Результат интеллектуальной деятельности: МНОГОСЛОЙНОЕ ИЗДЕЛИЕ ИЗ САНИТАРНО-ГИГИЕНИЧЕСКОЙ БУМАГИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Аспект настоящего изобретения относится к многослойному изделию из санитарно-гигиенической бумаги. Другой аспект настоящего изобретения относится к способу изготовления многослойного изделия из санитарно-гигиенической бумаги. Такое многослойное изделие из санитарно-гигиенической бумаги находит конкретное, хотя и неисключительное, применение в отрасли санитарно-гигиенической бумаги. Санитарно-гигиеническую бумагу можно использовать для санитарно-гигиенических или бытовых целей. В качестве примера, полотно санитарно-гигиенической бумаги наматывают на втулку для цели изготовления бумажных полотенец, рулонов туалетной бумаги, рулонов косметической бумаги, туалетной бумаги, протирочной бумаги или рулонов кухонной бумаги. В качестве другого примера, полотно санитарно-гигиенической бумаги складывают для цели изготовления косметических салфеток, носовых платков или туалетной бумаги.
УРОВЕНЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
В следующем описании санитарно-гигиеническая бумага означает абсорбирующую бумагу на основе целлюлозной ваты, которая также называется основной лист санитарно-гигиенической бумаги в данной области техники. Как правило, абсорбирующая бумага имеет низкий базовый вес, составляющий от 10 до 50 г/м2.
Санитарно-гигиеническую бумагу можно изготавливать из бумажных волокон, осуществляя традиционный способ с использованием влажного прессования (CWP) или способ с использованием сквозной воздушной сушки (TAD) или любой альтернативный способ изготовления, в котором используется, например, усовершенствованная система формования санитарно-гигиенической бумаги (ATMOS) от компании Voith или технология структурирования санитарно-гигиенической бумаги (SST) от компании Metso Paper. Бумажные волокна можно изготавливать, используя непереработанный и/или переработанный исходный целлюлозно-бумажный материал.
Способ изготовления CWP включает следующие этапы:
- прессование и высушивание влажных бумажных волокон в форме листа на имеющем большой диаметр нагретом барабане (также называется американский сушильный барабан); и
- последующее отделение и крепирование листа из высушенных бумажных волокон посредством металлического лезвия, установленного напротив вышеупомянутого барабана, перпендикулярно направлению его вращения.
При операции крепирования на листе образуется рифление перпендикулярно направлению его перемещения. Операция крепирования увеличивает толщину листа, придает ему упругость и придает листу осязаемые свойства.
Способ изготовления TAD включает следующие этапы:
- формование листа из влажных бумажных волокон на полотне; и
- последующее высушивание листа, по меньшей мере, частичное посредством пропускания через него потока горячего воздуха.
После этого высушенный лист можно крепировать.
После изготовления санитарно-гигиенической бумаги необходимо осуществлять отдельную производственную операцию, так называемую операцию конечной обработки, чтобы изготавливать конечные изделия (такие как бумажные полотенца, рулоны туалетной бумаги, туалетная бумага, протирочная бумага, рулоны кухонной бумаги, носовые платки и т.д.). В течение операции конечной обработки несколько таких листов, также называемых термином «слои», можно соединять, чтобы изготавливать вышеупомянутые конечные изделия.
Можно соединять несколько слоев друг с другом, чтобы придавать листу определенные свойства, такие как толщина, объемистость, мягкость и прочность.
Несколько слоев можно соединять друг с другом, осуществляя операцию соединения, имеющую химическую природу (например, посредством клеевого соединения), или механическую природу (например, посредством накатки или тиснения), или их сочетание. В процессе клеевого соединения пленка клея наносится на некоторую часть или на всю поверхность одного из слоев, затем обработанная клеем поверхность приводится в контакт с поверхностью, по меньшей мере, одного следующего слоя. В процессе механического соединения слои можно соединять, осуществляя накатку, сжатие или тиснение.
Тиснение представляет собой процесс, посредством которого изготавливается возвышенный или углубленный рельеф, как правило, посредством давления между гравированными роликами или плитами или между гравированным роликом или плитой и упругой или деформируемой опорной поверхностью. В результате этого получается слой CWP, имеющий определенный рельеф или углубление. Толщина слоя CWP или множества слоев увеличивается после тиснения по сравнению с соответствующей исходной толщиной.
Чтобы производить очень мягкое многослойное изделие из санитарно-гигиенической бумаги, например, туалетную бумагу, включающую два слоя TAD или один слой TAD в сочетании с одним слоем CWP, до настоящего времени было предложено следующее:
- используемый слой TAD должен иметь максимально возможную мягкость и гладкость,
- слой TAD не должен подвергаться тиснению или, по меньшей мере, степень его тиснения должна быть минимально возможной, чтобы сохранялись его свойства, в частности, толщина и прочность в течение операции конечной обработки, и
- слой TAD должен быть уже структурированным в результате процесса его изготовления (поверхность слоя TAD должна воспроизводить структуру полотна, служащего опорой для влажных бумажных волокон), и, таким образом, придание дополнительного рисунка слою TAD не считается желательным.
Чтобы изготовить слой TAD, имеющий высокую мягкость и пластичность, считалась общепризнанной необходимость уменьшения прочности санитарно-гигиенической бумаги TAD (для получения заданного базового веса) в течение процесса изготовления TAD (на машине для изготовления бумаги способом TAD), например, ниже 40 Н/м при растяжении в поперечном направлении (CDT) или 110 Н/м при растяжении в машинном направлении (MDT). Кроме того, ниже определенной прочности значительно увеличивается число разрывов санитарно-гигиенической бумаги методом TAD в течение процесса изготовления TAD. Может быть даже достигнут уровень, при котором становится невозможным дальнейшее изготовление санитарно-гигиенической бумаги методом TAD. Кроме того, можно уменьшать число разрывов бумаги TAD посредством уменьшения скорости изготовления бумаги TAD на машине для изготовления бумаги способом TAD. Кроме того, можно увеличивать прочность санитарно-гигиенической бумаги TAD посредством увеличения поверхностной плотности. Однако осуществление этих решений оказывается затруднительным в условиях промышленного производства санитарно-гигиенической бумаги методом TAD без отрицательного воздействия на производительность и стоимость производства.
Документ WO 2011/069532 описывает волокнистое изделие, в частности изделие из санитарно-гигиенической бумаги, нетканое изделие или их сочетание, предпочтительно санитарно-гигиеническое изделие, которое имеет, по меньшей мере, один слой, поверхность которого частично покрывает тисненый узор, и оно отличается тем, что в данном рисунке присутствуют, по меньшей мере, одна первая зона, которая имеет микротиснение, содержащее, по меньшей мере, 30 тисненых углублений на 1 см2, предпочтительно от 30 до 160 тисненых углублений на 1 см2, предпочтительнее от 30 до 120 тисненых углублений на 1 см2 и наиболее предпочтительно от 45 до 100 тисненых углублений на 1 см2, которые образуют фоновую область тиснения; многочисленные вторые зоны, которые не подвергаются тиснению и образуют элементы повторяющегося узора; а также, помимо вторых зон, по меньшей мере, одна третья зона, которую в значительной степени окружают линейные углубления. Данный документ также описывает ролик для тиснения и устройство для тиснения, которые используются в способе изготовления таких волокнистых изделий. Согласно данному документу, зона микротиснения образуется в результате микротиснения крепированной санитарно-гигиенической бумаги в течение операции конечной обработки или посредством использования эффекта, свойственного методу TAD в течение процесса изготовления бумаги.
Документ WO 02/103112 описывает многослойное изделие из санитарно-гигиенической бумаги и способ его изготовления. Многослойное изделие из санитарно-гигиенической бумаги включает, по меньшей мере, три тисненых слоя бумаги, причем первый внешний слой имеет первый микроструктурный узор, содержащий первые выпуклости, плотность которых составляет более чем 40 выпуклостей на 1 см2. Второй внешний слой имеет второй микроструктурный узор, содержащий вторые выпуклости, плотность которых также составляет более чем 40 выпуклостей на 1 см2. Средний слой находится между первым внешним слоем и вторым внешним слоем и имеет третий структурный узор, который представляет собой тисненый узор, плотность которого составляет менее чем 40 выпуклостей на 1 см2. Все три слоя соединяются друг с другом после того, как отдельно структурируются первый внешний слой, второй внешний слой и средний слой. Согласно данному документу, процесс TAD представляет собой альтернативу микротиснению слоя санитарно-гигиенической бумаги, изготовленного традиционным способом влажного прессования (CWP).
