Результат интеллектуальной деятельности: Способ очистки рабочих поверхностей призм при изготовлении оптико-механического модулятора добротности лазера на эффекте нарушения полного внутреннего отражения
Вид РИД
Изобретение
Изобретение относится к лазерной технике, где необходима прецизионная очистка оптических поверхностей.
Одной из причин отказа работы оптико-механического модулятора добротности лазера на эффекте нарушения полного внутреннего отражения (оптико-механический модулятор НПВО) является плохое качество очистки поверхностей призм.
Известен способ очистки оптических поверхностей, представленный в литературе: «Чистка оптических деталей», Молчанова О.С. - Москва, 1972, стр. 33.
Очистка поверхностей оптических деталей происходит в следующей последовательности:
- протирка оптических деталей обезжиренной салфеткой, смоченной органическим растворителем, например, этиловым спиртом-ректификатом;
- протирка оптических деталей ватным тампоном, смоченным органическим растворителем (например, смесью 85-90 объемных частей петролейного эфира и 5-10 частей этилового спирта-ректификата);
- удаление с поверхностей оптических деталей твердых нерастворимых частиц с помощью, например, беличьей кисти.
Однако ручная очистка поверхностей оптических деталей, а именно очистка призм при изготовлении оптико-механического модулятора НПВО, недостаточна и приводит к большому количеству брака.
Поэтому актуальна проблема создания новых технологических процессов для очистки поверхностей призм.
Наиболее близким по своей технической сущности к предлагаемому изобретению является способ ультразвуковой (УЗ) очистки поверхностей призм в водных растворах поверхностно-активных веществ (ПАВ) - ультразвуковая ванна, описанный в литературе: Журнал «Фотоника», №4/2007, стр. 35-40.
Воздействие УЗ-полей на жидкие среды вызывает в них процессы кавитации, а также макро- и микропотоки в объеме жидкости, прилегающей к излучаемой поверхности ванны. Захлопывание кавитационных газовых полостей сопровождается образованием ударных микроволн, давление в которых может достигать (1-5)108 Па. Такие микроудары разрушают не только оксидные пленки и загрязнения на обрабатываемой поверхности изделий, но и морфологию поверхности. Обусловленные кавитацией динамические и тепловые эффекты, возникновение микро- и макропотоков определяют интенсификацию процесса удаления загрязнений при сложном профиле оптической поверхности под действием УЗ-поля. Использование рабочих частот в диапазоне 80-120 кГц обеспечивает неразрушающую очистку оптических поверхностей и удаление частиц грязи размером до 1 мкм.
При полировке поверхностей призм субмикронные частицы абразива забиваются в микротрещины стекла, это приводит к тому, что при работе оптико-механического модулятора НПВО появляются дефекты на рабочих поверхностях призм в области зазора (риски, выколки, прогары).
УЗ ванна с водным раствором ПАВ эффективно удаляет загрязнения с поверхности, но недостаточно эффективно справляется с «глубокими» загрязнениями, такими как заполированные в стекло частицы абразивного материала.
В процессе работы оптико-механического модулятора НПВО в составе лазерного излучателя рабочие поверхности призм подвергаются ударному столкновению, вследствие чего твердые частицы попадают из трещин в область зазора на рабочей поверхности призмы и разрушают его. В зазоре оптико-механического модулятора НПВО появляются микроскопические дефекты, которые приводят к его лавинообразному разрушению и появлению прогаров, что в свою очередь становится причиной резкого уменьшения энергии импульсов выходного излучения и, в конечном итоге, пропадания излучения.
Чтобы улучшить работу лазерного излучателя, необходима тщательная очистка рабочих поверхностей призм оптико-механического модулятора НПВО.
Задачей предлагаемого изобретения является улучшение качества очистки рабочих поверхностей призм оптико-механического модулятора НПВО, а также уменьшение себестоимости изделия за счет уменьшения брака.
