Способ перемешивания обрабатывающей среды в гальванической ванне для обработки деталей
Вид РИД
Изобретение
Изобретение относится к области гальванотехники и может быть использовано для перемешивания обрабатывающей среды гальванических ванн как сжатым воздухом, так и непосредственно самой обрабатывающей средой, в частности, при обработке деталей или печатных плат, размещаемых на подвесках.
Известен способ перемешивания обрабатывающей среды гальванических ванн сжатым воздухом, включающий установку на дно ванны перфорированных трубок, подключаемых через стояк и трубопроводную арматуру к генератору сжатого воздуха [1].
Недостатком известного способа является сложность или невозможность создания однородной среды по всему рабочему объему гальванической ванны.
Другим недостатком известного способа являются его сравнительно ограниченные функциональные возможности, не позволяющие производить перемешивание обрабатывающей среды ванн, в частности растворов химического и/или электрохимического обезжиривания, из-за повышенного в них пенообразования при использовании сжатого воздуха.
Также известны способы для гидравлического перемешивания обрабатывающей среды гальванических ванн [2], включающие, в частности, у оборудования компании SERFTLCO (США), использование оснащенных соплами эжекторов перфорированных трубок, подключенных через стояки и трубопроводную арматуру к выходу локальной напорной системы, вход которой соединен с размещенным в ванне заборным патрубком [3].
Недостатками известных способов и/или устройств, их реализующих, являются:
- неравномерность интенсивности перемешивания обрабатывающей среды ванны, обусловленная, в частности, использованием расположенных на расстоянии друг от друга одиночных сопел эжекторов, формирующих строго направленные потоки обрабатывающей среды гальванической ванны, что, кстати, может приводить и к падению деталей с подвески на дно ванны;
- сравнительно большие затраты на реализацию процесса перемешивания, в частности, воды в ваннах промывки погружным способом по сравнению с ее перемешиванием сжатым воздухом, что, кроме того; ограничивает и функциональные возможности данных способов реализации перемешивающих устройств;
- сравнительно большая вероятность наличия остаточных загрязнений в ванне из-за размещения в одной точке ванны и конструкции заборного элемента, выполненного в виде патрубка.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату известным решением, выбранным в качестве прототипа, является способ перемешивания электролита в гальванической ванне, содержащей внешний и внутренней корпусы, дно последнего из которых включает набор полуцилиндрических профилей, а каждая из его боковых стенок выполнена в виде цельного листа  профиля, перемешивающий механизм, выполненный в виде размещенных вдоль мест сочленения полуцилиндрических профилей между собой и полуцилиндрических профилей соответствующих частей боковых стенок внутреннего корпуса и выполненных с двухрядной перфорацией в нижней части, перфорированных трубок с соплами, соединенных с помощью трубопроводов с выходом напорной системы, кольцевой заборный элемент с выходным патрубком, соединенным со входом напорной системы, приспособление для размещения деталей, исполнительные механизмы для регулирования расхода, дополнительный механизм перемешивания и забора электролита, причем внутренний и внешний корпусы ванны оснащены или выполнены с элементами их сочленения в виде уголковых профилей, расположенных в верхней части боковых стенок корпусов, внутренний корпус ванны оснащен элементами его транспортировки, а соединение трубопроводов, по крайней мере, между внутренним и внешним корпусами ванны осуществляется через соответствующие разъемные элементы [4].
профиля, перемешивающий механизм, выполненный в виде размещенных вдоль мест сочленения полуцилиндрических профилей между собой и полуцилиндрических профилей соответствующих частей боковых стенок внутреннего корпуса и выполненных с двухрядной перфорацией в нижней части, перфорированных трубок с соплами, соединенных с помощью трубопроводов с выходом напорной системы, кольцевой заборный элемент с выходным патрубком, соединенным со входом напорной системы, приспособление для размещения деталей, исполнительные механизмы для регулирования расхода, дополнительный механизм перемешивания и забора электролита, причем внутренний и внешний корпусы ванны оснащены или выполнены с элементами их сочленения в виде уголковых профилей, расположенных в верхней части боковых стенок корпусов, внутренний корпус ванны оснащен элементами его транспортировки, а соединение трубопроводов, по крайней мере, между внутренним и внешним корпусами ванны осуществляется через соответствующие разъемные элементы [4].
