Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ ЭКОНОМНОЛЕГИРОВАННОЙ СТАЛИ С ВЫСОКОЙ ХЛАДОСТОЙКОСТЬЮ И СВАРИВАЕМОСТЬЮ ДЛЯ ШИРОКОГО ПРИМЕНЕНИЯ, В ТОМ ЧИСЛЕ В АРКТИЧЕСКИХ УСЛОВИЯХ
Вид РИД
Изобретение
Изобретение относится к металлургии, конкретнее к производству конструкционных сталей с высокой прочностью, свариваемостью и хладостойкостью для использования при строительстве морских сооружений, транспортном и тяжелом машиностроении и др. отраслях промышленности, в т.ч. и для работы в арктических условиях.
Известен способ производства листового проката из стали категории D, Е, F500 самой высокой прочности по ГОСТ Р52927-2015 [1] - (аналог), содержащий, масс. %: углерод - 0,08-0,12; марганец - 0,45-0,75; кремний - 0,20-0,40; хром - 1,05-1,30; медь - 0,35-0,65; никель - 1,85-2,15; молибден - 0,10-0,18; алюминий - 0,020-0,060; титан - не более 0,02; ванадий - не более 0,05; ниобий - 0,02-0,05; железо - остальное. Сталь производится путем многопроходной прокатки литых слябов после нагрева при 1200-1250°С, охлаждение листов на воздухе или в стопе с последующей закалкой с высоким отпуском. Углеродный эквивалент стали 0,74%.
Недостатком аналога является недостаточная прочность, пластичность и ударная вязкость при низких температурах.
Наиболее близким по технологии изготовления является способ производства листового проката из стали следующего химического состава (масс. %): углерод - 0,04-0,10; марганец - 0,60-0,90; кремний - 0,15-0,35; никель - 0,10-0,40; алюминий - 0,020-0,060; ванадий - 0,03-0,05; ниобий - 0,02-0,06; железо - остальное; с использованием метода термомеханической обработки (патент RU 2265067. кл. C21D 8/02, 2005 - прототип), включающий аустенизацию при температуре 1100-1150°С, предварительную деформацию с суммарной степенью обжатий 35-60% при температуре 900-800°С, подстуживание на 50-70°С, окончательную деформацию с суммарной степенью обжатий 65-75% при температуре 830-750°С и ускоренное охлаждение в установке контролируемого охлаждения до температур 500-260°C с последующим замедленным охлаждением в кессоне до температуры не выше 150°С.
Недостатком прототипа является недостаточная прочность и пластичность, необходимые для эксплуатации в арктических условиях.
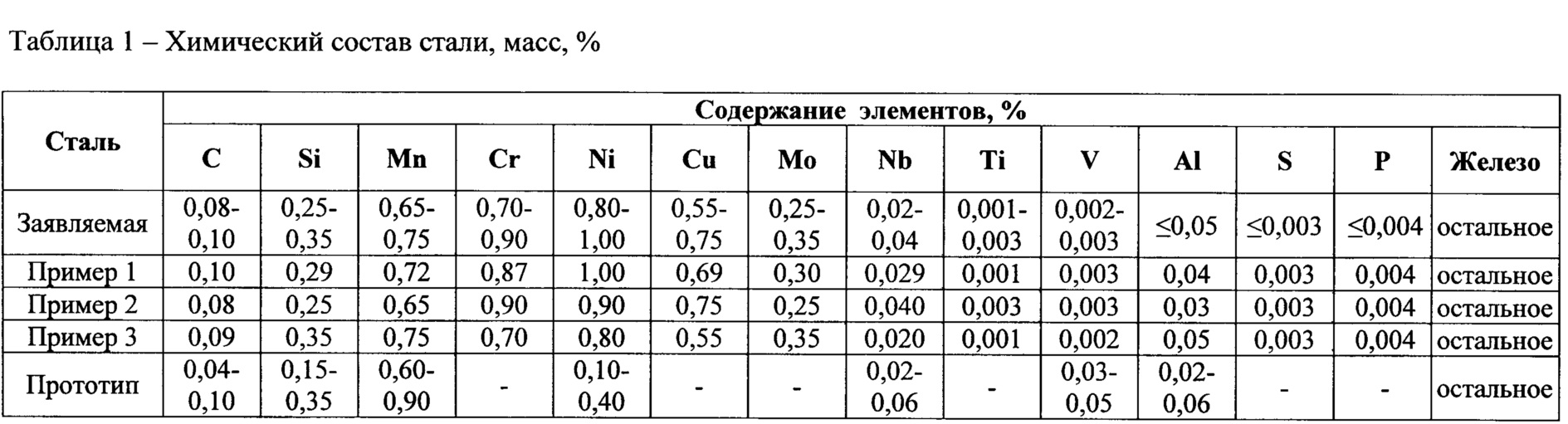
Техническим результатом данного изобретения является получение проката ответственного назначения следующего химического состава:
|
Углеродный эквивалент предложенной стали составляет 0,52-0,57% и существенно ниже аналога. При большей прочности предлагаемая сталь отличается лучшей свариваемостью по сравнению с аналогом и по сравнению с прототипом отличается повышенными характеристиками прочности и пластичности.