Документ WO 2011/035803 описывает волокнистый изделие, в частности, изделие из санитарно-гигиенической бумаги, нетканое изделие или их сочетание и предпочтительно санитарно-гигиеническое изделие, включающее, по меньшей мере, один верхний слой, имеющий тисненый узор, который образуют подушковидные углубления, по меньшей мере, частично окруженные первыми тиснеными выпуклостями или вторыми тиснеными выпуклостями; по меньшей мере, один средний слой, тисненый в точном соответствии, по меньшей мере, с одним верхним слоем, таким образом, что вторые тисненые выпуклости, по меньшей мере, одного среднего слоя совмещаются с подушковидными углублениями, по меньшей мере, одного верхнего слоя, или вторые тисненые выпуклости, по меньшей мере, одного верхнего слоя совмещаются с подушковидными углублениями, по меньшей мере, частично окруженные первыми тиснеными выпуклостями, по меньшей мере, одного среднего слоя; и, по меньшей мере, один нижний слой, который не соответствует, по меньшей мере, одному верхнему слою и одновременно присоединяется, по меньшей мере, к одному верхнему слою и, по меньшей мере, одному среднему слою. Согласно данному документу, процесс TAD также представляет собой альтернативу микротиснению слоя санитарно-гигиенической бумаги, изготовленного традиционным способом влажного прессования (CWP).
Таким образом, вышеупомянутые документы представляют общее описание двух основных альтернатив микроструктурированного слоя посредством микротиснения классического слоя типа CWP или посредством изготовления слоя в процессе TAD.
Существует необходимость повышения пластичности и мягкости многослойных изделий из санитарно-гигиенической бумаги. Кроме того, это должно быть осуществлено экономичным или низкозатратным способом.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения заключается в том, чтобы предложить многослойное изделие из санитарно-гигиенической бумаги, которое преодолевает недостатки, которыми обладают предложенные на предшествующем уровне техники многослойные изделия из санитарно-гигиенической бумаги, включающие слой TAD, и соответственно способ его изготовления. В частности, оказывается желательным повышение мягкости и/или пластичности многослойных изделий из санитарно-гигиенической бумаги включающий, по меньшей мере, один слой TAD, и в то же время сохранить высокую производительность и/или низкую стоимость производства многослойных изделий из санитарно-гигиенической бумаги включающих, по меньшей мере, один слой TAD.
Настоящее изобретение предлагает микротиснение внешнего структурированного слоя TAD в течение операции конечной обработки после высушивания санитарно-гигиенической бумаги, изготовленной бумагоделательной машиной.
Согласно одному аспекту, предлагается многослойное изделие из санитарно-гигиенической бумаги включающее, по меньшей мере, два слоя, изготовленные из основного листа санитарно-гигиенической бумаги, причем, по меньшей мере, один внешний слой представляет собой структурированный внешний слой, полученный способом изготовления с формированием структуры, в котором структурированный внешний слой включает микроструктурный узор, по меньшей мере, практически на 80% своей поверхность, причем вышеупомянутый микроструктурный узор наносится посредством микротиснения в течение операции конечной обработки, и структурированный внешний слой выбирается из группы структурированных слоев, которую составляют высушенный продуванием воздуха слой, изготовленный с использованием способа сквозной воздушной сушки (TAD), или высушенный слой, изготовленный с использованием усовершенствованной системы формования санитарно-гигиенической бумаги (ATMOS); и высушенный слой, изготовленный с использованием технологии структурирования санитарно-гигиенической бумаги (SST), и микроструктурный узор включает первое множество выпуклостей, где плотность составляет приблизительно от 30 до 100 выпуклостей на 1 см2.
По меньшей мере, один дополнительный слой представляет собой изготовленный влажным прессованием слой, для изготовления которого используется традиционный способ влажного прессования (CWP).
Изготовленный влажным прессованием слой может также включать микроструктурный узор. Микроструктурный узор может включать второе множество выпуклостей, которые образуют декоративный узор, причем выпуклости второго множества имеют высоту, составляющие приблизительно в 1-3 раза больше, чем высота выпуклостей первого множества.
Микроструктурный узор может представлять собой сочетание первого множества выпуклостей или второго множества выпуклостей с третьим множеством продолговатых выпуклостей, где плотность составляет приблизительно от 30 до 100 выпуклостей на 1 см2, причем продолговатые выпуклости имеют длину, составляющую приблизительно в 3-20 раз больше, чем длина выпуклостей первого или второго множества.
Выпуклости микроструктурных рисунков можно выбирать из группы микроструктурных рисунков, которую составляют складки, рифление, волнообразные профили, микровыпуклости в форме пирамиды или конуса, микровыпуклости в форме усеченной пирамиды или усеченного конуса.
По меньшей мере, два слоя можно соединять друг с другом в процессе изготовления с совмещением или неупорядоченным совмещением.
Согласно еще одному аспекту, предлагается способ изготовления многослойного изделия из санитарно-гигиенической бумаги, включающего, по меньшей мере, два слоя, изготовленные из основного листа санитарно-гигиенической бумаги, причем данный способ изготовления включает изготовление, по меньшей мере, одного внешнего слоя, представляющего собой структурированный внешний слой, полученный способом изготовления с формированием структуры, и дополнительно включает микротиснение структурированного внешнего слоя, по меньшей мере, практически на 80% его поверхности в течение операции конечной обработки, причем структурированный внешний слой выбирается из группы структурированных слоев, которую составляют высушенный продуванием воздуха слой, изготовленный с использованием способа сквозной воздушной сушки (TAD), или высушенный слой, изготовленный с использованием усовершенствованной системы формования санитарно-гигиенической бумаги (ATMOS); и высушенный слой, изготовленный с использованием технологии структурирования санитарно-гигиенической бумаги (SST), и структурированный внешний слой подвергается микротиснению между первым цилиндром и вторым цилиндром с выгравированным микроструктурным рисунком, включающим множество выпуклостей, где плотность составляет приблизительно от 30 до 100 выпуклостей на 1 см2.
Этап микротиснения может включать регулирование давление микротиснения, которое прилагается к структурированному внешнему слою, таким образом, чтобы регулировать связанное с мягкостью свойство по отношению к связанному с прочностью свойству структурированного внешнего слоя в определенном интервале.
Давление микротиснения может составлять приблизительно от 10 до 40 кг на см длины, таким образом, чтобы регулировать связанное с мягкостью свойство структурированного внешнего слоя приблизительно в интервале от 83 и 87 согласно измерениям, которые осуществляет анализатор мягкости бумаги EMTEC, использующий определенный связанный с санитарно-гигиенической бумагой алгоритм (так называемый алгоритм QA1 от EMTEC), и связанное с прочностью при растяжении в машинном направлении (MDT) свойство структурированного внешнего слоя приблизительно в интервале от 90 до 130 Н/м, согласно измерениям по стандарту EN ISO 12625-4:2005.
Способ изготовления многослойного изделия из санитарно-гигиенической бумаги может дополнительно включать изготовление, по меньшей мере, одного дополнительного слоя, который представляет собой изготовленный влажным прессованием слой, полученный с использованием способа влажного прессования.
Согласно следующему аспекту настоящего изобретения, предлагается рулон листового материала, который представляет собой многослойное изделие из санитарно-гигиенической бумаги, намотанное на втулку.
Согласно следующему аспекту настоящего изобретения, предлагается сложенный листовой материал, представляющий собой многослойное изделие из санитарно-гигиенической бумаги, нарезанное, сложенное стопкой и завернутое в упаковку.
Согласно следующему аспекту настоящего изобретения, предлагается использование многослойного изделия из санитарно-гигиенической бумаги в качестве бумажного полотенца, рулонов туалетной бумаги, туалетной бумаги, протирочной бумаги, рулонов кухонной бумаги, косметических салфеток или носовых платков.
Настоящее изобретение предлагает изготовление многослойного изделия из санитарно-гигиенической бумаги, включающего внешний слой TAD, который является более мягким и соответственно создает улучшенное ощущение при прикосновении по сравнению с многослойными изделиями из санитарно-гигиенической бумаги предшествующего уровня техники.
С помощью настоящего изобретения можно в течение операции конечной обработки регулировать мягкость по отношению к прочности конечного изделия из санитарно-гигиенической бумаги. Кроме того, это обеспечивает обычное изготовление санитарно-гигиенической бумаги TAD с помощью такой же бумагоделательной машины, независимо от конечного изделия из санитарно-гигиенической бумаги, которое должно быть изготовлено в течение операции конечной обработки, причем конечное изделие из санитарно-гигиенической бумаги может представлять собой туалетную бумагу, имеющую повышенную мягкость и пониженную прочность, или кухонную бумагу, имеющую пониженную мягкость и повышенную прочность. С одной стороны, при этом может быть использована специфическая бумагоделательная машина TAD, в результате чего уменьшается закрепление капитала, и, с другой стороны, сохраняется производительность бумагоделательной машины TAD, которая обычно производит санитарно-гигиеническую бумагу TAD со скоростью, составляющей приблизительно 1300 метров в минуту, в условиях промышленного производства. Таким образом, настоящее изобретение предлагает изготовление изделия из санитарно-гигиенической бумаги методом TAD, у которого уровни мягкости, пластичности и прочности приспособлены для конечного использования изделия из санитарно-гигиенической бумаги в условиях экономической эффективности. В итоге, настоящее изобретение можно использовать для изготовления многослойного изделия из санитарно-гигиенической бумаги, которое является более мягким, чем многослойное изделие из санитарно-гигиенической бумаги предшествующего уровня техники, после операции конечной обработки, и при этом сохраняется производительность бумагоделательной машины.