Недостатками известного способа, выбранного в качестве прототипа, являются:
- повышенная материалоемкость, обусловленная необходимостью изготовления двух корпусов ванны;
- сложность изготовления дна внутреннего корпуса ванны;
- ограниченные функционально-технологические возможности, не допускающие или делающие затруднительным его использование в конструкциях стандартных гальванических ванн, а также при реализации процесса перемешивания обрабатывающей среды сжатым воздухом;
- сложность замены перемешивающего механизма и др.
Технический результат заключается в снижении материалоемкости, упрощении реализации и обеспечении возможности замены набора полуцилиндрических профилей и перемешивающего механизма, а также в расширении функционально-технологических возможностей способа.
Технический результат достигается тем, что в известном способе перемешивания, включающем использование заборного элемента и набора полуцилиндрических профилей с подключенным к выходу напорной системы перемешивающим механизмом, выполненным в виде перфорированных трубок, размещенных вдоль мест сочленения полуцилиндрических профилей между собой и выполненных с двухрядной перфорацией в их нижней части, приспособление для размещения деталей и исполнительные механизмы для регулирования расхода, согласно изобретению набор полуцилиндрических профилей с перемешивающим механизмом выполняют в виде разъемно устанавливаемого на дно ванны моноблока, при этом в зависимости от вида обрабатывающей среды и/или назначения ванны в перемешивающий механизм подают либо сжатый воздух без использования заборного элемента, либо саму обрабатывающую среду с использованием заборного элемента соответственно.
Разъемную установку на дно ванны моноблока производят с помощью креплений-клипс, устанавливаемых на горизонтальной части борта ванны и/или уголках, жестко соединенных с футеровкой или материалом стенок ванны.
А длину моноблока выбирают большей или равной длине подвески, используемой для размещения деталей, а величину ширины моноблока  выбирают из соотношения:
выбирают из соотношения:
 ,
,
 - максимальная ширина обрабатываемых на подвеске деталей в плане;
- максимальная ширина обрабатываемых на подвеске деталей в плане;
 - ширина ванны промывки погружным способом.
- ширина ванны промывки погружным способом.
При этом, по крайней мере, при подаче в перемешивающий механизм обрабатывающей среды перфорацию противолежащих соседних трубок выполняют в шахматном порядке в виде отверстий трапецеидальной формы с расширением направленным в сторону от центра перфорированной трубки, а сами перфорированные трубки оснащают направляющими  профиля, расположенными над местами перфорации.
профиля, расположенными над местами перфорации.
В качестве заборного элемента используют заборные патрубки или кольцевой заборный элемент с выходным патрубком, устанавливаемые в креплениях-клипсах, размещаемых соответственно на горизонтальной части борта ванны и уголках, жестко соединенных с футеровкой или материалом стенок ванны.
А в качестве напорной системы в зависимости от вида обрабатывающей среды и/или назначения ванны используют либо безмасляную воздуходувку, либо электронасосный агрегат.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ позволяет обеспечить:
- отсутствие необходимости изготовления двух корпусов ванны;
- отсутствие необходимости изготовления дна внутреннего корпуса ванны и возможность использования корпусов стандартных ванн;
- расширенные функционально-технологические возможности, допускающие его использование в конструкциях стандартных гальванических ванн, а также при реализации процесса перемешивания обрабатывающей среды сжатым воздухом;
- возможность использования корпусов стандартных ванн;
- простоту замены перемешивающего механизма и заборного элемента.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в других областях техники показало, что известен способ реализации перемешивающего устройства в гальванической ванне, содержащей внешний и внутренней корпусы, дно последнего из которых включает набор полуцилиндрических профилей, перемешивающий механизм, выполненный в виде перфорированных трубок с соплами, напорную систему, кольцевой заборный элемент и приспособление для размещения деталей, причем перфорированные трубки установлены с возможностью осевого перемещения и соединены посредством сальника с кольцевым заборным элементом [5].
Недостатками известного способа, выбранного в качестве прототипа, являются:
- повышенная материалоемкость при изготовлении двухкорпусной ванны;
- сложность изготовления дна внутреннего корпуса ванны;
- ограниченные функционально-технологические возможности, не допускающие или делающие затруднительным его использование в конструкциях стандартных гальванических ванн, а также при реализации процесса перемешивания обрабатывающей среды сжатым воздухом;
- сложность, вплоть до невозможности, замены перемешивающего механизма и др.
