Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПОЛНЕННОЙ ИЗ КОМПОЗИТА ХВОСТОВИКА ЛОПАТКИ ТУРБОМАШИНЫ И НОЖКА ЛОПАТКИ, ВЫПОЛНЕННАЯ ТАКИМ СПОСОБОМ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится в целом к области практического осуществления лопатки из композита для рабочего колеса турбомашины. Точнее, оно относится к изготовлению хвостовика такой лопатки.
Рассматриваемой областью является область подвижных лопаток газовых турбин для авиационных двигателей или промышленных турбин.
Уже предлагалось практическое осуществление лопатки из композита, в частности из CMC (композит с керамической матрицей), для турбомашин. Ссылка будет сделана, в частности, на документ FR 2939129, в котором приводится описание изготовления выполненной из композита лопатки турбомашины, содержащей волокнистый элемент жесткости, уплотненный матрицей. При помощи такого способа полученная лопатка содержит, в частности, хвостовик, образованный волокнистой лентой, вытянутой в направлении, соответствующем продольному направлению лопатки.
Кроме того, для установки такой лопатки на диске ротора известно придание хвостовику лопатки формы луковицы. Хвостовик лопатки с формой луковицы взаимодействует с выполненным на периферии диска ротора пазом, имеющим соответствующую форму, для обеспечения радиального удерживания лопатки на диске путем соединения типа «ласточкин хвост».
В случае лопатки, выполненной из композита, форма луковицы хвостовика лопатки обычно осуществляется во время плетения волокнистой заготовки, которая будет образовывать лопатку, создавая утолщение на уровне хвостовика лопатки; причем это утолщение затем обрабатывается до придания окончательных форм луковицы. На практике утолщение чаще всего создается путем добавления вставки в процессе плетения волокнистой заготовки.
Однако такой способ изготовления лопатки из композита с хвостовиком, имеющим форму луковицы, обладает множеством недостатков. Действительно, практическое осуществление вставки и ее расположение в процессе плетения волокнистой заготовки лопатки являются очень сложными операциями. Кроме того, крепление лопатки имеет сложности, связанные с механической устойчивостью, и его прочность ухудшается в результате окисления.
Из документа FR 2941487 также известно решение установки лопатки из композита на диске ротора, согласно которому хвостовик лопатки зажимается между металлическими пластинками, которые закреплены посредством приваренного штифта. При помощи такого решения основное усилие удерживания лопатки на диске ротора воспринимается путем тангенциального напряжения штифта и расковки отверстия в композите. Однако разница расширения между металлом, из которого выполнены пластины, и композитом хвостовика приводит к образованию или напряжений термического сдвига, если крепление является жестким, или к неточности расположения опор, если крепление выполнено с зазором.
ФОРМУЛИРОВКА И КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Таким образом, задачей настоящего изобретения является устранение вышеуказанных недостатков известного уровня техники и разработка выполненного из композита хвостовика лопатки, крепление которого на диске ротора путем соединения типа «ласточкин хвост» не имеет вышеупомянутых недостатков.
Данная задача решается при помощи способа изготовления выполненного из композита хвостовика лопатки турбомашины, содержащего волокнистый элемент жесткости, уплотненный матрицей; причем способ содержит практическое осуществление волокнистой центральной ленты и двух волокнистых внешних лент из трех совокупностей слоев нитей, соединенных между собой посредством трехмерного переплетения; причем волокнистые ленты вытянуты в одном и том же направлении, соответствующем продольному направлению хвостовика изготавливаемой лопатки, а нити совокупностей слоев нитей не соединены между различными волокнистыми лентами; прохождение сквозь центральную ленту двух внешних лент с перекрещиванием двух внешних лент внутри центральной ленты; удаление путем разрезания частей двух внешних лент, которые являются внешними относительно центральной ленты для образования волокнистой заготовки хвостовика лопатки; причем формообразование волокнистой заготовки для получения волокнистой преформы, содержащей основную часть, образующую преформу хвостовика лопатки как единого целого с двумя вторыми частями, образующими преформы опор, и уплотнение волокнистой преформы матрицей для получения хвостовика лопатки из композита, содержащего волокнистый элемент жесткости, образованный преформой и уплотненный матрицей.
Такой способ изготовления позволяет получить хвостовик лопатки, содержащий опоры, которые могут выдерживать большие нагрузки с наименьшими деформациями. Действительно, усилия диска ротора на эти опоры осуществляются в направлении нитей частей волокнистых лент, образующих эти опоры. В частности, эти усилия не приводят к раздавливанию слоев нитей. Срок службы хвостовика лопатки оказывается увеличенным в таком же объеме.
Кроме того, данный способ изготовления упраздняет применение вставки в процессе плетения волокнистой заготовки для придания ее формы луковице хвостовика. Из этого следует упрощение способа, более высокая прочность, возможность практического осуществления уплотнения преформы без существенного превышения толщины центральной ленты и увеличения производственных циклов и стоимости.
