Результат интеллектуальной деятельности: СИСТЕМА И СПОСОБ ПРОИЗВОДСТВА КЕССОНА КРЫЛА
Вид РИД
Изобретение
Для производства кессона крыла множество панелей вначале загружают в надлежащее положение посредством механического оборудования, так чтобы задать верхнее крыло или нижнее крыло. Затем на панелях размещают стрингеры, которые высверливают в обратном направлении или другим образом временно прикрепляют к панелям обшивки посредством механического оборудования. Затем посредством механического оборудования может быть произведено прикрепление корда, относящегося к корпусу. Полученное в результате крыло затем перемещают посредством крановой системы к клепальной установке, в которой может использоваться, например, одно или более клепальное устройство С-типа Gemcor®. Затем клепальные устройства устанавливают заклепки между крепежными приспособлениями для временного прикрепления. Для сравнительно больших крыльев может потребоваться от пяти до восьми клепальных устройств с отдельным оператором, требуемым для управления каждым из клепальных устройств. Крепежные приспособления для временного прикрепления, установленные ранее, затем высверливают и заменяют обычными заклепками на клепальной установке или удаляют вручную и заменяют винтами, а крыло размещено в области приема панелей. Верхнее и нижнее крылья затем могут быть собраны для изготовления итогового кессона крыла.
