ТРУБЧАТЫЙ ЭЛЕКТРОД ДЛЯ ВЫСОКОТЕМПЕРАТУРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА
Вид РИД
Изобретение
Предлагаемое изобретение относится к проблеме непосредственного преобразования химической энергии топлива в электрическую с помощью топливных элементов и касается способа изготовления электродов последних.
Предлагаемый способ позволяет значительно усовершенствовать общепринятую в настоящее время технологию изготовления электродов прессованием из порошков.
Например, открывает возможность легко осуществить непрерывный процесс производства, дает исключительно равномерную по газопроницаемости пористую среду, позволяет получить видимую поверхность электродов гораздо большую, чем габаритная, снижает в несколько раз (2-3 раза) количество необходимого для электрода материала при той же эффективно работающей поверхности, наконец, ввиду реализуемой трубчатой формы отдельных составляющих электродного пакета, значительно увеличивается сопротивление вязкому разрушению при высоких температурах под действием внутреннего давления рабочих газов.
Для достижения вышеуказанных целей предлагается изготовлять электродные пакеты из тонкостенных (0,4-0,8 мм и более, в зависимости от размеров электрода) трубок расположенных в шахматном порядке в два, три или более рядов. Трубки могут располагаться (между коллекторами-выводами) вертикально или горизонтально как с зазорами между собой, так и с плотной упаковкой (см. рис.1а, б, в). То или иное расположение трубок выбирается в зависимости от удобства дальнейшего монтажа коллекторов по концам пакета, а величина зазоров между трубками определяется расчетом, чтобы не допустить значительного омического падения напряжения в электролите для внутренних трубок пакета.
При баночной конструкции отдельных элементов более рациональным является горизонтальное расположение. Тогда коллекторы, служащие одновременно газоводами и токоотводами, располагаются вертикально, что более удобно.
Конечно, возможны и более сложные, но зато более эффективные расположения трубчатых элементов пакета, но их рассмотрение выходит за рамки настоящего предложения и может составить предает самостоятельной заявки на ту или иную конструкцию.
Собранные пакеты обрабатываются растворами солей (или их смесью) с последующей сушкой и высокотемпературным разложением для нанесения на стенки пор пористой среды трубок, подходящих каталитически активных веществ.
Полученные электродные пакеты являются однослойными основами. Их можно непосредственно использовать в схватывающемся загущенном электролите [1] без каких либо дополнительных обработок. Поскольку размер пор загустителя меньше, чем в электродной основе и электроды оказываются как бы замурованными в массе схватившегося электролита, то электродные газы в рабочих условиях не могут утекать через границу электрод-электролит. Иными словами, в этом случае наблюдается эффект образования запорного слоя на границе электрода с отвердевшим загущенным электролитом. При этом жидкая компонента электролита, пропитывающая электрод и электролит, относительно свободно проникает через вышеупомянутую границу в зависимости от соотношения давления рабочих газов и капиллярного всасывания, что и обеспечивает возможность подобрать оптимальное заполнение электродов карбонатным расплавом.
Для того чтобы использовать предлагаемые электроды в свободном карбонатном расплаве на них следует нанести запорный слой. Наиболее перспективным кажется керамический запорный слой в виде устойчивого в карбонатах пористого эмалеподобного покрытия [2]. Покрытие имеет близкий с металлами коэффициент расширения и одновременно служит запорным и коррозионно-защитным слоем, последнее повышает длительность жизни электродов.
Электроды - пакеты для топливных элементов, в виде пластин, собранных из большого числа пористых капиллярных трубок круглого или профилированного сечения, в один, два или несколько параллельно расположенных рядов с плотной или модульной упаковкой в шахматном порядке с газовыми коллекторами по концам, переходящими в подводной и отводной патрубки-токоотводы, - насколько нам известно, - прямого прототипа не имеют.
Далекими прототипами являются трубчатые электроды для топливных элементов в виде отдельно расположенных в электролите анодной и катодной трубок или с концентрическим расположением трубок-электродов, которые довольно широко известны.
1. В предложенном нами способе, с целью увеличения рабочей поверхности, увеличивается число пористых трубчатых составляющих пакета с одновременным уменьшением диаметра отдельных трубок, что, например, при трехрядном расположении трубок дает пятикратное увеличение рабочей поверхности. (Конечно, использование ребристых трубок, согласно вышеуказанному патенту, может еще дополнительно увеличить рабочую поверхность примерно вдвое).
2. Качество пористой среды получаемой методов экструзии гораздо выше, чем при обычном способе прессования, ввиду равномерного количестве иного распределения по сечению и одинаковой степени пропрессовки прессуемой пластичной массы, так как для нее практически справедлив закон Паскаля.
