув ладонь кверху;
2) поместить образец пленки в ладонь доминирующей руки;
3) сжать исследуемый экземпляр, слабо зажав в кулаке;
4) быстро разжать руку и высвободить исследуемый экземпляр; и
5) повторить данное еще четыре (4) раза, чтобы количество «смятий» пленки равнялось пяти (5).
Независимо от способа физической деформации, продолжительность испытаний находилась в пределах от 1 до 2 секунд. Все испытания предполагают приведение в действие измерителя уровня звука, выполнение соответствующих манипуляций с продуктом, а затем остановку измерителя уровня звука. Во время испытания допускалось, чтобы дверца камеры оставалась открытой для размещения рычагов и захватных устройств прибора для испытания, а также движений, осуществляемых согласно протоколам манипуляций с продуктом. Шум окружающей среды снаружи устройства был тихим и был таким же во время калибровки (включая измерение уровня шума окружающей среды) и исследования образца.
КОНТРОЛЬ 1
Слой пленки получали из Dowlex™ EG 2244G с применением одношнекового экструдера HAAKE Rheomex® 252р и 6-дюймовой щелевой головки для отлива пленки. Dowlex™ EG2244G является линейным полиэтиленом низкой плотности, имеющим индекс текучести расплава 1,0 г/10 минут при 190°С (Dow Chemical). Шнек имел диаметр 19,05 мм и отношение L/D, составляющее 25 (L представляет собой длину шнека). Охлаждающий валец применяли для охлаждения и выравнивания полимера по мере того, как он выходил из головки для отлива пленки. Скорость шнека поддерживали в пределах 60 об./мин. для получения конечной толщины 25,4 микрометра. В четырех зонах с контролируемыми температурами от первой зоны подогрева до держателя мундштука экструзионной головки температуру соответственно устанавливали на уровне 180°С, 180°С, 180°С и 180°С. Крутящий момент на экструдере составлял 24 Н-м, и давление в районе головки составляло 520 фунтов/кв. дюйм.
КОНТРОЛЬ 2
Слой пленки получали, как описано в контроле 1, за исключением того, что конечная толщина составляла 12,7 микрометров, а скорость шнека составляла приблизительно 30 об./мин.
КОНТРОЛЬ 3
Слой пленки получали из DPDA-3320 N7 с применением одношнекового экструдера HAAKE Rheomex® 252р и 6-дюймовой щелевой головки для отлива пленки. DPDA-3320 N7 является полиэтиленом высокой плотности, имеющим индекс текучести расплава 2,0 г/10 минут при 190°С (Dow Chemical). Шнек имел диаметр 19,05 мм и отношение L/D, составляющее 25 (L представляет собой длину шнека). Охлаждающий валец применяли для охлаждения и выравнивания полимера по мере того, как он выходил из головки для отлива пленки. Скорость шнека поддерживали в пределах 40 об./мин. для получения конечной толщины 12,7 микрометров. В четырех зонах с контролируемыми температурами от первой зоны подогрева до держателя мундштука экструзионной головки температуру соответственно устанавливали на уровне 170°С, 180°С, 185°С и 190°С. Крутящий момент на экструдере составлял 20 Н-м, и давление в районе головки составляло 493 фунта/кв. дюйм.
КОНТРОЛЬ 4
Слой пленки получали из 80% Dowlex™ EG 2244G, как описано в контроле 1, и 20%) DPDA-3320 N7 с применением одношнекового экструдера HAAKE Rheomex® 252р и 6-дюймовой щелевой головки для отлива пленки. Шнек имел диаметр 19,05 мм и отношение L/D, составляющее 25 (L представляет собой длину шнека). Охлаждающий валец применяли для охлаждения и выравнивания полимера по мере того, как он выходил из головки для отлива пленки. Скорость шнека поддерживали в пределах 40 об./мин. для получения конечной толщины 12,7 микрометров. В четырех зонах с контролируемыми температурами от первой зоны подогрева до держателя мундштука экструзионной головки температуру соответственно устанавливали на уровне 170°С, 180°С, 185°С и 190°С. Крутящий момент на экструдере составлял 15 Н-м, и давление в районе головки составляло 638 фунтов/кв. дюйм.
ПРИМЕР 1
Слой пленки получали из смеси, содержащей 90 вес. % первой маточной смеси и 10 вес. % второй маточной смеси. Первую маточную смесь получали путем сухого смешивания 80 вес. % Dowlex™ 2244G (LLDPE) и 20 вес. % DPDA-3320 N7 (HDPE) и вторую маточную смесь получали путем сухого смешивания 80 вес. % NanoMax™ LDPE (Nanocor, Inc.) и 20 вес. % NanoMax™ HDPE (Nanocor, Inc.). NanMax™ LDPE содержал 50 вес. % наноглины Nanomer™ (поверхностно-модифицированного четвертичным аммонием монтмориллонита), 30 вес. % LDPE и 20 вес. % привитого малеиновым ангидридом LDPE. NanoMax™ HDPE содержал 50 вес. % наноглины Nanomer™ и 30 вес. % HDPE и привитого малеиновым ангидридом HDPE. Материалы подавали с помощью двух весовых дозаторов K-Tron и смешивали вместе в расплаве с применением двухшнекового экструдера с вращающимися в одном направлении шнеками Werner & Pfleiderer (W&P) ZSK-30. У экструдера имелось 14 цилиндров для обработки и 13 нагреваемых цилиндров. Три цилиндра являлись открытыми цилиндрами. Наружные диаметры шнеков составляли 30 мм, а внутренние диаметры шнеков составляли 21,3 мм. Длины шнеков составляли 1328 мм, а общая длина секции обработки составляла 1338 мм. В зонах температура обработки составляла соответственно 171°С, 181°С, 188°С, 190°С, 191°С, 195°С и 200°С. Температура плавления составляла приблизительно 224°С, а давление составляло приблизительно 260-290 фунтов/кв. дюйм. Скорость смешения в двухшнековом экструдере устанавливали на уровне 250 об./мин.
После получения смесей их формовали в слой пленки с применением одношнекового экструдера HAAKE, как описано в контроле 1. Скорость шнека поддерживали в пределах 35 об./мин. для получения конечной толщины 12,7 микрометра. В четырех зонах с контролируемыми температурами от первой зоны подогрева до держателя мундштука экструзионной головки температуру соответственно устанавливали на уровне 190°С, 200°С, 200°С и 200°С. Крутящий момент на экструдере составлял 12 Н-м, и давление в районе головки составляло 406 фунтов/кв. дюйм.
ПРИМЕР 2
Слой пленки получали из смеси, содержащей 90 вес. % первой маточной смеси и 10 вес. % второй маточной смеси. Первую маточную смесь получали путем сухого смешивания 60 вес. % Dowlex™ 2244G (LLDPE) и 40 вес. % DPDA-3320 N7 (HDPE) и вторую маточную смесь получали путем сухого смешивания 60 вес. % NanoMax™ LDPE и 40 вес. % NanoMax™ HDPE. Материалы подавали с помощью двух весовых дозаторов K-Tron и смешивали вместе в расплаве с применением двухшнекового экструдера с вращающимися в одном направлении шнеками Werner & Pfleiderer (W&P) ZSK-30, как описано в примере 1. В зонах температура обработки составляла соответственно 166°С, 183°С, 191°С, 190°С, 191°С, 195°С и 201°С. Температура плавления составляла приблизительно 227°С, а давление составляло приблизительно 220-340 фунтов/кв. дюйм. Скорость смешения в двухшнековом экструдере устанавливали на уровне 250 об./мин. После получения смесей их формовали в слой пленки с применением одношнекового экструдера HAAKE, как описано в контроле 1. Скорость шнека поддерживали в пределах 33 об./мин. для получения конечной толщины 12,7 микрометра. В четырех зонах с контролируемыми температурами от первой зоны подогрева до держателя мундштука экструзионной головки температуру соответственно устанавливали на уровне 190°С, 200°С, 200°С и 200°С. Крутящий момент на экструдере составлял 14 Н-м, и давление в районе головки составляло 406 фунтов/кв. дюйм.
ПРИМЕР 3
Слой пленки получали из смеси, содержащей 90 вес. % первой маточной смеси и 10 вес. % второй маточной смеси. Первую маточную смесь получали путем сухого смешивания 40 вес. % Dowlex™ 2244G (LLDPE) и 60 вес. % DPDA-3320 N7 (HDPE) и вторую маточную смесь получали путем сухого смешивания 40 вес. % NanoMax™ LDPE и 60 вес. % NanoMax™ HDPE. Материалы подавали с помощью двух весовых дозаторов K-Tron и смешивали вместе в расплаве с применением двухшнекового экструдера с вращающимися в одном направлении шнеками Werner & Pfleiderer (W&P) ZSK-30, как описано в примере 1. В зонах температура обработки составляла соответственно 169°С, 177°С, 191°С, 191°С, 190°С, 195°С и 200°С. Температура плавления составляла приблизительно 225°С, а давление составляло приблизительно 280-320 фунтов/кв. дюйм. Скорость смешения в двухшнековом экструдере устанавливали на уровне 250 об./мин. После получения смесей их формовали в слой пленки с применением одношнекового экструдера HAAKE, как описано в контроле 1. Скорость шнека поддерживали в пределах 35 об./мин. для получения конечной толщины 12,7 микрометра. В четырех зонах с контролируемыми температурами от первой зоны подогрева до держателя мундштука экструзионной головки температуру соответственно устанавливали на уровне 190°С, 200°С, 200°С и 200°С. Крутящий момент на экструдере составлял 16 Н-м, и давление в районе головки составляло 435 фунтов/кв. дюйм.