Для решения поставленной задачи предлагается использовать способ очистки рабочих поверхностей призм при изготовлении оптико-механического модулятора НПВО, который, как и наиболее близкий к нему, выбранный в качестве прототипа, включает погружение призм в водный раствор ПАВ, возбуждение в нем УЗ-колебаний и постановку призм на оптический контакт.
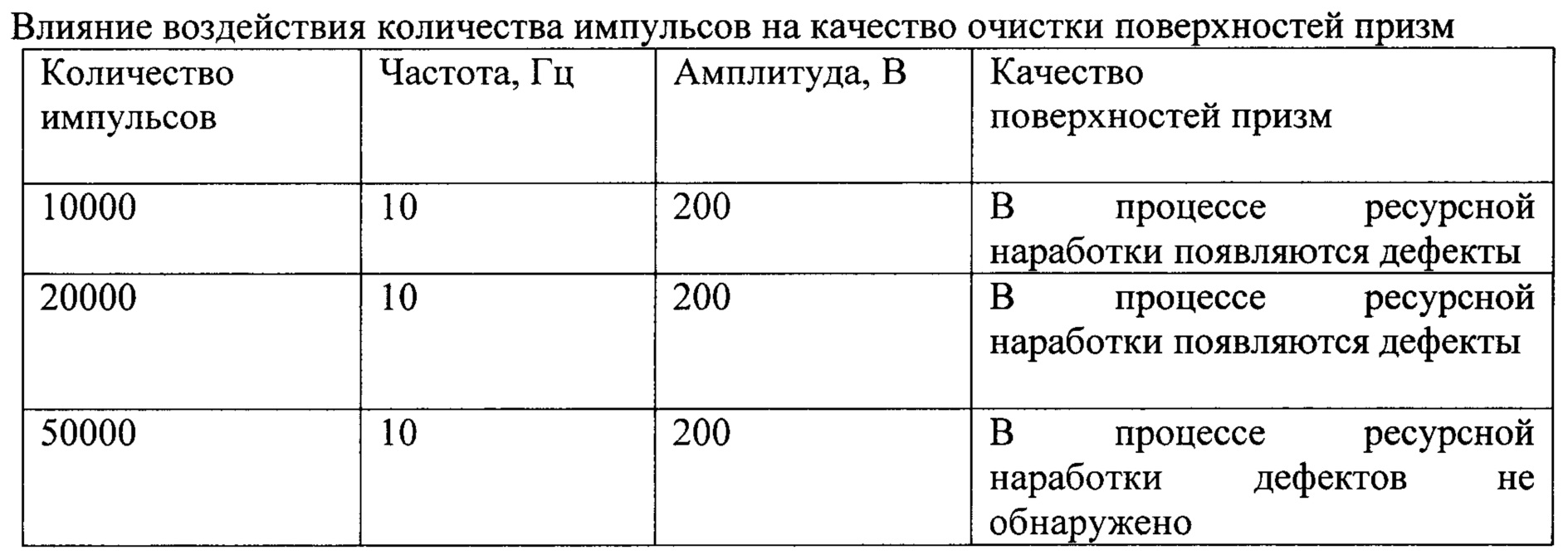
В отличие от прототипа между возбуждением УЗ-колебаний в водном растворе ПАВ с погруженными в него призмами и постановкой призм на оптический контакт дополнительно устанавливают на нерабочую поверхность призм пьезоактуаторы и проводят высокоскоростную деформацию призм, подавая на пьезоактуаторы импульсы напряжения в количестве не менее 50000 импульсов амплитудой 200 В и частотой 10 Гц. После чего пьезоактуаторы с нерабочей поверхности призм удаляют, а призмы промывают.
Сущность изобретения заключается в том, что высокоскоростная деформация призм воздействует не с внешней, а с внутренней стороны рабочей поверхности призмы, деформируя рабочую поверхность, тем самым расширяя микротрещины и выталкивая из них частицы абразивного материала.
