Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ГЕОРЕШЕТКИ НЕОГРАНИЧЕННОЙ ДЛИНЫ И ШИРИНЫ ИЗ ОТДЕЛЬНЫХ СЕКЦИЙ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области получения объемных георешеток неограниченной длины и ширины, применяемых в промышленном строительстве объектов большой протяженности (автомобильных и железных дорог), больших площадей (аэродромов, стадионов, парковок для автомобилей) и других объектов и сооружений различного назначения, в том числе и объектов ландшафтного строительства.
Известен способ изготовления георешетки неограниченной длины из отдельных секций (заявка на изобретение RU 2003112491, МПК Е01С 5/20; Способ пайки и устройство производства георешетки// П.А. Поль; заявл. 25.04.2003; опубл. 10.11.2004; Бюл. №31), включающий предварительную подготовку секций пакета, в процессе которой полосы каждой секции укладывают друг на друга и соединяют в поперечном направлении между собой сварными швами в шахматном порядке, и последующее сопряжение секций между собой путем сваривания стыков соседних секций.
Недостатком известного способа является сложность в изготовлении георешетки, обусловленная необходимостью попарного разделения полос в зоне образовавшегося стыка, а также низкая прочность стыкового сварного соединения полос сопрягаемых секций, что при высоких осевых растягивающих напряжениях, возникающих при использовании георешетки, может привести к разрывам стыковых швов.
Наиболее близким к заявляемому по технической сущности решением (прототипом) является способ производства георешетки неограниченной длины из отдельных секций (патент на изобретение RU 2530135, МПК Е01С 5/20. Способ изготовления георешетки неограниченной длины из отдельных секций //С.Ю. Никонов, М.А. Лазарев; заявл. 27.12.2012; №2012157654/03, опубл. 10.10.2014; Бюл. №28).
Известный способ изготовления георешетки неограниченной длины включает предварительную подготовку секций пакета, в процессе которой полосы каждой секции укладывают друг на друга и соединяют в поперечном направлении между собой сварными швами в шахматном порядке, и последующее сопряжения соседних секций между собой, при этом в соответствии с настоящим способом в процессе предварительной подготовки секций пакета каждую пару полос укладывают со смещением по длине относительно друг друга с образованием выступающих концов, а сопряжение секций между собой осуществляют соединением внахлест ответно выступающих концов полос соседних секций.
Укладка соседних полос каждой секции со смещением по длине относительно друг друга с образованием выступающих концов с последующим сопряжением секций посредством соединения внахлест ответно выступающих концов полос соседних секций позволяет увеличить размеры узлов соединения полос соседних секций, тем самым повышая прочностные характеристики георешетки. Кроме того, настоящий способ позволяет исключить операцию попарного разделения полос в зоне образовавшегося стыка, тем самым упрощая технологический процесс изготовления георешетки.
При этом в частных случаях осуществления настоящего способа:
- ответно выступающие концы полос соседних секций целесообразно накладывать друг на друга последовательно попарным высвобождением предварительно загнутых вверх соединяемых концов;
- загиб вверх соединяемых концов полос целесообразно осуществлять на угол, позволяющий свободно устанавливать между отогнутыми концами устройство для соединения концов полос георешетки;
- смещение парных полос по длине относительно друг друга целесообразно выполнять соответствующим длине участка, на котором происходит соединение выступающих концов полос;
- соединение внахлест можно выполнять ультразвуковой сваркой, или термоконтактной сваркой, или склеиванием, или сшиванием нитками/скобами.
Недостатком известного способа является необходимость предварительной подготовки блока секций, заключающаяся в том, что каждую пару полос укладывают со смещением по длине относительно друг друга с образованием выступающих концов, обеспечивая сопряжение секций между собой соединением внахлест ответно выступающих концов полос соседних секций.
При этом возникает большая суммарная погрешность величины смещения выступающих концов, что приводит к увеличенной в несколько раз зоне сварки блоков по сравнению с обычным сварным швом, а также к тому, что в зоне сварки блоков необходимо выполнить два сварных шва. Такое соединение блоков приводит к неизбежному уменьшению размера ячеек георешетки в районе соединения блоков, что, в свою очередь, приводит к уменьшению ширины развернутой в рабочем состоянии георешетки и нелинейности всего участка георешетки на местности.
Наличие двух сварных швов в зоне сварки блоков снижает надежность соединения блоков между собой, так как разрушение одного из сварных швов приводит к потере формы ячейки георешетки.
