Результат интеллектуальной деятельности: СПОСОБ ИСПЫТАНИЯ ОБРАЗЦОВ СВАРНЫХ СОЕДИНЕНИЙ ТВЕРДЫХ МАТЕРИАЛОВ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к сварочному производству, а именно к способам испытаний образцов сварных соединений твердых материалов, и может быть применено при выборе оптимального временного интервала отпуска сварных соединений с целью снижения в них остаточных сварочных напряжений.
Практика изготовления сварных конструкций из твердых материалов, в частности из различных марок сталей и сплавов других металлов показывает, что получаемые сварные соединения часто имеют иные прочностные характеристики, чем основной металл. Вызвано это в первую очередь остаточными сварочными, механическими напряжениями, которые приводят к появлению различного рода дефектов, таких как образование трещин, стресс-коррозионных растрескиваний, появление питингов, ускоренное протекание коррозионных процессов и других. Послесварочный метод термообработки для снятия напряжений (отпуск), при котором производят однородный нагрев материала до достаточной температуры с последующим медленным охлаждением, позволяет снять большую часть остаточных сварочных напряжений. Для выбора оптимальных временных режимов отпуска необходимо определить достаточность снижения уровня остаточных напряжений в сварных конструкциях после проведения термообработки.
Известен способ определения остаточных напряжений в сварных соединениях, изложенный в статье Антонов А.А. и др. Остаточные сварочные напряжения в сплаве МА2-1. в сб. «Актуальные проблемы сварки цветных металлов», Киев, «Наукова думка», 1985, с. 29…31, при котором в зоне сварного шва высверливают отверстие и определяют уровень и картину распределения напряжений в области этого отверстия с помощью топографической интерферометрии. Этот способ позволяет точно определять уровень напряжений и раздельно измерять компоненты вектора перемещений участков детали в зоне отверстия под действием остаточных напряжений.
Однако предлагаемый способ трудоемок и требует специального сложного оборудования, что делает его малопригодным для оперативного определения эффективности режимов отпуска по снятию остаточных напряжений.
Известен способ измерения напряжений в кольце равного сопротивления, Винокуров В.А. Отпуск сварных конструкций для снижения напряжений. М., Машиностроение, 1973, с. 58, при котором для измерения остаточных сварочных напряжений не требуется специальное оборудование или установка. Кольцо равного сопротивления нагружается путем вдвигания в прорезь клина. Затем вместе с клином кольцо проходит необходимый цикл термической обработки. Остаточные напряжения определяют после полного остывания по величине упругой деформации, возникающей после удаления клина.
Основными недостатками данного способа являются необходимость изготовления относительно сложных образцов, а также сложность определения режима термообработки, обеспечивающего наибольшее снижение уровня остаточных напряжений в сварном соединении.
Задачей предлагаемого изобретения является разработка способа испытаний образцов сварных соединений твердых материалов, который позволяет определить оптимальный временной интервал отпуска при изготовлении сварных конструкций из таких материалов.
Получаемый при этом технический результат заключается в существенном снижении уровня остаточных сварочных напряжений при сохранении важнейших служебных свойств сварной конструкции, таких как твердость и вязкость.
Решение указанной задачи достигается тем, что в способе испытания образцов сварных соединений твердых материалов изготавливают серию образцов сварных соединений, в каждом из которых формируют сварной шов, состоящий по длине из двух, но не ограничиваясь этим, частей с установленным между этими частями рабочим элементом, далее выполняют отпуск при температуре, постоянной для всех образцов и в течение различного для всех образцов временного интервала. После отпуска к рабочему элементу прикладывают усилие, необходимое для удаления рабочего элемента из сварного соединения, измеряют прикладываемое усилие и на основании сравнения полученных зависимостей усилия от длительности временного интервала выполненного отпуска для каждого образца, выбирают оптимальный временной интервал отпуска. Согласно второму варианту изобретения, также изготавливают серию образцов сварных соединений, в каждом из которых формируют сварной шов по длине всего образца, после этого, в сварном шве выполняют отверстие в форме сечения рабочего элемента, далее выполняют отпуск при температуре, постоянной для всех образцов и в течение различного для всех образцов временного интервала. После отпуска в выполненное отверстие устанавливают рабочий элемент и прикладывают к нему усилие, необходимое для проталкивания рабочего элемента через это отверстие, измеряют прикладываемое усилие и на основании сравнения полученных зависимостей усилия от длительности временного интервала выполненного отпуска для каждого образца, выбирают оптимальный временной интервал отпуска. Отверстие в форме сечения рабочего элемента выполняют в зоне термического влияния сварного шва.