ПРИМЕР 4
Слой пленки получали из смеси, содержащей 90 вес. % первой маточной смеси и 10 вес. % второй маточной смеси. Первую маточную смесь получали путем сухого смешивания 20 вес. % Dowlex™ 2244G (LLDPE) и 80 вес. % DPDA-3320 N7 (HDPE) и вторую маточную смесь получали путем сухого смешивания 20 вес. % NanoMax™ LDPE и 80 вес. % NanoMax™ HDPE. Материалы подавали с помощью двух весовых дозаторов K-Tron и смешивали вместе в расплаве с применением двухшнекового экструдера с вращающимися в одном направлении шнеками Werner & Pfleiderer (W&P) ZSK-30, как описано в примере 1. В зонах температура обработки составляла соответственно 170°С, 180°С, 190°С, 191°С, 190°С, 195°С и 200°С. Температура плавления составляла приблизительно 226°С, а давление составляло приблизительно 280-320 фунтов/кв. дюйм. Скорость смешения в двухшнековом экструдере устанавливали на уровне 250 об./мин. После получения смесей их формовали в слой пленки с применением одношнекового экструдера HAAKE, как описано в контроле 1. Скорость шнека поддерживали в пределах 35 об./мин. для получения конечной толщины 12,7 микрометра. В четырех зонах с контролируемыми температурами от первой зоны подогрева до держателя мундштука экструзионной головки температуру соответственно устанавливали на уровне 190°С, 200°С, 200°С и 200°С. Крутящий момент на экструдере составлял 16 Н-м, и давление в районе головки составляло 420 фунтов/кв. дюйм.
Слои пленки из примеров 1-4 затем кондиционировали всю ночь при 23±2°С и 50±5% RH и подвергали механическому испытанию, как описано выше. Результаты изложены ниже в таблице 1.
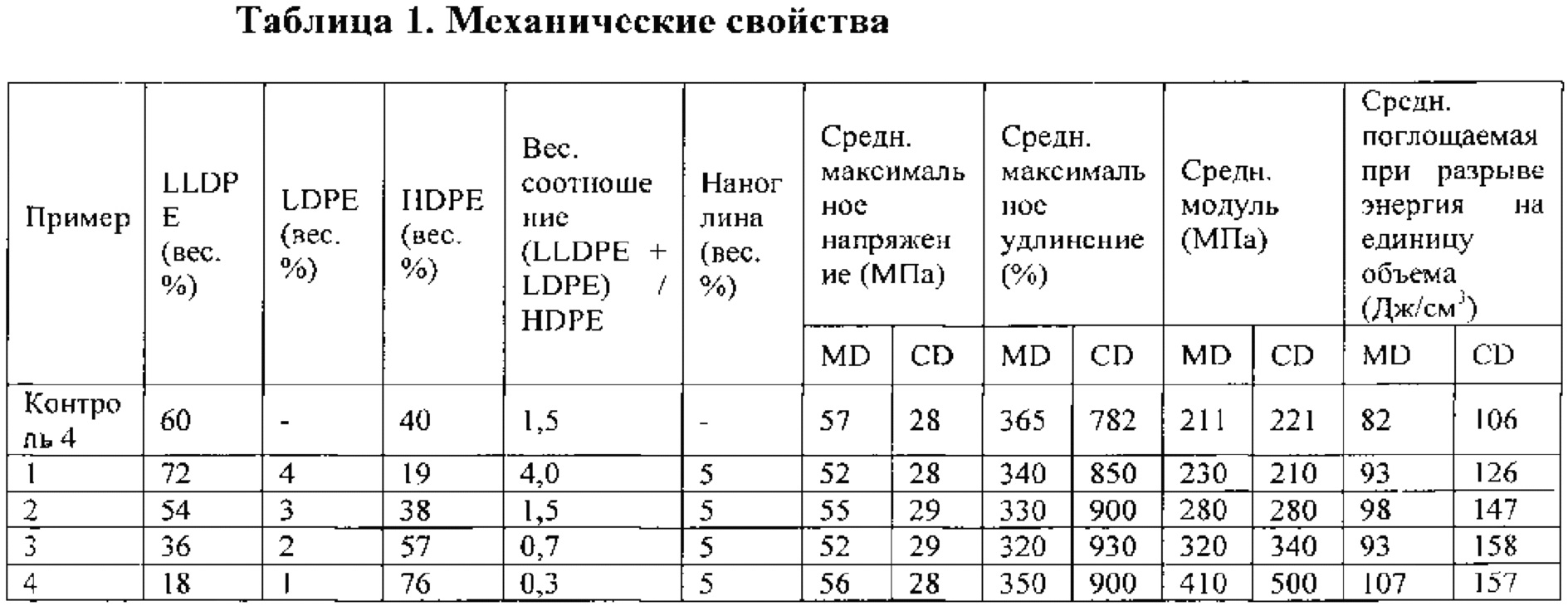
Как указано, механические свойства (например, модуль) обычно улучшаются с введением наноглины.
ПРИМЕР 5
Слои пленки формовали из смесей, содержащих различные процентные доли LLDPE (Dowlex™ EG 2244G) и маточной смеси на основе наноглины (Nanocor™, доступна от Nanocor, Inc.), как отображено ниже в таблице 2. Маточная смесь на основе наноглины содержала 50 вес. % наноглины Nanomer™ (поверхностно-модифицированного четвертичным аммонием монтмориллонита), и 30 вес. % полиэтилена низкой плотности, и 20 вес. % полиэтилена, привитого малеиновым ангидридом. Смеси получали с применением двухшнекового экструдера с вращающимися в одном направлении шнеками Werner & Pfleiderer (W&P) ZSK-30. У экструдера имелось 14 цилиндров для обработки и 13 нагреваемых цилиндров. Три цилиндра являлись открытыми цилиндрами. Наружные диаметры шнеков составляли 30 мм, а внутренние диаметры шнеков составляли 21,3 мм. Длины шнеков составляли 1328 мм, а общая длина секции обработки составляла 1338 мм. В зонах температура обработки соответственно составляла 170°С, 180°С, 190°С, 190°С, 190°С, 190°С и 180°С. Температура плавления составляла приблизительно 202°С, а давление составляло приблизительно 60-80 фунтов/кв. дюйм. Скорость смешения в двухшнековом экструдере устанавливали на уровне 250 об./мин.
После получения смесей их формовали в слой пленки, имеющий конечную толщину 28 микрометров, с применением одношнекового экструдера HAAKE, как описано в контроле 1. Полученные в результате образцы затем кондиционировали всю ночь при 23±2°С и 50±5% RH и подвергали механическому испытанию, как описано выше. Результаты изложены ниже в таблице 2.

Как указано, механические свойства (например, максимальное удлинение) обычно улучшаются с введением наноглины. В продольном направлении (MD) более высокое количество наноглины приводило к немного более низкому растяжению при разрыве и более высокому модулю упругости из-за жесткой природы наноглины, но удлинение в МС и CD все еще оставались выше, чем у контрольной пленки без наноглины, несмотря на то, что максимальное напряжение было примерно таким же.
Пленку из примера 5 (10 вес. % маточной смеси на основе наноглины) также анализировали с применением рентгенодифракционного анализа и трансмиссионной электронной микроскопии. Результаты показаны на фигурах 2-3. Как показано на фиг. 2, только под углом приблизительно 7° наблюдали небольшой пик, что указывает на то, что лишь небольшая доля наноглины осталась неэксфолиированной или недиспергированной. Об этом дополнительно свидетельствуют трансмиссионные электронные микрофотографии, показанные на фиг. 3. А именно, на фиг. 3(a) показано, что наноглина была хорошо диспергирована в пленке, а на фиг. 3(b) показано, что наноглина была эксфолиирована в отдельные пластинки (фиг. 3(b)) и диспергирована в ориентации. Также на пленке были видны небольшие скопления наноглины, как указано с помощью кругов.