Еще одним недостатком известного способа является то, что в процессе загиба вверх соединяемых концов полос не учитывается, что загиб полос возможен только при зажиме всего блока по последней линии сварки блока, при этом длина загиба равна шагу сварных швов для стандартного блока, что приводит к невозможности отгиба блока при неограниченной ширине георешетки.
Техническим результатом предлагаемого способа изготовления георешетки неограниченной длины и ширины является повышение надежности соединения блоков георешетки при одновременном улучшении ее прочностных характеристик.
Технический результат достигается тем, что секции пакета перед загибом прижимают по линии последнего сварного шва, при этом длина свободных концов полос составляет величину не менее двух шагов сварки секций пакета, смещение парных полос по длине относительно друг друга осуществляют в горизонтальной плоскости отрезанием каждой полосы в поперечном направлении, причем длина смещения парных полос в месте образования их стыка не превышает удвоенной толщины полосы.
Соединение блоков георешетки осуществляется, прежде всего, за счет прижима блока по линии последнего сварного шва, что является основным условием для выполнения загиба полос, так как прижим блока в любом другом месте не позволит осуществить попарное освобождение полос блоков. Правильный выбор длины свободных концов полос является основным условием для загиба блока при его неограниченной ширине, так как при увеличении количества полос в блоке и сохранении линии прижима на уровне последнего шага сварки не удается отогнуть все полосы блока на угол, позволяющий выполнить последующую операцию по попарному соединению полос.
Увеличение длины свободных концов полос до величины не менее удвоенной длина шага сварки секций пакета позволяет осуществить загиб блока на угол, позволяющий осуществить попарное соединение полос при неограниченной толщине блока.
Узел стыка пары полос образуется методом отрезания из стандартного блока полос, без какой либо предварительной подготовки последнего. Отрезание происходит в горизонтальной плоскости каждой полосы в поперечном направлении. Тот факт, что процесс отрезания осуществляется после прижима блоков на столе сварки полос, позволяет получить длину