Изобретение поясняется чертежами.
На фиг. 1 представлен вариант перемешивания в ванне с барботажем, в частности в ванне промывки деталей погружением, оснащенной изготовленным по заявляемому способу устройством для перемешивания обрабатывающей среды, вид сбоку, разрез.
На фиг. 2 представлен разрез А-А на фиг. 1.
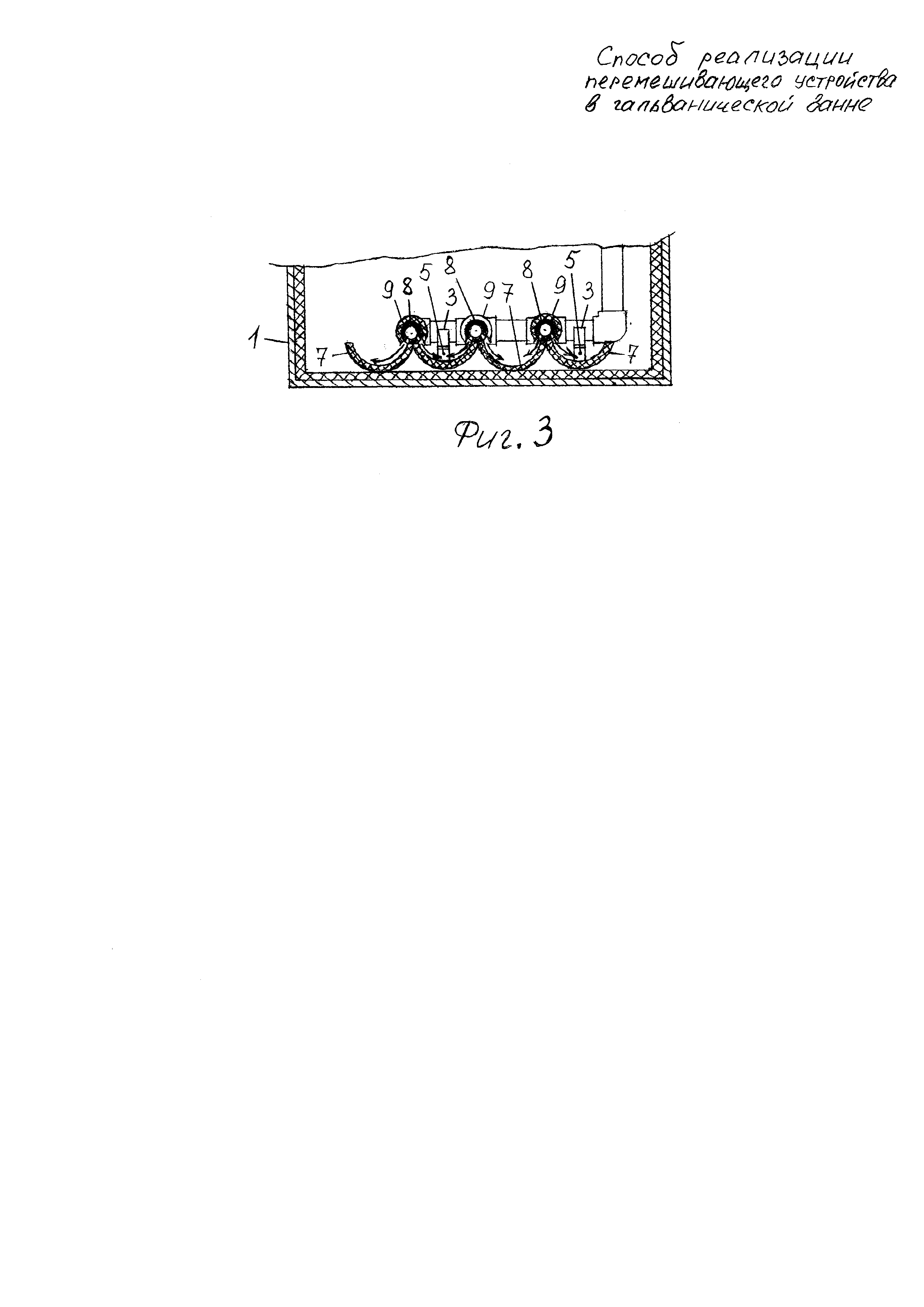
На фиг. 3 представлен разрез Б-Б на фиг. 1.