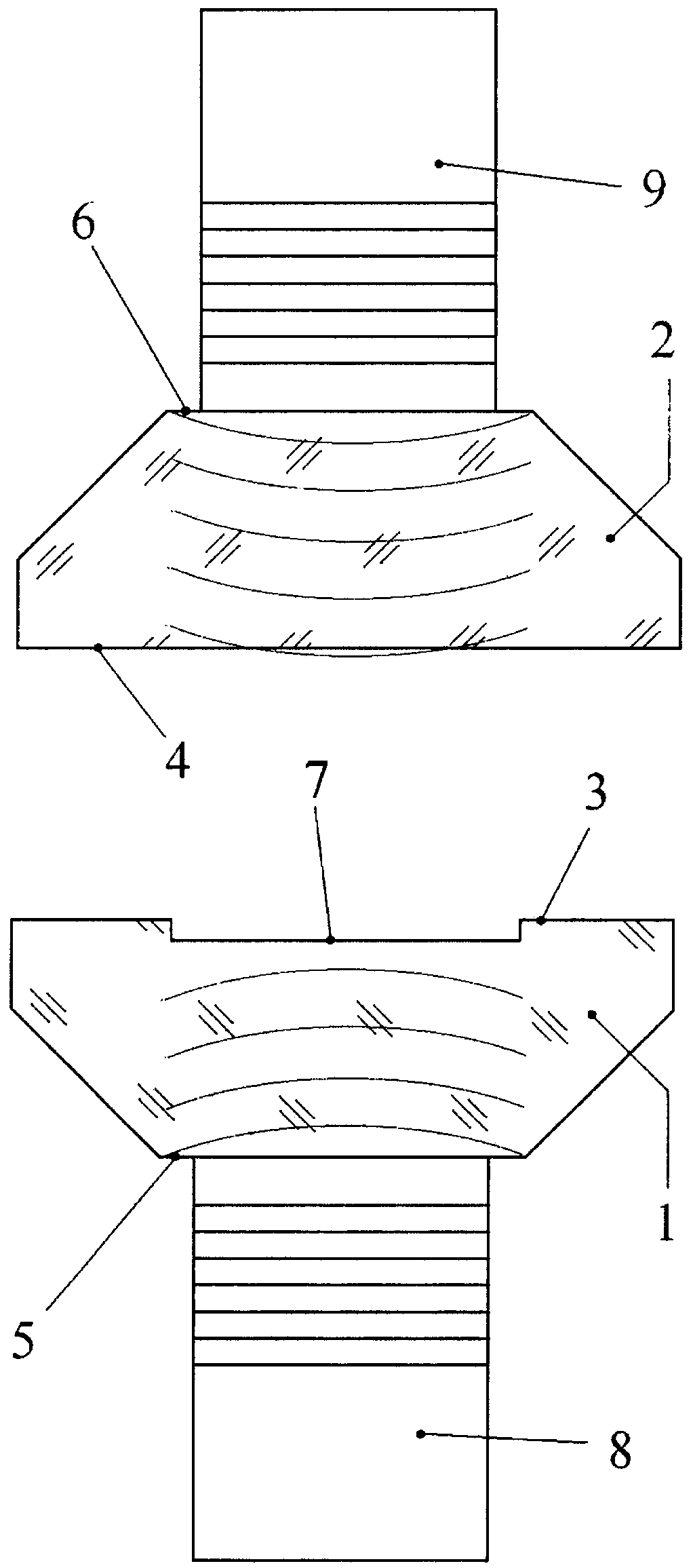
Сущность предложенного технического решения поясняется чертежом.
Блок призм оптико-механического модулятора НПВО состоит из призмы 1 и призмы 2, которые имеют рабочие поверхности 3, 4 и нерабочие поверхности 5, 6. На рабочей поверхности 3 призмы 1 имеется зона травления 7 глубиной не более 200 нм. При постановке на оптический контакт призм 1 и 2 зона травления 7 образует зазор. К нерабочим поверхностям 5, 6 призм 1 и 2, крепятся пьезоактуаторы 8 и 9.