смещения парных полос, не превышающую удвоенной толщины полос. Это, в свою очередь, позволяет образовать узел стыка парных полос, не отличающийся от основного блока ни количеством сварных швов, ни качеством сварки блоков. В прототипе таких швов в узле стыка два. Применение узла стыка с величиной смещения не более удвоенной толщины полос позволяет осуществить сварку полос блоков не только в вертикальном направлении (как в прототипе), но и в горизонтальном направлении. Это происходит за счет плотного прилегания пластин торцами друг к другу, что позволяет выполнить сварку в горизонтальном направлении. В свою очередь, это увеличивает прочностные характеристики как сварного стыка блоков, так и в целом георешетки неограниченной длины и толщины.
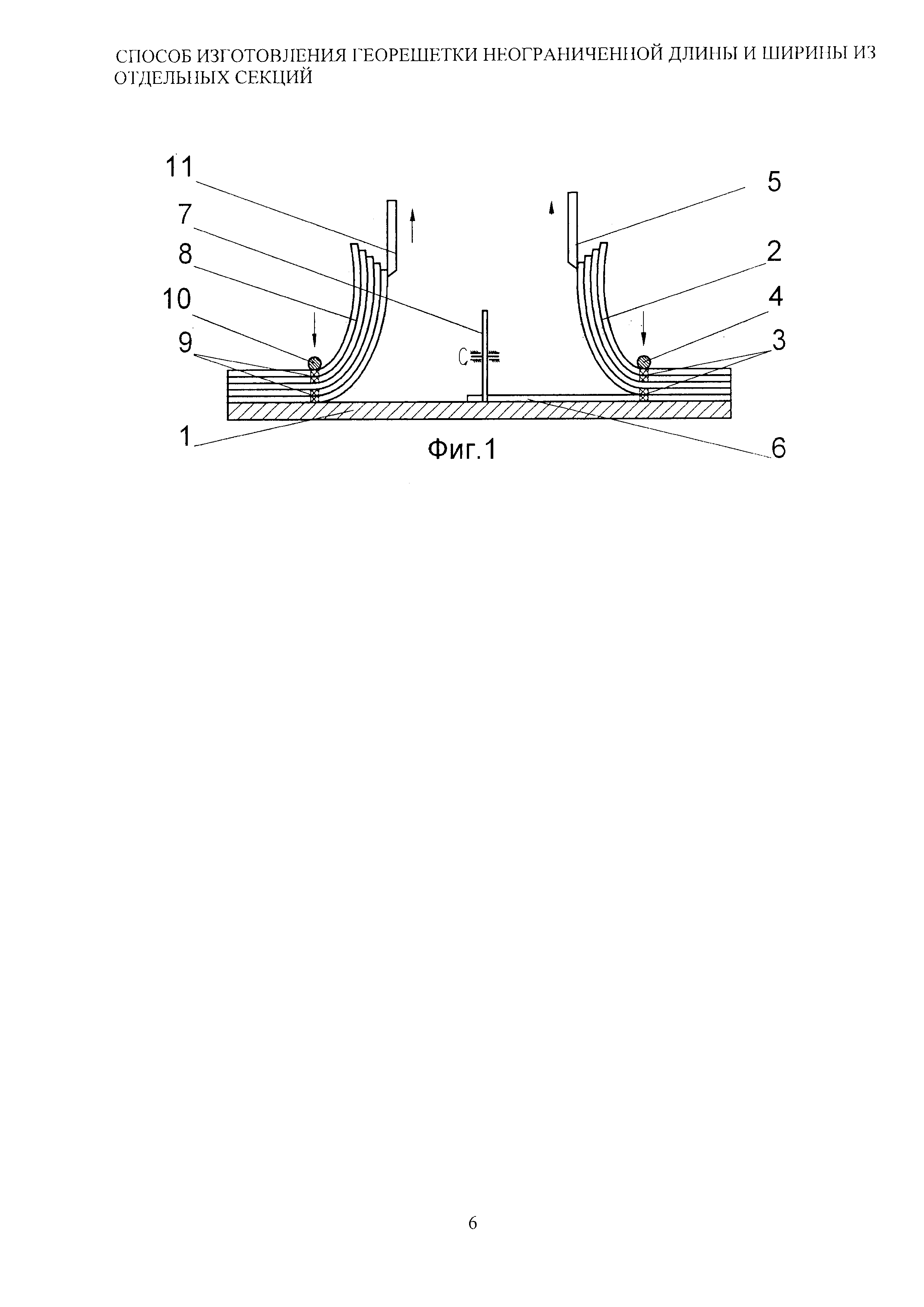
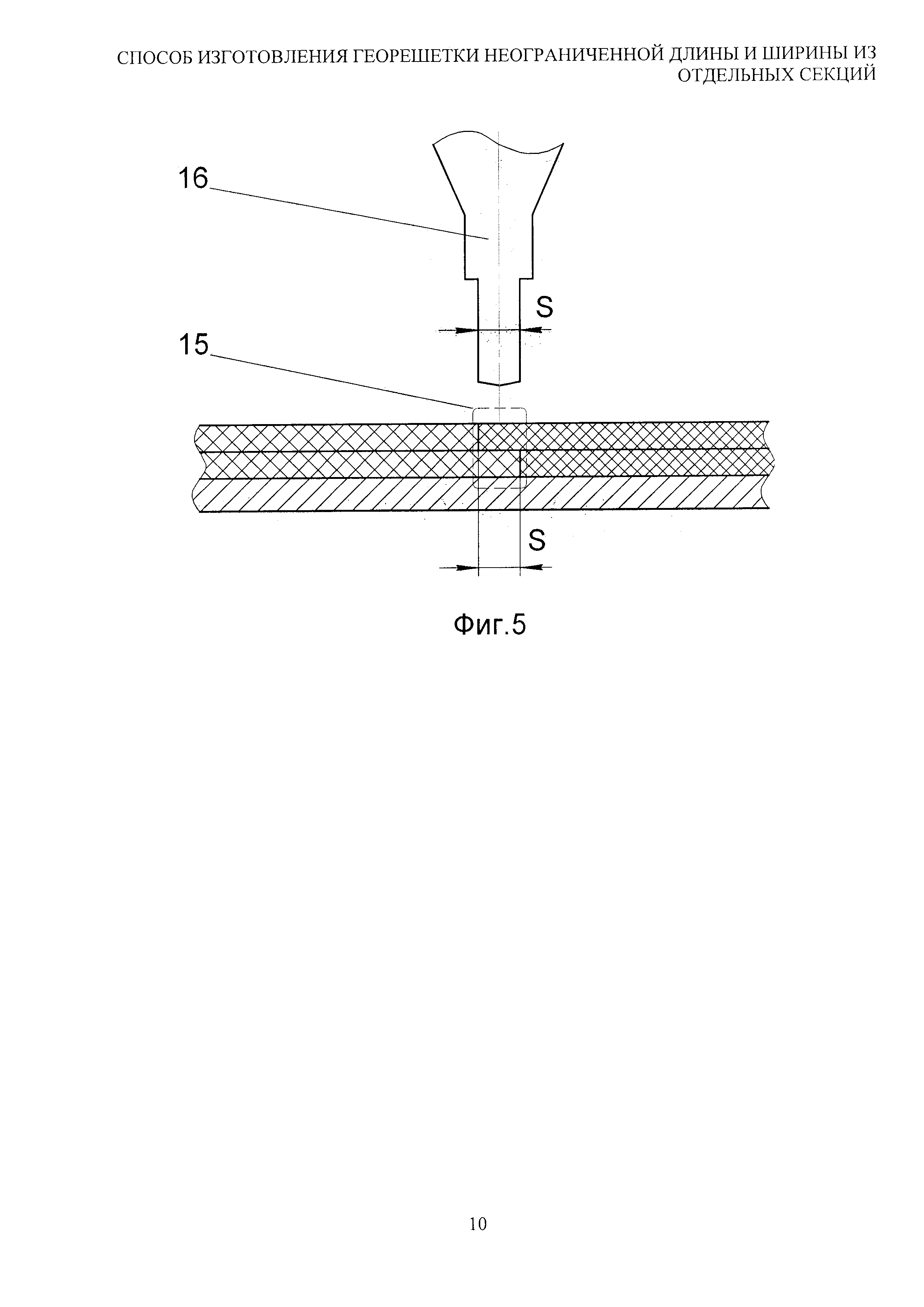
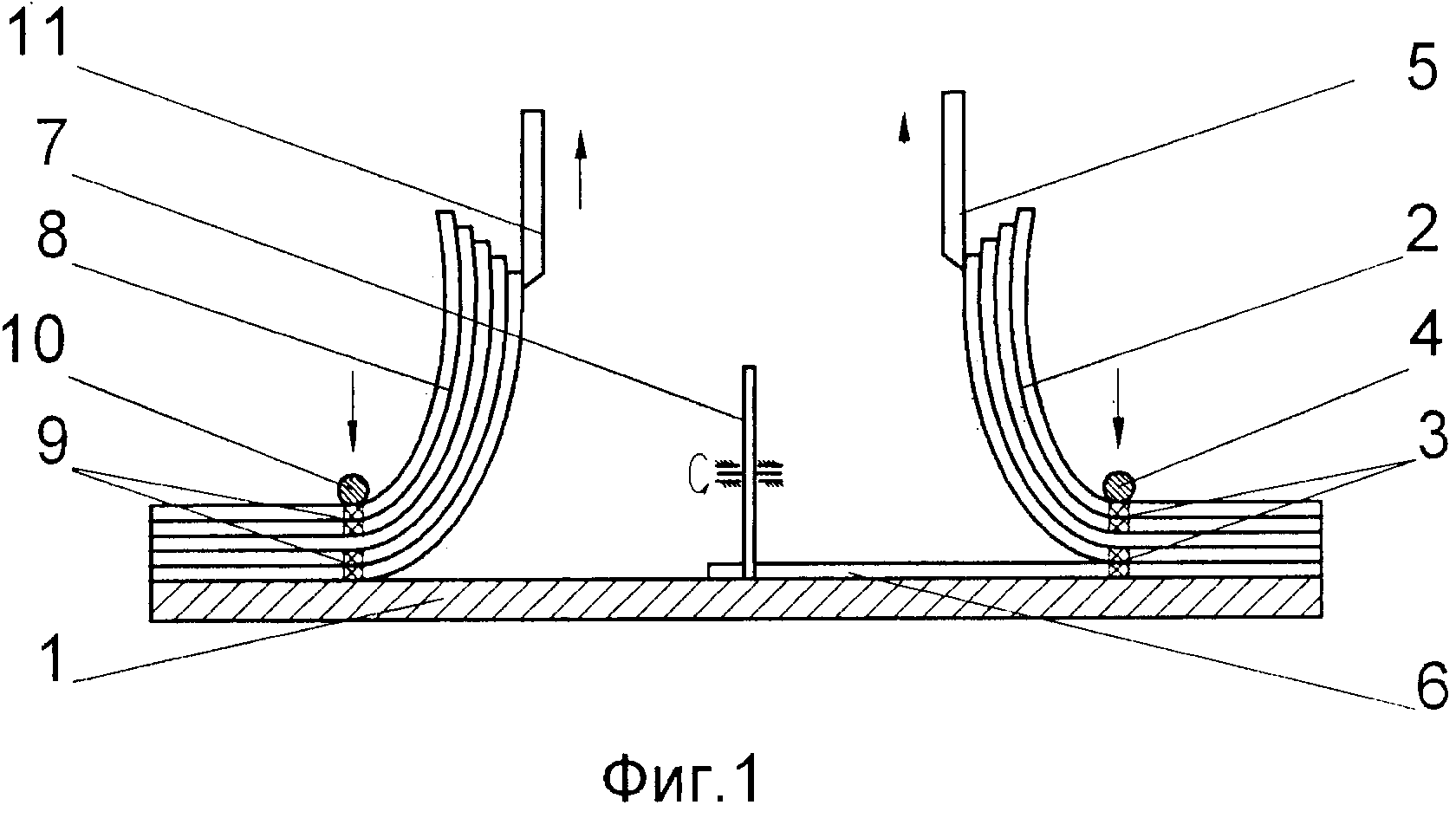
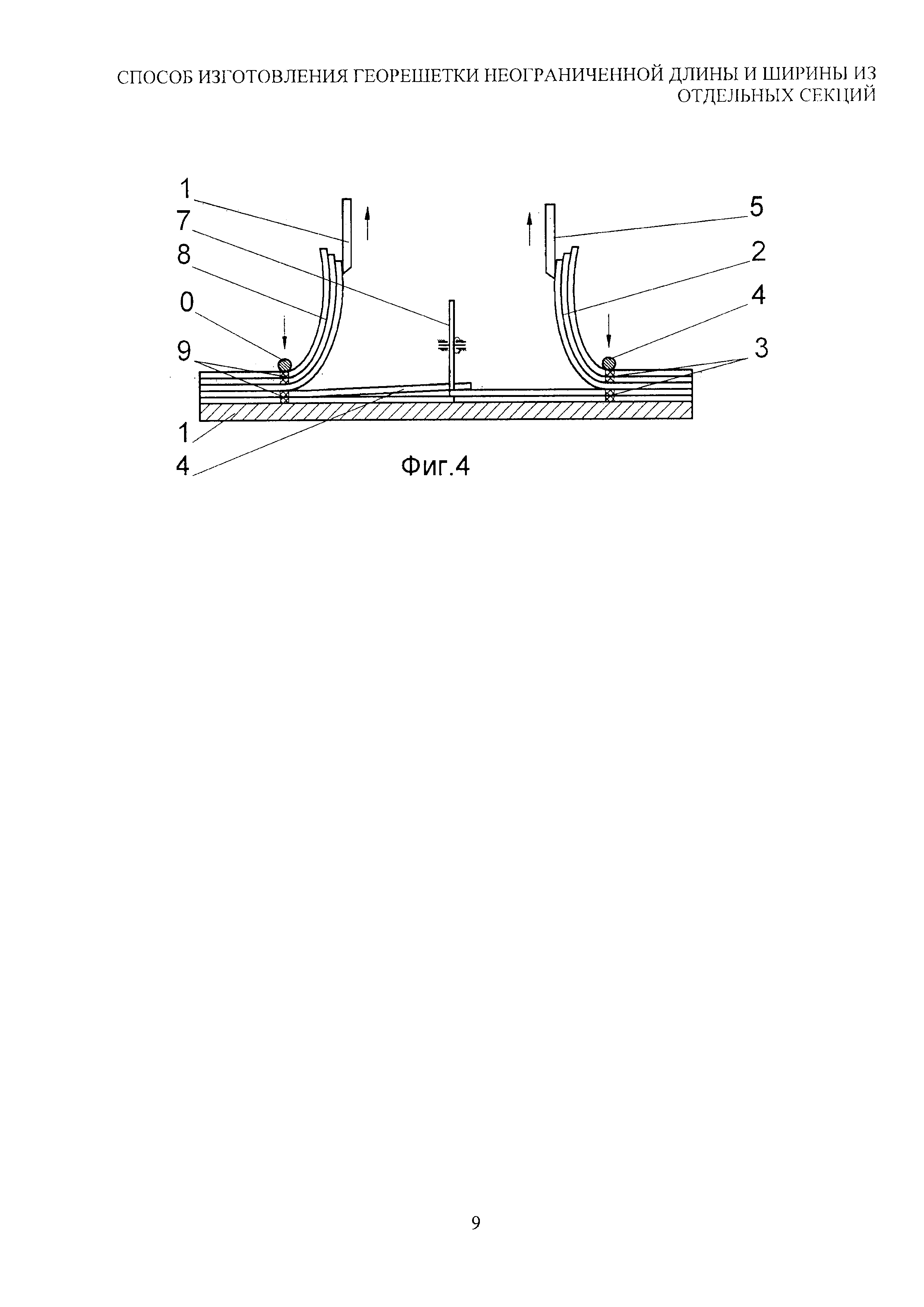
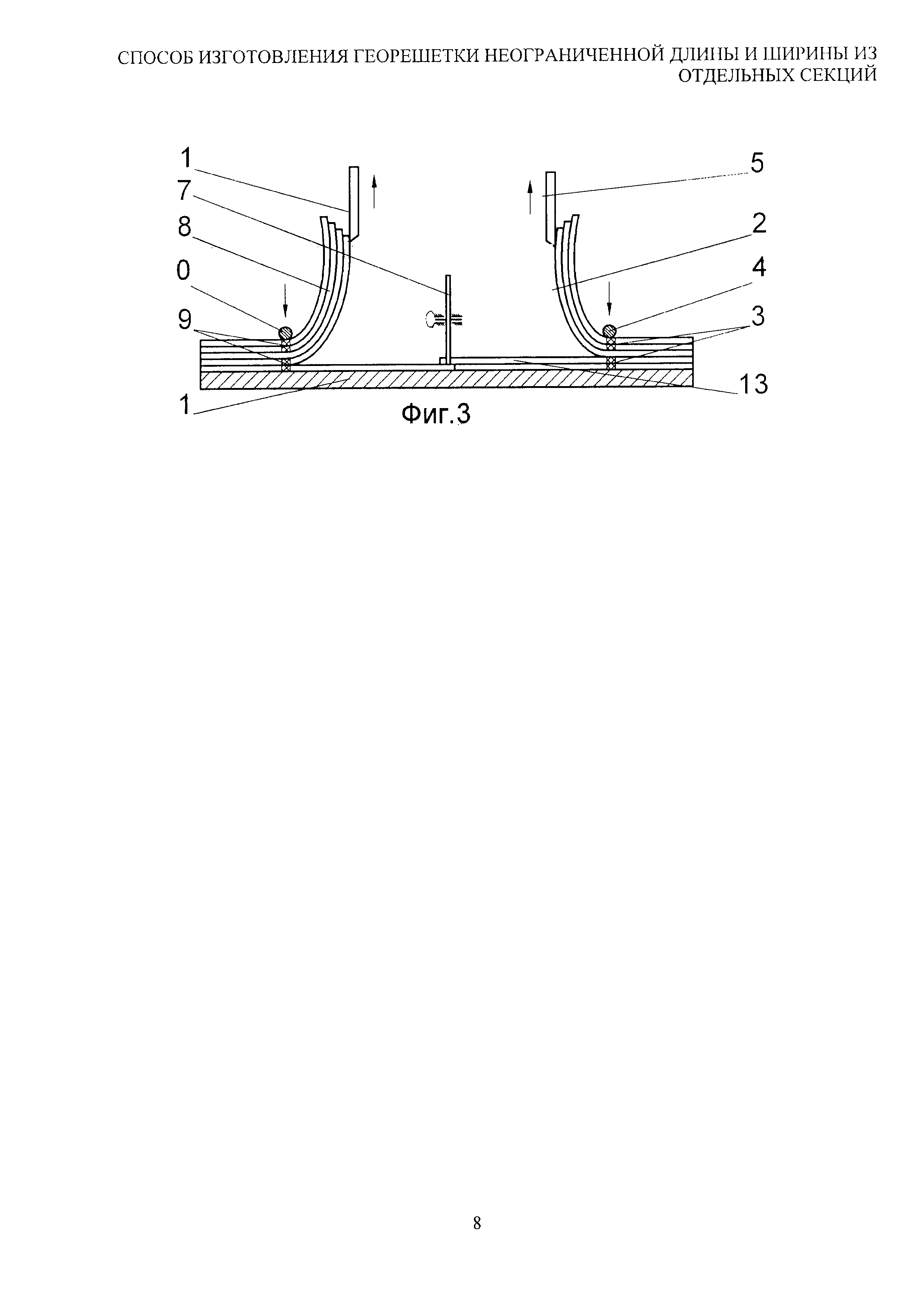