Динамическое реологическое испытание также проводили на контроле 1 и образцах, содержащих 4 вес. %, 10 вес. % и 16 вес. % маточной смеси на основе наноглины. Результаты показаны на фигурах 4-6. В концевой (низкочастотной) зоне расплав чистого LLDPE демонстрировал динамические характеристики подобно обычной жидкости - зависимость логарифма динамического модуля упругости (С) от логарифма частоты  была продемонстрирована сглаженной линейной зависимостью (нижняя кривая на фиг. 4). Остальные пленки, содержащие маточную смесь на основе наноглины, не только характеризовались значительно большими величинами G' и комплексной вязкости (η*), чем чистый LLDPE, но также демонстрировали существенно отличающиеся концевые динамические характеристики. Независимо от частоты, G' монотонно возрастал с увеличением содержания наноглины в смесях (фиг. 4). Вязкоупругая характеристика смесей изменялась в основном при низких частотах, где G' проявлял слабую зависимость от частоты (фиг. 4). Небольшой угол наклона кривой log(G') от
была продемонстрирована сглаженной линейной зависимостью (нижняя кривая на фиг. 4). Остальные пленки, содержащие маточную смесь на основе наноглины, не только характеризовались значительно большими величинами G' и комплексной вязкости (η*), чем чистый LLDPE, но также демонстрировали существенно отличающиеся концевые динамические характеристики. Независимо от частоты, G' монотонно возрастал с увеличением содержания наноглины в смесях (фиг. 4). Вязкоупругая характеристика смесей изменялась в основном при низких частотах, где G' проявлял слабую зависимость от частоты (фиг. 4). Небольшой угол наклона кривой log(G') от  пленок, содержащих 10 вес. % маточной смеси на основе наноглины (обозначено как «90/10») и 16 вес. % маточной смеси (обозначено как «84/16»), указывает на характерные, подобные псевдотвердому телу динамические характеристики расплава. Такой результат указывает на взаимосвязанную сетчатую структуру анизометрического наполнителя - в системе образовалась характерная для твердого тела структура или гелеобразная структура. Из фиг. 4 видно, что уменьшение угла наклона кривой log(G') от относительно чистого полимера становится заметным при 10% маточной смеси на основе наноглины («90/10»), указывая на критическое содержание наноглины для порога перколяции.
пленок, содержащих 10 вес. % маточной смеси на основе наноглины (обозначено как «90/10») и 16 вес. % маточной смеси (обозначено как «84/16»), указывает на характерные, подобные псевдотвердому телу динамические характеристики расплава. Такой результат указывает на взаимосвязанную сетчатую структуру анизометрического наполнителя - в системе образовалась характерная для твердого тела структура или гелеобразная структура. Из фиг. 4 видно, что уменьшение угла наклона кривой log(G') от относительно чистого полимера становится заметным при 10% маточной смеси на основе наноглины («90/10»), указывая на критическое содержание наноглины для порога перколяции.
С другой стороны, в концевой зоне графики зависимости log(η*) от изменялись от ньютоновского (первичного) плато (нижняя кривая на фиг. 5) для чистого LLDPE до отчетливых псевдопластичных динамических характеристик смесей, обеспечивая еще одно подтверждение упругих динамических характеристик из-за сетчатой структуры наноглины, как у твердого тела. Дополнительным подтверждением образования подобной псевдотвердому телу сетки подверженных перколяции нитей также отмечено на фиг. 6, где сравниваются различные варианты зависимости динамического модуля упругости(G') и модуля потерь (G'') смешанных пленок от  . Нанопленки с низким содержанием наноглины (например, 4 вес. % наноглины, «96/4») демонстрировали более низкие значения G', чем G'' во всем диапазоне частот. Однако, при наращивании сетчатой структуры, в концевой зоне G' превышает G'' из-за динамических характеристик подобных псевдотвердому телу. При более высоких частотах было отмечено пересечение G' и G'', которое, вероятно, связано с распадом сетчатой структуры при высоких скоростях сдвига. Закономерно, что пересечение G' и G'' наблюдали для всех тех нанопленок, у которых значения содержания наноглины равнялись или были больше 10%. Следует отметить, что точка пересечения смещалась в сторону более высокой частоты при большем содержании наноглины в смесях, как указано с помощью синих стрелок на фиг. 6.
. Нанопленки с низким содержанием наноглины (например, 4 вес. % наноглины, «96/4») демонстрировали более низкие значения G', чем G'' во всем диапазоне частот. Однако, при наращивании сетчатой структуры, в концевой зоне G' превышает G'' из-за динамических характеристик подобных псевдотвердому телу. При более высоких частотах было отмечено пересечение G' и G'', которое, вероятно, связано с распадом сетчатой структуры при высоких скоростях сдвига. Закономерно, что пересечение G' и G'' наблюдали для всех тех нанопленок, у которых значения содержания наноглины равнялись или были больше 10%. Следует отметить, что точка пересечения смещалась в сторону более высокой частоты при большем содержании наноглины в смесях, как указано с помощью синих стрелок на фиг. 6.
ПРИМЕР 6
Слои пленки получали, как описано в примере 5, за исключением того, что конечная толщина составляла 12,7 микрометров. Результаты изложены ниже в таблице 3.
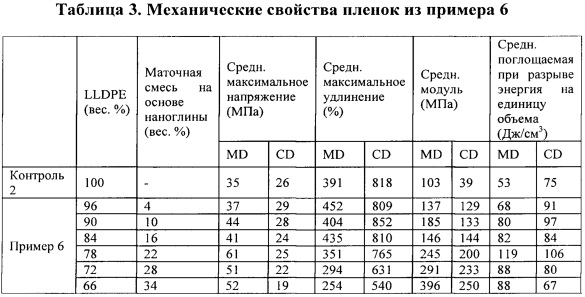
Как указано, механические свойства (например, максимальное удлинение) обычно улучшаются с введением наноглины. В продольном направлении (MD) более высокое количество наноглины приводило к немного более низкому растяжению при разрыве и более высокому модулю упругости из-за жесткой природы наноглины, несмотря на то, что максимальное напряжение было примерно таким же.
ПРИМЕР 7
Слои пленки получали из смеси, содержащей 96 вес. % Dowlex™ EG 2244G и 4 вес. % маточной смеси Nanocor™. Смесь получали с применением двухшнекового экструдера с вращающимися в одном направлении шнеками Werner & Pfleiderer (W&P) ZSK-30, как описано в примере 5, за исключением того, что скорость шнеков составляла 150 об./мин. Смесь формовали в пленку, имеющую конечную толщину 27,94 микрометров и 12,7 микрометров с применением одношнекового экструдера HAAKE, как описано в контролях 1 и 2. Полученные в результате образцы затем кондиционировали всю ночь при 23±2°С и 50±5% RH и подвергали механическому испытанию, как описано выше. Результаты изложены ниже в таблице 4.

ПРИМЕР 8
Слой пленки получали из смеси, содержащей 93 вес. % Dowlex™ EG 2244G, 5 вес. % Nanomer™ 1.44Р (поверхностно-модифицированного четвертичным аммонием монтмориллонита) и 2 вес. % Fusabond® МВ-528D, который представляет собой привитой сополимер полиэтилена и малеинового ангидрида, доступного от DuPont. Слой пленки получали на одношнековом экструдере HAAKE. Шнек имел диаметр 19,05 мм и отношение L/D, составляющее 25 (L представляет собой длину шнека). Охлаждающий валец применяли для охлаждения и выравнивания полимера по мере того, как он выходил из головки для отлива пленки. Скорость шнека поддерживали в пределах 20 об./мин. В четырех зонах с контролируемыми температурами от первой зоны подогрева до держателя мундштука экструзионной головки температуру соответственно устанавливали на уровне 180°С, 180°С, 180°С и 190°С. Давление головки составляло 19 бар, и крутящий момент составлял 7 Н-м.
ПРИМЕРЫ 9-15
Различные пленки получали из пленки примера 8 и одного или более дополнительных слоев пленки. Дополнительные слои пленки получали на одношнековом экструдере HAAKE с применением материалов и условий, приведенных ниже:
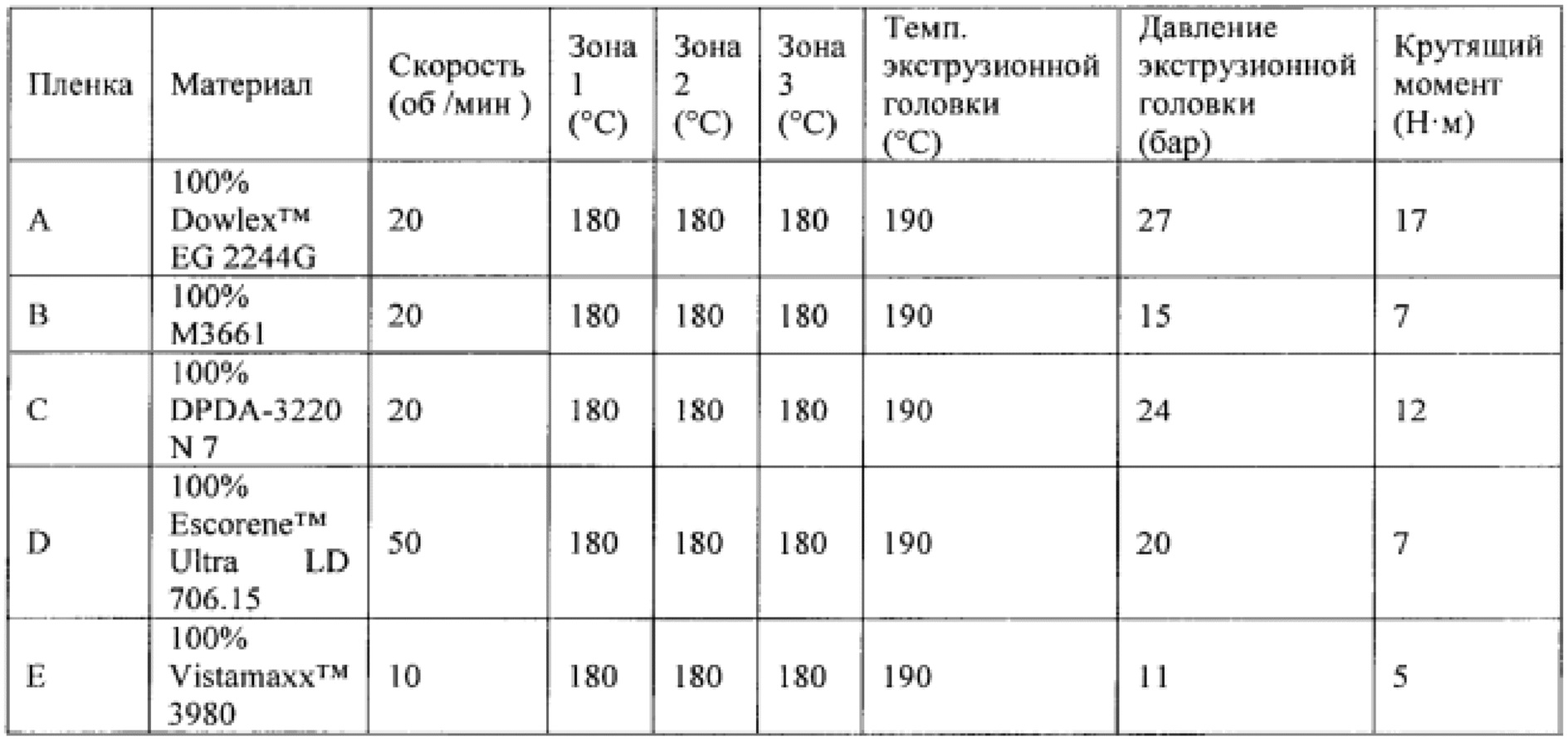
М3661 представляет собой полипропилен, доступный от Total Petrochemicals USA (Хьюстон, Техас). DPDA-3220 N 7 представляет собой полиэтилен высокой плотности с текучестью расплава 2,0 г/10 минут при 190°С, доступный от Dow Chemical Company (Мидленд, Мичиган). Escorene™ Ultra LD 706.15 представляет собой этиленвинилацетат («EVA»), доступный от ExxonMobil (Хьюстон, Техас). Vistamaxx™ 3980 представляет собой эластомер на основе пропилена, доступный от ExxonMobil (Хьюстон, Техас).