Предпочтительно, две внешних ленты проходят сквозь центральную ленту в направлениях, которые образуют угол, составляющий от 15° до 75° и предпочтительно равный 45°, относительно направления центральной ленты.
Центральная лента также может быть использована для практического осуществления волокнистой преформы пера лопатки. Также по меньшей мере одна из внешних лент также может быть использована для практического осуществления волокнистой преформы полки и/или шипа лопатки.
Волокнистые ленты могут быть переплетены с их продольным направлением, соответствующим направлению хвостовика изготавливаемой лопатки, вытянутому в направлении нитей основы. Как вариант, волокнистые ленты могут быть переплетены с их продольным направлением, соответствующим направлению хвостовика изготавливаемой лопатки, вытянутому в направлении уточной нити.
Соответственно, технической задачей изобретения является выполненный из композита хвостовик лопатки турбомашины, содержащий волокнистый элемент жесткости, уплотненный матрицей, отличающийся тем, что хвостовик лопатки содержит структурно составляющую часть хвостовика лопатки, образующую единую деталь с двумя конструктивно составляющими частями опор; причем две конструктивно составляющие части опор проходят через конструктивно составляющую часть хвостовика лопатки с перекрещиванием частей опор внутри конструктивно составляющей части хвостовика лопатки.
Хвостовик лопатки может быть выполнен из композита с керамической матрицей.
Технической задачей изобретения также является лопатка турбомашины, содержащая хвостовик лопатки, определенный выше или изготовленный согласно способу, который был определен ранее. Технической задачей изобретения также является турбомашина, оснащенная по меньшей мере одной такой лопаткой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие отличительные особенности и преимущества настоящего изобретения станут видны из описания, приведенного со ссылкой на прилагаемые чертежи, которые поясняют вариант практического осуществления, не имеющий ограничительного характера, на которых:
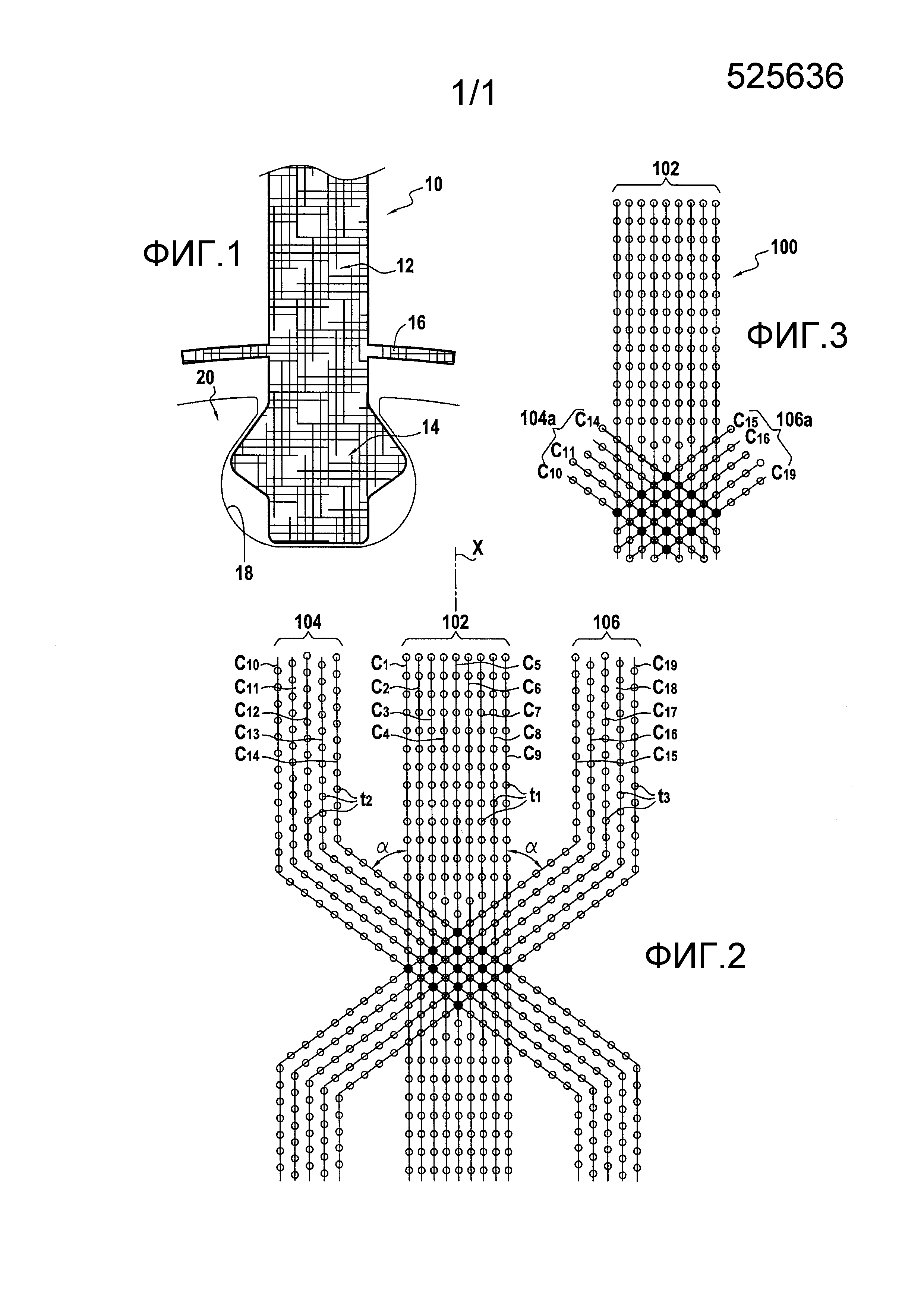
- фиг. 1 представляет собой вид хвостовика лопатки согласно изобретению, установленной на диске ротора;
- фиг. 2 схематично изображает расположение трех волокнистых лент для практического осуществления волокнистой заготовки для изготовления хвостовика лопатки, представленной на фиг. 1;
- фиг. 3 представляет собой схематический вид волокнистой заготовки, полученной путем расположения, показанной на фиг. 2.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение применимо к различным выполненным из композита лопаткам, предназначенным для турбомашины, в частности к лопаткам компрессора и турбины различных валов газотурбинного двигателя, например к лопаткам турбины низкого давления, которые частично изображены на фиг. 1.
Хорошо известно, что лопатка 10, изображенная на этом чертеже, содержит перо 12, хвостовик 14 и полку 16, расположенную между хвостовиком 14 и пером 12. Лопатка также могла бы содержать шип (не изображен) рядом со свободным краем (вершиной) пера лопатки.