На фиг. 4 представлен вариант перемешивания в ванне с небарботажным перемешиванием с использованием изготовленного по заявляемому способу устройством для перемешивания электролита/раствора самой обрабатывающей средой ванны с применением кольцевого (в данном случае) заборного элемента, вид сбоку, разрез.
На фиг. 5 представлен разрез В-В на фиг. 4.
Ванна с барботажем (фиг. 1-3) содержит корпус 1 с футеровкой (на фиг. 1-3 не обозначена), выполненный в виде разъемно, с помощью креплений-клипс 2 (в данном случае), закрепленных на горизонтальной части борта (на фиг. 1 не обозначен) корпуса 1 ванны, и/или креплений-клипс 3, 4, установленных на жестко соединенных с футеровкой или материалом стенок корпуса 1 ванны уголках (в данном случае) соответственно 5 и 6, установленного на дно корпуса 1 ванны моноблока, включающего набор полуцилиндрических профилей 7, и соединенный трубопроводом с установленной на нем разъемной муфтой (на фиг. 1 не обозначены) с выходом генератора сжатого воздуха (на фиг. 1 не показан), перемешивающий механизм, выполненный в виде перфорированных трубок 8, размещенных вдоль мест сочленения полуцилиндрических профилей 7 между собой и выполненных с двухрядной перфорацией (на фиг. 3 не обозначена) в их нижней части, подвеску для размещения деталей и исполнительный механизм для регулирования расхода сжатого (в данном случае) воздуха (на фиг. 1 не показаны).
При этом перфорированные трубки 8 оснащены направляющими 9 профиля, расположенными над местами перфорации. Длину моноблока выбирают большей или равной длине подвески, используемой для размещения деталей, а величину ширины моноблока выбирают из соотношения:
 - максимальная ширина обрабатываемых на подвеске деталей в плане;
- максимальная ширина обрабатываемых на подвеске деталей в плане;
 - ширина ванны промывки деталей погружением.
- ширина ванны промывки деталей погружением.
Ванна при перемешивании электролита/раствора самой обрабатывающей средой (фиг. 4-5) содержит корпус 1 с футеровкой (на фиг. 4, 5 не обозначена), выполненный в виде разъемно, с помощью креплений-клипс 2 (в данном случае), закрепленных на горизонтальной части борта (на фиг. 1 не обозначен) корпуса 1 ванны, и креплений-клипс 3, 4, установленных на жестко соединенных с футеровкой или материалом стенок корпуса 1 ванны уголках (в данном случае) соответственно 5 и 6, установленного ближе к дну (в данном случае) корпуса 1 ванны моноблока, включающего набор полуцилиндрических профилей 7, и соединенный трубопроводом с установленной на нем разъемной муфтой (на фиг. 1 не обозначены) с выходом напорной системы (на фиг. 4, 5 не показан), перемешивающий механизм, выполненный в виде перфорированных трубок 8, оснащенных направляющими 9 профиля, расположенными над местами перфорации и размещенных вдоль мест сочленения полуцилиндрических профилей 7 между собой и выполненных с двухрядной перфорацией (на фиг. 4, 5 не показана, а на фиг. 3 не обозначена), реализованной в шахматном порядке в виде отверстий трапецеидальной формы, с расширением направленным в сторону от центра перфорированной трубки в их нижней части (на фиг. 3 не обозначена и показана условно), выполненный в виде разъемно, с помощью креплений-клипс 10 (в данном случае), закрепленных на горизонтальной части борта (на фиг. 1 не обозначен) корпуса 1 ванны, и/или креплений-клипс 11, установленных на жестко соединенных с футеровкой или материалом стенок корпуса 1 ванны уголках (в данном случае) 12, и расположенный ниже уровня электролита/раствора в ванне кольцевой (в данном случае) заборный элемент 13, оснащенный перфорацией (на фиг. 4 не обозначена) и соединенный трубопроводом 14 с установленной на нем разъемной муфтой (на фиг. 4 не обозначена), со входом напорной системы, подвеску для размещения деталей и исполнительные механизмы для регулирования расхода электролита/раствора (в данном случае) (на фиг. 1 не показаны).
Установка перемешивающих устройств по предлагаемому способу производится следующим образом.
Вначале в зависимости от вида и/или конструктивных особенностей ванны производят, в частности, путем сварки, например, полипропилена или склеивания, в частности поливинилхлорида, неразъемное соединение заранее изготовленных, например, из вышеуказанных материалов, уголков 5, 6 и 12 соответственно.