Пленки формовали с применением 15-тонного гидравлического пресса от Carver. Пресс имел две плиты, установленные на 205°F. Время выдержки составляло 2 минуты под приложенной силой 13000 фунтов. Пленки имели следующие конфигурации:
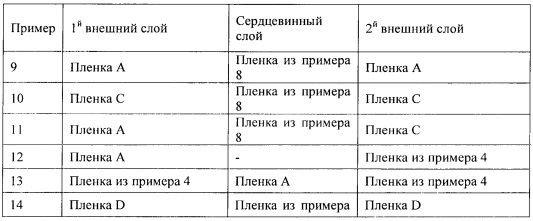

После формовки пленки кондиционировали при 75°F, при относительной влажности 50%. После кондиционирования в течение 24 часов, пленки извлекали из системы кондиционирования и подвергали механическому испытанию, как описано выше. Результаты изложены ниже в таблице 5.
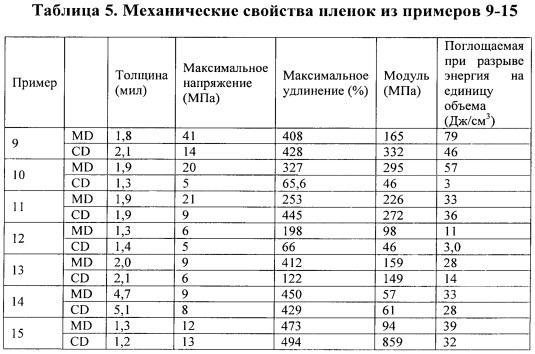
ПРИМЕР 16
Слой пленки получали из смеси, содержащей 90 вес. % Dowlex™ EG 2244G и 10 вес. % маточной смеси на основе наноглины. Маточная смесь на основе наноглины содержала смесь из 50 вес. % Clayton™ HY, 30 вес. % Dowlex EG2244G и 20 вес. % Fusabond® MB-528D. Clayton™ HY является порошком органоглины, обработанным раствором четвертичного аммония, и доступен от BYK Additives, Inc. (Гонзалес, Техас). Маточную смесь на основе наноглины получали на двухшнековом микроэкструдере с вращающимися в одном направлении шнеками Thermo Prism USALab16 (Thermo Electron Corporation; Стоун, Англия), имеющими отношение L/D 40:1. Компоненты LLDPE и Fusabond® подавали через устройства подачи гранул, а порошок органоглины Clayton™ HY подавали с применением устройства подачи порошка. Температуры обработки на протяжении 10 зон экструдера составляли соответственно 170°С, 180°С, 185°С, 180°С, 185°С, 185°С, 185°С, 185°С, 185°С и 180°С. Давление расплава составляло приблизительно 30 фунтов/кв. дюйм, а скорость смешения составляла 100 об./мин. Вслед за этим из LLDPE и маточной смеси на основе наноглины составляли смесь на двухшнековом экструдере ZSK-30, как описано в примере 5. Затем из полученной в результате смеси изготавливали слой пленки с применением одношнекового экструдера HAAKE, как описано в контроле 1.
ПРИМЕР 17
Слой пленки получали, как описано в примере 16, за исключением того, что вместо Clayton™ HY применяли наноглину Cloisite™ 15А.
ПРИМЕР 18
Слой пленки получали, как описано в примере 16, за исключением того, что вместо Clayton™ HY применяли наноглину Cloisite™ 30В.
ПРИМЕР 19
Слой пленки получали, как описано в примере 16, за исключением того, что вместо Clayton™ HY применяли наноглину Cloisite™ 93А.
ПРИМЕР 20
Слой пленки получали, как описано в примере 16, за исключением того, что вместо Clayton™ HY применяли наноглину Cloisite™ Na+.
Эти пленки кондиционировали при 75°F, при относительной влажности 50%. После кондиционирования в течение 24 часов, пленки извлекали из системы кондиционирования и подвергали механическому испытанию, как описано выше. Результаты изложены ниже в таблице 6.
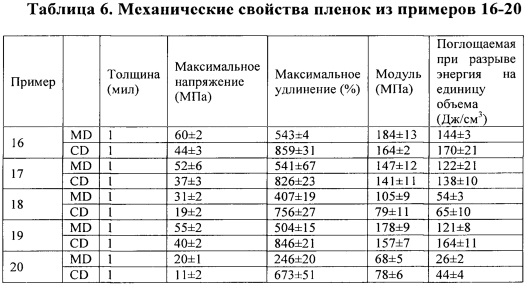
ПРИМЕР 21
Слой пленки получали, как описано в примере 16, за исключением того, что конечная толщина составляла 12,7 микрометров, а скорость шнека составляла приблизительно 30 об./мин.
ПРИМЕР 22
Слой пленки получали, как описано в примере 17, за исключением того, что конечная толщина составляла 12,7 микрометров, а скорость шнека составляла приблизительно 30 об./мин.
ПРИМЕР 23
Слой пленки получали, как описано в примере 18, за исключением того, что конечная толщина составляла 12,7 микрометров, а скорость шнека составляла приблизительно 30 об./мин.
ПРИМЕР 24
Слой пленки получали, как описано в примере 19, за исключением того, что конечная толщина составляла 12,7 микрометров, а скорость шнека составляла приблизительно 30 об./мин.
ПРИМЕР 25
Слой пленки получали, как описано в примере 20, за исключением того, что конечная толщина составляла 12,7 микрометров, а скорость шнека составляла приблизительно 30 об./мин.
Эти пленки кондиционировали при 75°F, при относительной влажности 50%. После кондиционирования в течение 24 часов, пленки извлекали из системы кондиционирования и подвергали механическому испытанию, как описано выше. Результаты изложены ниже в таблице 7.
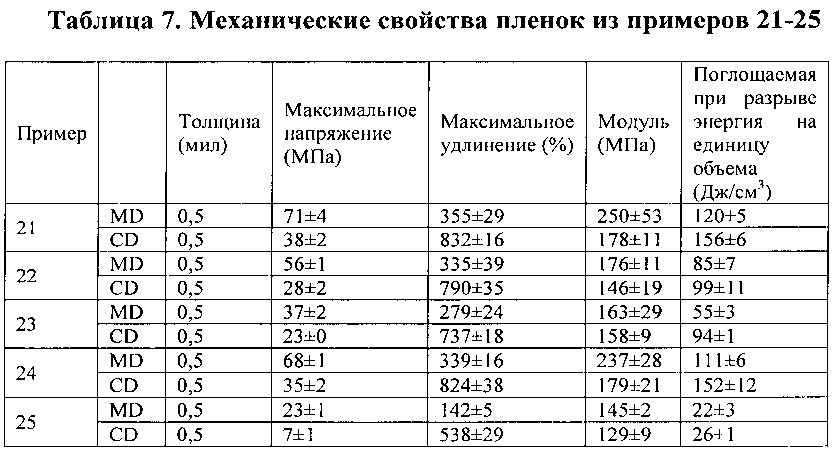
КОНТРОЛЬ 5
Проводили испытание коммерческой пленки, которая изготовлена Quanxing Plastics, Inc. Пленка имела базовый вес 18 грамм на квадратный метр, и ее подвергали плоскощелевой экструзии из смеси, содержащей от 35 до 45 вес. % полиэтилена высокой плотности (HDPE 5070), от 20 до 30 вес. % полиэтилена низкой плотности (LDPE LD100AC), от 25 до 35 вес. % линейного полиэтилена низкой плотности (LLDPE 7050) и от 5 до 10 вес. % маточной смеси на основе диоксида титана (1605Н). На поверхности пленки формировали микротисненый рисунок, имеющий глубину от 1 до 5 микрометров.