На фиг. 1 изображена схема торцевания пластин георешетки под сварку секций в первой фазе процесса формирования узла стыка. На столе сварки 1 прижимается правый блок 2 по линии последнего сварного шва 3 зажимом 4, после чего правый упор 5 устройства подачи лент обеспечивает перевод пластины из вертикального положения в горизонтальное 6. Затем приводится в движение отрезное устройство 7 (например, вращающийся нож) и происходит поперечное торцевание правой пластины. После этого отрезное устройство возвращается в исходное положение. Затем прижимается левый блок 8 по линии последнего сварного шва 9 зажимом 10, после чего левый упор 11 устройства подачи лент обеспечивает перевод ленты из вертикального положения в горизонтальное 12. Далее приводится в движение отрезное устройство 7 (например, вращающийся нож) и происходит поперечное торцевание левой (фиг. 2) пластины. После этого отрезное устройство возвращается в исходное положение. При этом работа отрезного устройства организована так, что получается плотный стык пластин 6 и 12. Процесс торцевания второй пары лент представлен на фиг. 3 и 4. При этом работа по торцеванию организована аналогично обработке первой пары пластин. Линия торцевания пластин 13 и 14 проходит со смещением относительно линии стыка первой пары полос 6 и 12. При этом происходит полное формирование узла стыка первой пары полос левого 8 и правого 2 блоков. Далее производится ультразвуковая сварка узла стыка 15 (фиг. 5) ультразвуковой головкой 16.
Затем происходит выполнение работы по соединению второй пары и последующих пар пластин до полного соединения блоков. После того как цикл закончен, происходит перемещение соединенных блоков из зоны сварки и подача на сварочный стол следующего блока пластин.
Предлагаемый способ получения георешетки обладает новизной, изобретательским уровнем и промышленно применим.
Формирование зоны стыка блоков на столе сварки позволяет, во-первых, применять стандартные блоки без предварительной их подготовки; во-вторых, повысить точность изготовления блоков. Разброс длин полос исходных пластин блоков не влияет на узел стыка блоков. В конечном счете, с использованием зоны сварки блоков, показанной на фиг. 5, способ позволяет изготовить георешетку неограниченной длины и ширины, при этом качество сварных швов, соединяющих пластины блоков, и сварных швов соединения блоков одинаково, чего нельзя сказать о способе-прототипе.