Процесс производства для изготовления кессона крыла требует значительного человеческого вмешательства. В связи с этим проблематичным может оказаться повышение скорости, с которой производят кессоны крыла с использованием обычного процесса производства.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Система и способ обеспечены в соответствии с приведенным в качестве примера вариантом реализации для автоматизации сборки панели крыла, используемого в коммерческом воздушном летательном аппарате. В одном из вариантов реализации в способе и системе используют множество отдельно функционирующих секций, каждая из которых выполняет отдельную операцию, автоматизированную в значительной степени или полностью. Отдельно функционирующие секции могут быть расположены последовательным образом, так что рабочий процесс начинается от установочной секции и затем продвигается, по очереди, к секции для временного прикрепления, клепальной секции, стыковочной секции и относящейся к корпусу секции. Посредством автоматизации процесса сборки и использования отдельно функционирующих секций для выполнения отдельных производственных операций при помощи системы и способа по одному из вариантов реализации могут производить панели крыла и, в свою очередь, кессоны крыла быстрее, так чтобы обеспечить возможность выпуска в соответствии со значительно повышенными требованиями.
В одном из вариантов реализации обеспечена система для автоматизированного производства панелей крыла воздушного летательного аппарата, которая содержит секцию для временного прикрепления, выполненную с возможностью временного прикрепления одного или более стрингеров к панели обшивки, и клепальную секцию, выполненную с возможностью приема временно скрепленного элемента обшивки из секции для временного прикрепления и с возможностью склепывания одного или более стрингеров с панелью обшивки. Система в соответствии с данным вариантом реализации также содержит стыковочную секцию, выполненную с возможностью приема множества склепанных элементов обшивки из клепальной секции и прикрепления одного или более стыковых стрингеров к множеству склепанных элементов обшивки. Кроме того, система в соответствии с одним вариантом реализации также содержит относящуюся к корпусу секцию, выполненную с возможностью приема состыкованной панели из стыковочной секции и прикрепления к ней относящегося к корпусу корда для изготовления панели крыла.
Согласно другому варианту реализации способ автоматизированного производства панелей крыла воздушного летательного аппарата включает временное прикрепление одного или более стрингеров к панели обшивки в секции для временного прикрепления. Способ в соответствии с данным вариантом реализации также включает прием временно скрепленных элементов обшивки из секции для временного прикрепления и склепывания одного или более стрингеров к панели обшивки в клепальной секции. Способ в соответствии с данным вариантом реализации