Настоящее изобретение также хорошо приспособлено, чтобы изготавливать косметические салфетки или носовые платки, сохраняющие превосходную мягкость и абсорбирующую способность при уменьшении числа слоев по сравнению с косметическими салфетками или носовыми платками предшествующего уровня техники. Кроме того, уменьшение числа слоев создает экономические и экологические преимущества, поскольку аналогичные или даже улучшенные свойства получаются при использовании бумажных волокон в меньшем количестве.
Другие преимущества становятся очевидными при ознакомлении с приведенным ниже описанием настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение иллюстрируется посредством примеров и не ограничивается прилагаемыми чертежами, на которых аналогичные условные обозначения относятся к аналогичным элементам:
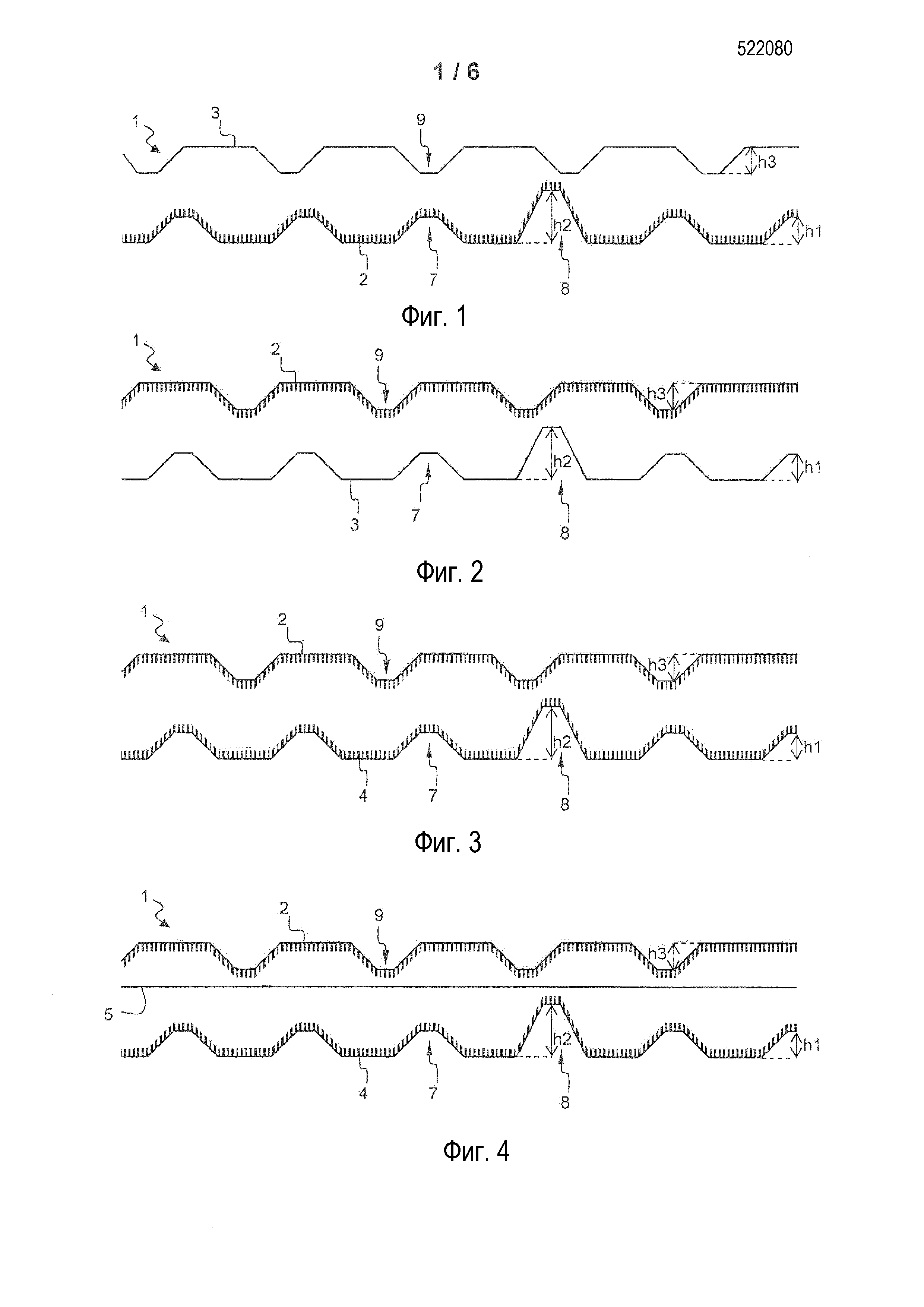