ПРИМЕР 26
Пленку получали из смеси, содержащей 93,5 вес. % маточной смеси на основе полиэтилена, 4,5 вес. % Clayton™ HY и 2 вес. % Fusabond® Е-528, который представляет собой привитой сополимер полиэтилена и малеинового ангидрида, доступного от DuPont. Маточная смесь на основе полиэтилена содержала от 35 до 45 вес. % полиэтилена высокой плотности (HDPE 5070), от 20 до 30 вес. % полиэтилена низкой плотности (LDPE LD100AC), от 25 до 35 вес. % линейного полиэтилена низкой плотности (LLDPE 7050) и от 5 до 10 вес. % маточной смеси на основе диоксида титана (1605Н). Clayton™ HY является порошком органоглины, обработанным раствором четвертичного аммония, и доступен от BYK Additives, Inc. (Гонзалес, Техас). Смесь получали с использованием двухшнекового экструдера с вращающимися в одном направлении шнеками, доступного от Entek®. У экструдера имелось 14 цилиндров для обработки и 13 нагреваемых цилиндров. Три цилиндра являлись открытыми цилиндрами. Наружный диаметр шнеков составлял 53 мм. Температуру обработки на протяжении экструдера устанавливали на уровне 175°С, а скорость смешения в двухшнековом экструдере устанавливали на уровне 700 об./мин. Полученные в результате полоски охлаждали в водяной бане с длиной в общей сложности 15 футов. Затем охлажденную полоску гранулировали и собирали для последующей обработки пленки.