Указанные варианты способа являются равноценными для решения поставленной задачи. Необходимо также отметить, что предложенные варианты способа не требуют сложного оборудования, расчетов и расшифровки данных, что уменьшает их трудоемкость, повышает достоверность результатов.
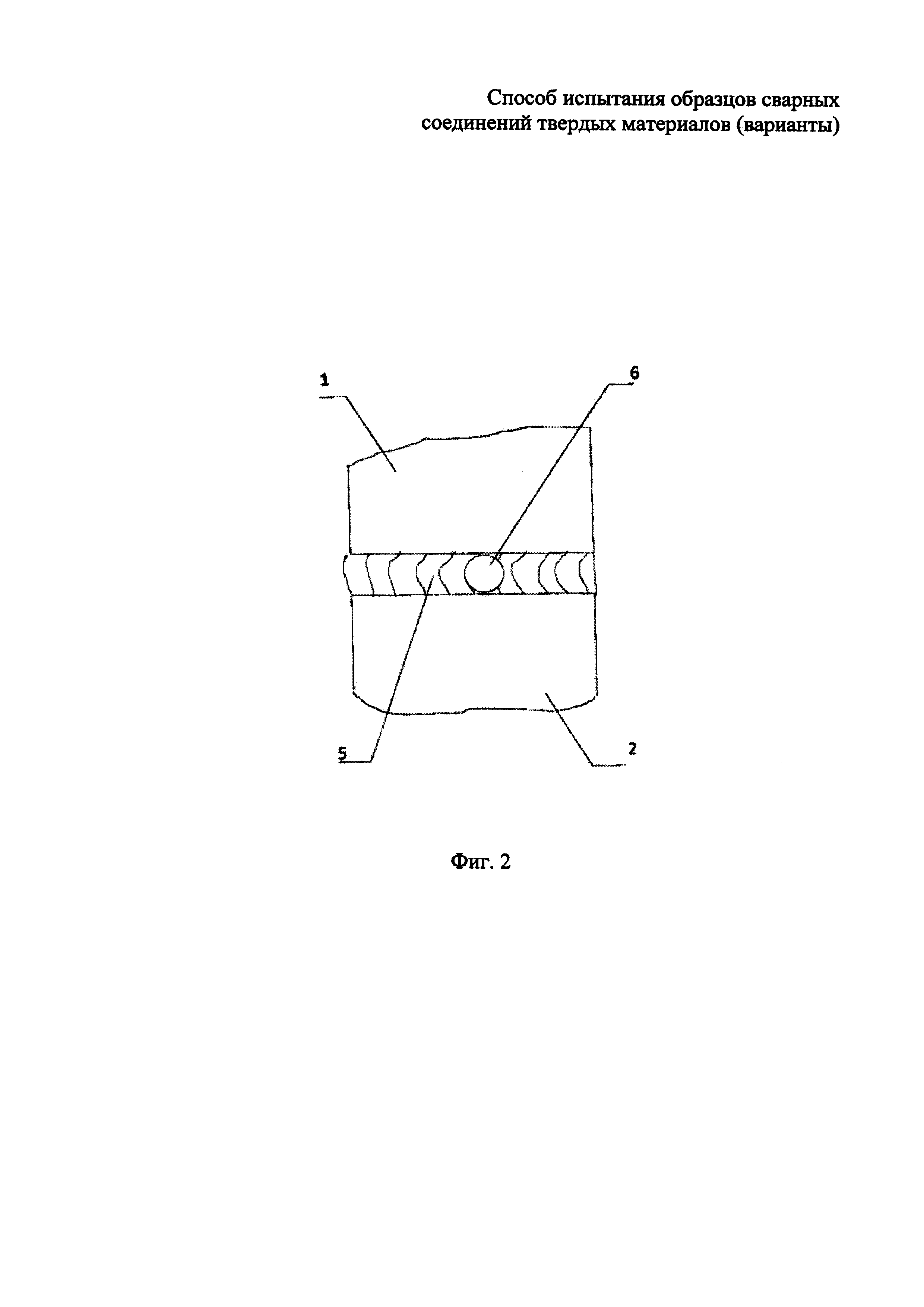