фиг. 1-4 представляют боковые изображения поперечного сечения, схематически иллюстрирующие многослойные изделия из санитарно-гигиенической бумаги согласно первому, второму, третьему и четвертому вариантам осуществления настоящего изобретения соответственно;
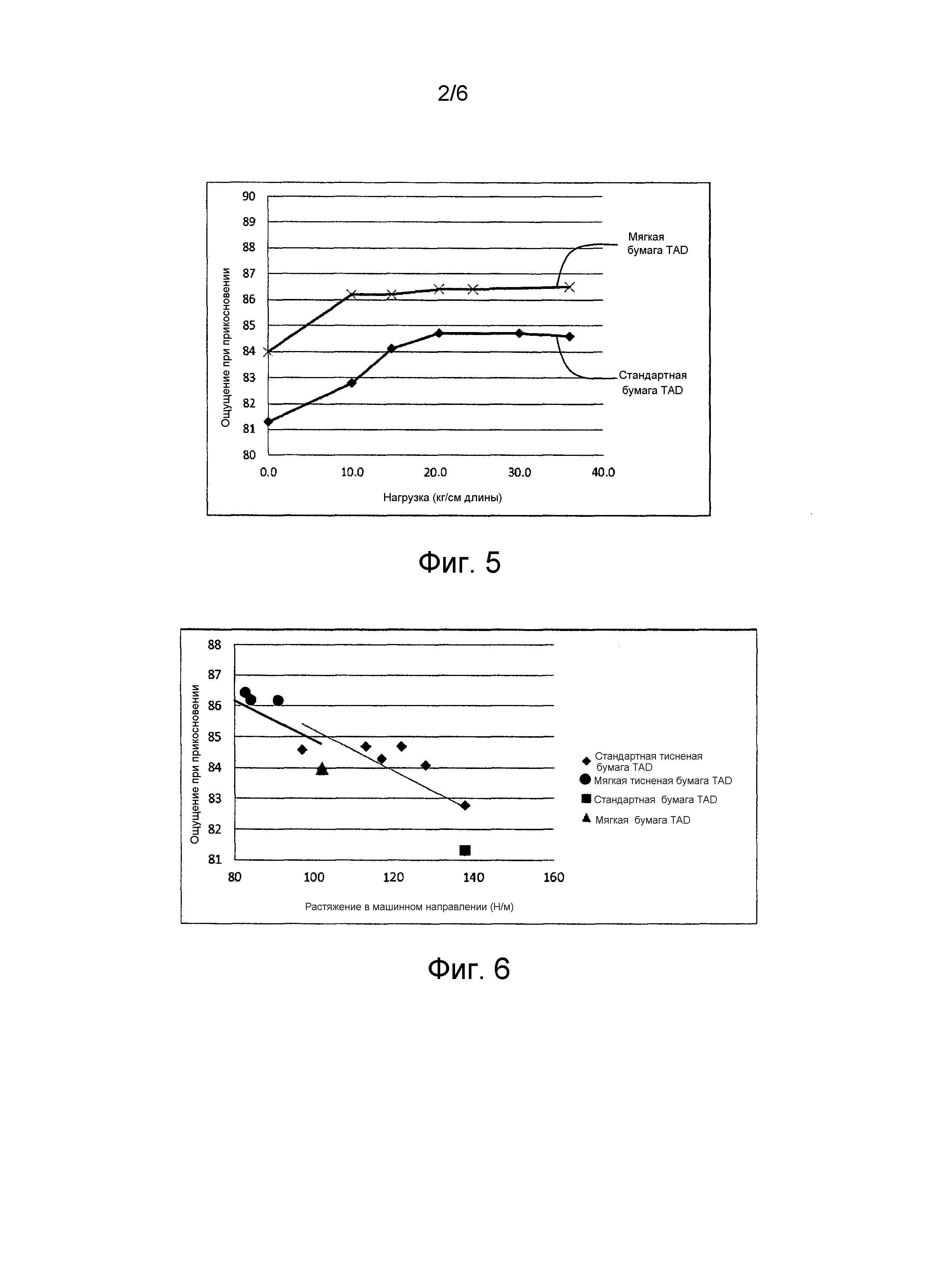
фиг. 5 представляет график, иллюстрирующий влияние давления микротиснения на ощущение при прикосновении/мягкость;
фиг. 6 представляет график, иллюстрирующий влияние микротиснения на прочность при растяжении в машинном направлении;
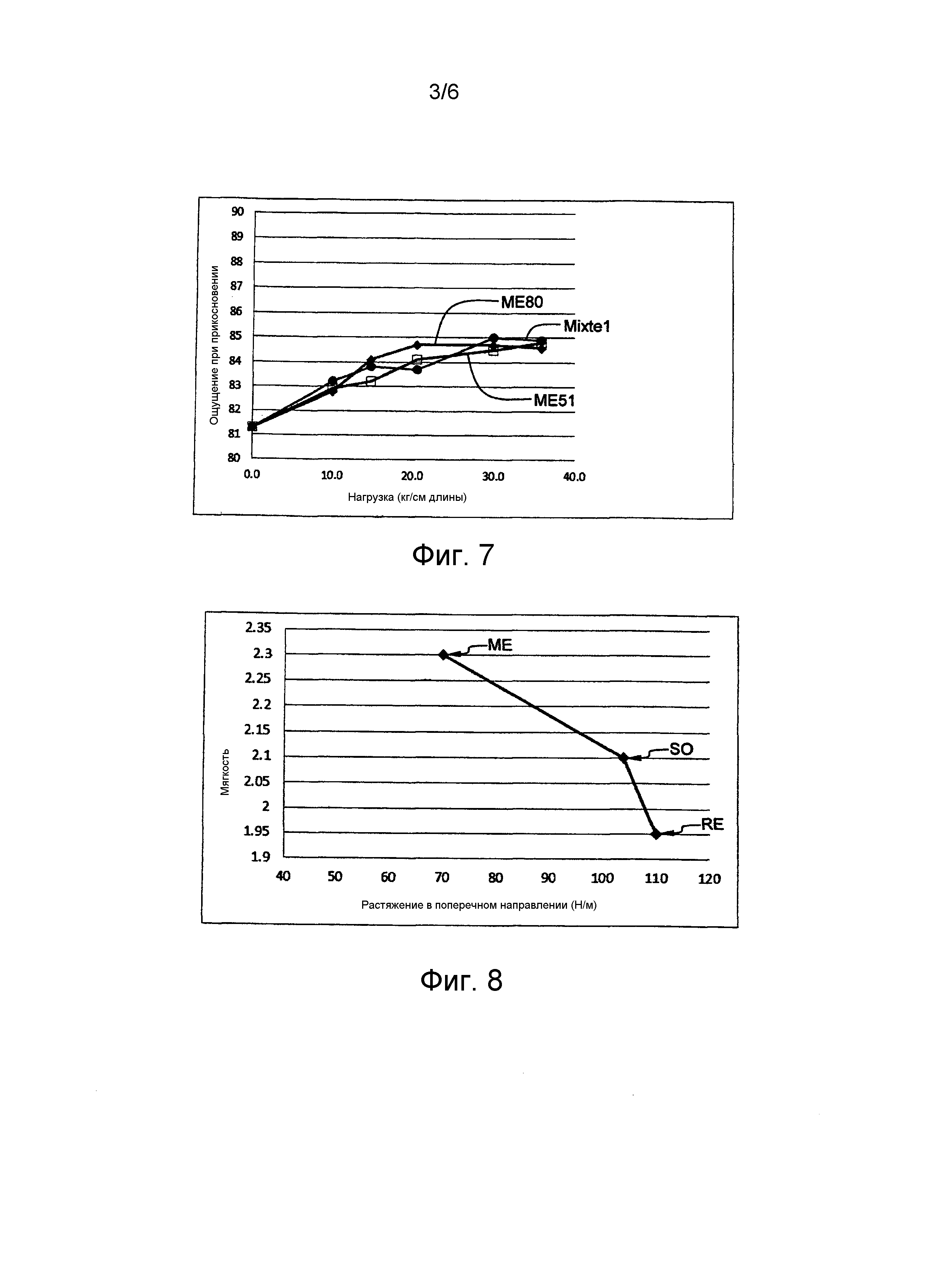
фиг. 7 представляет график, иллюстрирующий влияние разнообразных рисунков микротиснения на ощущение при прикосновении/мягкость;
фиг. 8 представляет график, иллюстрирующий увеличение мягкости согласно третьему варианту осуществления настоящему изобретению;
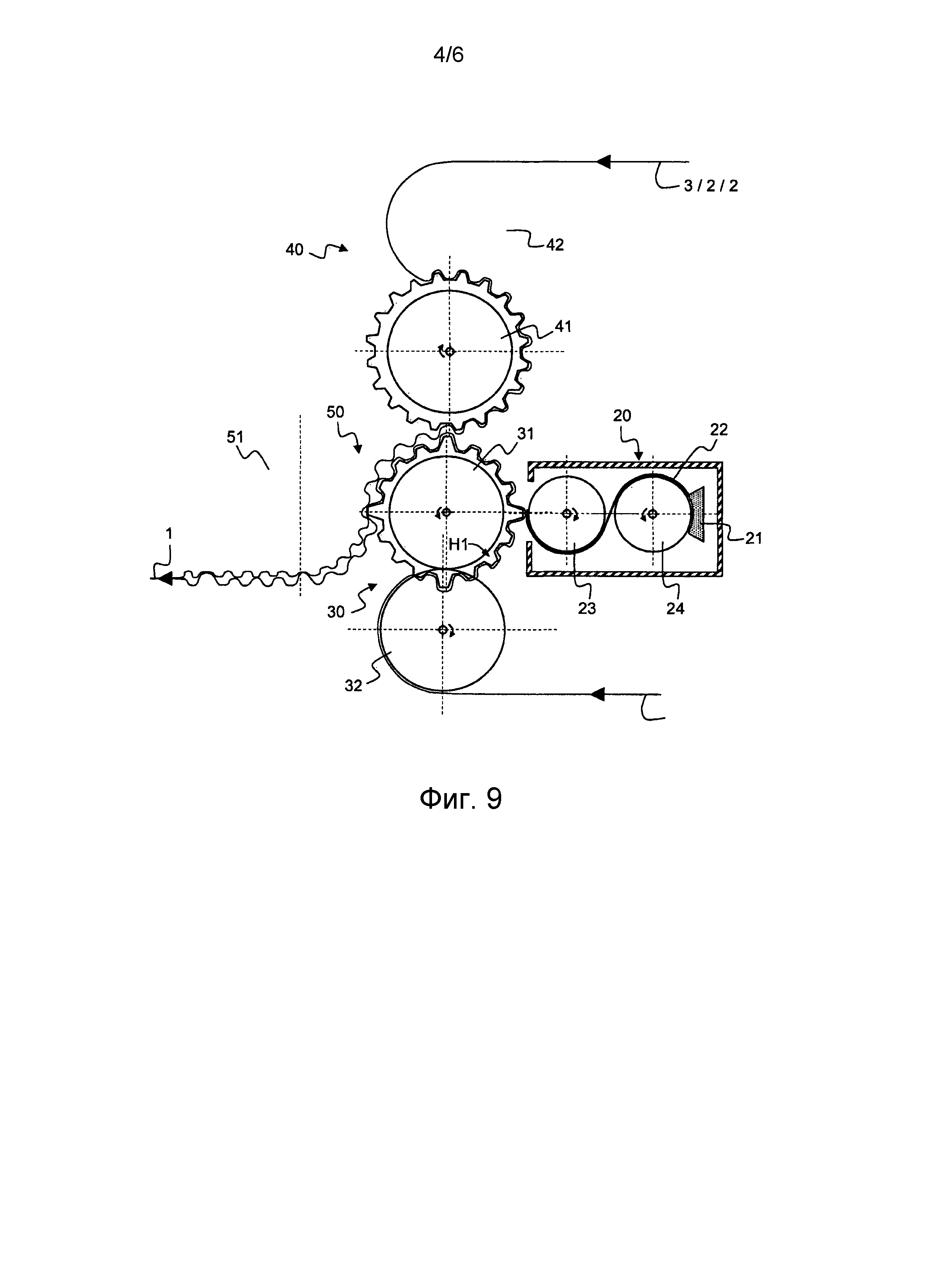