Затем из полученной в результате смеси изготавливали пленку с использованием одношнекового экструдера. У экструдера имелось 8 цилиндров для обработки, при этом 7 нагреваемых цилиндров с температурами в диапазоне 175-210°С. Скорость шнека регулировали от 66,5 до 68,6 об./мин. в зависимости от необходимой толщины пленки. Соответствующую скорость производственной линии регулировали от 85 до 90 метров в минуту. Полученная в результате пленка имела базовый вес 13,5 грамм на квадратный метр. На поверхности пленки формировали микротисненый рисунок, имеющий глубину от 1 до 5 микрометров.
ПРИМЕР 27
Пленку получали, как описано в примере 26, за исключением того, что на поверхности формировали глубокий рисунок тиснения, имеющий глубину от 5 до 15 микрометров.
Затем пленки из контроля 5, примера 26 и примера 27 исследовали на уровень шума, как описано в данном документе. Исследуемые пленки были прямоугольными и размером 13,5 сантиметров на 28,0 сантиметров. Результаты показаны в таблице 8 ниже.
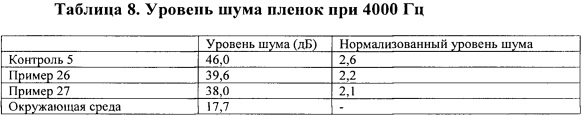
Как указано выше, пленка из примеров 26 и 27 показала существенное снижение уровня шума по сравнению с контрольным образцом.
ПРИМЕР 28
Пленку, получаемую экструзией с раздувкой, получали из смеси, содержащей 84,5 вес. % Dowlex™ EG 2047G, 4,5 вес. % Clayton™ HY, 2,0 вес. % Fusabond® Е-528 и 9,0 вес. % Ampacet® 110313 (добавка для придания цвета, Ampacet Corporation). Смесь получали с использованием двухшнекового экструдера с вращающимися в одном направлении шнеками. У экструдера имелось 14 цилиндров для обработки и 13 нагреваемых цилиндров длиной 210 мм. Наружный диаметр шнеков составлял 53 мм. Температуру обработки