Далее в зависимости от места расположения трубопроводов (на фиг. 2, 4 не обозначены) соединяющих перфорированные трубки 8 моноблока и соответствующие участки кольцевого заборного элемента 13, производят разъемную или неразъемную установку на уголки 5, 6 и 12 креплений-клипс 3, 4 и 11 соответственно.
При этом расположение креплений-клипс 4 в зависимости от расположения уголков 6 (в данном случае) может быть как параллельным днищу корпуса 1 ванны (см. Фиг. 2), так и под углом к нему (см. Фиг. 4, 5).
После этого производят непосредственную установку моноблока в крепления-клипсы 3, 4, подключая в зависимости от вида ванны (с барботажем или с перемешиванием самой обрабатывающей средой последней) входной трубопровод моноблока либо к генератору сжатого воздуха (фиг. 1, 2), либо к напорной системе для подачи электролита/раствора (фиг. 4, 5).
При этом в последнем случае после установки в ванну моноблока производят и установку в крепления-клипсы 11 кольцевого заборного элемента 13 (в данном случае), выходной трубопровод 14 которого соединен, через разъемную муфту (на фиг. 4 не обозначена), со входом напорной системы, используемой для подачи электролита/раствора в моноблок ванны.
После заполнения ванны либо водой, либо соответствующим электролитом/раствором, не допускающим использование сжатого воздуха, и, например, загрузки приспособления с деталями, соответственно производят:
- включение генератора сжатого воздуха либо подключение его к централизованной магистрали, через, например, электромагнитный клапан, при этом, интенсивность перемешивания путем барботажа регулируется соответствующим исполнительным механизмом для регулирования расхода сжатого воздуха, а сжатый воздух поступает в перфорированные трубки 8, через перфорацию которых он выходит под напором между направляющими 9 (в данном случае) и внутренними поверхностями полуцилиндров 7;
- включение напорной системы (насоса), обеспечивая тем самым засасывание электролита/раствора ванны через перфорацию элемента 13 и по трубопроводу 14 (в данном варианте исполнения) поступление электролита/раствора ванны на вход напорной системы (насоса), с выхода которой (ого) через исполнительный механизм для регулирования расхода по трубопроводу (на фиг. 4, 5 не обозначен) электролит/раствор поступает в перфорированные трубки 8, через перфорацию которых он выходит под напором между направляющими 9 (в данном случае) и внутренними поверхностями полуцилиндров 7, что в обоих случаях способствует исключению образования «застойных» зон и равномерный по всей площади, направленный вверх, стабильный поток сжатого воздуха и электролита/раствора ванны, соответственно.
При этом в целях создания еще более равномерных потоков перемешивающих сред и удаляемого электролита/раствора ванны соответственно:
- моноблок может быть оснащен вторым подающим трубопроводом, располагаемым противоположно первому;
- кольцевой заборный элемент также может быть оснащен, по крайней мере, вторым соединенным со входом насоса трубопроводом, располагаемым противоположно первому.
При затруднениях данной реализации и одностороннем подводе и заборе обрабатывающей среды ванны можно использовать постепенное увеличение площади перфораций (от 1 до 1,5 раза) от места подвода обрабатывающей среды или от места забора последней.
Кроме того, в целях еще большего расширения функционально-технологических возможностей предлагаемого способа в части интенсификации обработки и улучшения качества обработки деталей и/или наносимых на них покрытий трубопровод, соединяющий выход напорной системы для подачи электролита/раствора со входом перемешивающего механизма, может быть также соединен и с устанавливаемым в верхней части ванны П-образным коллектором, каждая из ветвей которого соединена с оснащенными перфорацией вертикальными трубками, используемыми для создания и горизонтальных, направленных к боковым поверхностям деталей потоков электролита/раствора, обеспечивая тем самым и гидродинамическую составляющую в процессе обработки деталей и/или нанесения покрытий на них, что является особенно важным, учитывая цель настоящей оригинальной заявки, и модификацией известного в этой части решения [6].
Причем в случае использования реализованного по предлагаемому способу перемешивающего устройства в ванне электрохимической обработки (хромирования, никелирования, цинкования и др.) ветви П-образного коллектора с соединенными с ними вертикальными перфорированными трубками располагают за кольцевым заборным элементом, перед электропроводной штангой с вертикальными выполненными в виде пластин электродами, обеспечивающими подачу электрического тока от источника питания к электролиту гальванической ванны.