3. Электродный пакет, изготовленный по предложенному способу, является по идее тонким электродом, поскольку при капиллярных трубках толщина стенок не может быть большой. С этой точки зрения конструктивно удачно решены вопросы прочности (криппа) и отвода значительных токов от больших видимых рабочих поверхностей тонкого электрода.
4. Предложенный способ изготовления электродных пакетов позволяет получить очень хорошее их качество по газораспределению ко всем участкам рабочей поверхности, как в смысле подвода реагентов, так и отвода продуктов сгорания или инертных разбавителей. (Например, азота для кислородного электрода,в случае работы на воздухе).
5. Большим преимуществом является также существенно меньший вес электрода при значительно большей поверхности по сравнению с обычным двухсторонним пластинчатым электродом [3] таких жe габаритов, а также и трубчатого прототипа.
Наилучшим способом осуществления предполагаемого изобретения, по нашему мнению, является использование известного в принципе метода мундштучного прессования. Порошок исходного материала (NiO, Ni, Ag, CuO·Ag) с величиной зерна по µ-аппарату [4] порядка 1-4µ с 5-10 вес.% ржаной муки замешивается на 150-100 мл дистиллированной воды, из расчета на килограмм массы, в течение 8-10 минут тщательно промешивается на коландрах до получения тягучей тестообразной массы. Масса вакуумируется, брикетируется и выпрессовывается из пресс-формы с мундштуком соответствующего профиля и размеров. Полученные трубки подсушиваются и спекаются в восстановительной или окислительной атмосфере при 800-1000° в зависимости от материала. Готовые трубки режутся на мерные отрезки, отбраковываются по газопроницаемости в спирте и собираются в соответствующие пакеты-электроды.
Пример изготовления никелевых электродов
Порошок окиси никеля, полученный прокалкой на воздухе при 400°C оксалата никеля, прокаливается на закись никеля при 1000-1200°C. Зернистость порошка по µ-аппарату [4], определенная при пористости близкой к 0,5, должна быть равной 2-2,5µ. Полученная закись размалывается в вибромельнице мокрым или сухим помолом в течение 1-5 часов до зернистости 1-2µ и просеивается через сито о ячейками 0,1 мм для отсева случайных крупных загрязнений. Просеянная закись замешивается с 8-10 вес.% ржаной муки (сеянки) и 100 мл дистиллированной воды (или азотнокислого никеля удельного веса 1,1 г/см3) на 1 кг массы, тщательно перемешивается на каландрах, вакуумируется и брикетируется.
Полученный цилиндрик массы закладывается в пресс-форму с мундштуком диаметром ~3 мм, центральным стержнем диаметром ~2 мм и выпрессовывается в виде бесконечной трубки, которая тут же просушивается, проходя через транспортерное сушильное устройство, а затем разрезается на отрезки необходимой длины, которые нанизываются на молибденовые спицы и спекаются в атмосфере водорода при 800-850°C. Спеченные трубки окончательно разрезаются на мерные отрезки и собираются в пакеты.
Собранные пакеты пропаиваются по концам (на ширину 2-3 мм) нихромовым припоем с таким расчетом, чтобы запаять зазоры между трубками, оставив открытыми отверстия. Затем пакеты по пропаянным концам охватываются внахлестку швеллерообразными скобами согнутыми из листового нихрома таким образом, чтобы скоба образовала газовый коллектор, переходящий в газовую трубку. (Скобы надеваются на края пакета так, чтобы концы их не выходили за пределы про пайки пакета и окончательно пропаиваются более легкоплавким - нихромовым припоем).
Собранные таким образом пакеты обрабатываются, методом пропитки с последующей сушкой и спеканием в водороде, раствором смеси азотнокислых солей никеля, магния, цинка и хрома, чтобы привес составил примерно 5% от веса электрода.
На этом изготовление электродных пакетов заканчивается. В случае использования в свободном расплаве они еще покрываются способом окраски или окунания специальным шликером, после чего просушиваются и спекаются в восстановительной атмосфере для нанесения пористого керамического эмалеподобного запорного слоя, устойчивого в карбонатных расплавах (См., например, [2]).
Электроды, изготовленные таким способом, в 2-3 раза более эффективны, чем изготовленные обычными методами порошковой металлургии в том числе и известными макротрубчатыми образцами.
ЛИТЕРАТУРА
1. Г.К.Степанов, Э.И.Родигина. Загущенный карбонатный расплавленный электролит со схватывающимся наполнителем для высокотемпературных топливных элементов (в печати).