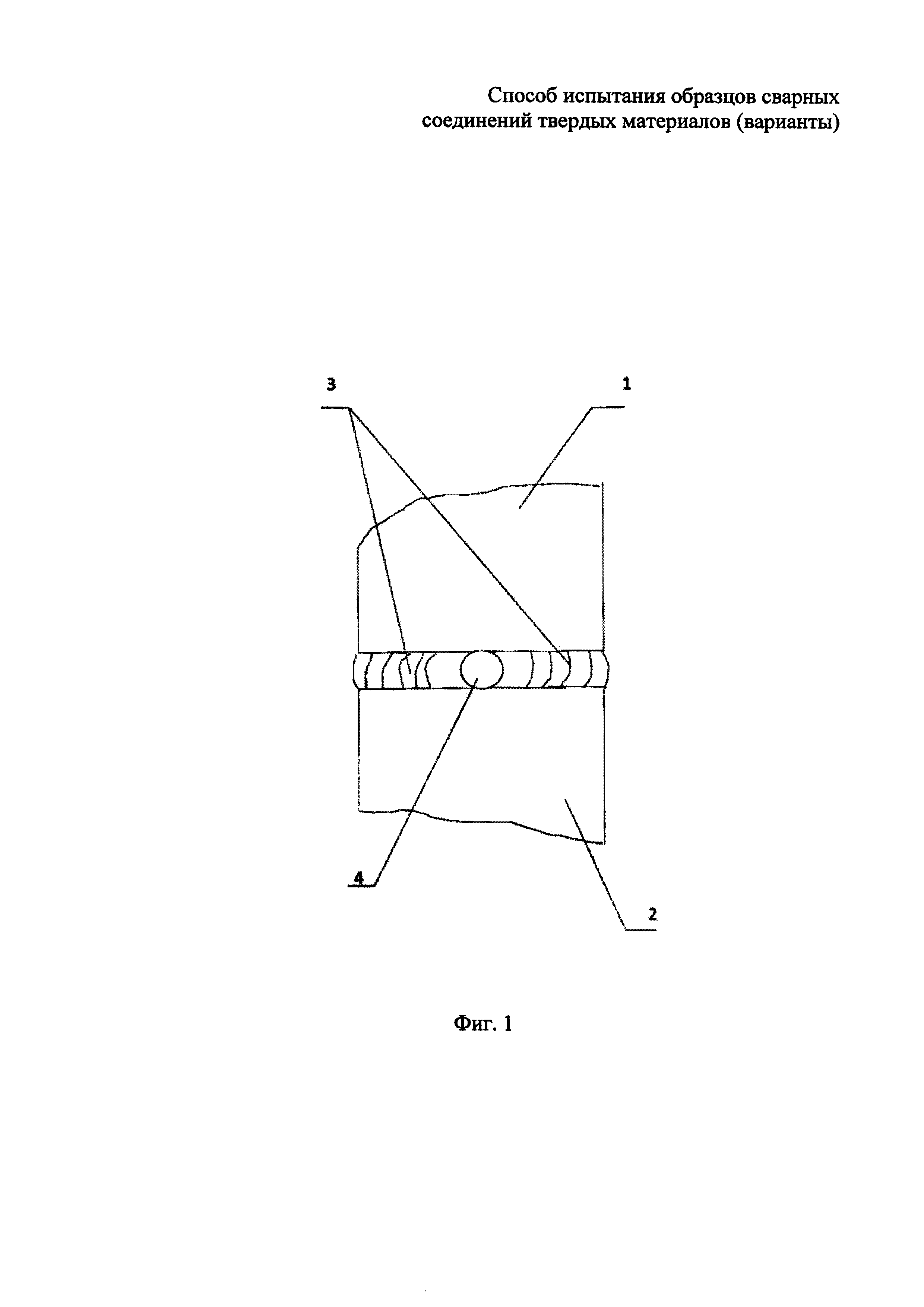
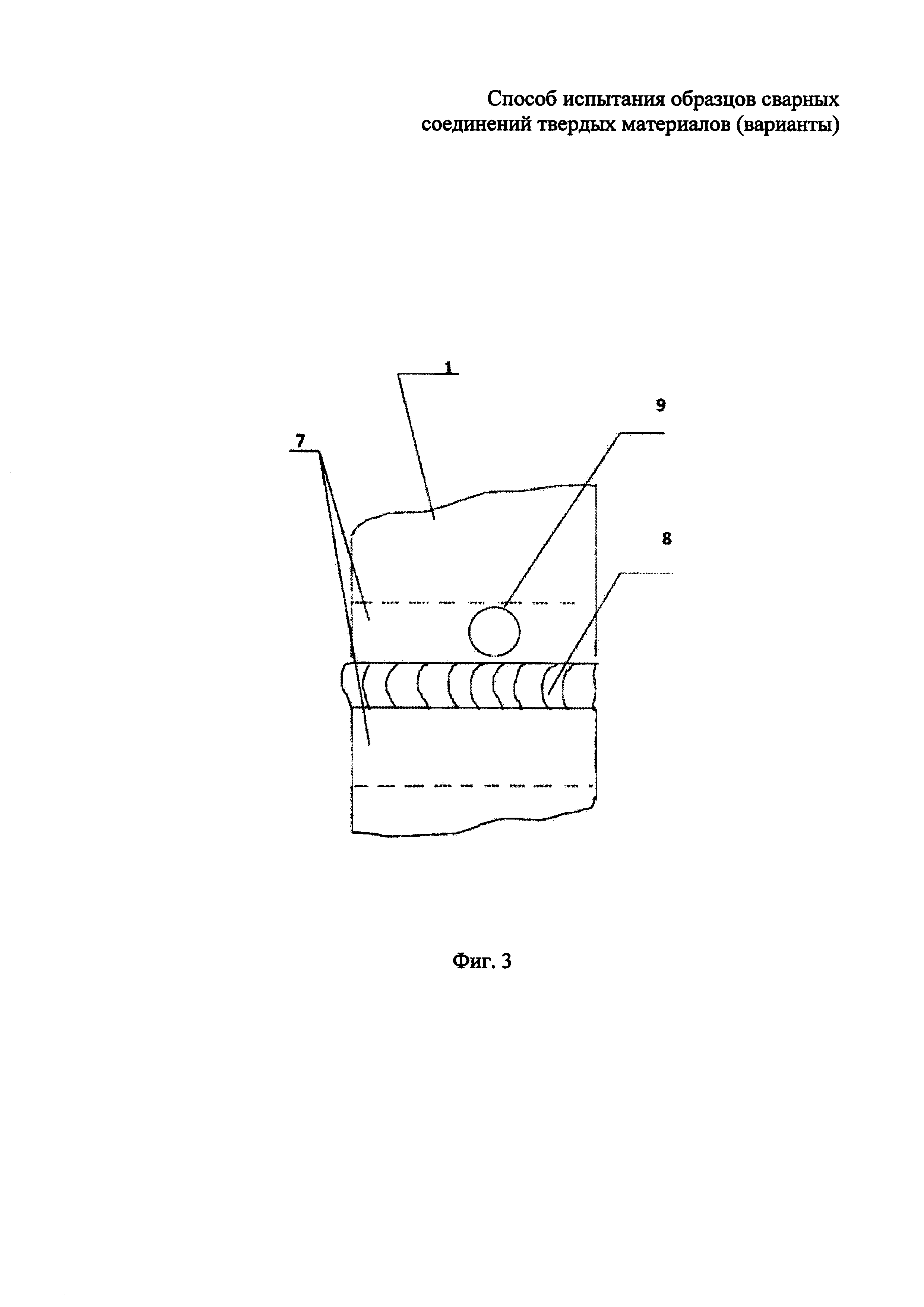
На фиг. 1, 2, 3 схематично показаны варианты образцов сварных соединений для проведения испытаний по предлагаемому способу, где:
1, 2 - свариваемые части образца;
3, 5, 8 - сварные швы;
4 - рабочий элемент, установленный в процессе сварки между частями сварного шва 3;
6 - отверстие в сварном шве 5 для проталкивания рабочего элемента после отпуска;
7 - зона термического влияния сварного шва 8;
9 - отверстие в зоне термического влияния сварного шва 8 для проталкивания рабочего элемента после отпуска.