Предлагаемый способ осуществляется следующим образом.
Призмы 1 и 2 опускают в УЗ ванну с водным раствором ПАВ, включают ультразвуковой генератор. Возникает ультразвуковая моющая среда с вихревыми макро- и микротечениями, которые способствуют удалению загрязнений с рабочих 3, 4 и нерабочих 5, 6 поверхностей призм 1 и 2.
После УЗ-очистки на нерабочие поверхности 5, 6 призм 1 и 2 наклеивают пьезоактуаторы 8 и 9, затем проводят высокоскоростную деформацию, подавая на пьезоактуаторы 8 и 9 не менее 50000 импульсов частотой 10 Гц. Это воздействие приводит к деформации рабочей поверхности 4 призмы 2 и рабочей поверхности 3 с зоной травления 7 призмы 1, расширяя микротрещины и выталкивая из них частицы абразивного материала. Затем пьезоактуаторы 8 и 9 отклеивают от нерабочих поверхностей 5, 6 призм 1 и 2. Призмы 1 и 2 промывают и очищают все поверхности ацетоном. После этого призмы 1 и 2 ставят на оптический контакт.
Для экспериментального доказательства эффективности вышеописанного способа были взяты две партии блоков призм:
1) Блоки призм (9 шт.), не побывавшие в работе (чистая зона травления);
2) Блоки призм (10 шт.) с наработкой и с небольшими дефектами зоны травления.
После применения вышеописанного способа очистки блоки призм из первой партии были подвергнуты ресурсной наработке в количестве 250000 импульсов и ресурсной наработке под излучением в количестве 100000 импульсов. По окончании ресурсных наработок характерных дефектов в области зазора не обнаружено.
После применения вышеописанного способа очистки блоки призм из второй партии также были подвергнуты ресурсной наработке в количестве 250000 импульсов и ресурсной наработке под излучением в количестве 100000 импульсов. По окончании ресурсных наработок увеличения количества и/или размера небольших дефектов в области зазора не обнаружено.