на протяжении экструдера устанавливали на уровне 180°С, а скорость смешения в двухшнековом экструдере устанавливали на уровне 750 об./мин. Полиэтилен подавали через одно устройство подачи гранул, добавки Fusabond® с Ampacet® подавали через другое устройство подачи гранул, а наноглину подавали через горлышко устройства подачи порошка. Пленку получали на одношнековом экструдере с помощью экструзионной головки, позволяющей получать однослойную пленку экструзией с раздувкой. Скорость производственной линии составляла 175 фунтов в час, а толщину пленок регулировали так, чтобы она составляла 1,5 мил. Температуру плавления регулировали в диапазоне 175-185°С.
Определили, что скорость пропускания кислорода пленкой составляла 277 см3/дюйм2*24 часа. Также получали контрольный образец, содержащий лишь 95 вес. % Dowlex™ 2047G с 5 вес. % Ampacet®. Определили, что скорость пропускания кислорода контрольным образцом пленки составляла 392 см3/дюйм2*24 часа.
Несмотря на то, что настоящее изобретение было подробно описано относительно его конкретных вариантов осуществления, следует понимать, что специалисты в данной области, при достижении понимания вышеизложенного, смогут легко понять альтернативы, вариации и эквиваленты в отношении этих вариантов осуществления. Соответственно, объем настоящего изобретения следует определять как объем прилагаемой формулы изобретения и любых ее эквивалентов.
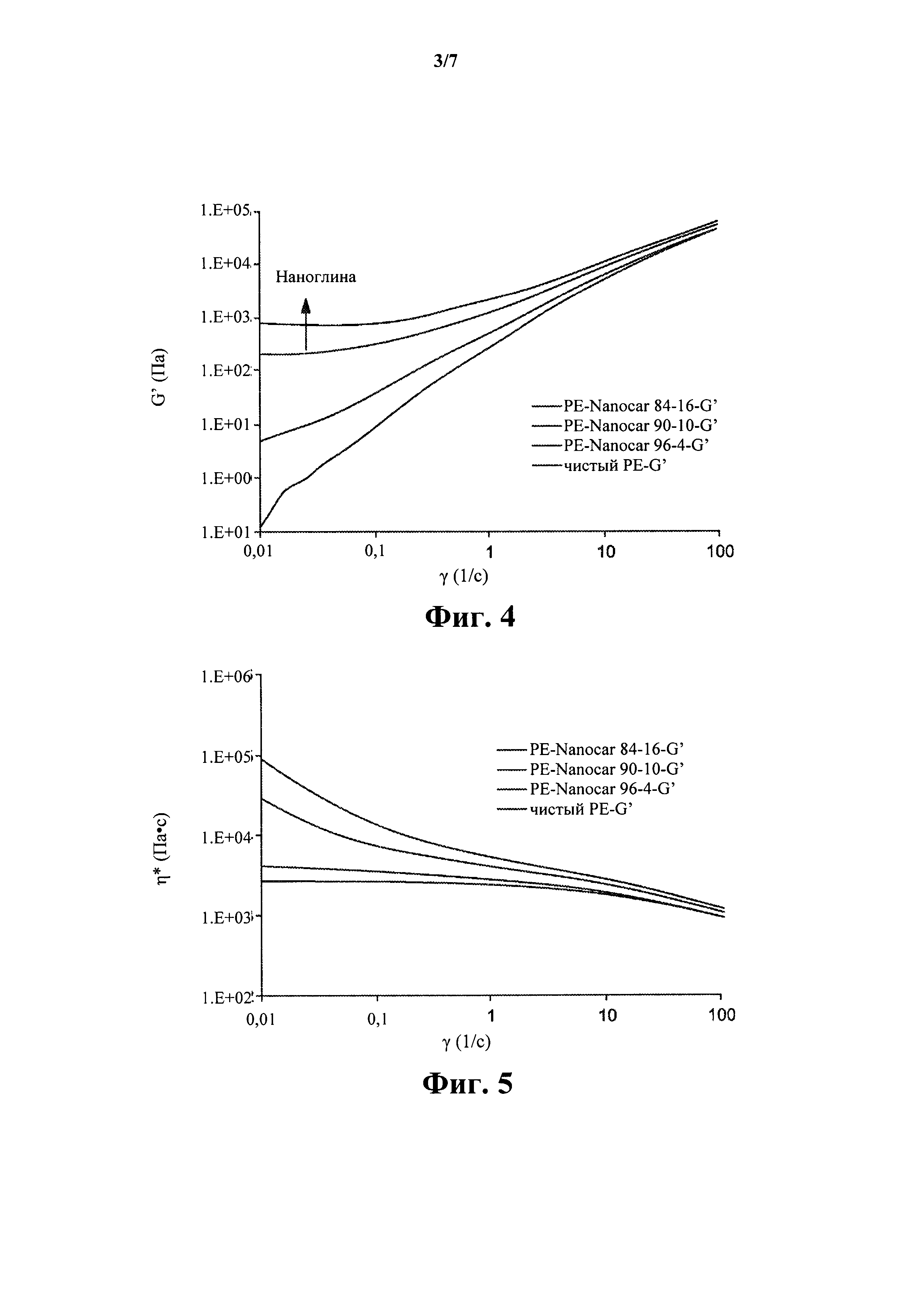
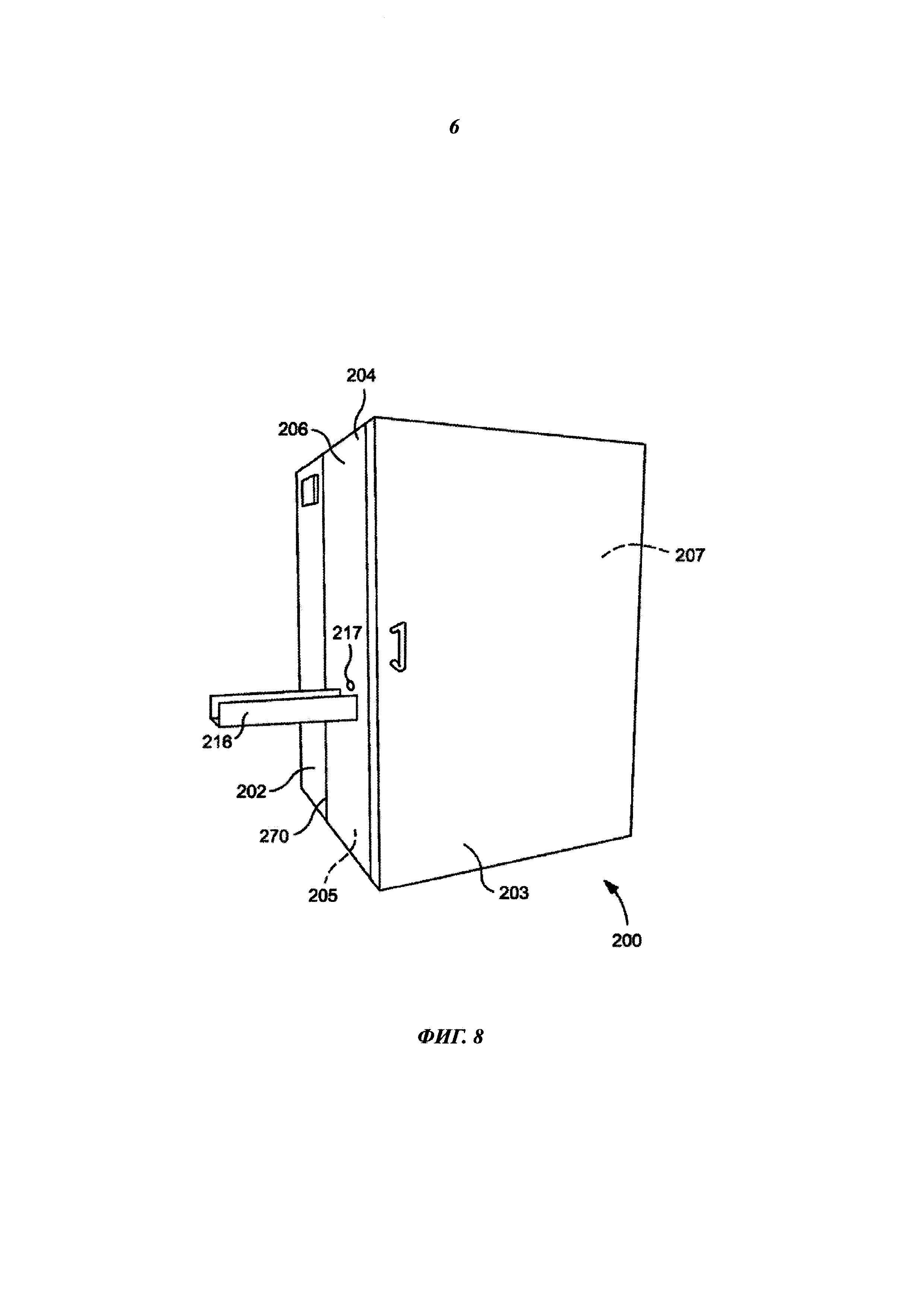