фиг. 9 схематически и частично иллюстрирует примерную установку для конечной обработки и способ изготовления многослойного изделия из санитарно-гигиенической бумаги согласно первому, второму и третьему вариантам осуществления;
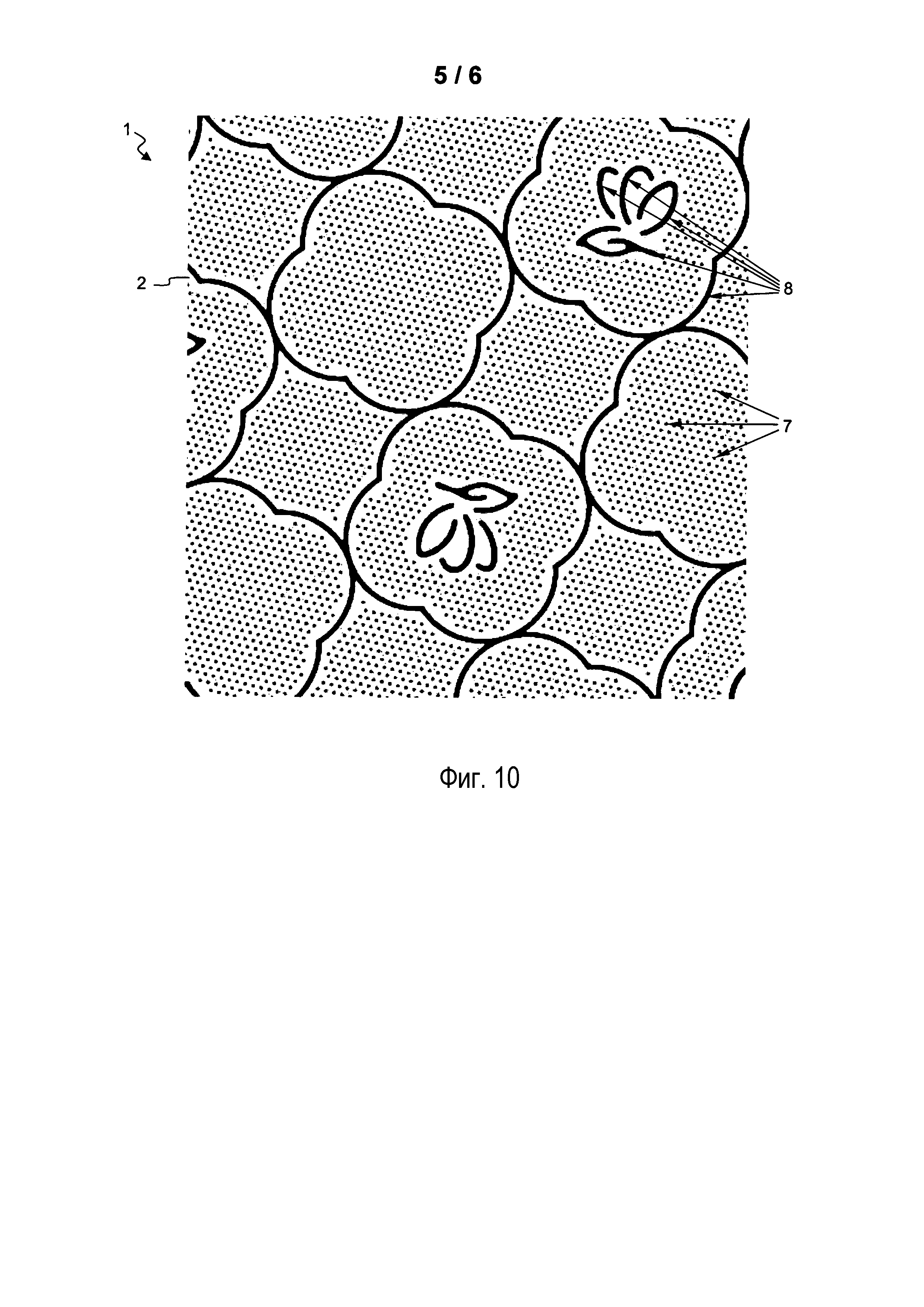
фиг. 10 представляет вид сверху многослойного изделия из санитарно-гигиенической бумаги согласно настоящему изобретению, схематически иллюстрирующий примерный декоративный узор;
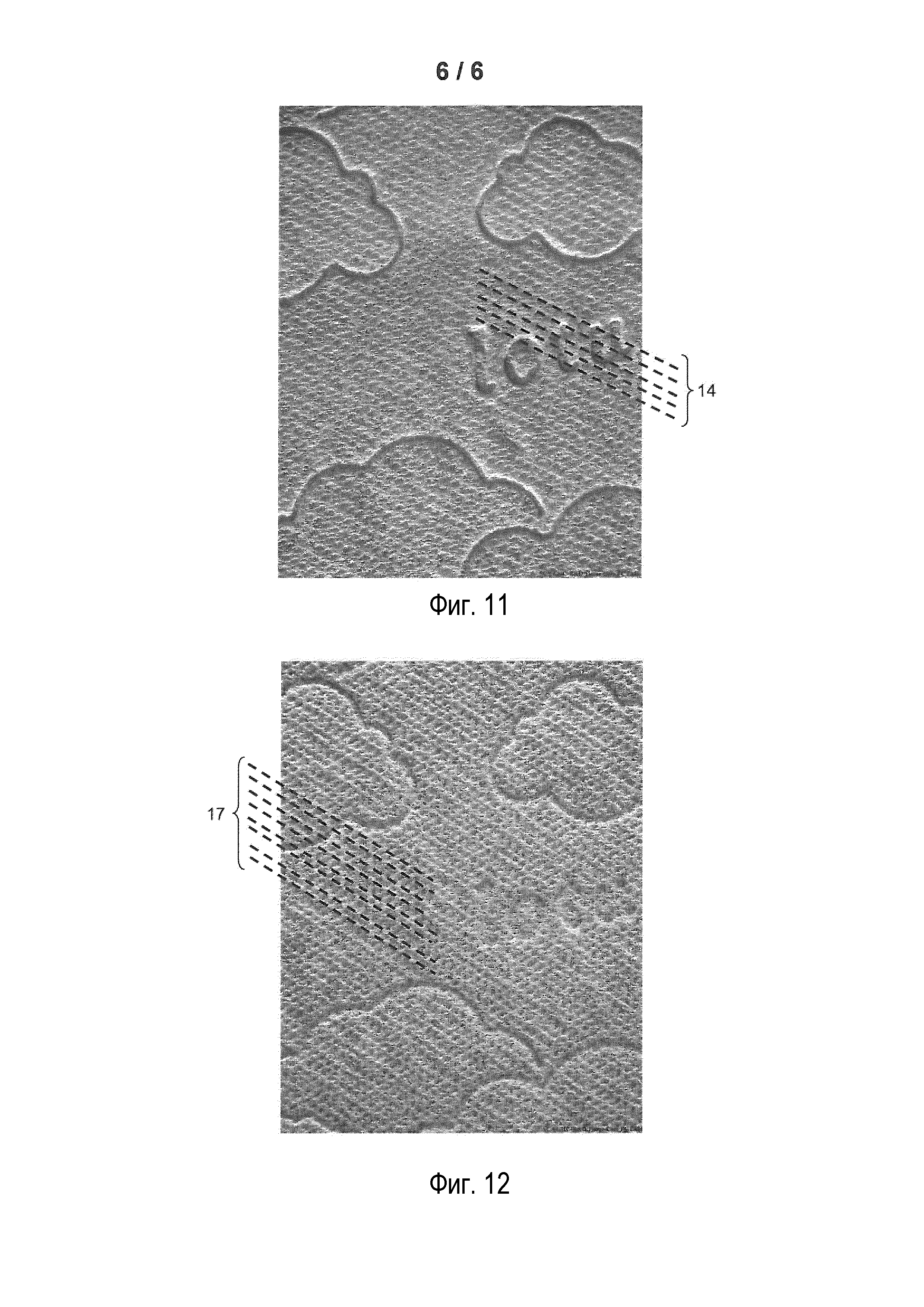
фиг. 11 представляет полученный с помощью микроскопа вид сверху многослойного изделия из санитарно-гигиенической бумаги предшествующего уровня техники; и
фиг. 12 представляет полученный с помощью микроскопа вид сверху многослойного изделия из санитарно-гигиенической бумаги согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг. 1-4 представляют боковые изображения поперечного сечения, схематически иллюстрирующие слоистую структуру многослойного изделия из санитарно-гигиенической бумаги согласно настоящему изобретению.