Таким образом, более тщательная очистка позволяет минимизировать риск появления дефектов на рабочих поверхностях призм в области зазора в оптико-механических модуляторах НПВО, а также дает возможность остановить дальнейшее разрушение поверхности зазора ранее поврежденных модуляторов, что, в конечном счете, приводит к уменьшению брака и уменьшению себестоимости изделий.
Способ очистки рабочих поверхностей призм при изготовлении оптико-механического модулятора добротности лазера на эффекте нарушения полного внутреннего отражения, включающий погружение призм в водный раствор поверхностно-активных веществ (ПАВ), возбуждение в нем ультразвуковых колебаний и постановку призм на оптический контакт, отличающийся тем, что между возбуждением ультразвуковых колебаний в водном растворе ПАВ с погруженными в него призмами и постановкой призм на оптический контакт дополнительно устанавливают на нерабочую поверхность призм пьезоактуаторы и проводят высокоскоростную деформацию призм, подавая на пьезоактуаторы импульсы напряжения в количестве 50000 – 250000 импульсов амплитудой 200 В и частотой 10 Гц, после чего пьезоактуаторы с нерабочей поверхности призм удаляют, а призмы промывают.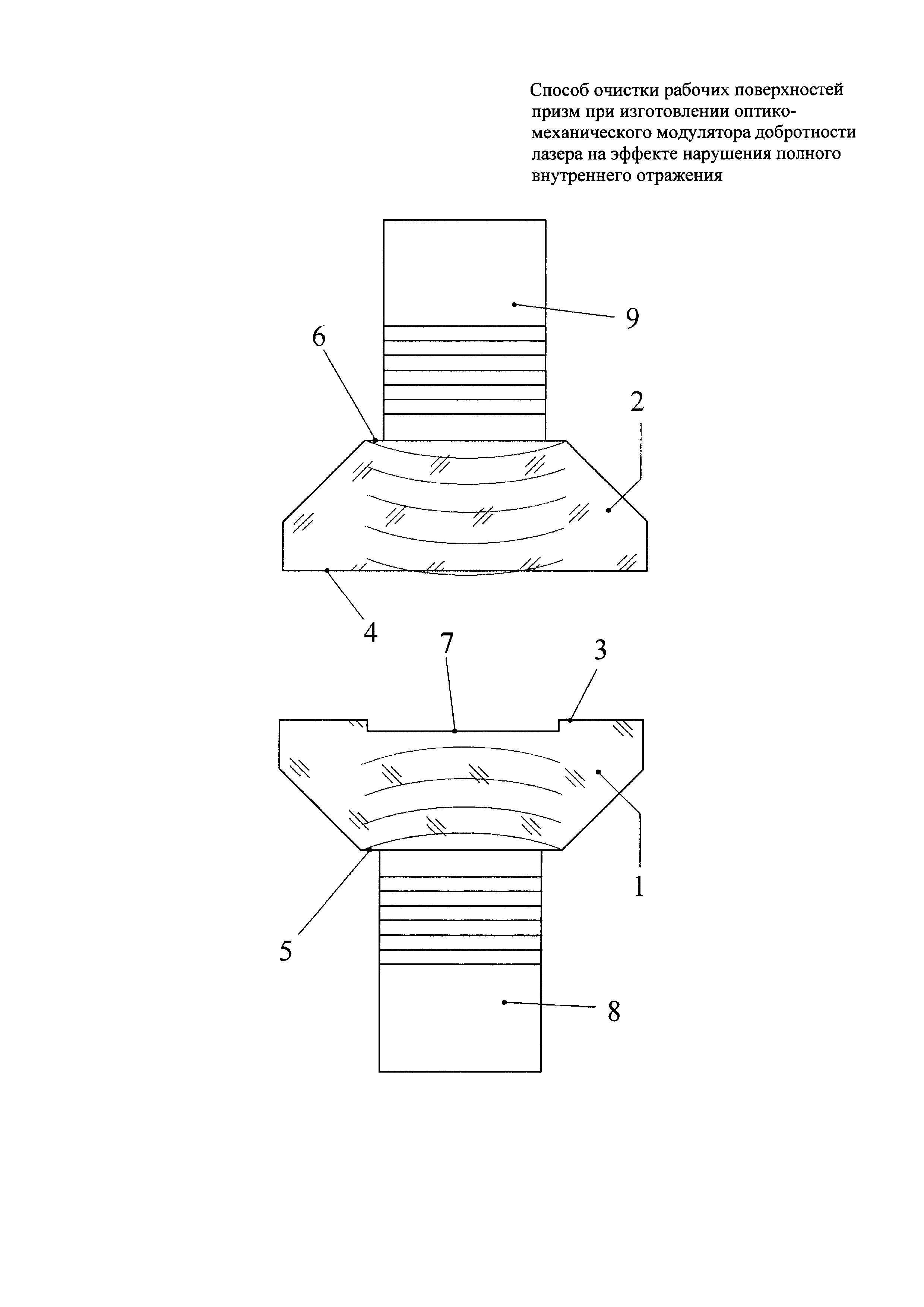
Система контроля угловых деформаций крупногабаритных платформ
Способ изготовления дифракционной решетки
Трёхкоординатный фотоэлектрический автоколлиматор
Система измерения угла скручивания
Зеркально-линзовый объектив
Способ соединения оптических деталей методом оптического контакта
Устройство для усиления и предварительной обработки импульсов с инфракрасного фотодиода
Система контроля угловых деформаций крупногабаритных платформ
Способ изготовления дифракционной решетки