При этом также может быть осуществлен либо двухсторонний подвод электролита/раствора к вертикальным перфорированным трубкам, либо перфорацию в них также выполняют с увеличением площади отверстий от 1 до 1,5 раза от места подвода обрабатывающей среды.
В случае необходимости замены моноблока или кольцевого заборного элемента производят слив обрабатывающей среды через сливное отверстие с нормально закрытым исполнительным механизмом или с помощью установленного или устанавливаемого в ванне на время слива погружного насоса.
Затем выполняют отсоединение соответствующих частей разъемных муфт и рассоединение от клипс труб кольцевого заборного элемента и/или моноблока вместе с соответствующими участками выходного и входного трубопроводов.
Таким образом, предлагаемый способ по сравнению с известным, выбранным в качестве прототипа, позволяет:
- значительно снизить материалоемкость ванны, оснащаемой перемешивающим механизмом, за счет исключения необходимости реализации двухкорпусной конструкции ванны и изготовления сложного дна внутреннего корпуса последней;
- упростить реализацию и обеспечить возможность замены набора полуцилиндрических профилей и перемешивающего механизма за счет их изготовления в виде разъемно устанавливаемого в стандартную ванну моноблока;
- расширить функционально-технологические возможности способа за счет обеспечения возможности перемешивания обрабатывающей среды ванны и сжатым воздухом.
Реализация предлагаемого способа довольно проста и не встречает принципиальных затруднений.
Так, кольцевой заборный элемент, трубки перемешивающего механизма с необходимой перфорацией, как и сам моноблок, можно изготовить, используя либо стандартные комплектующие из полипропилена или поливинилхлорида с последующей их механической доработкой, либо соответствующего вида термопластичный материал и оборудование (термопластавтомат, 3-D принтер).
Источники информации
1. УДК [621.357.7:658.52.011.56.012.3] (035) Гибкие автоматизированные гальванические линии: Справочник. Под общ. Ред. В.Л. Зубченко. - М.: Машиностроение, 1989 г., стр. 157, табл. 3 и стр. 160, рис. 23.
2. УДК [621.357.7:658.52.011.56.012.3] (035) Гибкие автоматизированные гальванические линии: Справочник. Под общ. Ред. В.Л. Зубченко. - М.: Машиностроение, 1989 г., стр. 157, табл. 3.
3. Безвоздушные эжекторные системы перемешивания SERDUCTOR производства компании SERFILCO. Рекламные материалы, 1 стр.
4. Патент РФ №2042743. М.кл. C25D 17/02, 1992 г. - прототип.
5. Авторское свидетельство СССР №831877. М.кл. C25D 17/02, 1979 г.
6. Патент РФ №2042745. М.к. C25D 17/02, 21/10, 1992 г.




Способ изготовления изделий с отверстиями методом литья
Способ поддержания температуры нагреваемых электролитов ванн, работающих "под током"
Способ установки коллекторов с элементами формирования струйных потоков обрабатывающей среды в гальванических ваннах объёмной, выполняемой с нагревом, обработки
Гальваническая ванна со сливным карманом.
Способ проведения гидромассажных процедур динамического вида
Способ проведения гидромассажных процедур динамического вида в бытовой ванне
Способ реализации датчика уровня
Способ поддержания уровня нагреваемого электролита ванны, работающей "под током"
Способ изготовления двухуровневой гальванической линии
Устройство для изменения на два направления сливаемого из ванны потока обрабатывающей среды
Способ изготовления изделий с отверстиями методом литья
Способ поддержания температуры нагреваемых электролитов ванн, работающих "под током"
Способ установки коллекторов с элементами формирования струйных потоков обрабатывающей среды в гальванических ваннах объёмной, выполняемой с нагревом, обработки
Гальваническая ванна со сливным карманом.
Способ проведения гидромассажных процедур динамического вида
Способ проведения гидромассажных процедур динамического вида в бытовой ванне
Способ реализации датчика уровня
Способ поддержания уровня нагреваемого электролита ванны, работающей "под током"
Способ изготовления двухуровневой гальванической линии
Устройство для изменения на два направления сливаемого из ванны потока обрабатывающей среды