2. Г.К.Степанов. Пористое керамическое эмалеподобное покрытие, играющее роль запорного и коррозионно-защитного слоя для электродов высокотемпературного топливного элемента. (В печати)
3. Г.К.Степанов, А.М.Трунов. Пористый металлокерамический газодиффузионный электрод высокого внутреннего давления для топливного элемента с расплавленным электролитом, авторское свидетельство №23067 от 15 мая 1961 г.
4. Г.К.Степанов, Л.П.Клевцов. Определение удельной поверхности и среднего диаметра частиц порошков в установившемся режиме фильтрации газа. Труды института электрохимии УФАН вып.3, 179, 1962.
Трубчатый электрод для высокотемпературного топливного элемента с загущенным карбонатным электролитом, отличающийся тем, что с целью увеличения активной поверхности, он выполнен в виде многотрубчатой секции с общими коллекторами подвода и отвода топлива, являющимися одновременно и токоотводами, причем трубки расположены в несколько рядов.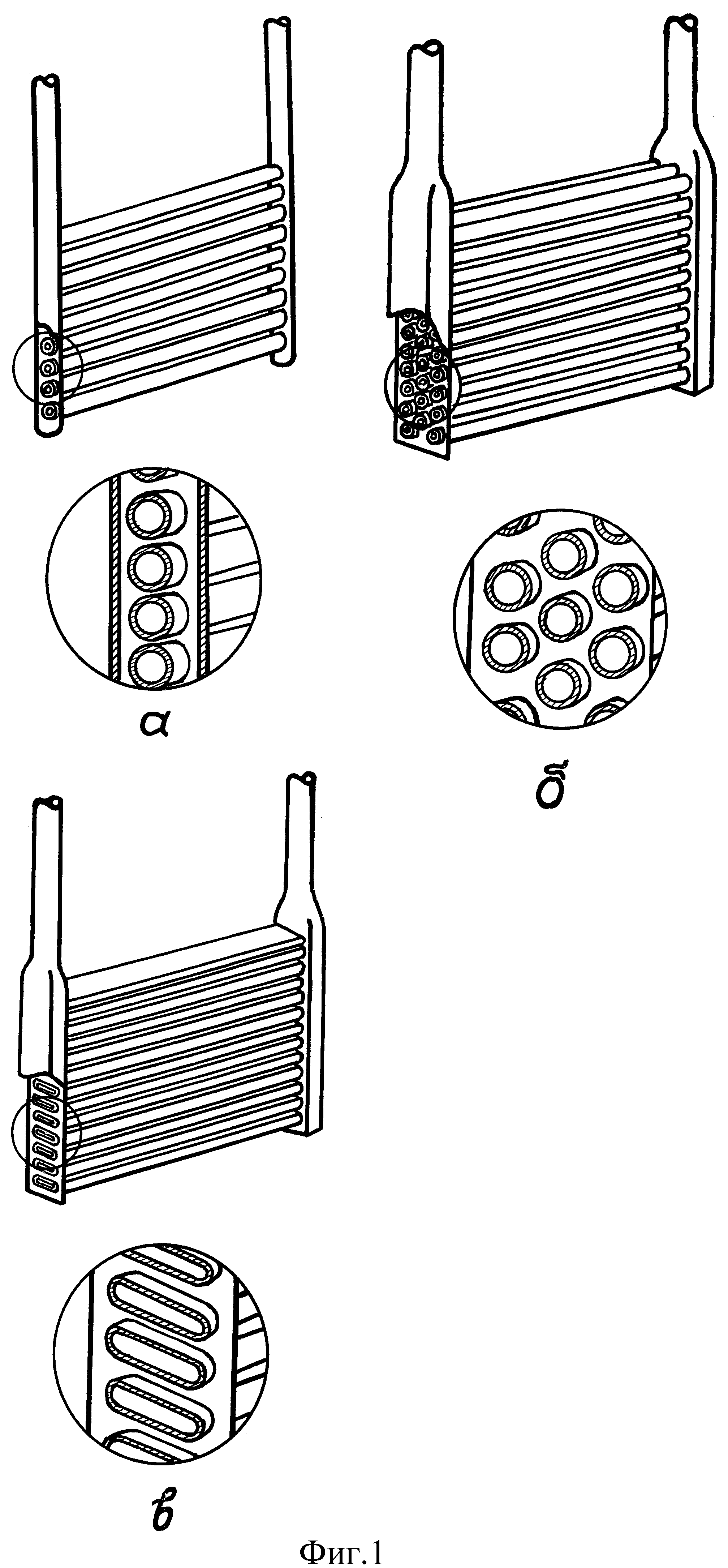
Водородный электрод из тонкой палладиевой пленки
Конструкция высокотемпературного топливного элемента с расплавленным электролитом