Фиг. 1 схематически иллюстрирует многослойное изделие 1 из санитарно-гигиенической бумаги согласно первому варианту осуществления настоящего изобретения. Оно включает первый структурированный слой 2 и второй изготовленный влажным прессованием слой 3. Каждый из этих слоев изготовлен из основного листа санитарно-гигиенической бумаги, имеющей низкую поверхностную плотность, составляющую от 10 до 45 г/м2. Структурированный слой 2 может представлять собой высушенный продуванием воздуха слой, изготовленный с использованием способа сквозной воздушной сушки (TAD). В качестве альтернативы изготовления способом сквозной воздушной сушки TAD, можно использовать другой способ изготовления, такой как способ изготовления с использованием усовершенствованной системы формования санитарно-гигиенической бумаги (ATMOS), и в результате этого получается аналогичный структурированный слой. Изготовленный влажным прессованием слой 3 получают с использованием способа влажного прессования (CWP).
После изготовления структурированного слоя 2 бумагоделательной машиной осуществляется операция конечной обработки. Эта операция включает микротиснение структурированного слоя 2, по меньшей мере, практически на 80% его поверхности. Структурированный слой 2 можно подвергать тиснению практически на всей его поверхности.
На структурированный слой 2 можно наносить первый микроструктурный узор на двух уровнях, а именно путем сочетания множеств первых 7 и вторых 8 выпуклостей. Например, вторые выпуклости 8 можно изготавливать, осуществляя тиснение структурированного слоя 2 на второй высоте h2, составляющей в 1-3 раза, например, в 1,4 раза больше, чем первая высота h1. Плотность первых выпуклостей 7 является больше, чем плотность вторых выпуклостей 8.
На изготовленный влажным прессованием слой 3 можно наносить второй микроструктурный узор на одном уровне, а именно как множество третьих выпуклостей 9. Третьи выпуклости 9 могут иметь третью высоту h3, которая может быть, например, практически такой же, как первая высота h1.
В качестве примера, первая высота h1 может составлять приблизительно от 0,5 до 0,7 мм, и вторая высота h2 может составлять приблизительно от 0,7 до 1 мм. Плотность множества первых выпуклостей 7 и третьих выпуклостей 9 может составлять приблизительно от 30 до 100 выпуклостей на 1 см2. Плотность множества вторых выпуклостей 8 может составлять в 10 раз меньше, чем плотность множества первых выпуклостей 7. Площадь поверхность второй выпуклости 8 может составлять приблизительно от 0,5 до 2 мм2. Множество вторых выпуклостей 8 может образовывать повторяющийся декоративный узор (цветок, лист, фирменное наименование и т.д.), который может повторяться на поверхности внешнего слоя.
В качестве альтернативы, один из микроструктурных рисунков может включать множество продолговатых выпуклостей, где плотность составляет приблизительно от 30 до 100 выпуклостей на 1 см2. Продолговатые выпуклости могут иметь длину, составляющую приблизительно в 3-20 раз больше, чем длина выпуклостей первого множества выпуклостей.
Фиг. 2 схематически иллюстрирует многослойное изделие 1 из санитарно-гигиенической бумаги согласно второму варианту осуществления настоящего изобретения. Второй вариант осуществления отличается от первого варианта осуществления тем, что на первый структурированный слой 2 нанесен второй микроструктурный узор на одном уровень (множество третьих выпуклостей 9), в то время как на второй изготовленный влажным прессованием слой 3 нанесен первый микроструктурный узор на двух уровнях (сочетание множества первых 7 и вторых 8 выпуклостей).
Фиг. 3 схематически иллюстрирует многослойное изделие 1 из санитарно-гигиенической бумаги согласно третьему варианту осуществления настоящего изобретения. Третий вариант осуществления от первого варианта осуществления тем, что вместо изготовленного влажным прессованием слоя 3 присутствует второй структурированный слой 4.
Фиг. 4 схематически иллюстрирует многослойное изделие 1 из санитарно-гигиенической бумаги согласно четвертому варианту осуществления настоящего изобретения. Четвертый вариант осуществления включает два структурированных слоя 2 и 4 и один изготовленный влажным прессованием слой 5. Два структурированных слоя 2 и 4 представляют собой внешние слои многослойного изделия 1 из санитарно-гигиенической бумаги. Изготовленный влажным прессованием слой 5 занимает промежуточное положение и представляет собой центральный слой в структуре многослойного изделия 1 из санитарно-гигиенической бумаги. Изготовленный влажным прессованием слой 5 может не подвергаться тиснению (как проиллюстрировано на фиг. 4), или, в качестве альтернативы, посредством тиснения на него наносится любой из описанных выше микроструктурных рисунков (не представлено на чертеже).
Неожиданно было обнаружено, что если внешний структурированный слой TAD подвергается микротиснению в течение операции конечной обработки после высушивания санитарно-гигиенической бумаги, изготовленной бумагоделательной машиной, можно в существенной степени повышать пластичность и/или мягкость. Этот неожиданный эффект находился в противоречии с общеизвестными знаниями до настоящего времени, что будет далее проиллюстрировано с помощью графиков.
Фиг. 5 представляет график, иллюстрирующий, как давление микротиснения (нагрузка в кг/см длины) влияет на ощущение при прикосновении (HF)/мягкость. Согласно методике данного исследования, для тиснения структурированный слой TAD помещается между стальным цилиндром и резиновым цилиндром с микротисненым рисунком, у которого имеющий плотность составляет 80 выпуклостей на 1 см2. Сначала сравнительный образец изготавливают, обрабатывая изделие из санитарно-гигиенической бумаги на установке для конечной обработки, которая проиллюстрирована на фиг. 9, без тиснения изделия из санитарно-гигиенической бумаги. Этому сравнительному образцу соответствует ощущение при прикосновении/мягкость, когда измерения осуществляются при 0 кг/см. После этого множество образцов изготавливают, обрабатывая изделие из санитарно-гигиенической бумаги на установке для переработки, которая проиллюстрирована на фиг. 9, и осуществляя тиснение изделия из санитарно-гигиенической бумаги посредством приложения возрастающего давления тиснения.
Мягкость получаемого в результате изделия из санитарно-гигиенической бумаги измеряют, используя анализатор мягкости бумаги от компании EMTEC. Данный анализатор мягкости бумаги работает следующим образом, чтобы определять значение мягкости или значение ощущения при прикосновении, в котором сочетаются «действительная» мягкость, гладкость/шероховатость и жесткость. Образец изделия из санитарно-гигиенической бумаги устанавливают и фиксируют в измерительной ячейке, например, имеющей форму барабана. Ниже устанавливается вибрационный датчик, выше устанавливается вертикальная подвижная измерительная головка с вращающейся лопастью, которая толкает образец изделия из санитарно-гигиенической бумаги с определенной нагрузкой. После этого осуществляется вращение вращающихся лопастей с определенной скоростью. Движение лопастей над образцом изделия из санитарно-гигиенической бумаги производит вибрации/шумы различных типов, которые обнаруживаются посредством вибрационного датчика. Получаемый в результате спектр вибраций/шумов представляет собой перекрывание двух отдельных пиков. Первому пику спектра соответствует гладкость/шероховатость (вертикальная вибрация образца изделия из санитарно-гигиенической бумаги, такого как мембрана, которые вызывает движение лопастей над поверхностью образца изделия из санитарно-гигиенической бумаги). Второму пику спектра соответствует «действительная» мягкость (сама горизонтальная вибрация лопастей, которую вызывает моментальное блокирование и откидывание лопастей волокнами образца изделия из санитарно-гигиенической бумаги при движении над поверхностью). Кроме того, образец изделия из санитарно-гигиенической бумаги деформируется, чтобы измерять упругие, вязкоупругие и пластические свойства (жесткость). С этими тремя параметрами (мягкость, гладкость и жесткость) сочетаются толщина, поверхностная плотность и число слоев посредством различных алгоритмов, и в результате этого получается значение ощущения при прикосновении (HF). В частности, алгоритм, используемый для измерений, представляет собой алгоритм QA1 от компании EMTEC. Чем выше значение ощущения при прикосновении, тем мягче изделие из санитарно-гигиенической бумаги. Можно вывести математическое уравнение таким образом, что с результатами будет коррелировать определенная оценочная группа потребителей, используя конкретные алгоритмы для каждого материала (санитарно-гигиеническая бумага-основа, туалетная бумага, косметические салфетки и т.д.).
Данный график иллюстрирует, что эквивалентное значения ощущения при прикосновении/мягкости можно получить, используя тисненый стандартный слой TAD, по сравнению с мягким слоем TAD (несмотря на меньшую прочность), полученным в процессе изготовления бумаги.
Кроме того, следует также отметить улучшение ощущения при прикосновении/мягкости при тиснении мягкого слоя, выполненного методом TAD. Кроме того, при тиснении слоя, выполненного методом TAD под действием заданного давления тиснения, составляющего, в частности, 10 и 20 кг/см для мягкого слоя TAD и стандартного слоя TADсоответственно, влияние на ощущение при прикосновении/мягкость является нулевым или, по меньшей мере, сокращается в значительной степени.