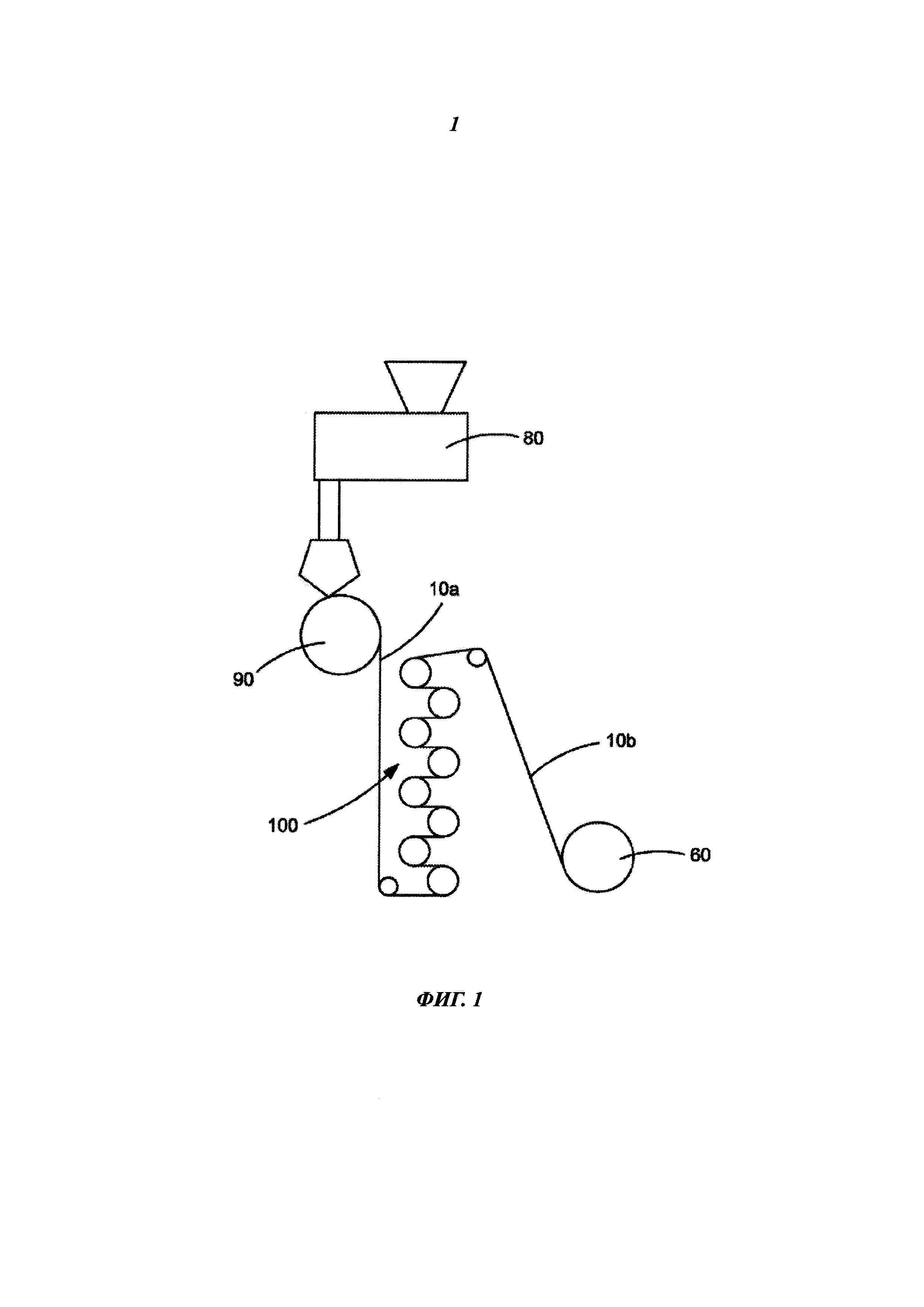
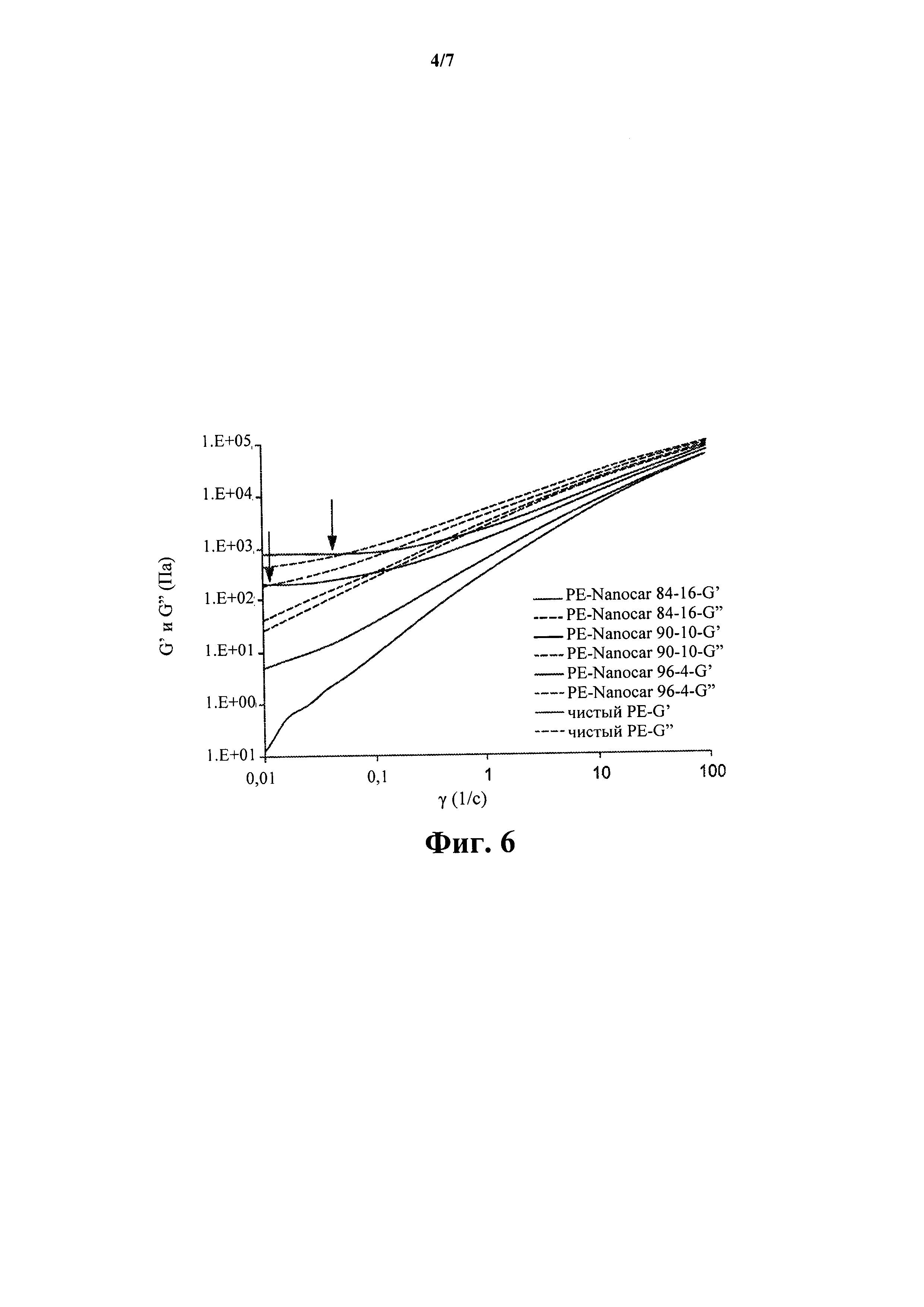
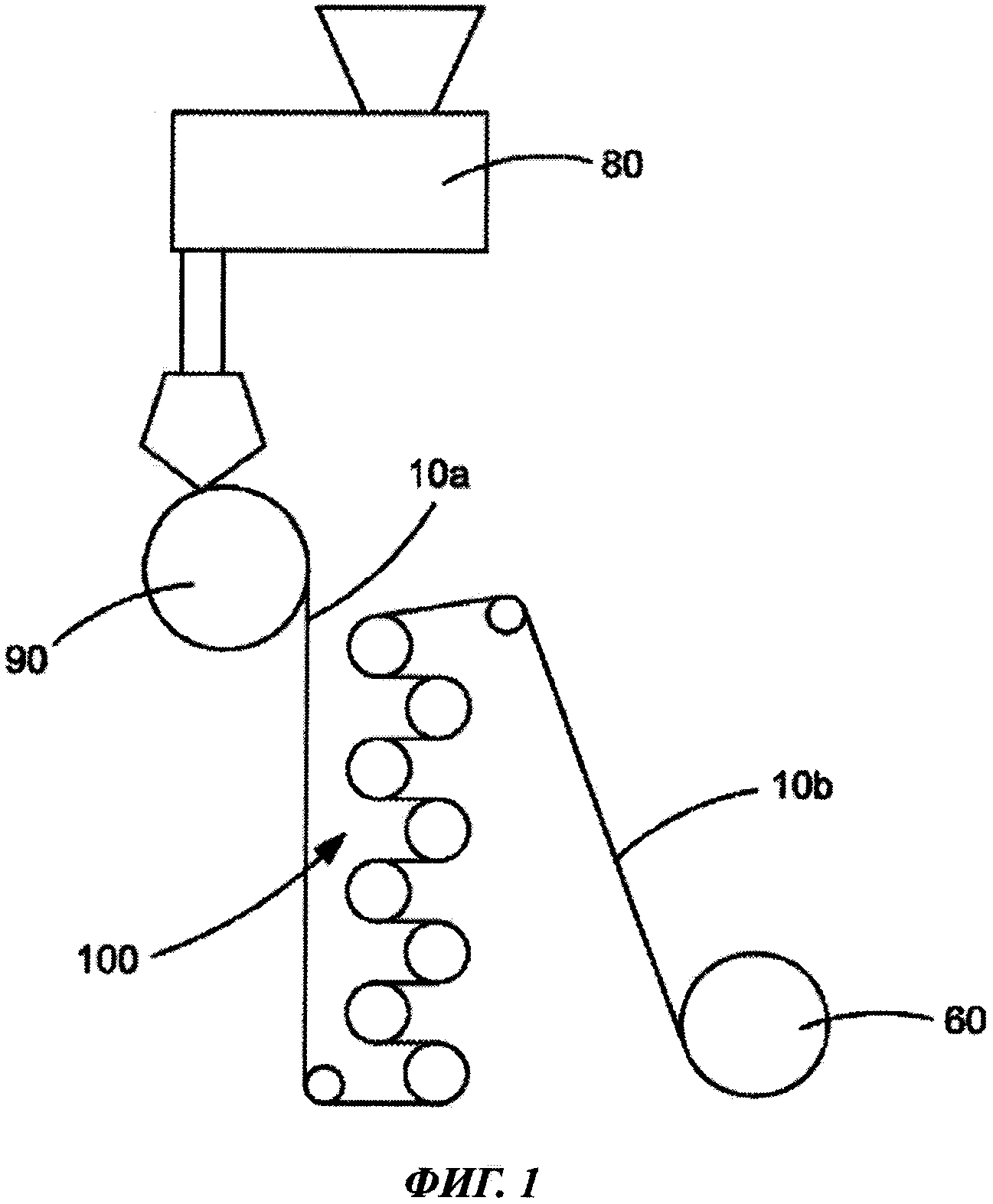
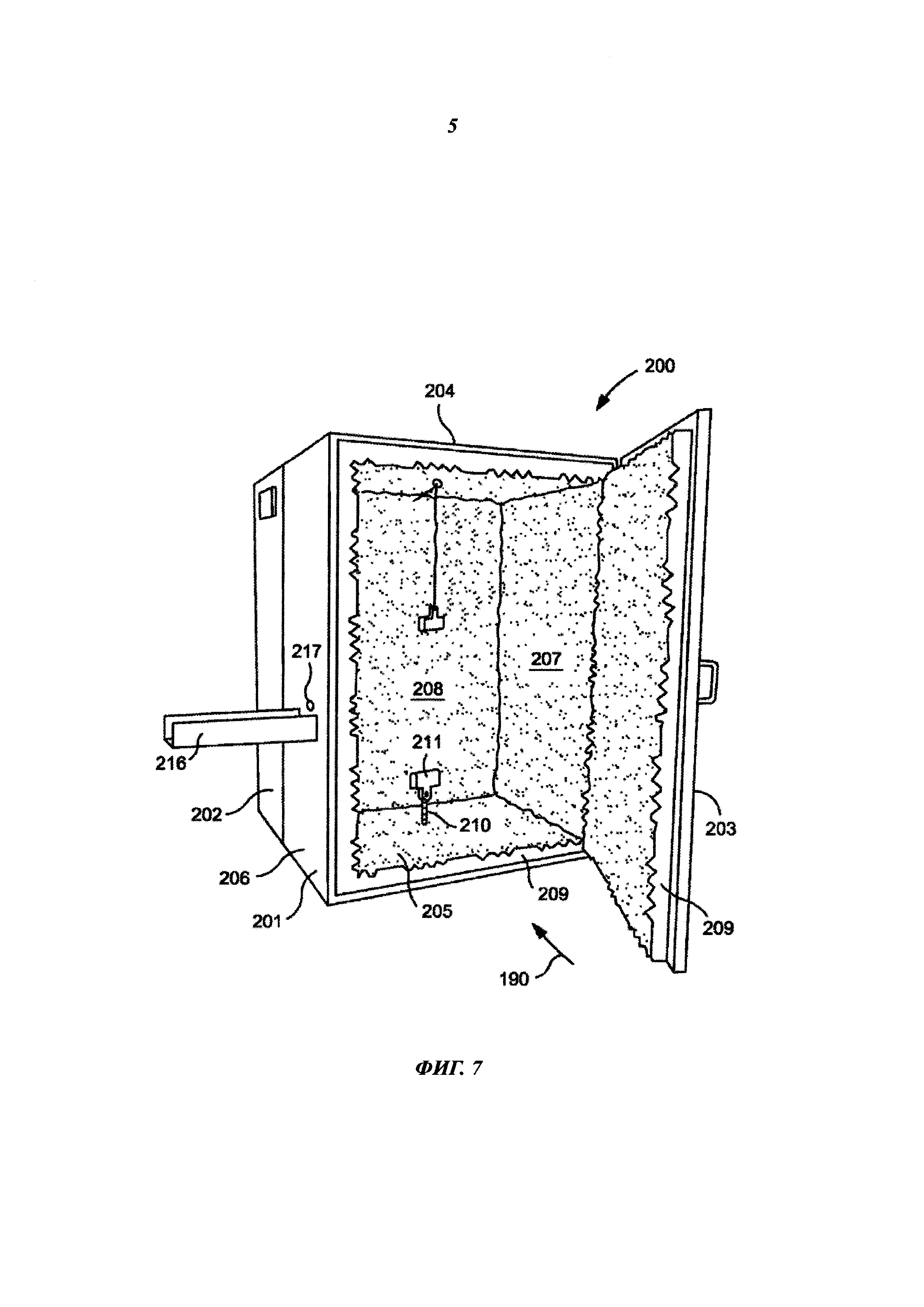
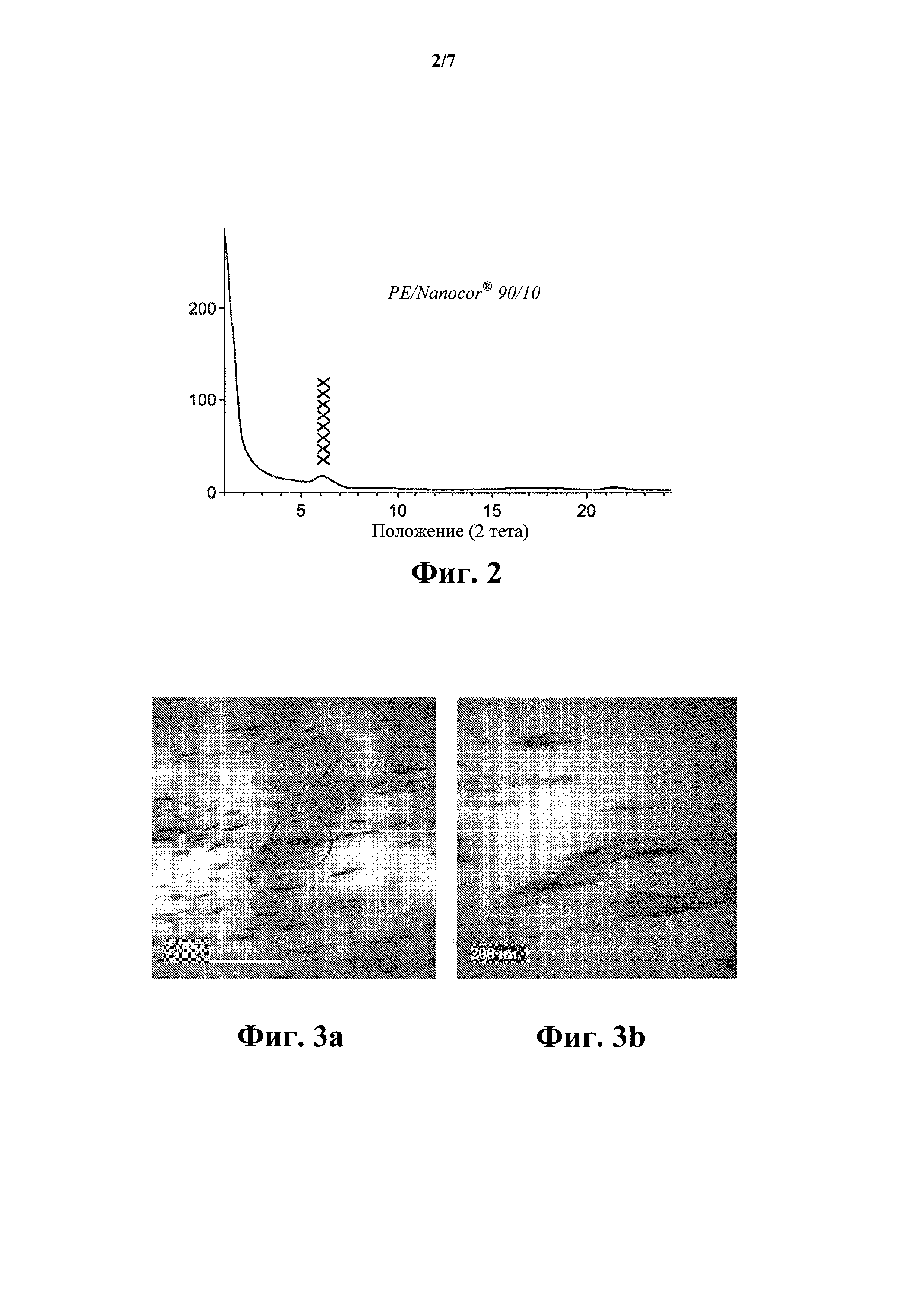
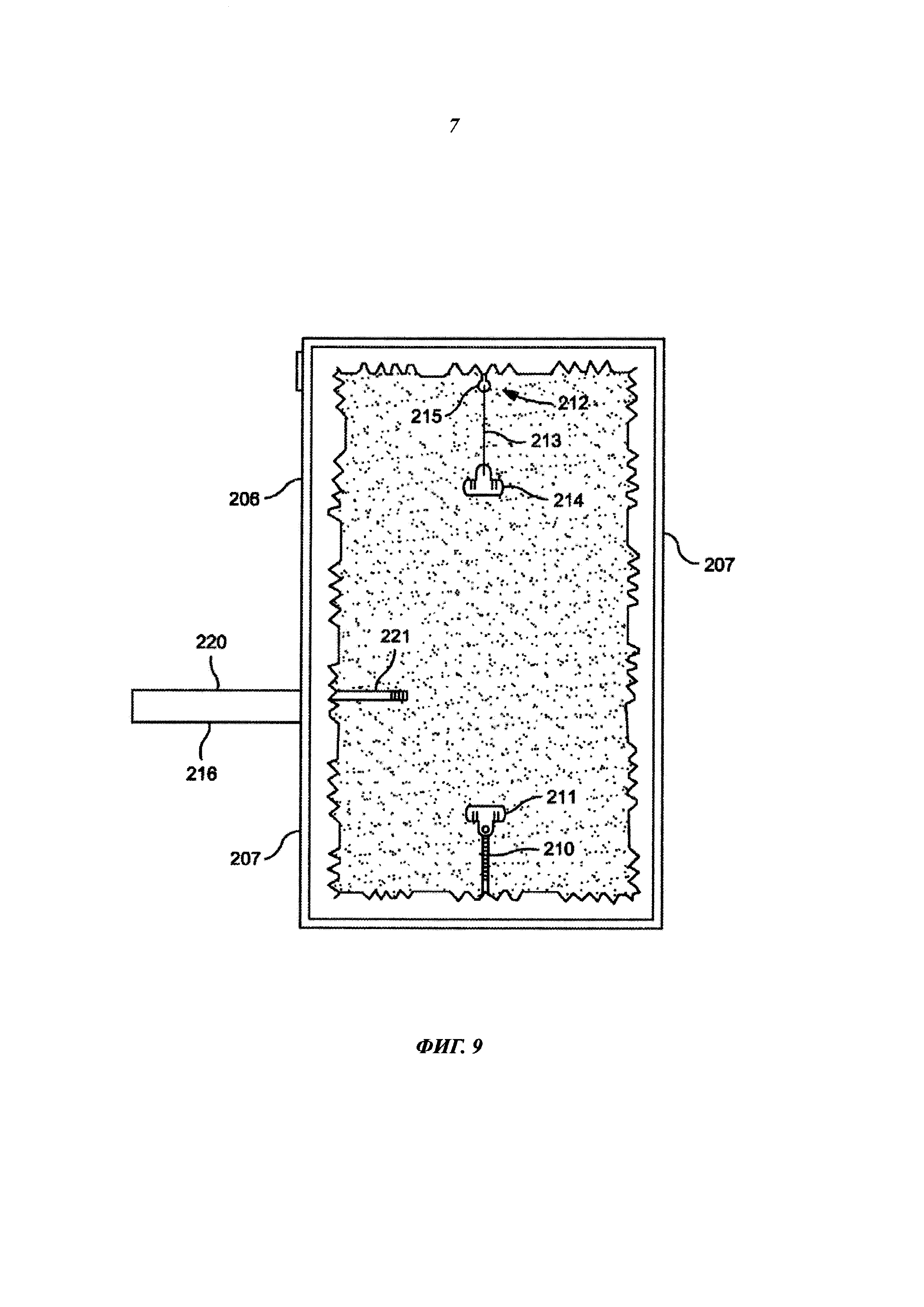
Электромеханическое выдачное устройство
Расширитель стомы
Принимающая анатомическую форму ушная заглушка для ослабления звука
Впитывающее изделие, имеющее функциональный и частично охватывающий пояс
Выдачное устройство для листового материала
Улучшенная трахеостомическая трубка с баллонной манжетой
Впитывающее изделие для личного ношения с язычком для утилизации
Средство защиты органов слуха, не имеющее оголовья, и способ защиты органов слуха
Одноразовые впитывающие изделия, имеющие гендерно специфические удерживающие клапаны
Впитывающее изделие для личного ношения с язычком для регулирования пояса
Впитывающее изделие для личного ношения с язычком для утилизации
Экологически рациональные полимерные пленки
Жесткая нанокомпозитная пленка для применения во впитывающем изделии
Очки, содержащие пористый полимерный материал
Диспергируемая в воде термопластичная формованная литьем под давлением композиция
Термопластичные и диспергируемые в воде, способные к формованию литьем под давлением материалы и изделия
Методика инициации порообразования
Полимерный материал для применения в теплоизоляции
Впитывающее изделие, содержащее нетканое полотно, образованное из пористых полиолефиновых волокон
Тонкая нанокомпозитная пленка для применения во впитывающем изделии