также включает прием множества склепанных элементов обшивки из клепальной секции и прикрепление одного или более стыковых стрингеров к множеству склепанных элементов обшивки в стыковочной секции. Кроме того, способ в соответствии с данным вариантом реализации включает прием состыкованной панели из стыковочной секции и прикрепление к ней относящийся к корпусу корд в относящейся к корпусу секции для изготовления панели крыла.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
После описания некоторых вариантов реализации настоящего раскрытия в общих понятиях далее упомянуты прилагаемые чертежи, которые не обязательно выполнены в масштабе, на которых:
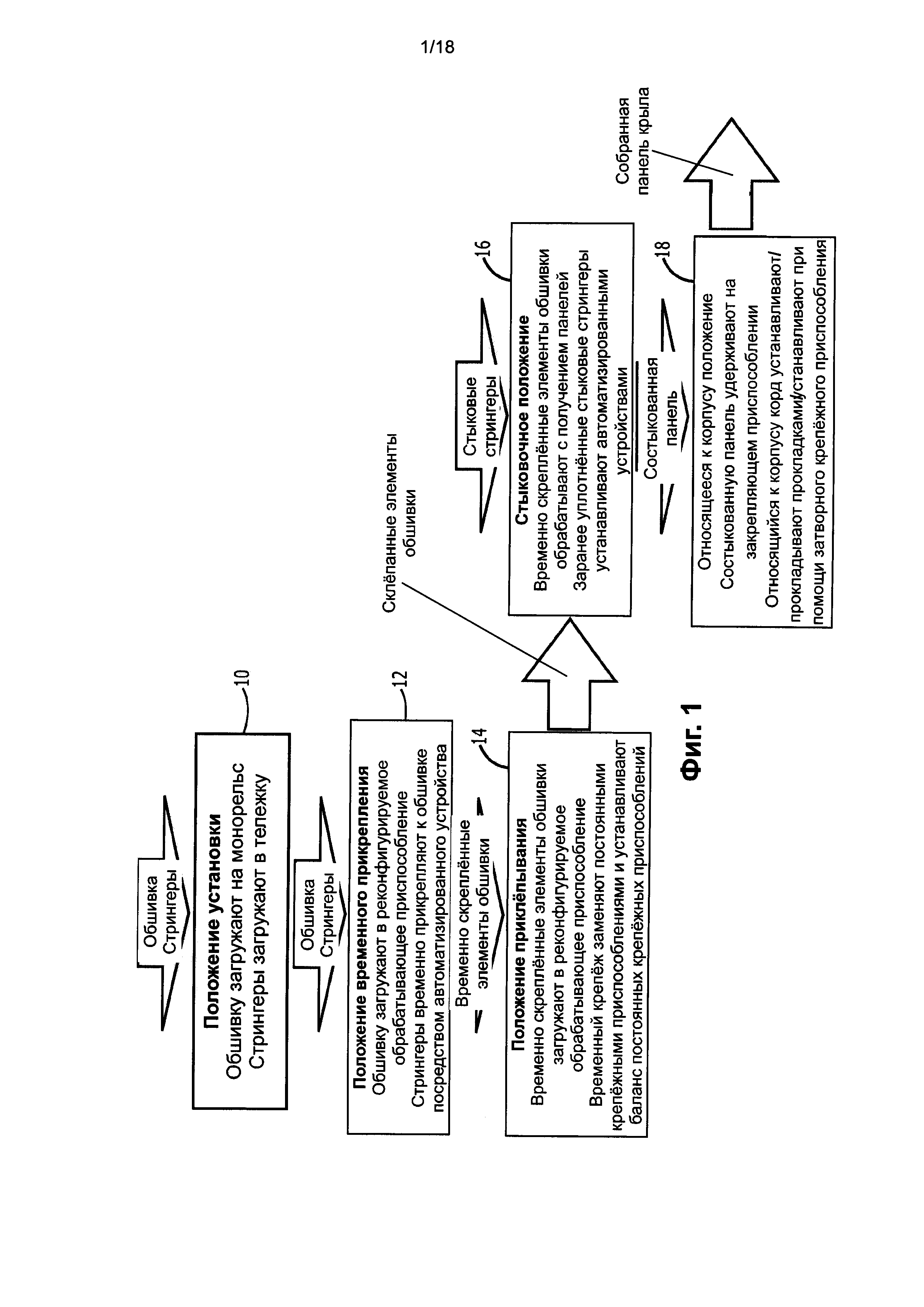
на фиг. 1 показана блок-схема, иллюстрирующая операции, выполняемые в соответствии с приведенным в качестве примера вариантом реализации настоящего раскрытия;
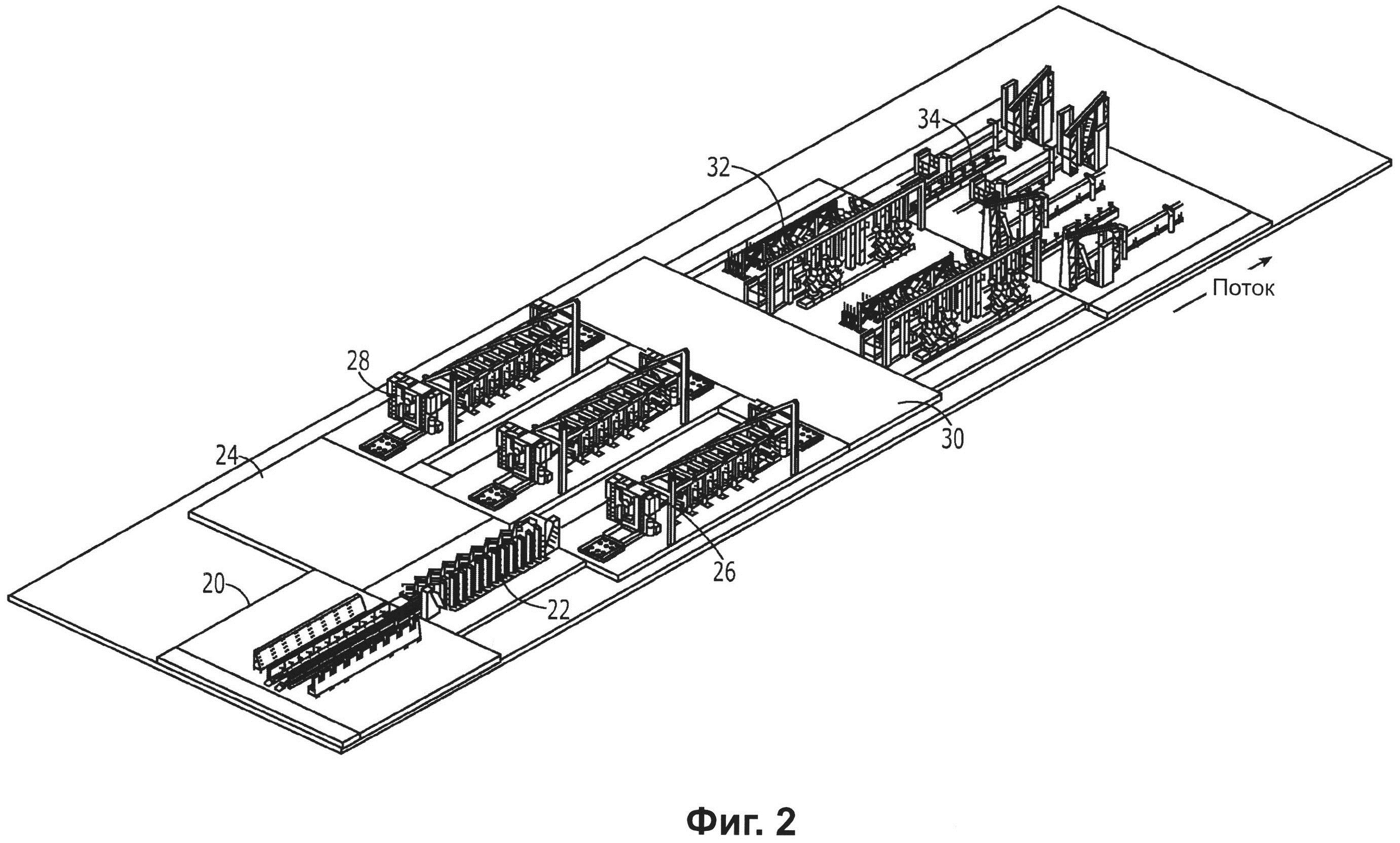
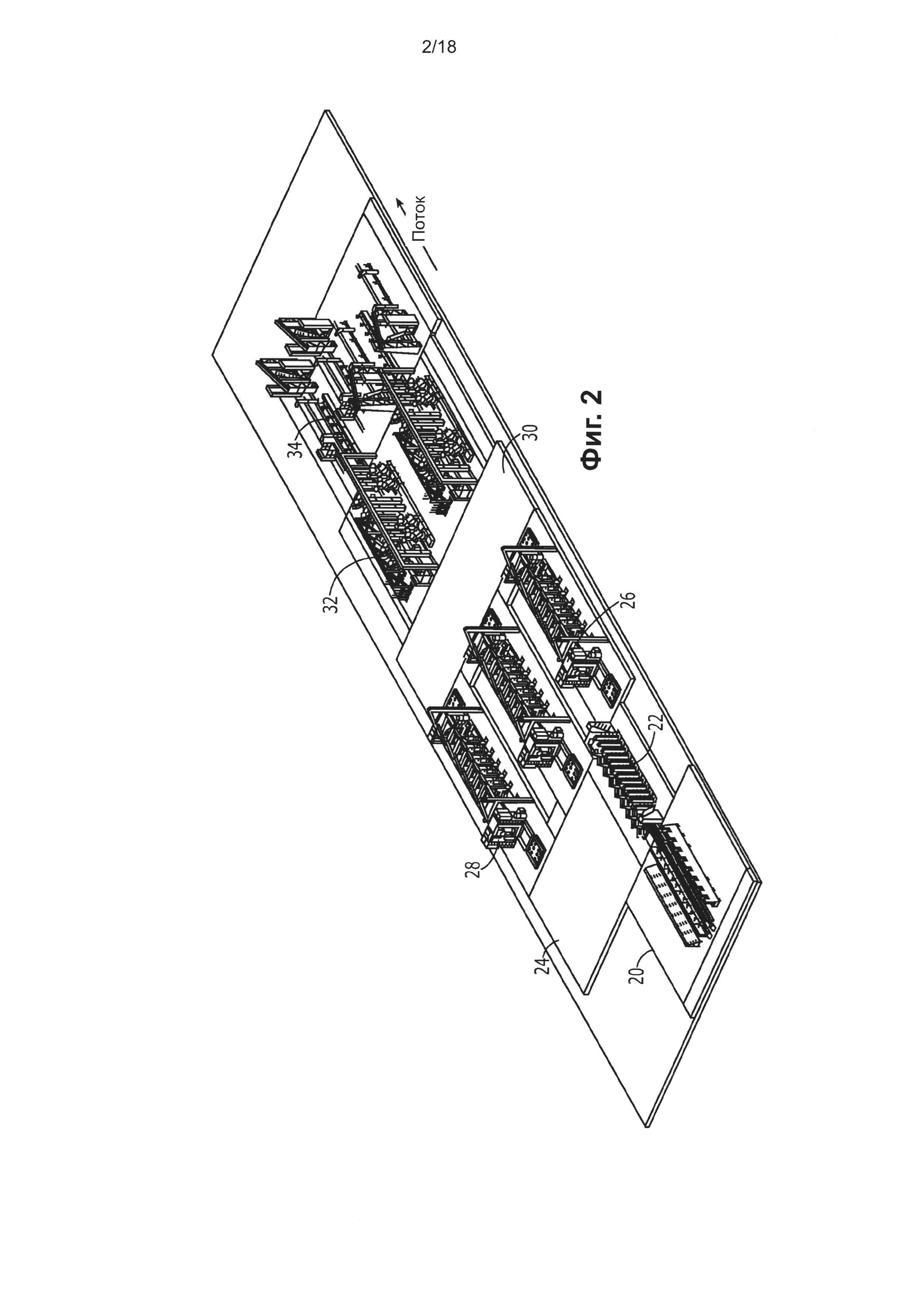
на фиг. 2 показан вид в перспективе системы в соответствии с одним из приведенных в качестве примера вариантов реализации настоящего раскрытия;
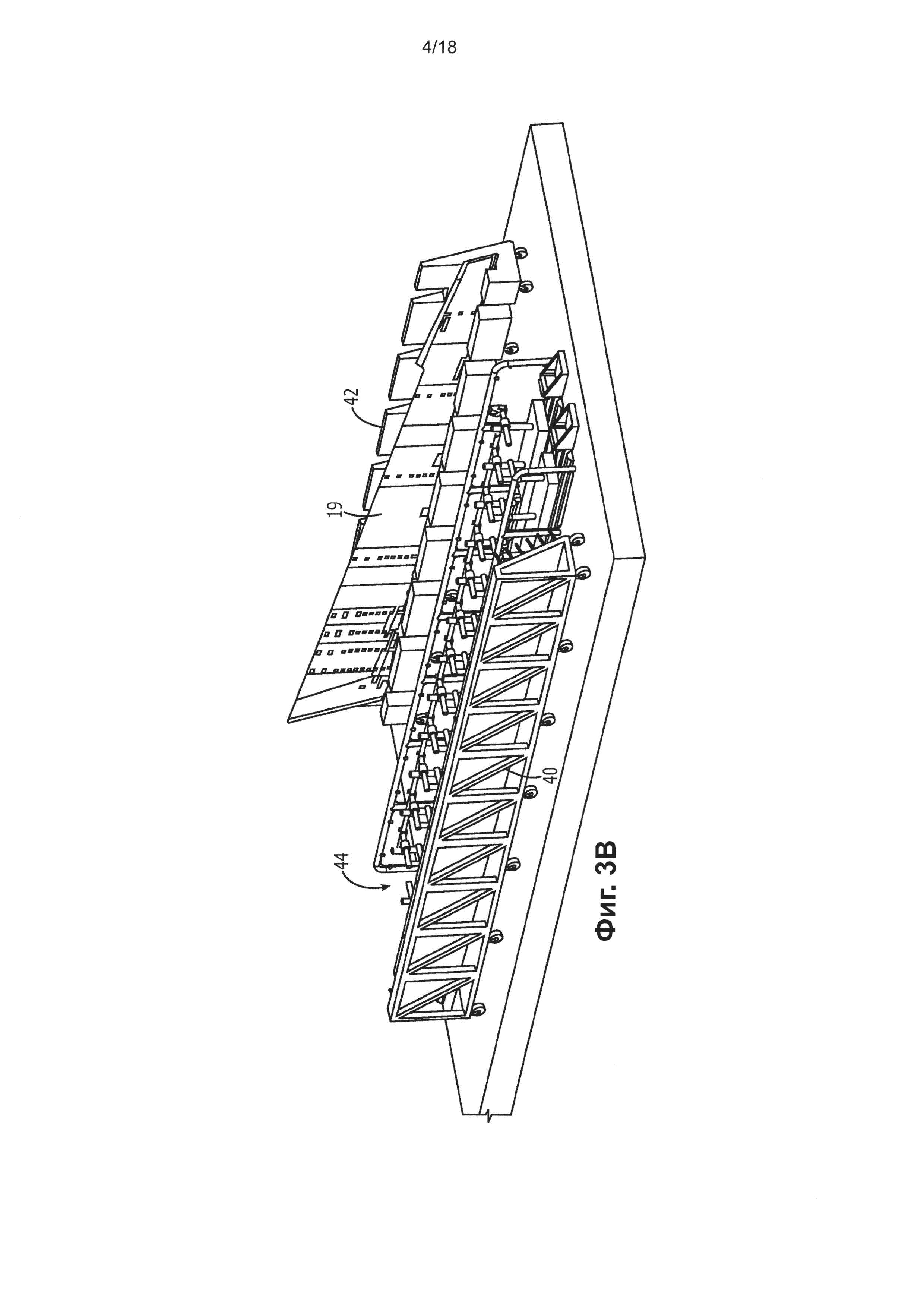
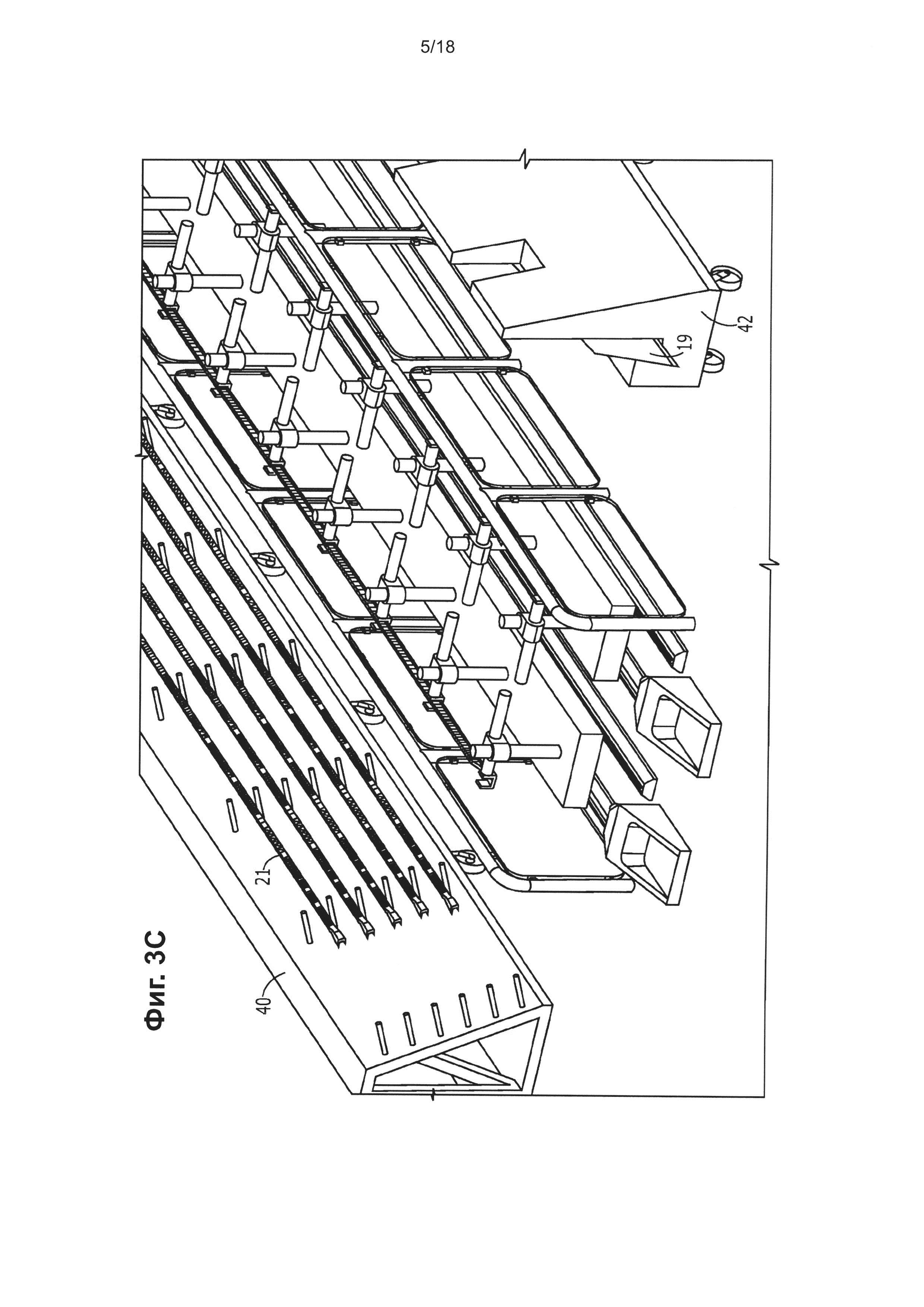
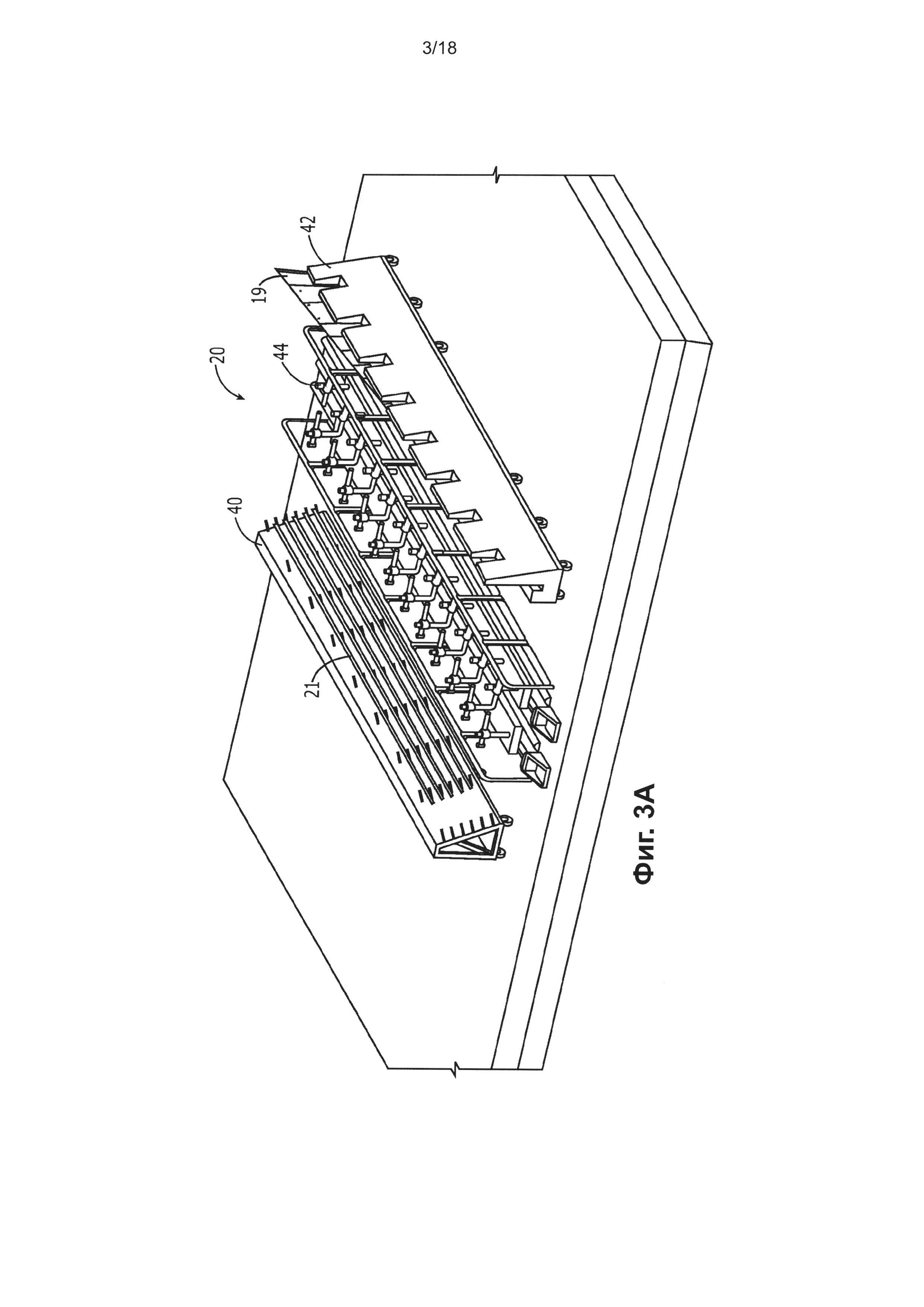
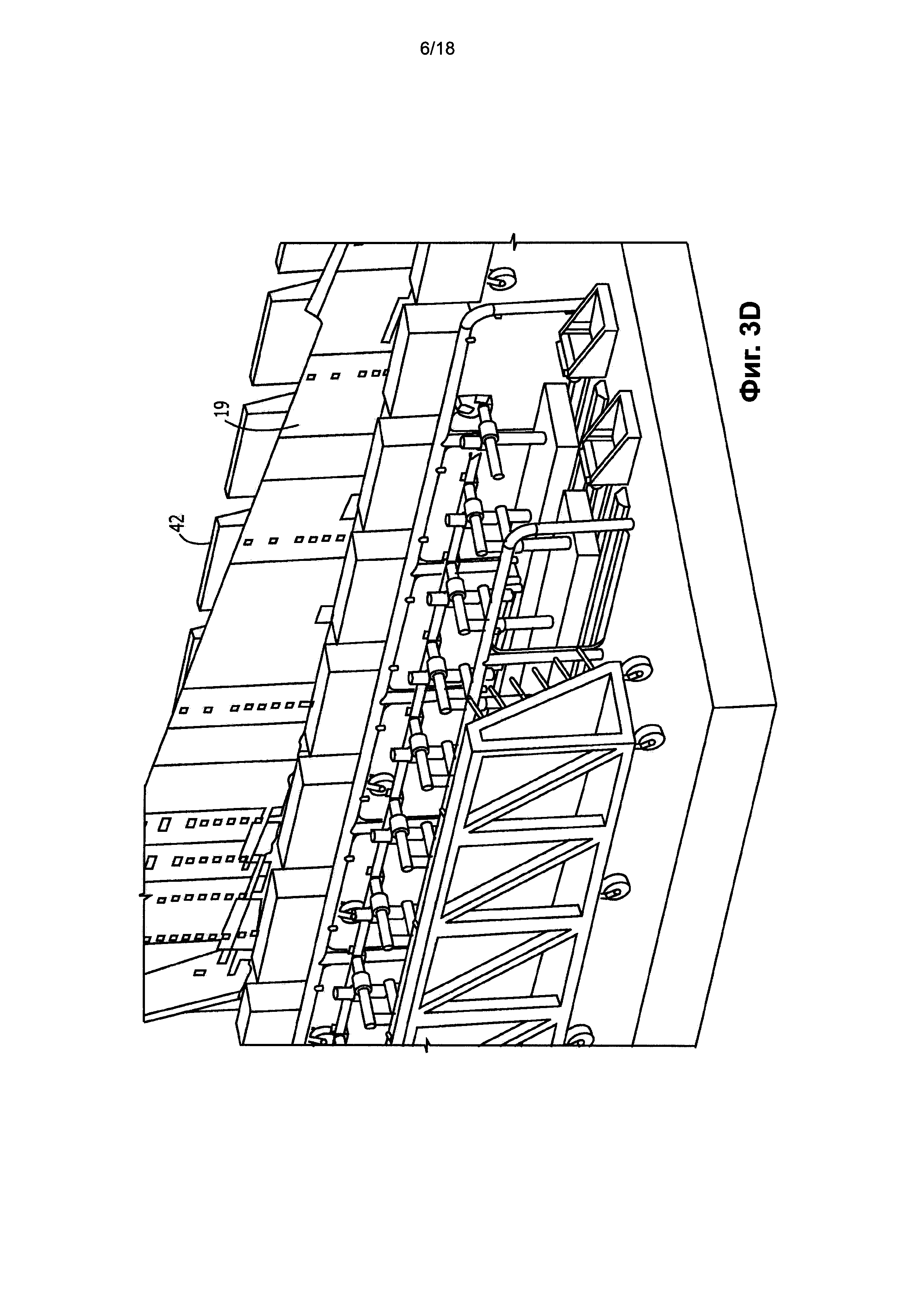
на фиг. 3A-3D показан вид в перспективе установочной секции в соответствии с одним из приведенных в качестве примера вариантов реализации настоящего раскрытия;