Перо 12 лопатки имеет изогнутый аэродинамический профиль, который вытянут (в продольном направлении) от полки 16 до ее вершины. Данный профиль имеет различную толщину и образован поверхностью корытца и поверхностью спинки, которые соединены в поперечном направлении входной кромкой и выходной кромкой (не изображены).
Хвостовик 14 лопатки в данном случае имеет форму луковицы и предназначен для установки в пазу 18, выполненном на периферическом краю диска ротора 20, путем соединения типа «ласточкин хвост».
Лопатка 10 и ее хвостовик 14 выполнены из композита, предпочтительно из композита с керамической матрицей (CMC). Можно, например, обратиться к международной заявке на патент WO 2010/061140, в которой приводится описание примера изготовления лопатки турбомашины путем практического осуществления волокнистой преформы посредством трехмерного переплетения и уплотнения преформы матрицей.
В частности, данный способ предусматривает практическое осуществление путем трехмерного переплетения волокнистой заготовки как единого целого, формообразование волокнистой заготовки для получения цельной волокнистой преформы, содержащей первую часть, образующую преформу пера и хвостовика лопатки, и по меньшей мере вторую часть, образующую преформу полки или шип лопатки, и уплотнение преформы посредством матрицы. Данный способ позволяет, таким образом, получить лопатку, выполненную из композита, которая имеет волокнистый элемент жесткости, образованный преформой и уплотненный посредством матрицы, и образует единую деталь с включенными в ее состав полкой и/или шипом.
На фиг. 2 и 3 очень схематично изображено практическое осуществление волокнистой заготовки, на основании которой волокнистой преформе 100 хвостовика лопатки может быть придана форма для создания, после уплотнения посредством матрицы и возможной механической обработки, хвостовика для лопатки, как это изображено на фиг. 1.
Заготовка образована тремя волокнистыми лентами, каждая из которых образована путем трехмерного переплетения или многослойного переплетения, а именно центральной лентой 102, окруженной двумя внешними лентами 104, 106. Эти три волокнистые ленты вытянуты, как правило, в направлении X, соответствующем продольному направлению изготавливаемого хвостовика.
В данном случае предполагается, что переплетение волокнистых лент 102, 104 и 106 осуществляется при помощи нитей основы, вытянутых в продольном направлении X изготавливаемого хвостовика, при этом следует отметить, что переплетение с уточными нитями в этом направлении также возможно.
Кроме того, в примере, показанном на фиг.2, центральная лента 102 содержит совокупность слоев нитей основы, причем количество слоев в данном случае равно 9 (слои C1-C9). Что касается внешних лент 104, 106, то каждая из них содержит совокупность слоев нитей основы, равную 5 (слои С10-С14 для внешней ленты 104 и слои C15-C19 для внешней ленты 106).