Фиг. 6 представляет график, иллюстрирующий влияние микротиснения на прочность при растяжении в машинном направлении (MDT). Прочность в машинном направлении (MD) в сухом состоянии измеряли согласно стандарту EN ISO 12625-4:2005. Данный график показывает, что имеющий эквивалентные значения ощущение при прикосновении/мягкости тисненый стандартный слой TAD обладает более высокой прочностью, чем тисненый мягкий TAD. Хотя это не представлено, влияние на прочность в поперечном машинному направлении (CD) является аналогичными. Таким образом, с помощью настоящего изобретения становится возможным регулирование связанного с прочностью свойства слоя TAD в заданном интервале без изменения ощущения при прикосновении/мягкости получаемого в результате изделия.
Фиг. 7 представляет график, иллюстрирующий влияние разнообразных рисунков микротиснения на мягкость. Для одного и того же изделия из санитарно-гигиенической бумаги были исследованы разнообразные микроструктурные рисунки, а именно первый узор ME80, у которого плотность составляет 80 выпуклостей на 1 см2, второй узор ME51, у которого плотность составляет 51 выпуклость на 1 см2 и третий узор Mixte1, представляющий собой сочетание множества продолговатых выпуклостей и множества закругленных выпуклостей. Данный график иллюстрирует, что независимо от рисунка, используемого для микротиснения структурированного слоя TAD, мягкость структурированного слоя TAD улучшается посредством микротиснения. Данный график согласуется с графиком на фиг. 5, а также показывает, что чем выше давление микротиснения, тем больше мягкость в ограниченном интервале (выше нагрузки, составляющей приблизительно 30 кг/см, наблюдается стабилизация повышения мягкости).
Фиг. 8 представляет график, иллюстрирующий увеличение мягкости согласно третьему варианту осуществления настоящего изобретения. На данном графике представлено значение мягкости, полученное в результате слепого исследования с участием группы потребителей, исследующих разнообразные многослойные изделия из санитарно-гигиенической бумаги. Аналогичные результаты получаются посредством измерения анализатором мягкости бумаги от компании EMTEC. Точка сравнения RE показывает связанное с мягкостью свойство по отношению к связанному с прочностью свойству изделия из санитарно-гигиенической бумаги, включающего два стандартных слоя TAD (а именно изделия, включающего слои TAD, полученные в стандартном процессе изготовления с использованием сквозной воздушной сушки). Точка SO показывает связанное с мягкостью свойство по отношению к связанному с прочностью свойству изделия из санитарно-гигиенической бумаги, включающего два наиболее мягких возможных слоя TAD (а именно, изделия, включающего слои TAD, полученные в процессе изготовления бумаги, имеющей наибольшую возможную мягкость). Точка ME показывает связанное с мягкостью свойство по отношению к связанному с прочностью свойству изделия из санитарно-гигиенической бумаги, включающего два подвергнутых микротиснению слоя TAD, полученных согласно настоящему изобретению. С помощью настоящего изобретения получается значительное увеличение мягкости и одновременно сохраняется на приемлемом уровне прочность на растяжение в поперечном направлении (CD). Прочность в сухом состоянии при растяжении в поперечном направлении (CD) измеряется согласно стандарту EN ISO 12625-4:2005. Хотя это не представлено, влияние на прочность при растяжении в машинном направлении (MDT) является аналогичной. Кроме того, с использованием настоящего изобретения становиться возможным регулирование связанного с прочностью свойства слоя TAD в заданном интервале (от 70 до 105 Н/м) при одновременном сохранении мягкости получаемого в результате изделия в заданном интервале мягкости (от 2,1 до 2,3) с улучшением по сравнению со стандартным слоем TAD или имеющим максимальную возможную мягкость слоем TAD, получаемым в результате только процесса изготовления бумаги.
Улучшение мягкости, которое наблюдается как неожиданный эффект, по-видимому, происходит в результате этапа микротиснения, при котором механически разрушается связь между волокнами.
Фиг. 9 схематически и частично иллюстрирует примерную установку для конечной обработки и способ изготовления многослойного изделия 1 из санитарно-гигиенической бумаги согласно первому, второму и третьему вариантам осуществления, которые проиллюстрированы на фиг. 1-3. Установка для конечной обработки включает дозирующее клей устройство 20, первое устройство для тиснения 30, второе устройство для тиснения 40 и соединительное устройство 50. Установка для конечной обработки и способ конечной обработки для изготовления такого многослойного изделия из санитарно-гигиенической бумаги, которые будут подробно разъясняться ниже, основаны на устройстве, предназначенном для изготовления традиционного содержащего два или три совмещенных слоя бумажного изделия без необходимости существенных изменений в компонентов или параметров (процесс совмещения плоского внутреннего слоя описан в документе EP 1081284). Таким образом, изготовление многослойного изделия из санитарно-гигиенической бумаги согласно настоящему изобретению на основе существующей установки для конечной обработки является особенно экономичным.
Первое устройство для тиснения 30 включает гравированный цилиндр 31 и совмещенный с ним резиновый цилиндр 32, причем они вращаются в противоположных направлениях. На цилиндре 31 выгравирован микроструктурный узор, в котором сочетаются первые вытисненные выступы, имеющие высоту H1, и вторые вытисненные выступы, имеющие высоту H2. Первые вытисненные выступы имеют меньшую высоту, чем вторые вытисненные выступы. Первый внешний слой 2 (вариант осуществления на фиг. 1), 3 (вариант осуществления на фиг. 2) или 4 (вариант осуществления на фиг. 3) подвергается тиснению на первом устройстве для тиснения 30. Гравированный цилиндр 31 включает гравировку на двух уровнях. Полученный тисненый первый внешний слой 2 (вариант осуществления на фиг. 1), 3 (вариант осуществления на фиг. 2) или 4 (вариант осуществления на фиг. 3) включает, по меньшей мере, частично высокие отдельные выпуклости высотой h2 (например, отдельные усеченные выпуклости и/или линейные выпуклости, например, в форме цветков), и низкие выпуклости высотой h1 (например, отдельные усеченные выпуклости). Высоты h1 и h2 зависят от высот H1 и H2 гравировки, а также от других параметров тиснения, а именно давления, качества резины и т.д.
Микроструктурный узор может включать точечные или продолговатые складки, рифление, волнообразные профили, микровыпуклости в форме пирамиды или конуса, микровыпуклости в форме усеченной пирамиды или усеченного конуса.
В качестве примера, первые вытисненные выступы на цилиндре 31 имеют высоту гравировки H1, составляющую от 0,2 до 2 мм, а вторые вытисненные выступы на цилиндре 31 имеют высоту гравировки H2, таким образом, что разность высот H2-H1 составляет от 0,1 до 0,7 мм. Микроструктурные рисунки могут иметь плотность, составляющую более чем 30 выпуклостей на 1 см2.
Дозирующее клей устройство 20 наносит клей 22 на внешнюю сторону внешнего слоя 2 (вариант осуществления на фиг. 1), 3 (вариант осуществления на фиг. 2) или 4 (вариант осуществления на фиг. 3). Клей 22 можно наносить на внешнюю сторону внешнего слоя напротив удаленных областей выпуклостей высоты h2 тисненого первого внешнего слоя.
Дозирующее клей устройство 20 включает резервуар 21, цилиндрический аппликатор 23 и погружной цилиндр 24. К цилиндрическому аппликатору 23 примыкает торцом к вышележащему высушенному продуванием воздуха слой 10 и тисненый первый внешний слой 2 (вариант осуществления на фиг. 1), 3 (вариант осуществления на фиг. 2) или 4 (вариант осуществления на фиг. 3) напротив гравированного цилиндра 31. Погружной цилиндр 24 набирает клей 22 из резервуара 21 и переносит клей 22 на цилиндрический аппликатор 23. Цилиндрический аппликатор 23 предназначается, чтобы производить заданное давление на гравированный цилиндр 31 в удаленной области выпуклостей высоты h2 тисненого первого внешнего слоя. При вышеупомянутом заданном давлении клей 22 пересекает тисненый первый внешний слой. В качестве альтернативы, цилиндрический аппликатор 23 может иметь гравированную поверхность таким образом, чтобы наносить клей 22 только на часть выпуклостей. Это позволяет придавать гладкость многослойному изделию 1 из санитарно-гигиенической бумаги.
Поскольку области приклеивания ограничиваются удаленными плоскими областями высоких выпуклостей тисненого первого внешнего слоя, получаемая в результате жесткость многослойного изделия 1 из санитарно-гигиенической бумаги, может находиться на заданном уровне. Таким образом, можно регулировать получаемую в результате жесткость. Фиг. 9 иллюстрирует только конкретный пример, в котором на одну высокую выпуклость приходятся три низкие выпуклости.