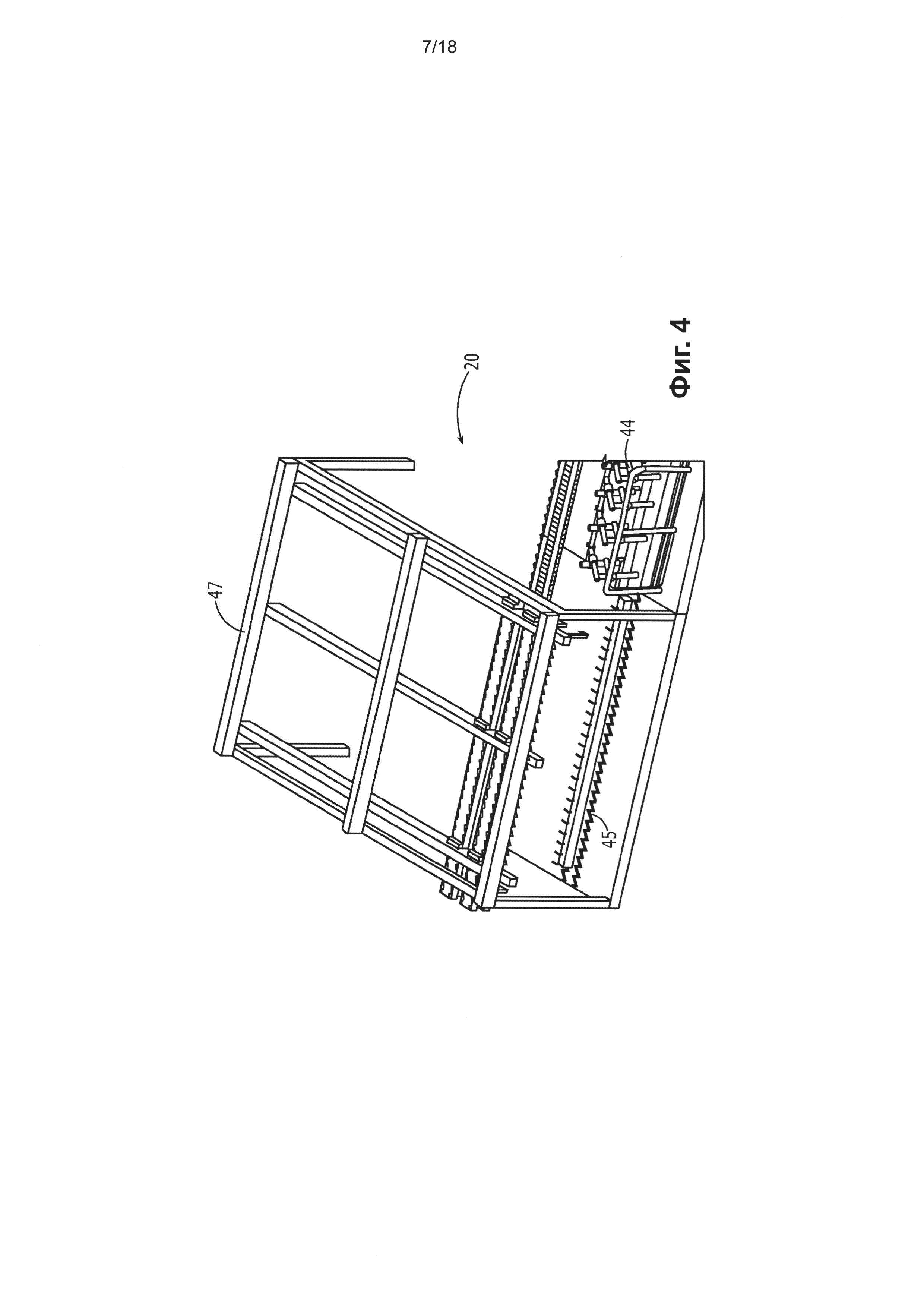
на фиг. 4 показан другой вид в перспективе установочной секции в соответствии с одним из приведенных в качестве примера вариантов реализации настоящего раскрытия;
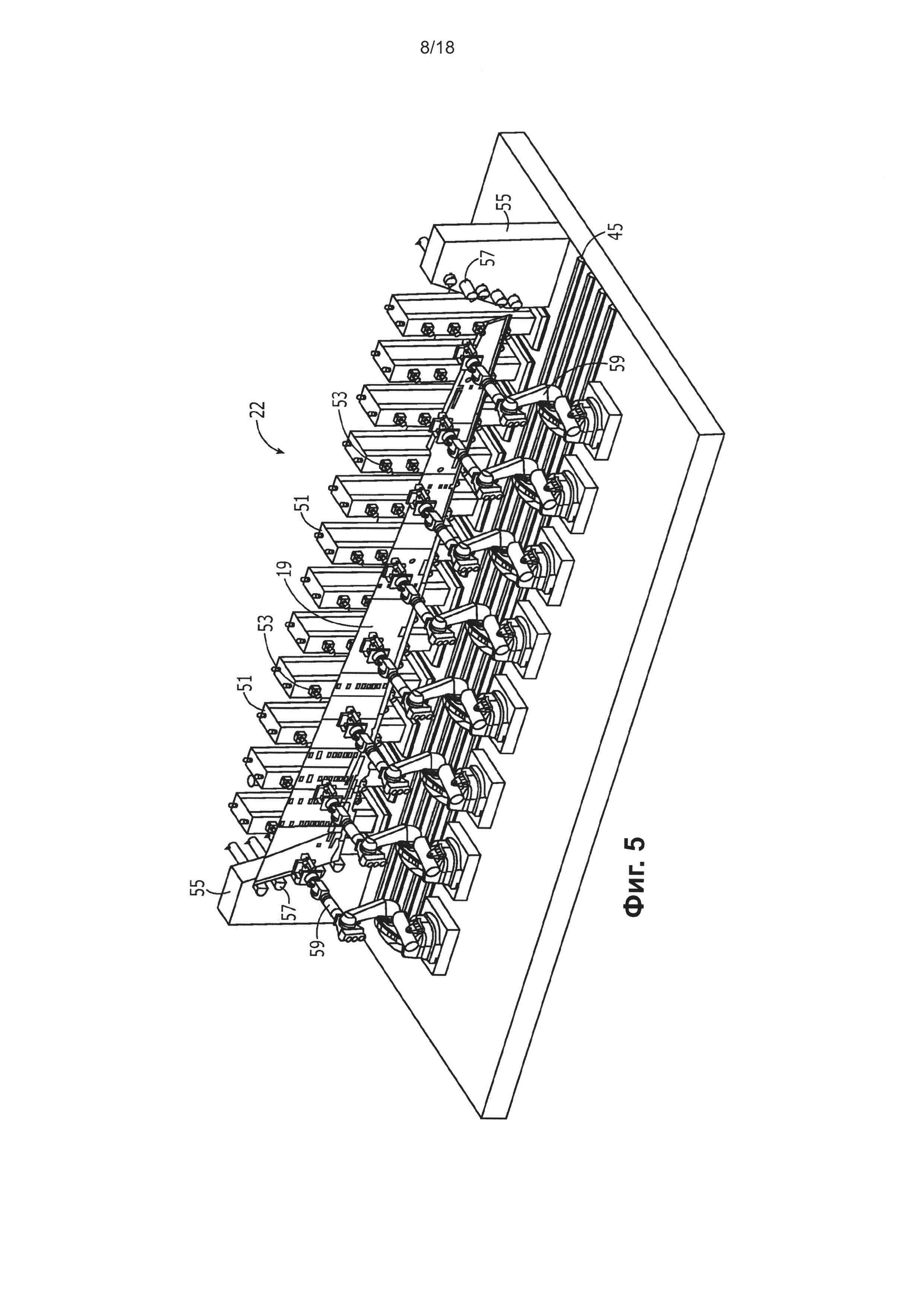
на фиг. 5 показан вид в перспективе секции для временного прикрепления в соответствии с одним из приведенных в качестве примера вариантов реализации настоящего раскрытия;
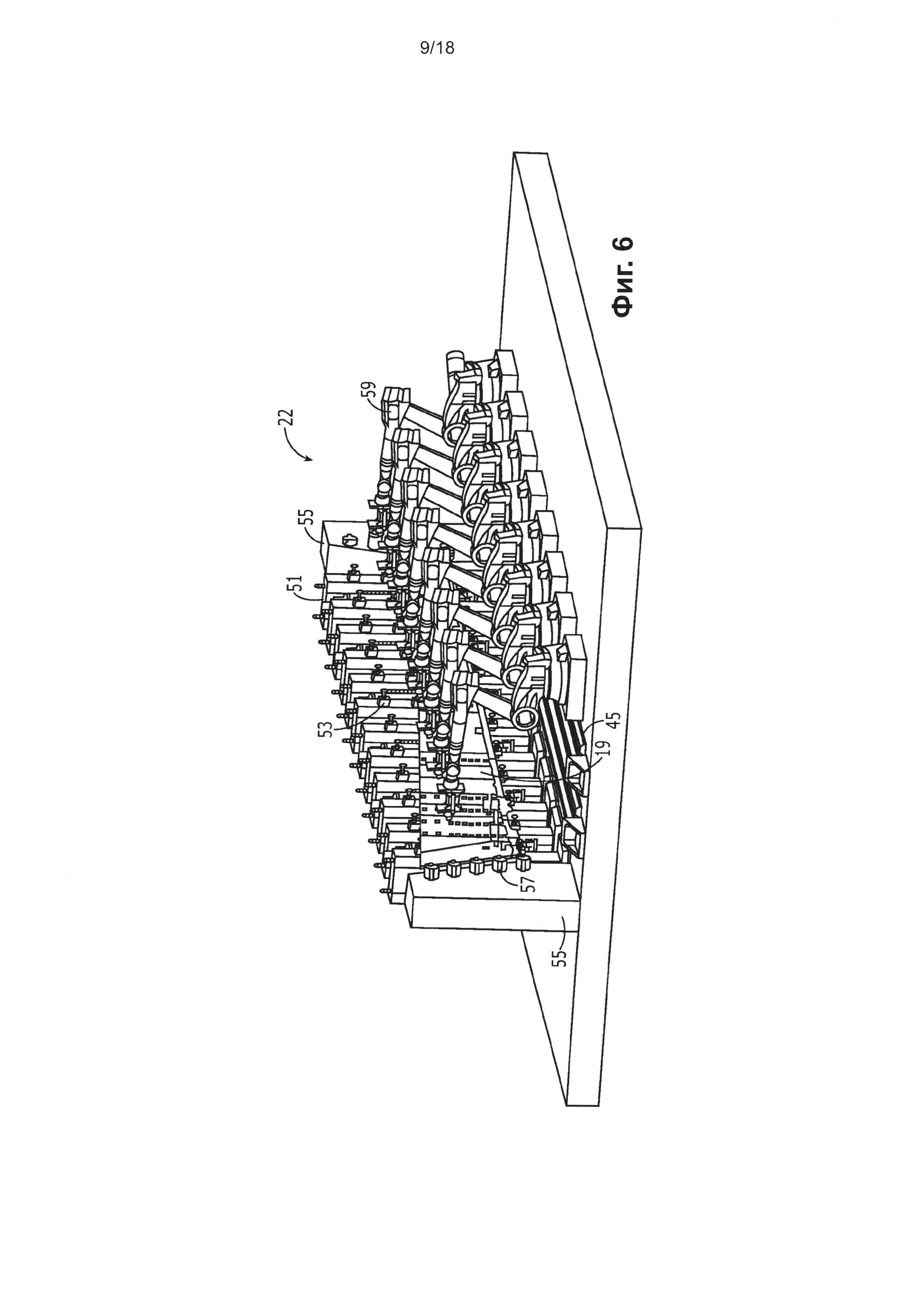
на фиг. 6 показан другой вид в перспективе секции для временного прикрепления в соответствии с одним из приведенных в качестве примера вариантов реализации настоящего раскрытия;
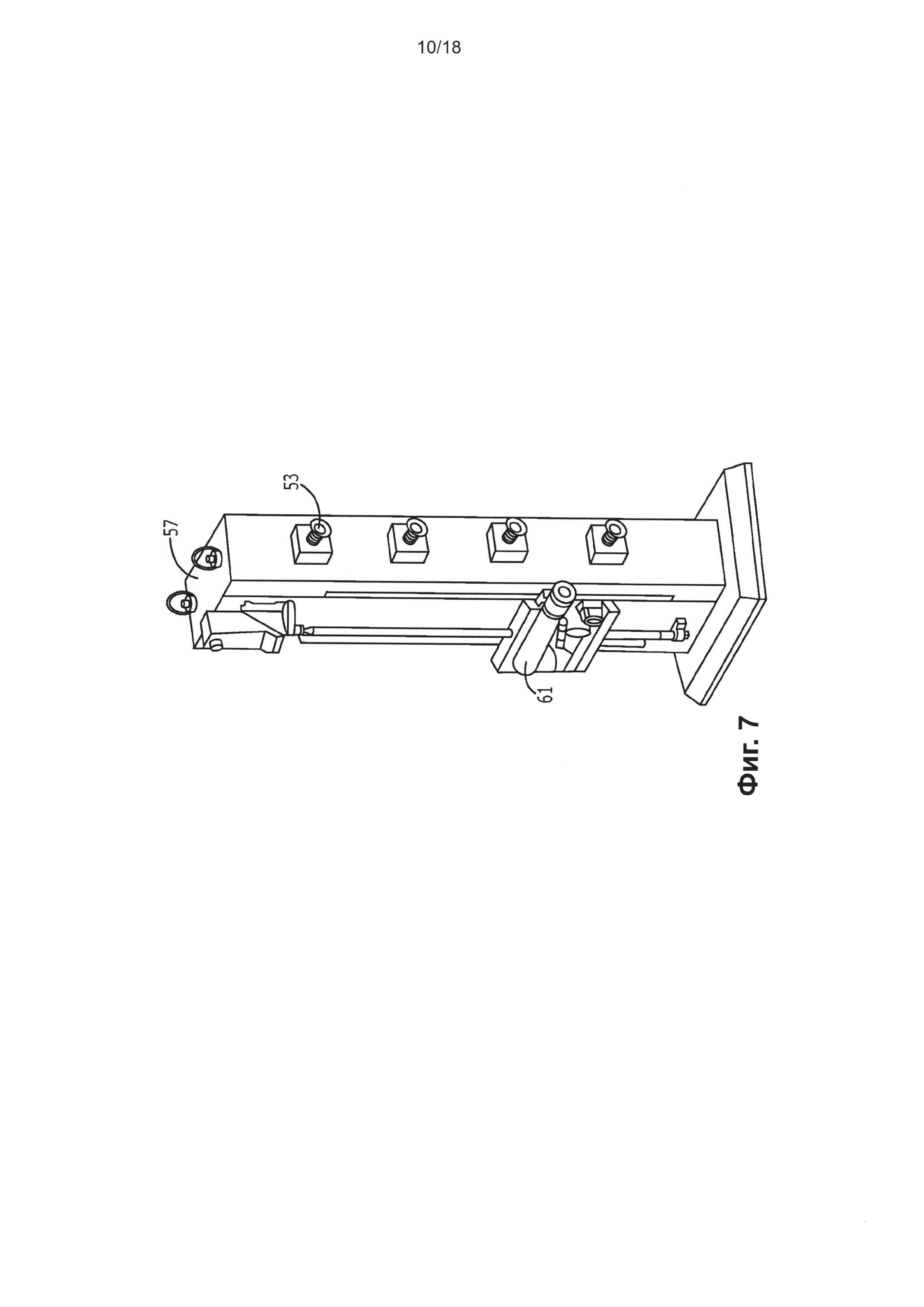
на фиг. 7 показан детальный вид в перспективе части секции для временного прикрепления в соответствии с одним вариантом реализации настоящего раскрытия;
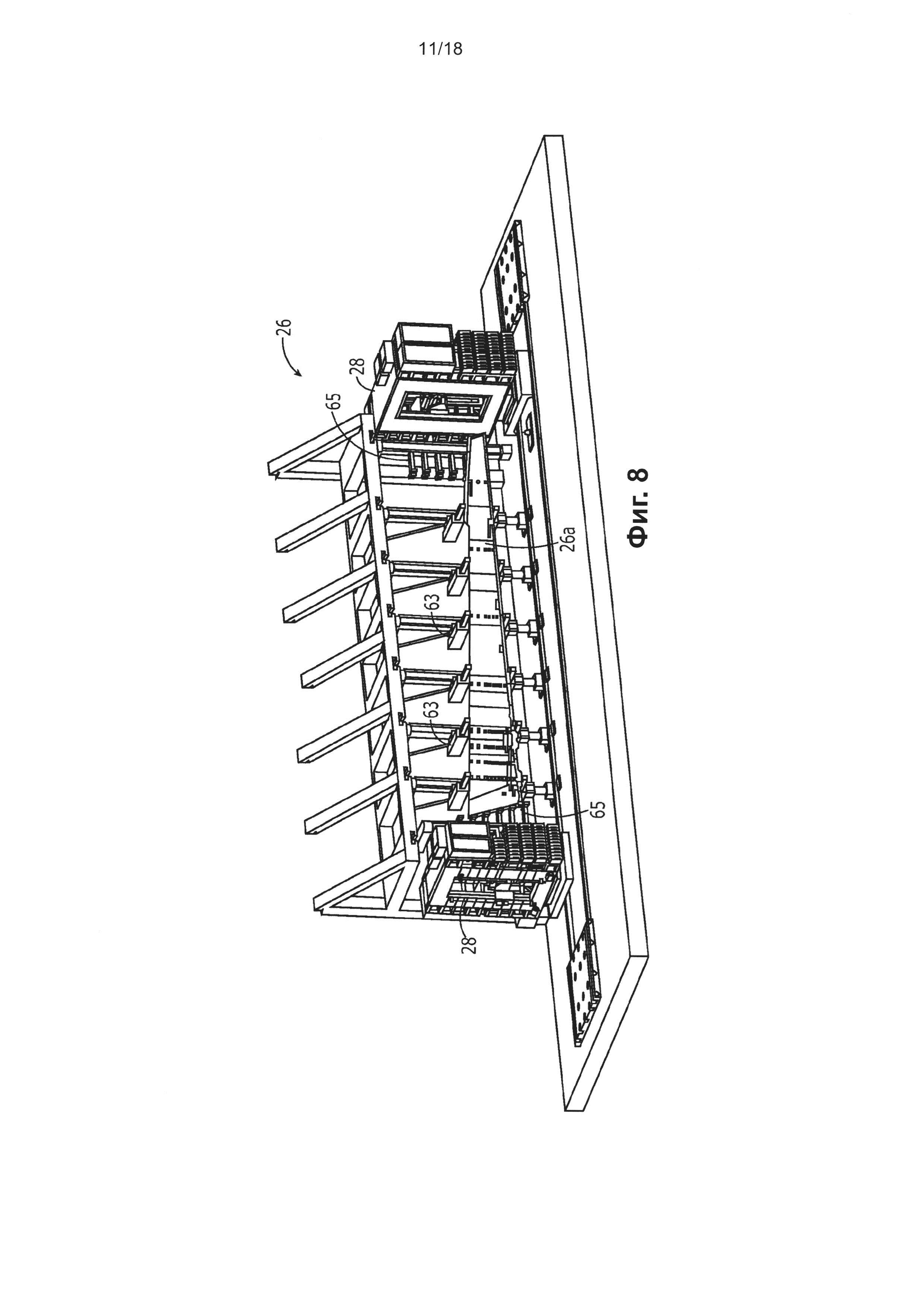
на фиг. 8 показан вид в перспективе клепальной секции в соответствии с одним примером настоящего раскрытия;
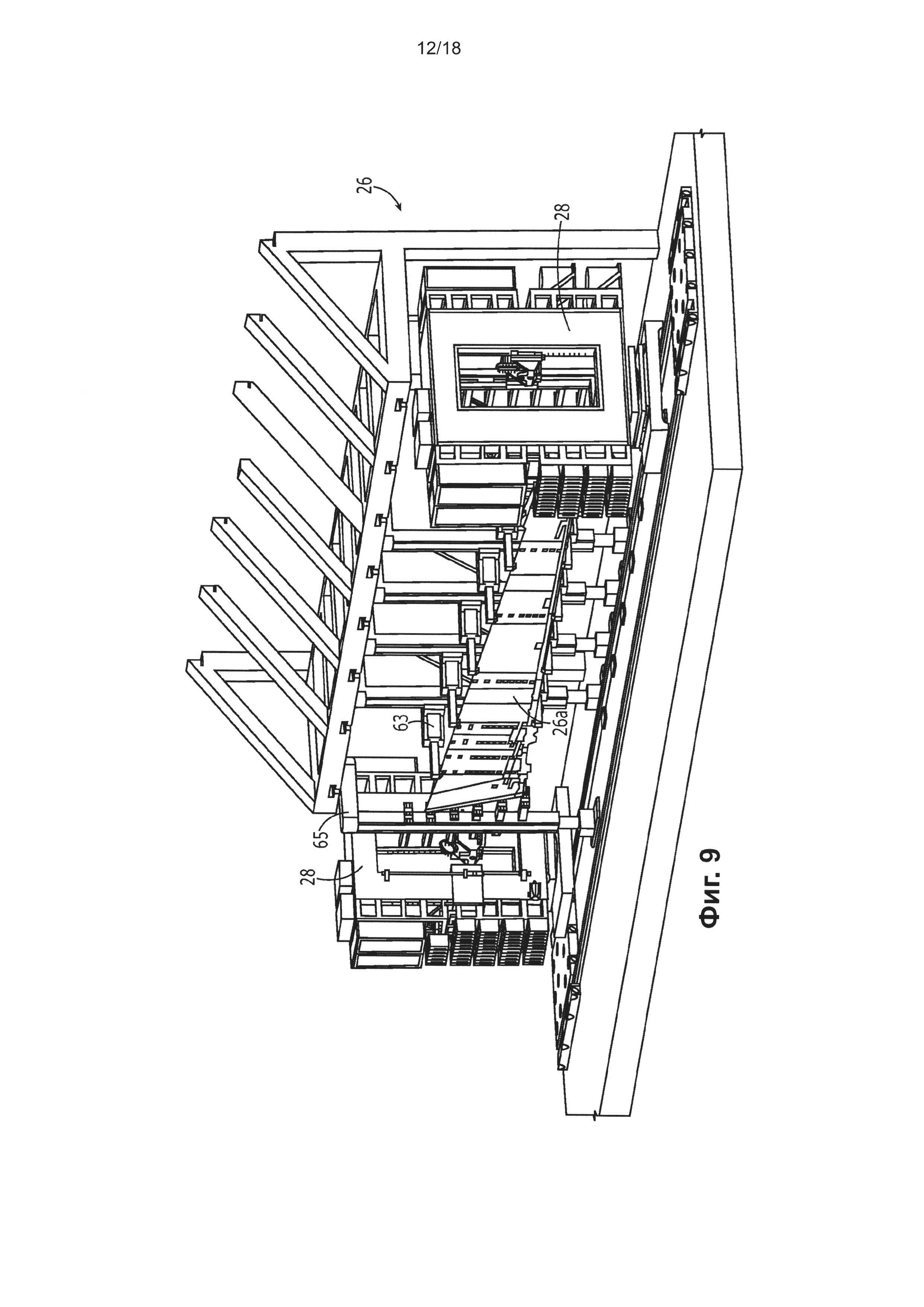
на фиг. 9 показан вид в перспективе части клепальной секции, иллюстрирующий проходящую сверху систему для регулировки положения, используемую в соответствии с одним вариантом реализации настоящего раскрытия;
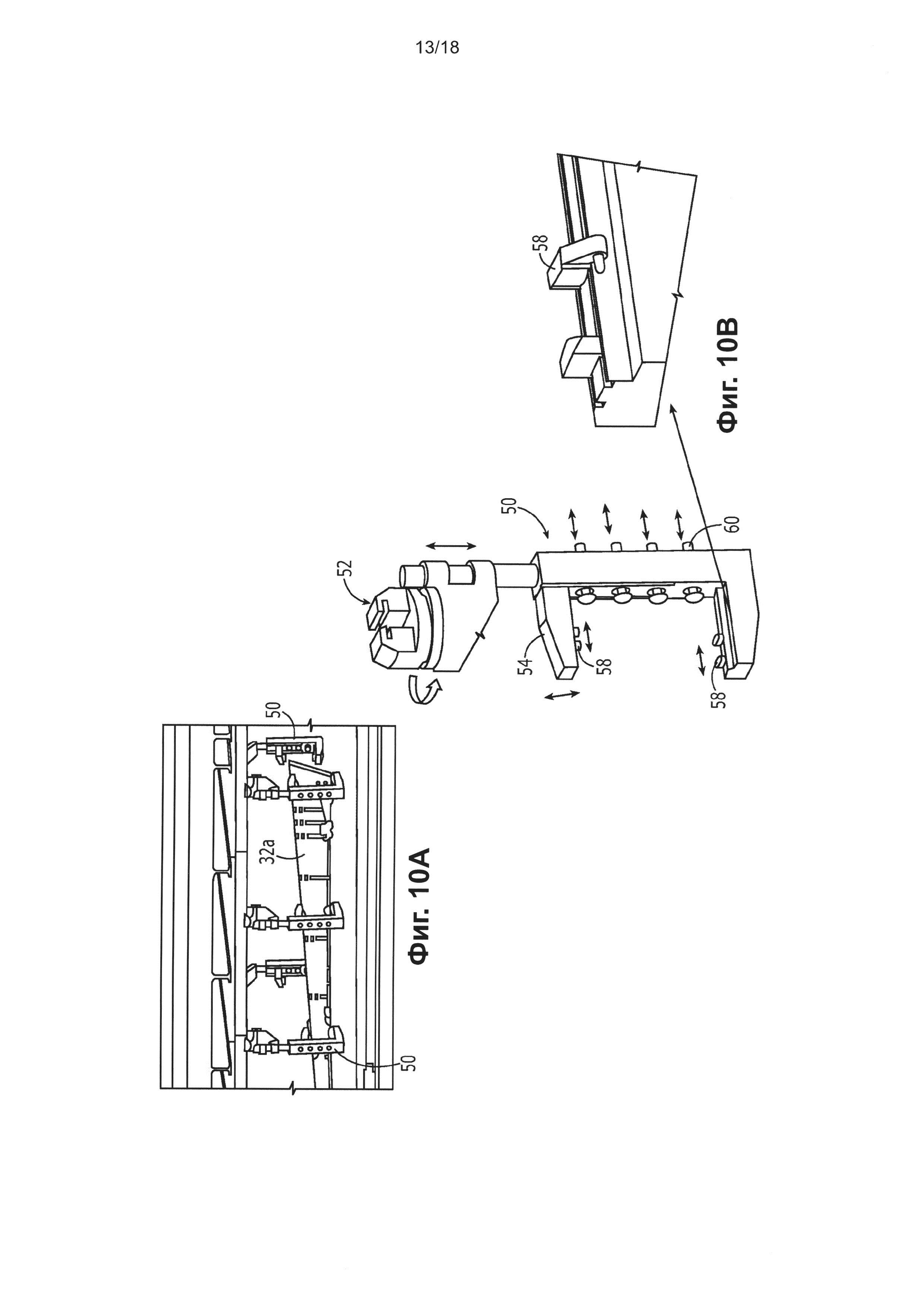
на фиг. 10А-10В показан вид в перспективе тисков проходящей сверху системы для регулировки положения в соответствии с одним вариантом реализации настоящего раскрытия;