Технология производства стали включает:
- выплавку стали заданного химического состава, изготовление заготовки толщиной не менее 3-кратной конечной толщины проката, аустенизации заготовки при 1200-1220°С, охлаждение заготовки до температуры 900-950°С, затем прокатку за один проход с деформацией 60-70% до конечной толщины, после чего производится немедленное охлаждение в установке контролируемого охлаждения со скоростью 20-80°С/сек или охлаждение в воде до температуры цеха;
- не позднее, чем через 8-12 часов проводят отпуск листов при температуре 640±5°C с выдержкой 8-12 мин/мм и охлаждают в воде.
Повышение прочности стали достигается за счет интенсивной пластической деформации на заключительной стадии прокатки с большой степенью деформации и исключением структурных изменений в деформированном аустените перед закалкой.
Отличительной особенностью технологии производства листового проката является прокатка за один проход на заключительной стали при температуре 900-950°С является создание мелкозернистой структуры и большого количества дефектов кристаллического строения и наследование их практически без аннигиляции при превращении аустенита в мартенсит.
В результате высокой плотности дефектов кристаллического строения, их закрепления примесными атомами и равномерного распределения вследствие закрепления микролегирующими добавками обеспечивается существенное повышение прочности, пластичности и ударной вязкости, а также, что особенно важно, свариваемости стали за счет снижения углеродного эквивалента и легирования стали.
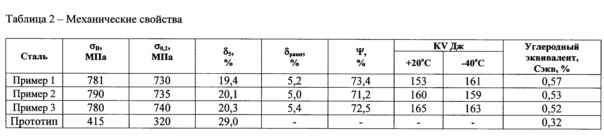
Химический состав заявляемой стали и прототипа приведен в табл. 1, а механические свойства - в табл. 2.
Механические свойства определяли на поперечных образцах. Испытание на статическое растяжение осуществляли на образцах тип III №4 ГОСТ 1497, а на ударный изгиб на образцах с V-образным надрезом (тип II ГОСТ 9454).
В табл. 2 приведены средние величины из трех результатов испытаний на статическое растяжение и ударный изгиб.
Установка для сварки трением с перемешиванием
Высокопрочная хладостойкая сталь
Способ двухступенчатого преобразования энергии ионизирующего излучения в электрическую энергию
Способ преобразования энергии ионизирующего излучения в электрическую энергию
Способ центробежной отливки тонкостенных труб из жаропрочных сплавов
Высокопрочная износостойкая сталь для сельскохозяйственных машин (варианты)
Способ определения условий кристаллизации белков
Установка для сварки трением с перемешиванием
Высокопрочная хладостойкая сталь
Способ двухступенчатого преобразования энергии ионизирующего излучения в электрическую энергию
Способ преобразования энергии ионизирующего излучения в электрическую энергию
Способ центробежной отливки тонкостенных труб из жаропрочных сплавов
Высокопрочная износостойкая сталь для сельскохозяйственных машин (варианты)
Способ определения условий кристаллизации белков
Дифрактометр
Способ получения упорядоченных пленок лизоцима на твердых подложках в ленгмюровской ванне
Способ производства листового проката с регулируемым пределом текучести из стали унифицированного химического состава