Способ изготовления георешетки неограниченной длины, включающий предварительную подготовку секций пакета, в процессе которой полосы каждой секции укладывают друг на друга и соединяют в поперечном направлении между собой сварными швами в шахматном порядке, выступающие концы полос соседних секций накладывают друг на друга последовательно попарным высвобождением предварительно загнутых вверх соединяемых концов, а загиб вверх соединяемых концов полос осуществляют на угол, позволяющий свободно устанавливать между отогнутыми концами устройство для соединения концов полос георешетки, при этом смещение парных полос по длине относительно друг друга выполняют соответствующим длине участка, на котором происходит соединение выступающих концов полос, а соединение внахлест выполняют ультразвуковой сваркой, или термоконтактной сваркой, или склеиванием, или сшиванием нитками/скобами, отличающийся тем, что для изготовления георешетки неограниченной длины и ширины секции пакета перед загибом прижимают по линии последнего сварного шва, при этом длина свободных концов полос составляет величину не менее двух шагов сварки секций пакета, смещение парных полос по длине относительно друг друга осуществляют путем отрезания в горизонтальной плоскости каждой полосы в поперечном направлении, образуя тем самым узел стыка парных полос, при этом длина смещения парных полос в месте образования их стыка равна ширине сварного шва секций пакета.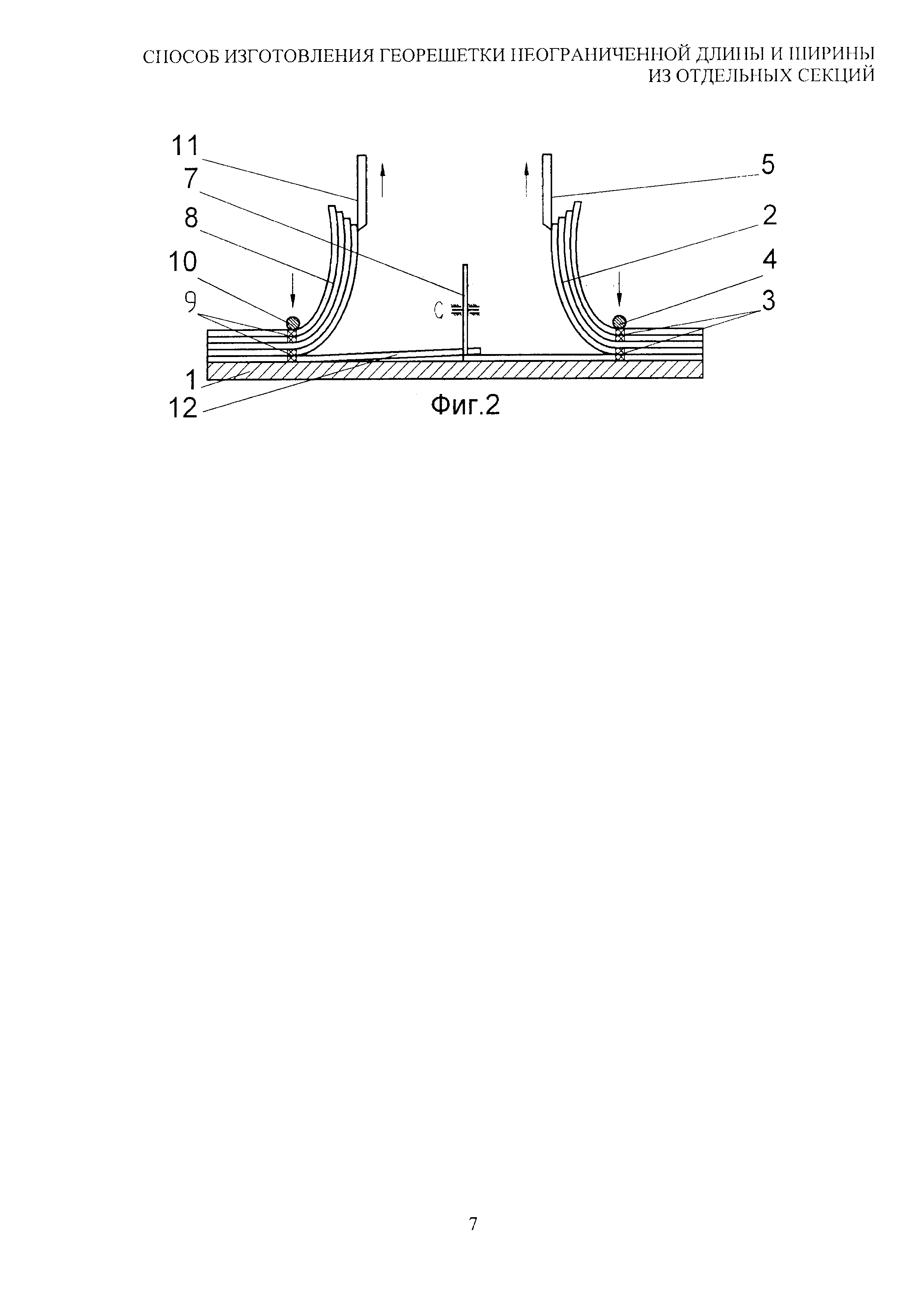
Способ автоматического дозирования сыпучих материалов и устройство для его осуществления
Устройство для газлифтного транспортирования
Способ получения суспензии высокодисперсных частиц неорганических и органических материалов и аппарат для его осуществления
Способ получения нанопорошков феррита кобальта и микрореактор для его реализации
Способ формования мелких фракций нефтяного кокса
Способ изготовления ячеистой георешетки неограниченной длины и устройство для его осуществления
Способ формования мелких фракций нефтяного кокса
Георешетка для укрепления склонов и откосов
Устройство для очистки поверхностных сточных вод от взвешенных веществ и маслонефтепродуктов
Георешетка с переменным шагом для укрепления откосов и прилегающих к ним поверхностей грунта