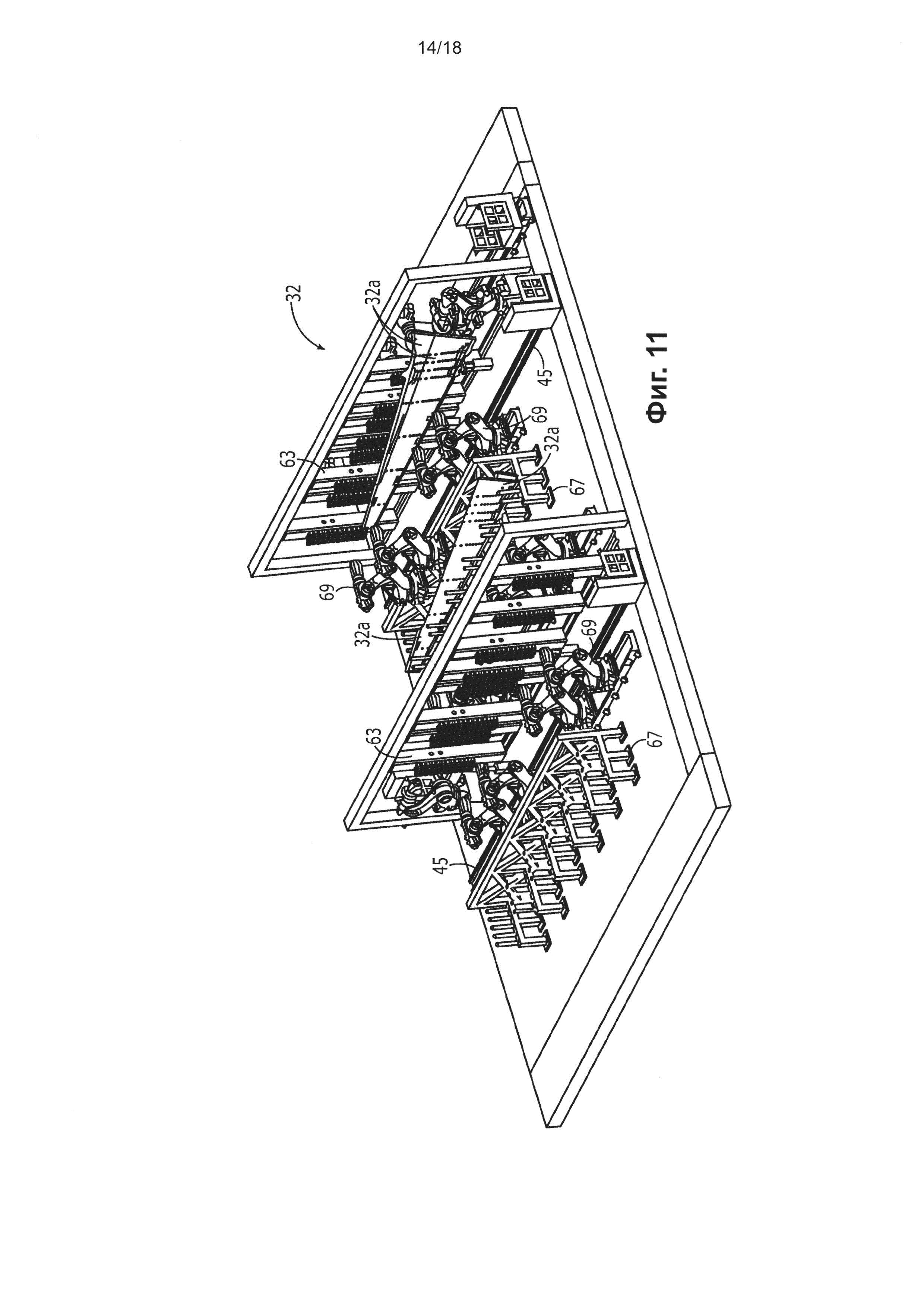
на фиг. 11 показан вид в перспективе стыковочной секции в соответствии с одним вариантом реализации настоящего раскрытия;
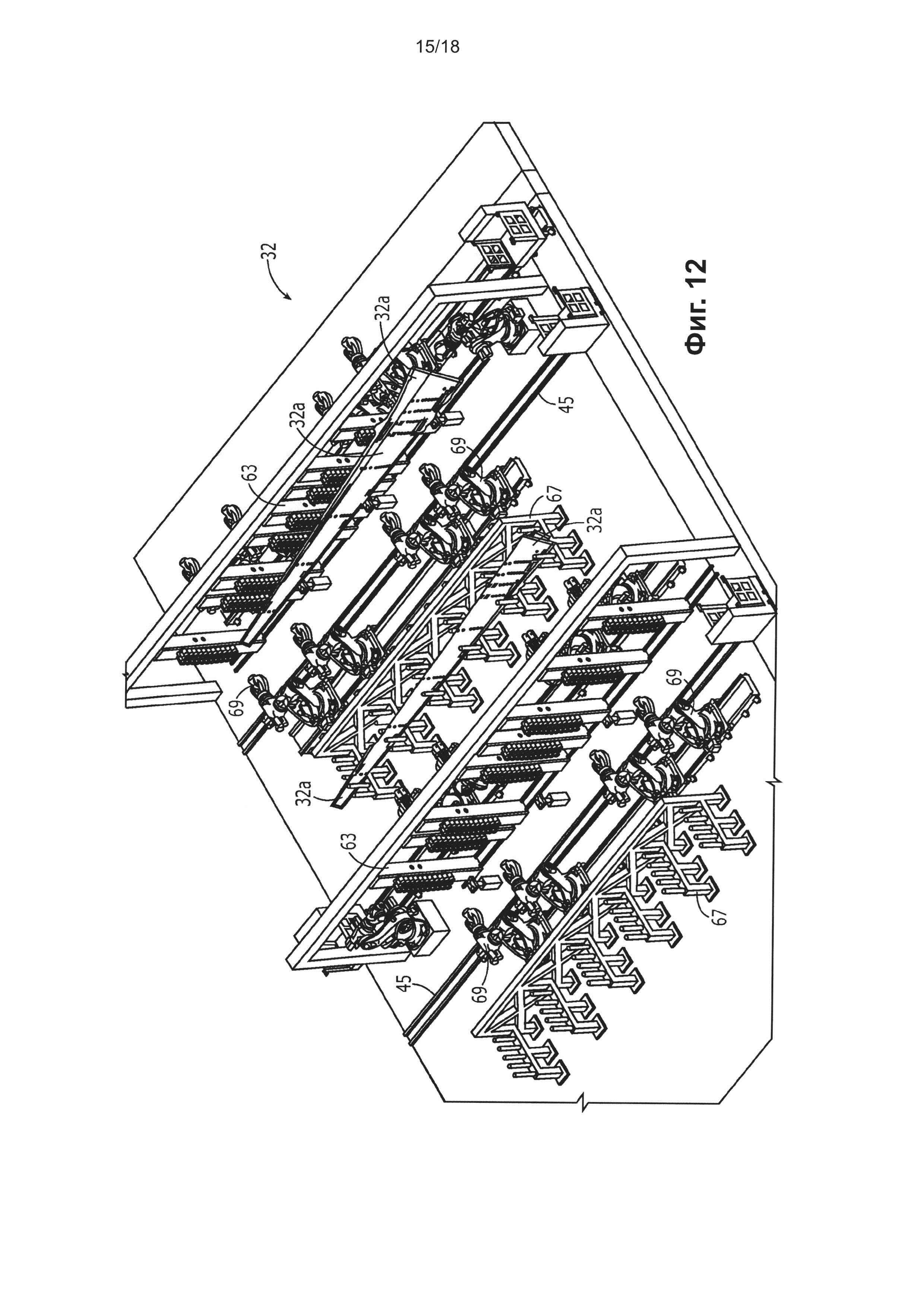
на фиг. 12 показан другой вид в перспективе части стыковочной секции в соответствии с одним вариантом реализации настоящего раскрытия;
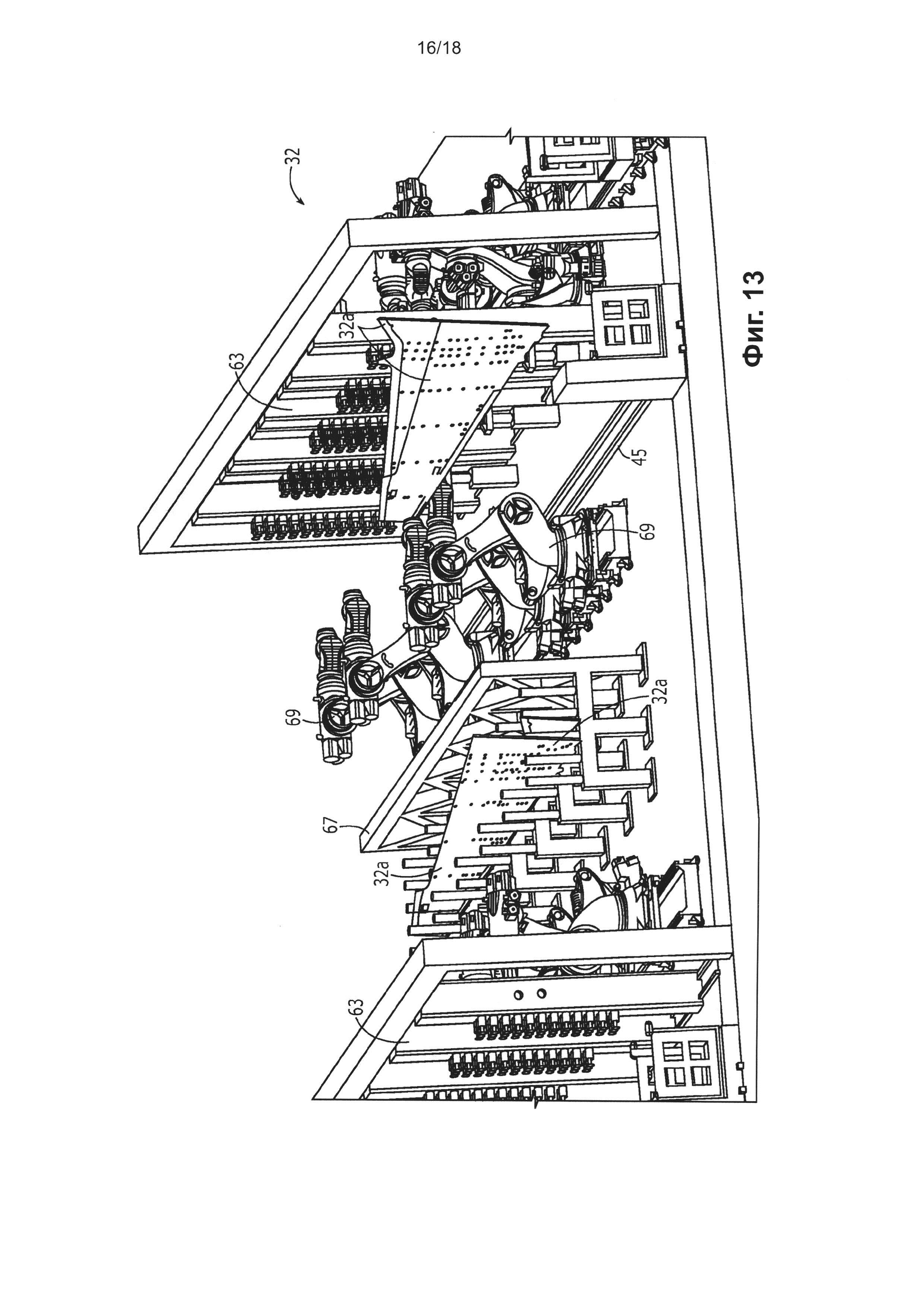
на фиг. 13 показан еще один вид в перспективе стыковочной секции в соответствии с одним вариантом реализации настоящего раскрытия;
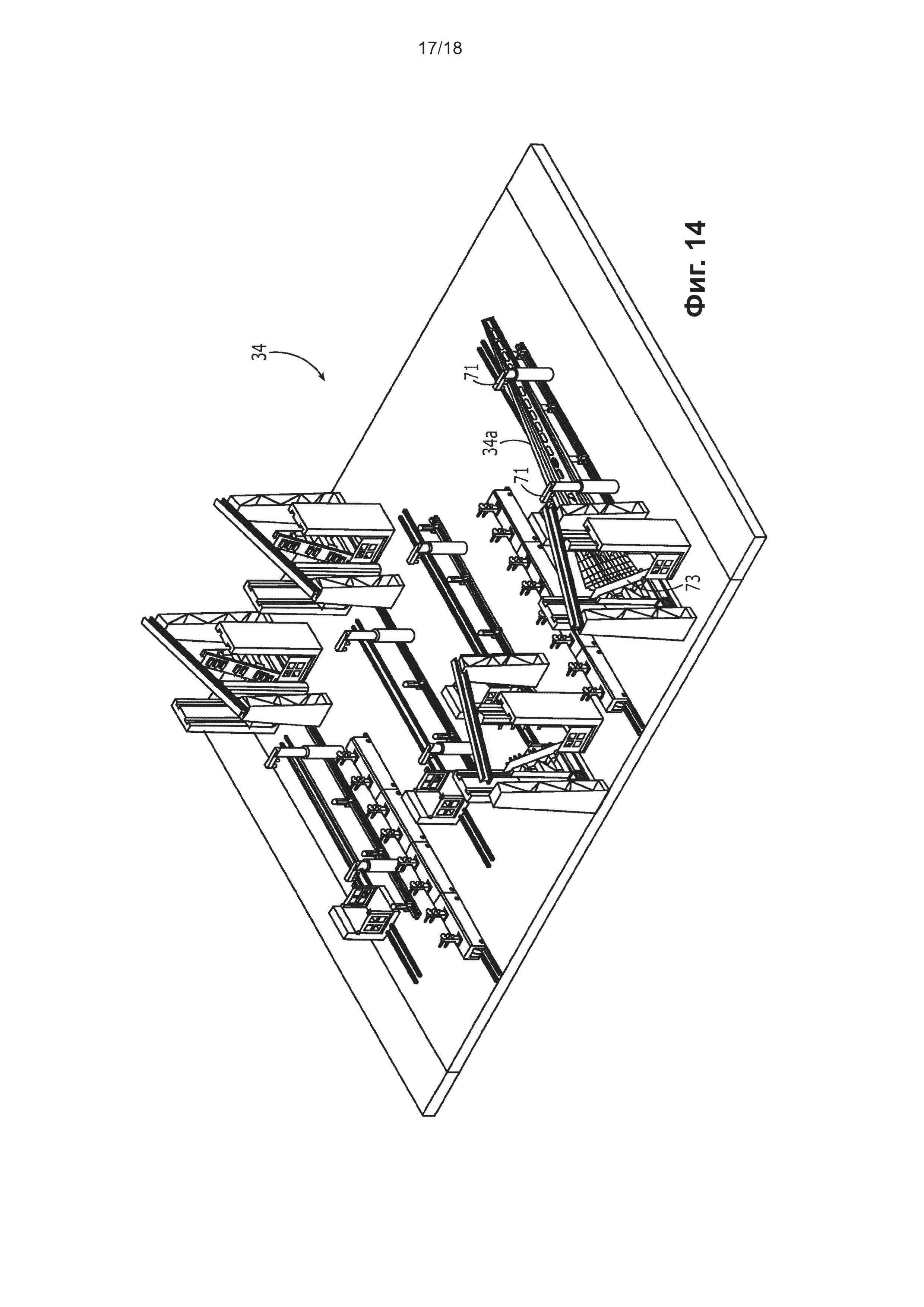
на фиг. 14 показан вид в перспективе части стыковочной секции, изображенной на фиг. 13;
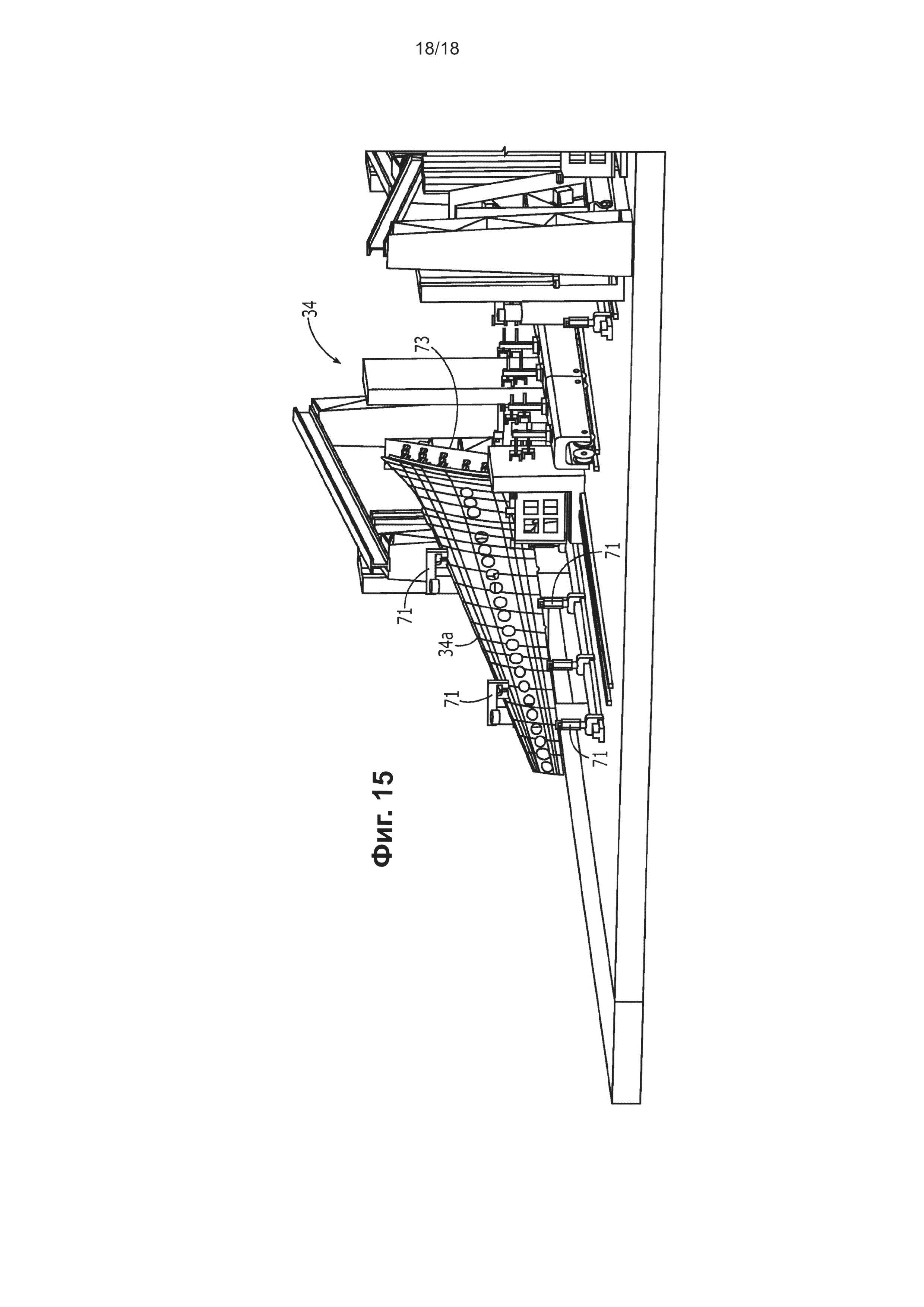
на фиг. 15 показан другой вид в перспективе части стыковочной секции в соответствии с одним вариантом реализации настоящего раскрытия.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Далее в настоящем описании более подробно описаны варианты реализации настоящего раскрытия со ссылками на прилагаемые чертежи, на которых показаны некоторые, но не все, варианты реализации. Более того, данные варианты реализации могут быть реализованы во многих различных формах и не должны толковаться как ограниченные вариантами реализации, изложенными в настоящем описании; наоборот, данные варианты реализации приведены для того, чтобы данное раскрытие соответствовало всем требованием соответствующего законодательства. Во всем описании схожие номера относятся к схожим элементам.