Клей 22 может представлять собой поливинилацетатный клей или термоплавкий клей. Клей можно растворять в воде согласно пропорции, обеспечивающей надлежащий перенос в различные слои.
Практически одновременно с образованием тисненого первого внешнего слоя 2 (вариант осуществления на фиг. 1), 3 (вариант осуществления на фиг. 2) или 4 (вариант осуществления на фиг. 3) осуществляется тиснение второго внешнего слоя 3 (вариант осуществления на фиг. 1) или 2 (варианты осуществления на фиг. 2 и 3) с помощью второго устройства для тиснения 40.
Второе устройство для тиснения 40 включает гравированный цилиндр 41 и совмещенный с ним резиновый цилиндр 42, причем они вращаются в противоположных направлениях. На цилиндре 41 выгравирован микроструктурный узор, имеющий вытисненные выступы высоты H3. Высота H3 может быть практически такой же, как высота H1.
Получаемый в результате второй внешний слой 3 (вариант осуществления на фиг. 1) или 2 (варианты осуществления на фиг. 2 и 3) включает, по меньшей мере, частично низкие отдельные выпуклости высоты h3. Второй гравированный цилиндр 41 может также включать декоративный узор (например, повторяющийся декоративный узор с изображением цветков).
Фиг. 10 представляет вид сверху получаемого в результате второго внешнего слоя 2, который схематически иллюстрирует пример такого декоративного рисунка, включающего первое множество выпуклостей 7 (выпуклости высокой плотности) и второе множество выпуклостей 8 (цветки).
После этого тисненый первый внешний слой 2 (вариант осуществления на фиг. 1), 3 (вариант осуществления на фиг. 2) или 4 (вариант осуществления на фиг. 3) и тисненый второй внешний слой 3 (вариант осуществления на фиг. 1) или 2 (варианты осуществления на фиг. 2 и 3) соединяются друг с другом посредством совмещения выпуклостей и углублений в соединительном устройстве 50.
Соединительное устройство 50 включает стыковочный цилиндр 51, который работает совместно с гравированным цилиндром 31 первого устройства для тиснения 30. Поверхность стыковочного цилиндра 51 может быть гладкой. В качестве альтернативы, он может также подвергаться гравировке и может включать промежутки, чтобы регулировать поверхность соединения и гладкость конечного многослойного изделия из санитарно-гигиенической бумаги.
Соединение тисненого первого внешнего слоя и тисненого второго внешнего слоя осуществляется таким образом, что:
- с одной стороны, удаленные области высоких выпуклостей тисненого первого внешнего слоя совмещаются, по меньшей мере, частично с удаленными областями выпуклостей тисненого второго внешнего слоя, и
- с другой стороны, прилагается достаточное давление для соединения двух слоев 3 и 2, 2 на одной стороне и 3 или 2 и 4 на другой стороне с помощью клея 22.
В качестве альтернативы дозирующему клей устройству 50, которое проиллюстрировано на фиг. 9, клей (например, термоплавкий клей, клей на водной основе и т.д.) можно разбрызгивать, используя соответствующее устройство, на каждую из сторон первого внешнего слоя перед его соединением со вторым внешним слоем.
После этого многослойное изделие из санитарно-гигиенической бумаги можно наматывать на втулку 71, получая рулон листового материала 70, или его можно укладывать и завертывать в упаковку 81, получая сложенный листовой материал 80. Эти операции не имеют отношения к настоящему изобретению, и они не будут подробно описаны. Многослойное изделие из санитарно-гигиенической бумаги можно использовать в качестве бумажного полотенца, рулонов туалетной бумаги, туалетной бумаги, протирочной бумаги, рулонов кухонной бумаги, косметических салфеток или носовых платков и т.д.
Установка для конечной обработки и соответствующий способ, которые описаны выше, могут легко применяться для изготовления изделия согласно варианту осуществления, проиллюстрированному на фиг. 4. Промежуточный слой CWP 5 можно накладывать на выпуклости тисненого первого внешнего слоя 4 на уровне гравированного цилиндра 31. Промежуточный слой CWP 5 плотно прилегает к высоким выпуклостям тисненого первого внешнего слоя 4. Кроме того, он остается практически плоским между двумя последовательными высокими выпуклостями. В качестве альтернативы, его могут поддерживать плоские области невысоких выпуклостей. Таким образом, соответствующая установка для конечной обработки и способ не будут описаны подробно, потому что их основу составляет установка для конечной обработки и способ, которые проиллюстрированы на фиг. 9.
Фиг. 11 и 12 представляют полученные с помощью микроскопа виды сверху многослойного изделия из санитарно-гигиенической бумаги.
Фиг. 11 представляет многослойное изделие из санитарно-гигиенической бумаги, изготовленное согласно предшествующему уровню техники. Можно наблюдать правильный узор, на котором все выпуклости расположены на линиях, разделенных одинаковыми расстояниями. Некоторые из этих разделенных одинаковыми расстояниями линий обозначены штриховыми линями 17 на фиг. 11. Этот узор возникает в результате способа изготовления с формированием структуры (например, способа изготовления с использованием сквозной воздушной сушки TAD).
Фиг. 12 представляет многослойное изделие из санитарно-гигиенической бумаги, изготовленное согласно настоящему изобретению. Можно наблюдать узор неправильной формы, в котором расстояния между линиями выпуклостей являются неодинаковыми. Некоторые из этих линий обозначены штриховыми линями 17 на фиг. 12. Это обусловлено наложением рисунка, получаемого в результате материала, используемого в способе изготовления с формированием структуры (например, в способ изготовления посредством сквозной воздушной сушки TAD), и рисунка, получаемого в результате дополнительной операции микротиснения, осуществляемой в течение операции конечной обработки.
Таким образом, при использовании способа изготовления согласно настоящему изобретению процесс изготовления бумаги остается, в основном, неизменным, за исключением того, что в процессе конечной обработки осуществляется дополнительная операция микротиснения. Таким образом, способ согласно настоящему изобретению, который обеспечивает значительное увеличение мягкости конечного изделия, достаточно легко осуществляется на существующей промышленной производственной линии.
Упомянутые выше чертежи и их описания иллюстрируют, но не ограничивают настоящее изобретение.
Хотя настоящее изобретение было описано по отношению к разнообразным вариантам осуществления многослойных изделий из санитарно-гигиенической бумаги, включающих два или три слоя, данные примеры не являются ограничительными. Специалист в данной области техники легко поймет, что многослойное изделие из санитарно-гигиенической бумаги может включать большее число слоев, например, четыре, пять, шесть и т.д., при том условии, что структурированный внешний слой подвергается микротиснению таким образом, чтобы создавать ощущение мягкости при прикосновении к санитарно-гигиенической бумаге.
Количества, плотности, положения и формы микротиснений в проиллюстрированных вариантах осуществления не представляют собой ограничительные примеры. Специалист в данной области техники легко поймет, что данные числа, плотности, положения и формы можно изменять, если это считается желательным или необходимым, например, по отношению, к желательному декоративному эффекту, который создают на многослойных изделиях из санитарно-гигиенической бумаги.
Любое условное обозначение в формуле изобретения не следует истолковывать в качестве ограничения формулы изобретения. Словом «содержащий» не исключается присутствие других элементов, которые не перечислены в формуле изобретения. Неопределенными артиклями или выражением «по меньшей мере, один», которые предшествуют элементу, не исключается присутствие множества таких элементов.
Система распределения ленты с поглощающим материалом, смотанной в соответствующий рулон
Диспенсер для статического подаваемого по центру рулона листового изделия без сердцевины
Сборка распределительного устройства
Узел диспенсера
Выдачное устройство для листовых изделий
Гибридное многослойное санитарно-гигиеническое бумажное изделие и способ его изготовления
Тканеподобный текстурированный нетканый материал, содержащий бумагообразующие волокна, каландровочный валок и способ изготовления материала
Узел раздаточного устройства
Полотно из целлюлозного волокна, содержащее активный агент, и способ изготовления полотна из целлюлозного волокна, содержащего активный агент
Разрываемый сердечник, рулон, содержащий такой сердечник, и способ изготовления такого разрываемого сердечника
Система распределения ленты с поглощающим материалом, смотанной в соответствующий рулон
Диспенсер для статического подаваемого по центру рулона листового изделия без сердцевины
Сборка распределительного устройства
Узел диспенсера
Выдачное устройство для листовых изделий
Гибридное многослойное санитарно-гигиеническое бумажное изделие и способ его изготовления
Тканеподобный текстурированный нетканый материал, содержащий бумагообразующие волокна, каландровочный валок и способ изготовления материала
Узел раздаточного устройства
Полотно из целлюлозного волокна, содержащее активный агент, и способ изготовления полотна из целлюлозного волокна, содержащего активный агент