Нити основы совокупностей слоев нитей, образующие центральную ленту 102 и две внешние ленты 104, 106, соединены между собой путем трехмерного переплетения посредством уточных нитей, соответственно t1, t2 и t3. Могут быть использованы различные типы трехмерного переплетения. Можно будет обратиться, в частности, к документу WO 2006/136755, в котором приводятся различные примеры.
В случае изготовления лопатки согласно способу, описание которого приведено в документе WO 2010/061140, центральная лента 102, предпочтительно, использована для практического осуществления части, предназначенной (после формообразования) для образования части преформы лопатки, соответствующей преформе пера. Также одна из двух внешних лент может быть, предпочтительно, использована для практического осуществления части, предназначенной (после формообразования) для образования части преформы лопатки, соответствующей преформе полки.
За пределами части центральной ленты 102, предназначенной (после формообразования) для образования части преформы лопатки, соответствующей преформе пера, каждая из внешних лент 104, 106 проходит сквозь центральную ленту 102 для появления на поверхности со стороны центральной ленты, противоположной стороне их введения. Кроме того, в этом движении прохождения через центральную ленту эти внешние ленты перекрещиваются даже внутри центральной ленты.
Таким образом, образуется Х-образное переплетение двух внешних лент 104, 106 внутри центральной ленты 102 с противолежанием внешних лент за пределами зоны волокнистой заготовки, соответствующим прохождению через центральную ленту.
Будет отмечено, что нити различных совокупностей слоев нитей, образующих центральную ленту 102 и две внешних ленты 104, 106, не соединены между собой перед и за пределами зоны волокнистой заготовки, соответствующей прохождению сквозь центральную ленту двух внешних лент.
Две внешние ленты 104, 106 проходят сквозь центральную ленту 102 в направлениях, образующих угол α, составляющий от 15° до 75° относительно направления X центральной ленты. Предпочтительно, этот угол α равен 45°.
Волокнистые ленты, таким образом, разрезаны следующим образом. Центральная лента 102 разрезана немного за пределами зоны, соответствующей перекрещиванию внутри нее двух внешних лент. Что касается внешних лент 104, 106, то они разрезаны, с одной стороны, на уровне соответствующей стороны центральной ленты, на которой они выходят на поверхность за пределами перекрещивания (внешние части относительно центральной ленты отрезаны), а с другой стороны, перед зоной, соответствующей прохождению сквозь центральную ленту, для создания возможности существования отрезков ленты 104a, 106a с одной и другой сторон центральной ленты (фиг. 3).
Волокнистая преформа 100 ножки изготавливаемой лопатки затем образуется путем отливки для образования преформы с основной частью, образующей преформу хвостовика как единого целого с двумя вторыми частями, соответствующими отрезкам ленты 104a, 106a, и образуя преформы опор. После отливки эти отрезки ленты 104a, 106a образуют угол, составляющий от 15° до 75° относительно продольного направления лопатки.
После возможной механической обработки преформа хвостовика лопатки уплотнена, таким образом, матрицей для получения хвостовика лопатки, который выполнен из композита и содержит волокнистый элемент жесткости, образованный преформой и уплотненный матрицей.
В рамках изготовления лопатки согласно способу, описание которого приведено в документе WO 2010/061140, будет отмечено, что преформа хвостовика лопатки 100, предпочтительно, образована как единая целая часть с частью преформы, соответствующей преформе пера.
Электрическая двигательная установка со стационарными плазменными двигателями
Способ ультразвукового измерения упругих свойств
Способ литья монокристаллических металлических деталей
Система и способ динамической локализации установленного в изделии дефекта
Способ синхронизации двигателей самолета
Хвостовой конус для ротационного газотурбинного двигателя с микроструями
Способ изготовления сектора лопатки сопла турбины или статора компрессора, изготовленного из композитного материала, для турбинных двигателей и турбина или компрессор, включающий лопатку сопла или статора, состоящую из указанных секторов
Способ изготовления композитных лопаток турбинного двигателя со встроенными полками
Кольцевая камера сгорания в турбомашине
Устройство для изготовления части из композитного материала
Устройство герметизации для направляющего аппарата турбины газотурбинного двигателя
Электрическая двигательная установка со стационарными плазменными двигателями
Способ ультразвукового измерения упругих свойств
Способ литья монокристаллических металлических деталей
Система и способ динамической локализации установленного в изделии дефекта
Способ синхронизации двигателей самолета
Хвостовой конус для ротационного газотурбинного двигателя с микроструями
Способ изготовления сектора лопатки сопла турбины или статора компрессора, изготовленного из композитного материала, для турбинных двигателей и турбина или компрессор, включающий лопатку сопла или статора, состоящую из указанных секторов
Способ изготовления композитных лопаток турбинного двигателя со встроенными полками
Кольцевая камера сгорания в турбомашине