Способ испытаний образцов сварных соединений твердых материалов осуществляют следующим образом.
Изготавливают серию образцов сварных соединений из испытуемого материала, как пример, из термоупрочняемого алюминиевого сплава или конструкционной стали мартенситного класса с помощью механизированной (полуавтоматической) сварки плавящимся электродом в среде защитных газов. При изготовлении образцов используют, например, пластины из испытуемого материала. По первому варианту осуществления способа (фиг. 1), в процессе сварки двух свариваемых частей 1 и 2 образца при формировании сварного шва 3, между, например, двумя частями сварного шва 3 устанавливают рабочий элемент 4. В общем случае, рабочий элемент для осуществления предложенного способа может быть выполнен в виде, но не ограничиваясь этим, цилиндрического стержня, шайбы, шарика или ролика, например, от подшипника, и т.п. Далее, подготовленную таким образом серию образцов направляют для осуществления отпуска, причем температура отпуска постоянная для всех образцов из этой серии, но время отпуска различно. После отпуска к рабочему элементу 4 в каждом образце серии прикладывают усилие, необходимое для удаления этого рабочего элемента. Измеряют прикладываемое усилие. При осуществлении данного варианта способа, чем меньше усилие, приложенное к рабочему элементу 4 для его удаления из сварного шва 3, тем меньше остаточные сварочные напряжения в образце после термообработки (отпуска). После этого, сравнивают полученные зависимости усилия от длительности времени выполненного отпуска для каждого образца из серии. Выбирают оптимальный временной интервал отпуска, при котором остаточные сварочные напряжения в образце минимальны.
По второму варианту осуществления способа (фиг. 2), после сварки двух свариваемых частей 1 и 2 в сварном шве 5 каждого образца из серии выполняют отверстие 6 в форме сечения рабочего элемента. Далее, подготовленную таким образом серию образцов направляют для осуществления отпуска с постоянной температурой для всех образцов из этой серии, но с различным временем отпуска. После отпуска в выполненные отверстия 6 в сварных швах 5 образцов устанавливают рабочие элементы и с усилием проталкивают их сквозь отверстия до полного удаления. Измеряют прикладываемое усилие. При осуществлении данного варианта способа, чем больше усилие, приложенное к рабочему элементу при его проталкивании сквозь отверстие 6 в сварном шве 5 образца, тем меньше остаточные сварочные напряжения в образце после термообработки (отпуска). После этого, сравнивают полученные зависимости усилия от длительности времени выполненного отпуска для каждого образца из серии. Выбирают оптимальный временной интервал отпуска, при котором остаточные сварочные напряжения в образце минимальны.
При осуществлении способа временной интервал отпуска образцов сварных соединений при неизменной установленной температуре увеличивают до тех пор, пока усилие при проталкивании рабочего элемента не будет изменяться незначительно, что даст сигнал о снятии большей части остаточных сварочных напряжений.
В частном случае осуществления второго варианта способа (фиг. 3), отверстие 9 в форме сечения рабочего элемента для проталкивания рабочего элемента после выполнения отпуска возможно выполнить в зоне 7 термического влияния сварного шва 8.
Таким образом, при применении данного способа появляется возможность определения оптимального временного интервала (режима), отпуска сварной конструкции из твердых материалов, при котором существенно снижается уровень остаточных сварочных напряжений с одновременным сохранением важнейших служебных свойств сварной конструкции, таких как твердость и вязкость, например, для танковой брони.
Способ получения сварного шва при сварке или наплавке изделий из трудно свариваемых металлов и сплавов
Трехкольцевая колесная вставка безопасности
Энергопоглощающая структура для защиты днища наземных транспортных средств
Свариваемая противопульная броневая сталь
Слоистая плита на основе алюминия для противопульной сварной брони