Как показано на фиг. 1 и 2, система в соответствии с одним вариантом реализации содержит множество последовательных рабочих секций, в каждой из которых выполняют различные производственные операции. Секции расположены в такой последовательности, что обрабатываемая деталь перемещается от первой секции, такой как установочная секция, к последней секции, такой как относящаяся к корпусу секция, для обеспечения производства панели крыла. Верхняя и нижняя панели крыла затем могут быть собраны с образованием кессона крыла. Как описано ниже, панели обшивки и элементы обшивки в целом перемещают в процессе сборки, например от секции к секции, посредством автоматизированной системы транспортировки материалов, такой как проходящая сверху система для регулировки положения. Другие компоненты, такие как стрингеры, могут быть также доставлены в различные секции на тележках, автоматизированных так чтобы ограничивать участие человека. Как показано на фиг. 2, система может содержать два или более промежуточных накопителя 24, 30, в которых удерживают, накапливают или совершают подобное действие в отношении частично собранных обрабатываемых деталей во время ожидания прохода в следующую секцию в описываемом процессе. Посредством наличия одного или более промежуточных накопителей операции, выполняемые каждой секцией, могут проводиться с немного различными скоростями без ограничения скорости работы предыдущей секции скоростью работы последующей секции, с обеспечением плавного перемещения обрабатываемой детали через весь процесс. Далее каждая секция будет описана по очереди.
В начальной секции, которая является установочной секцией 20, обшивки и стрингеры принимают и подготавливают для сборки. Здесь необходимо обратиться к блоку 10 по фиг. 1 и 3A-3D. В установочной секции 20 панели обшивки могут поступать на установочной тележке 42, при этом стрингеры могут поступать на установочной тележке 40. Панели обшивки могут быть загружены на автоматизированную систему управления материалом, далее описанную как проходящая сверху система для регулировки положения, например монорельсовая система (не показана), которая взаимодействует с панелями обшивки и переносит их к последующим секциям автоматизированным образом. Стрингеры могут перемещать из установочной тележки 42 к выполненной с возможностью реконфигурации тележке с компьютерным управлением, две из которых обозначены позицией 44. В показанном варианте реализации реконфигурируемые тележки 44 с компьютерным управлением для стрингеров показаны размещенными на направляющих для направления реконфигурируемых тележек с компьютерным управлением для стрингеров к следующей секции, а именно к секции 22 для временного прикрепления. Однако реконфигурируемые тележки с компьютерным управлением для стрингеров могут быть направлены к секции 22 для временного прикрепления другим образом. В одном варианте реализации например, реконфигурируемые тележки 24 с компьютерным управлением для стрингеров могут представлять собой автоматически управляемое транспортное средство, которое направляют автоматическим образом из установочной секции 20 в секцию 22 для временного прикрепления. Посредством использования множества реконфигурируемых тележек 24 с компьютерным управлением одну тележку с компьютерным управлением могут загружать в установочной секции 20 перед тем, как ее отправят в секцию 22 для временного прикрепления, при этом другую тележку с компьютерным управлением разгружают в секции для временного прикрепления перед возвращением в установочную секцию. На фиг. 4 показана другая иллюстрация установочной секции 20 и показаны направляющие, которые направляют реконфигурируемые тележки с компьютерным управлением, а также часть проходящей сверху системы для регулировки положения.
Тележки 44 с компьютерным управлением могут быть реконфигурируемыми, например, посредством содержания стержней с упругим ходом (pogo), краевых указателей и подобных элементов, так чтобы иметь возможность приема и надежного удерживания стрингеров. В этой связи, стрингеры могут быть установлены на реконфигурируемые тележки 44 с компьютерным управлением, так чтобы быть правильно ориентированными, т.е. иметь заранее заданную ориентацию, перед доставкой в секцию 22 для временного прикрепления.
Панели обшивки и стрингеры затем могут перемещать в секцию 22 для временного прикрепления при помощи проходящей сверху системы для регулировки положения и реконфигурируемой тележки 44 с компьютерным управлением, соответственно. При необходимости, например если секция 22 для временного прикрепления уже используется, стрингеры и панели обшивки могут временно храниться в промежуточной области 24 накопления, расположенной вблизи установочной секции 20 и секции для временного прикрепления, так чтобы обеспечить установку дополнительных панелей обшивки и стрингеров. После приема секцией 22 для временного прикрепления, например посредством перемещения реконфигурируемой тележки 44 с компьютерным управлением для стрингеров и перемещения панелей обшивки по проходящей сверху системе для регулировки положения в секцию для временного прикрепления панели обшивки могут быть доставлены посредством проходящей сверху системы для регулировки положения к реконфигурируемому обрабатывающему приспособлению. Реконфигурируемое обрабатывающее приспособление может содержать стержни с упругим ходом, краевые указатели, расположенные внутри краевые откидные стенки и подобные элементы, которые могут быть реконфигурированы для приема и надежного удерживания панелей обшивки в заданном положении и с заданной ориентацией. Стрингеры затем могут быть подняты с реконфигурируемой тележки 44 с компьютерным управлением для стрингеров посредством автоматизированного устройства, размещены в заданном положении относительно панелей обшивки, заданном, например, цифровой базой данных, и временно прикреплены к панели обшивки, например посредством множества элементов для временного прикрепления. Здесь необходимо обратиться к блоку 12 по фиг. 1, фиг. 5, на которых показана секция 22 для временного прикрепления, а также к фиг. 6, на которой показано реконфигурируемое обрабатывающее приспособление во взаимодействии с панелью обшивки, а затем с удержанием панели обшивки в заданном положении, пока один или более стрингеров временно прикрепляют к ней. На фиг. 7 также показан более подробный вид рельс, по которым реконфигурируемые тележки 44 с компьютерным управлением для стрингеров перемещают в секцию 22 для временного прикрепления, а также часть реконфигурируемого обрабатывающего приспособления, имеющего множество стержней с упругим ходом для взаимодействия с панелями крыла с возможностью регулировки.
После временного прикрепления стрингеров к панелям обшивки временно скрепленные элементы обшивки могут перемещать, например, посредством проходящей сверху системы для регулировки положения, такой как монорельс, после высвобождения реконфигурируемым обрабатывающим приспособлением, в клепальную секцию 26. Здесь необходимо обратиться к блоку 14 по фиг. 1 и клепальной секции 26 по фиг. 8. Как показано в настоящем варианте реализации, клепальная секция 26 содержит три линии для клепания таким образом, что три временно скрепленных элемента обшивки могут быть одновременно склепаны в клепальной секции. В связи с этим промежуточная область 24 накопления, расположенная ранее клепальной секции 26 в технологической цепочке, может не только обеспечивать установочную область для временно скрепленных элементов обшивки до вхождения в клепальную секцию, но также обеспечивает возможность бокового перемещения временно скрепленных элементов обшивки проходящей сверху системой для регулировки положения, например монорельсом, с выравниванием относительно линий для клепания.
Каждая линия для клепания может содержать реконфигурируемое обрабатывающее приспособление для приема временно скрепленного элемента обшивки и взаимодействия с ним. Реконфигурируемое обрабатывающее приспособление может содержать стержни с упругим ходом, краевые указатели, расположенные внутри краевые откидные стенки и подобные элементы, которые могут быть реконфигурированы для приема и надежного удерживания временно скрепленных элементов обшивки в заданном положении и с заданной ориентацией, например посредством захвата краев временно скрепленного элемента обшивки. В данном варианте реализации один временно скрепленный элемент обшивки может быть зацеплен реконфигурируемым обрабатывающим приспособлением каждой линии для клепания и удерживаем в заданном положении пока клепальное приспособление 28, такое как клепальное приспособление с O-образной рамой, перемещается вдоль временно скрепленного элемента обшивки, например посредством перемещения по временно скрепленному элементу обшивки, проходящему через отверстие, заданное клепальным приспособлением с О-образной рамой, так чтобы более прочно склепывать стрингеры с панелью обшивки. Пока клепальные приспособления 28 перемещаются вдоль временно скрепленного элемента обшивки, компоненты реконфигурируемого обрабатывающего приспособления, которые взаимодействуют с временно скрепленным элементом обшивки, могут автоматически выйти из взаимодействия с временно скрепленным элементом обшивки и переместиться с пути клепального приспособления, таким образом обеспечивая склепывание данной части временно скрепленного элемента обшивки при его удерживании в надлежащем положении другими компонентами реконфигурируемого обрабатывающего приспособления. Компоненты реконфигурируемого обрабатывающего приспособления затем могут быть автоматически возвращены в положение с взаимодействием с временно скрепленным элементом обшивки, после того как клепальное приспособление 28 перемещено в другое положение.
В показанном варианте реализации каждая линия для клепания содержит два клепальных приспособления 28 с О-образной рамой для одновременной работы, такой чтобы быстрее обрабатывать временно скрепленные элементы обшивки. Однако в других вариантах реализации линии для клепания могут содержать любое количество клепальных приспособлений и различные типы клепальных приспособлений, например клепальные приспособления различной формы. В клепальной секции 26 клепальные приспособления устанавливают множество постоянных крепежных элементов и заменяют элементы для временного прикрепления постоянными крепежными элементами, например заклепками. После окончания приклепывания монорельс или другая проходящая сверху система для регулировки положения может входить во взаимодействие со склепанным элементом обшивки, и реконфигурируемое обрабатывающее приспособление может соответственно высвобождать скрепленный элемент обшивки. В этой связи на фиг. 9 показано взаимодействие склепанного элемента обшивки с проходящей сверху системой для регулировки положения для обеспечения перемещения по производственной системе.
Как показано более подробно на фиг 10А-10В, проходящая сверху система для регулировки положения в соответствии с вариантом реализации, показанном на фиг. 9, содержит множество тисков 50, которые взаимодействуют со склепанным элементом обшивки и которые выполнены с возможностью согласованного перемещения вдоль проходящей сверху системы для регулировки положения, таким образом перемещая склепанную панель. Как показано на фиг. 10А-10В, тиски 50 в соответствии с одним вариантом реализации могут содержать направляющий элемент 52, выполненный с возможностью взаимодействия или перемещения вдоль монорельса или другой направляющей проходящей сверху системы для регулировки положения, а также пару губок 54, 56, которые могут быть регулируемым образом расположены так, чтобы плотно принимать элементы обшивки различных размеров. Каждая губка 54, 56 может содержать один или более, например пару, зажимных элементов 58, выполненных с возможностью расположения с возможностью регулировки во внутреннем и в наружном направлении вдоль соответствующей губки. Губки 54, 56 и зажимные элементы 58 могут быть расположены так чтобы плотно принимать склепанный элемент обшивки между зажимными элементами, расположенными на соответствующей губке. В дополнение, тиски 50 могут содержать один или более выдвижных элементов 60, таких как стержни с упругим ходом, выполненных с возможностью регулируемого выдвижения в тиски и взаимодействия или контакта с боковой поверхностью склепанного элемента обшивки, так чтобы лучше закреплять склепанный элемент обшивки в тисках. Хотя в настоящем описании тиски 50 проходящей сверху системы для регулировки положения описаны совместно со взаимодействием и транспортировкой склепанного элемента обшивки, они могут быть выполнены с возможностью взаимодействия с другими обрабатываемыми деталями, такими как панели обшивки, временно скрепленные элементы обшивки и т.д.
Склепанные элементы обшивки затем могут быть перемещены в стыковочную секцию 32. Хотя стыковочная секция 32 может иметь одну линию, она также может иметь и множество линий, например две стыковочных линии, как показано в варианте реализации, проиллюстрированном на фиг. 11. В связи с этим, склепанный элемент обшивки могут быть перемещен посредством монорельса или другой проходящей сверху системы для регулировки положения до выравнивания с реконфигурируемым обрабатывающим приспособлением, которое будет удерживать склепанный элемент обшивки в надлежащем положении во время обработки в соответствующей линии стыковочной секции. Как описано выше, реконфигурируемое обрабатывающее приспособление может содержать стержни с упругим ходом, краевые указатели, расположенные внутри краевые откидные стенки и подобные элементы, которые могут быть реконфигурированы для приема и надежного удерживания склепанных элементов обшивки в заданном положении и с заданной ориентацией, например посредством захвата краев склепанного элемента обшивки. В данном варианте реализации два или более склепанных элемента обшивки, например количество склепанных элементов обшивки, составляющих панель крыла, могут быть зацеплены и закреплены реконфигурируемым обрабатывающим приспособлением каждой стыковочной линии и удерживаться в заданном положении.
В дополнение к принятию склепанных элементов обшивки, стыковочная секция 32 также принимает множество стыковых стрингеров, например множество предварительно уплотненных стыковых стрингеров. Например, стыковочная секция 32 может принимать тележку, например реконфигурируемую тележку 44 с компьютерным управлением для стрингеров, которая переносит множество стыковых стрингеров в стыковочную секцию, при этом стыковые стрингеры расположены с заданной ориентацией на тележке. Как указано ранее, реконфигурируемая тележка 44 с компьютерным управлением для стрингеров может перемещаться вдоль направляющих, или она может направляться другим образом, например посредством автоматизированного управления. Одно или более автоматизированное устройство затем могут поднимать соответствующий стыковой стрингер с тележки 44 и могут размещать стыковой стрингер в надлежащем положении относительно склепанных элементов обшивки, которые расположены друг относительно друга посредством реконфигурируемого обрабатывающего приспособления. Затем могут быть установлены стыковые стрингеры, например посредством приклепывания к склепанным элементам обшивки, таким образом объединяя склепанные панели в единую панель крыла. Здесь необходимо обратиться к блоку 16 по фиг. 1. В качестве примера, на фиг. 12 показана стыковая линия стыковочной секции 32 с одним или более автоматизированными устройствами, работающими так чтобы прикреплять стыковые стрингеры к склепанным элементам обшивки.
В одном варианте реализации скрепленный элемент обшивки может быть подвешен на монорельсе или другой проходящей сверху системы для регулировки положения с выравниванием в надлежащем положении в стыковочной секции 32, например с выравниванием с реконфигурируемым обрабатывающим приспособлением. Здесь необходимо обратиться к фиг. 13. Стыковые стрингеры могут переноситься тележной 44 с компьютерным управлением и могут быть расположены ниже склепанных элементов обшивки. Элемент обшивки затем могут опустить с выравниванием со стыковым стрингером, например посредством опускания склепанного элемента обшивки с монорельса или другой проходящей сверху системы для регулировки положения. Склепанный элемент обшивки и стыковой стрингер затем могут удерживать в надлежащем положении, например посредством реконфигурируемого обрабатывающего приспособления и/или автоматизированного устройства, как показано, например, на фиг. 14. После использования автоматизированного устройства для отслеживания края склепанного элемента обшивки и стыкового стрингера для установления их относительного положения, клепальное приспособление, такое как клепальное приспособление с С-образной рамой, может временно скреплять стыковой стрингер со склепанным элементом обшивки. В отличие от отслеживания края склепанного элемента обшивки и стыкового стрингера для определения их относительных положений, положение предыдущего стыкового стрингера может быть использовано для определения положения надлежащим образом следующего стрингера относительно склепанных элементов обшивки.
В другом варианте реализации стыковые стрингеры могут быть доставлены посредством тележки 44 с компьютерным управлением в стыковочную секцию 32, а склепанные элементы обшивки могут быть доставлены посредством монорельса или другой проходящей сверху системы для регулировки положения к реконфигурируемому обрабатывающему приспособлению, выполненному с возможностью взаимодействия с одним или более склепанным элементом обшивки и удерживания склепанного элемента (склепанных элементов) обшивки в заданном положении. Автоматизированное устройство затем может взаимодействовать со стыковым стрингером и располагать стыковой стрингер относительно склепанного элемента обшивки. Второе автоматизированное устройство затем может устанавливать временный крепеж, так чтобы прикреплять стыковой стрингер к склепанному элементу (склепанным элементам) обшивки. Данные два автоматизированных устройства затем могут согласованно перемещаться, так чтобы устанавливать приспособления для временного прикрепления. Другие автоматизированные устройства могут перемещаться с опережением относительно автоматизированных устройств, которые устанавливают приспособления для временного прикрепления, для определения относительного положения стыковых стрингеров относительно склепанного элемента (склепанных элементов) обшивки и для изменения положения стыкового стрингера при необходимости. Этот процесс могут повторять для каждого стыкового стрингера, который прикрепляют к склепанному элементу (склепанным элементам) обшивки. Во время данного процесса стыковой стрингер могут удерживать, как показано на фиг. 15, так чтобы не нарушать уплотнитель, нанесенный ранее.
После стыковки стыкованной панели надлежащим образом ее могут переместить в относящуюся к корпусу секцию 34, как показано в блоке 18 по фиг. 1. Относящаяся к корпусу секция 34 может также содержать одну или более линий. В примере, в котором относящаяся к корпусу секция 34 содержит множество линий, множество стыкованных панелей могут быть обработаны одновременно на каждой линии, работающей с соответствующей стыкованной панелью. В относящейся к корпусу секции 34 стыкованную панель могут доставлять посредством монорельса или другой проходящей сверху системы для регулировки положения к закрепляющему приспособлению или другому обрабатывающему приспособлению, которое удерживает стыкованную панель в заданном положении и с заданной ориентацией. Относящийся к корпусу корд затем могут устанавливать посредством автоматизированного устройства и одно или более затворное крепежное приспособление также может быть установлено посредством автоматизированного устройства вместе с требуемыми прокладками, так чтобы завершить сборку панели крыла. В этой связи, закрепляющее приспособление или другое обрабатывающее приспособление может обеспечивать желаемый контур для внутреннего конца стыкованной панели, с последующей установкой относящегося к корпусу корда на внутреннем конце стыкованной панели. В одном из вариантов реализации одно или более автоматизированное устройство устанавливает относящийся к корпусу корд и любые требуемые затворные крепежные приспособления посредством множества винтов, которые взаимодействуют со стыкованной панелью с надлежащим контуром.
Полученную в результате панель крыла затем могут вывести из относящейся к корпусу секции 34 и собрать с другой панелью крыла, например собрать верхнюю и нижнюю панели крыла, так чтобы образовать кессон крыла. Посредством автоматизации процесса сборки и использования отдельно функционирующих секций для выполнения отдельных производственных операций при помощи системы и способа по одному из вариантов реализации могут производить панели крыла и, в свою очередь, кессоны крыла быстрее и более эффективно.
Множество модификаций и других вариантов реализации, изложенных в настоящем описании, будут понятны специалисту в области техники, к которой относятся данные варианты реализации, с преимуществами раскрытия, приведенного в изложенном выше описании и соответствующими чертежами. Таким образом, следует понимать, что указанные варианты реализации не ограничены конкретными раскрытыми вариантами реализации, и подразумевается, что модификациями и другие варианты реализации входят в объем приложенной формулы изобретения. Более того, хотя приведенное выше описание и соответствующие чертежи описывают приведенные в качестве примера варианты реализации на примере конкретных примерных комбинаций элементов и/или функций, следует понимать, что различные комбинации элементов и/или функций могут быть выполнены в альтернативных вариантах реализации без выхода за пределы объема приложенной формулы изобретения. В этой связи, например, различные комбинации элементов и/или функций, отличные от тех, которые со всей полнотой раскрыты выше, также рассматриваются, как излагаемые в некоторых из пунктов приложенной формулы изобретения. Хотя в настоящем описании используются конкретные термины, они используются лишь в общем и описательном смысле и не вносят ограничения.
Альтернативные варианты реализации изобретения могут быть заявлены следующим образом:
А1. Система для автоматизированного производства панелей крыла воздушного летательного аппарата, содержащая:
секцию (22) для временного прикрепления, выполненную с возможностью временного прикрепления одного или более стрингеров к панели обшивки;
клепальную секцию (26), выполненную с возможностью приема временно скрепленного элемента обшивки из секции (22) для временного прикрепления и приклепывания одного или более стрингеров к панели обшивки;
стыковочную секцию (32), выполненную с возможностью приема множества склепанных элементов обшивки из клепальной секции (26) и прикрепления одного или более стыковых стрингеров к множеству склепанных элементов обшивки; и
относящуюся к корпусу секцию (34), выполненную с возможностью приема состыкованной панели из стыковочной секции (32) и прикрепления к ней относящегося к корпусу корда для изготовления панели крыла.
А2. Система по пункту А1, также содержащая установочную секцию (20), расположенную перед секцией (22) для временного прикрепления в технологической цепочке, для приема одного или более стрингеров и панели обшивки и для обеспечения подачи одного или более стрингеров и панели обшивки в клепальную секцию (26).
A3. Система по пункту А2, в которой установочная секция (20) также выполнена с возможностью обеспечения подачи одного или более стрингеров с заранее заданной ориентацией в клепальную секцию (26).
А4. Система по пункту А1, также содержащая по меньшей мере одну реконфигурируемую тележку (44), выполненную с возможностью переноса одного или более стрингеров в секцию (22) для временного прикрепления и одного или более стыковых стрингеров в стыковочную секцию (32).
А5. Система по пункту А4, в которой реконфигурируемая тележка (44) выполнена с возможностью перемещения по рельсам.
А6. Система по пункту А4, в которой реконфигурируемая тележка (44) содержит автоматически направляемое транспортное средство.
А7. Система по пункту А1, также содержащая проходящую сверху систему для регулировки положения, выполненную с возможностью перемещения панели обшивки в секцию (22) для временного прикрепления, временно скрепленного элемента обшивки в клепальную секцию (26), склепанного элемента обшивки в стыковочную секцию (32) и состыкованной панели в относящуюся к корпусу секцию (34).
А8. Система по пункту А7, в которой проходящая сверху система для регулировки положения содержит множество тисков (50), имеющих первые и вторые губки с первыми и вторыми зажимными элементами (58), причем по меньшей мере один из зажимных элементов (58) выполнен с возможностью его регулировки.
А9. Система по пункту А8, в которой каждые тиски (50) также содержат один или более выдвижных элементов (60), выполненных с возможностью регулируемого выдвижения в тиски (50).
А10. Система по пункту А1, в которой по меньшей мере одна секция из числа клепальной секции (26), стыковочной секции (32) и относящейся к корпусу секции (34) содержит множество линий для обеспечения параллельной обработки.
A11. Система по пункту А1, в которой каждая секция из числа секции для временного прикрепления, клепальной секции (32) и стыковочной секции (32) содержит реконфигурируемое обрабатывающее приспособление для взаимодействия с панелью обшивки, временно скрепленным элементом обшивки и склепанным элементом обшивки, соответственно.
А12. Система по пункту А1, в которой каждая секция из числа секции (22) для временного прикрепления, клепальной секции (26), стыковочной секции (32) и относящейся к корпусу секции (34) содержит по меньшей мере одно автоматизированное устройство.
А13. Способ автоматизированного производства панелей крыла воздушного летательного аппарата, включающий:
временное прикрепление одного или более стрингеров к панели обшивки в секции для временного прикрепления (22);
прием временно скрепленного элемента обшивки из секции (22) для временного прикрепления и приклепывания одного или более стрингеров к панели обшивки в клепальной секции (26);
прием множества склепанных элементов обшивки из клепальной секции (26) и прикрепление одного или более стыковых стрингеров к множеству склепанных элементов обшивки в стыковочной секции (32) и
прием состыкованной панели из стыковочной секции (32) и прикрепление к ней относящегося к корпусу корда в относящейся к корпусу секции (34) для изготовления панели крыла.
А14. Способ по пункту А13, также включающий прием указанных одного или более стрингеров и панели обшивки в установочной секции (20), расположенной перед клепальной секцией (26) в технологической цепочке, и подачу одного или более стрингеров и панели обшивки в клепальную секцию (26).
А15. Способ по пункту А14, в котором подача одного или более стрингеров (26) включает подачу одного или более стрингеров с заданной ориентацией в клепальную секцию (26).
А16. Способ по пункту А13, также включающий перенос одного или более стрингеров в секцию для временного прикрепления и одного или более стыковых стрингеров в стыковочную секцию (32) при помощи реконфигурируемой тележки (44).
А17. Способ по пункту А13, также включающий перемещение панели обшивки в секцию для временного прикрепления, временно скрепленного элемента обшивки в клепальную секцию (26), склепанного элемента обшивки в стыковочную секцию (32) и состыкованной панели в относящуюся к корпусу секцию (34) при помощи проходящей сверху системы для регулировки положения.
А18. Способ по пункту А13, также включающий обеспечение параллельной обработки по меньшей мере в одной секции из числа клепальной секции (26), стыковочной секции и относящейся к корпусу секции (34).
А19. Способ по пункту А13, также включающий обеспечение взаимодействия с возможностью регулировки панели обшивки, временно скрепленного элемента обшивки и склепанного элемента обшивки с реконфигурируемым обрабатывающим приспособлением в секции для временного прикрепления, клепальной секции (26) и стыковочной секции (32), соответственно.
А20. Способ по пункту А13, также включающий выполнение действий в секции для временного прикрепления, клепальной секции (26), стыковочной секции (32) и относящейся к корпусу секции (34) при помощи одного или более автоматизированных устройств.
Лопасть несущего винта винтокрылого летательного аппарата с улучшенными летно-техническими характеристиками
Шасси и способ удержания и защиты электронных блоков
Информационная управляющая система воздушного летательного аппарата
Компенсация задержки
Способ пилотирования беспилотного летательного аппарата
Система и способ для мощного преобразователя постоянного тока в постоянный ток
Способ и устройство для уменьшения пористости в деталях из композиционного полимера
Заполнители полости на закруглении для конструкций из композиционного материала, конструкции из композиционного материала, содержащие заполнители полости на закруглении, и системы и способы их выполнения
Соединительный узел и способ его формирования
Портативная система отверждения
Архитектура модуля т3
Лопасть несущего винта винтокрылого летательного аппарата с улучшенными летно-техническими характеристиками
Шасси и способ удержания и защиты электронных блоков
Информационная управляющая система воздушного летательного аппарата
Компенсация задержки
Способ пилотирования беспилотного летательного аппарата
Система и способ для мощного преобразователя постоянного тока в постоянный ток
Способ и устройство для уменьшения пористости в деталях из композиционного полимера
Заполнители полости на закруглении для конструкций из композиционного материала, конструкции из композиционного материала, содержащие заполнители полости на закруглении, и системы и способы их выполнения
Соединительный узел и способ его формирования

