Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО СЕРДЕЧНИКА ДЛЯ ПОДВИЖНОЙ ЛОПАТКИ, КЕРАМИЧЕСКИЙ СЕРДЕЧНИК, ПОДВИЖНАЯ ЛОПАТКА
Вид РИД
Изобретение
Область техники
Изобретение относится к области способов получения керамических сердечников, использующихся в литье по выплавляемым восковым моделям для получения сложных полых лопаточных решеток для вращения подвижных лопаток. В частности, изобретение относится к области авиации, где такие лопатки могут использоваться в двигателях самолетов.
Уровень техники
Керамический сердечник является удаляемой деталью, которая служит, в частности, для получения системы охлаждения металлической лопаточной решетки.
Изготовление сердечников начинают с введения смеси полимер-керамика в нагнетательную установку. Затем сердечники обжигают, чтобы удалить полимер и оплавить керамику. В третью очередь с сердечников удаляют заусенцы и пропитывают смолой, придающей им механическую прочность.
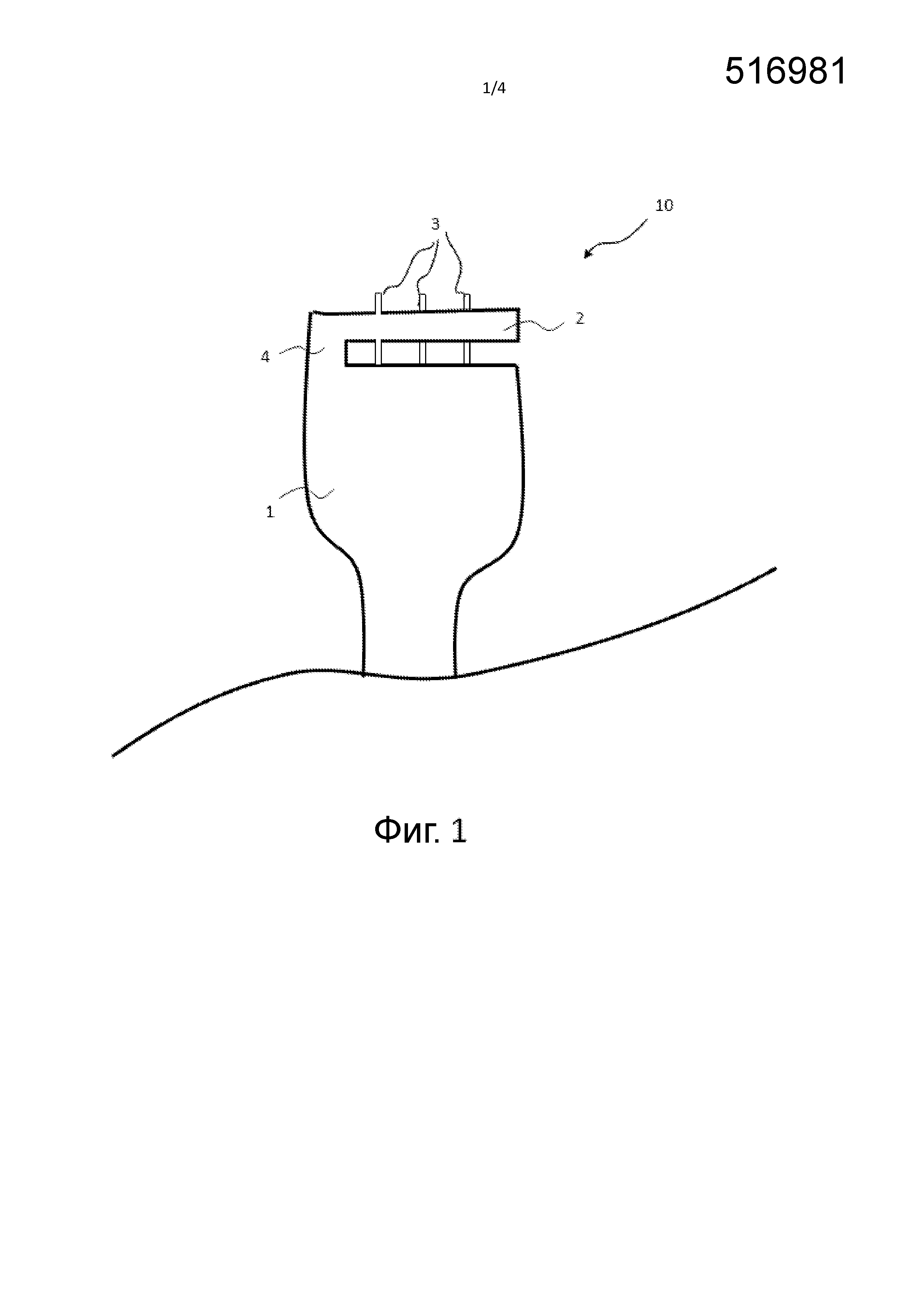
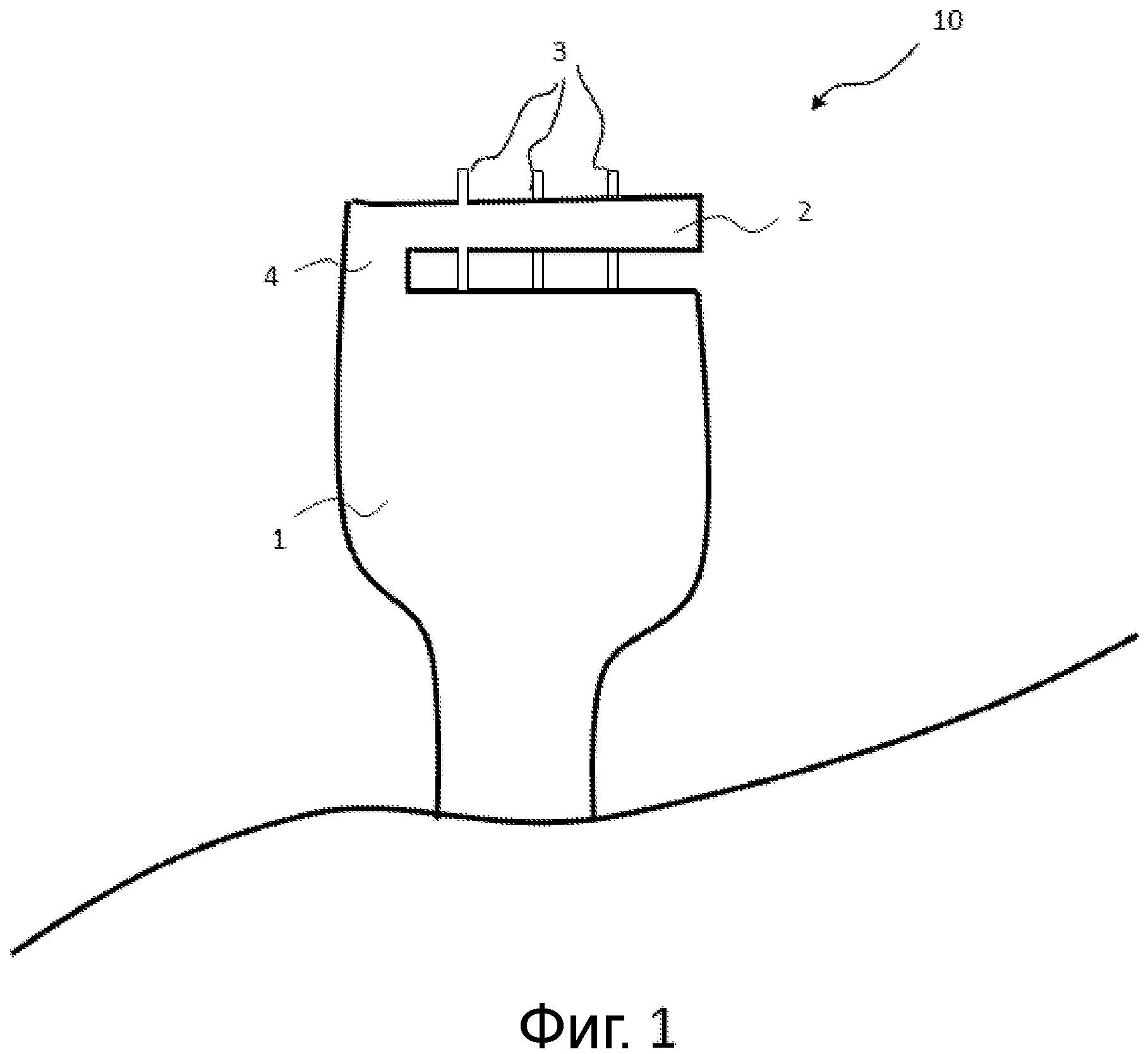
Фиг. 1 показывает корпус керамического сердечника 10, содержащий верхнюю часть 2, образующую ванну, и нижнюю часть 1, образующую ядро сердечника. Керамический сердечник используется для лопаток, в частности, турбины авиационного двигателя. Обычно лопатки этого типа соединены с круговой решеткой, окружающей лопатки. Часть, составляющая ванну, образует открытую полость, находящуюся на краю лопатки. В функциональном отношении ванна используется для уменьшения центробежных сил, действующих в корне лопатки, и уменьшает теплоперенос в законцовке лопатки. Она жестко соединена с корпусом сердечника благодаря использованию стержней 3, которые соединяют корпус сердечника с ванной. Стержни также могут быть керамическими. Обычно для получения стержней подходит любой материал, коэффициент расширения которого больше, чем у сердечника.
Проблема при изготовлении таких сердечников возникает на этапе обжига указанных сердечников. Этап обжига проводится после этапа отливки керамики в форму, на котором стержни предварительно устанавливают перед инжекцией материала.
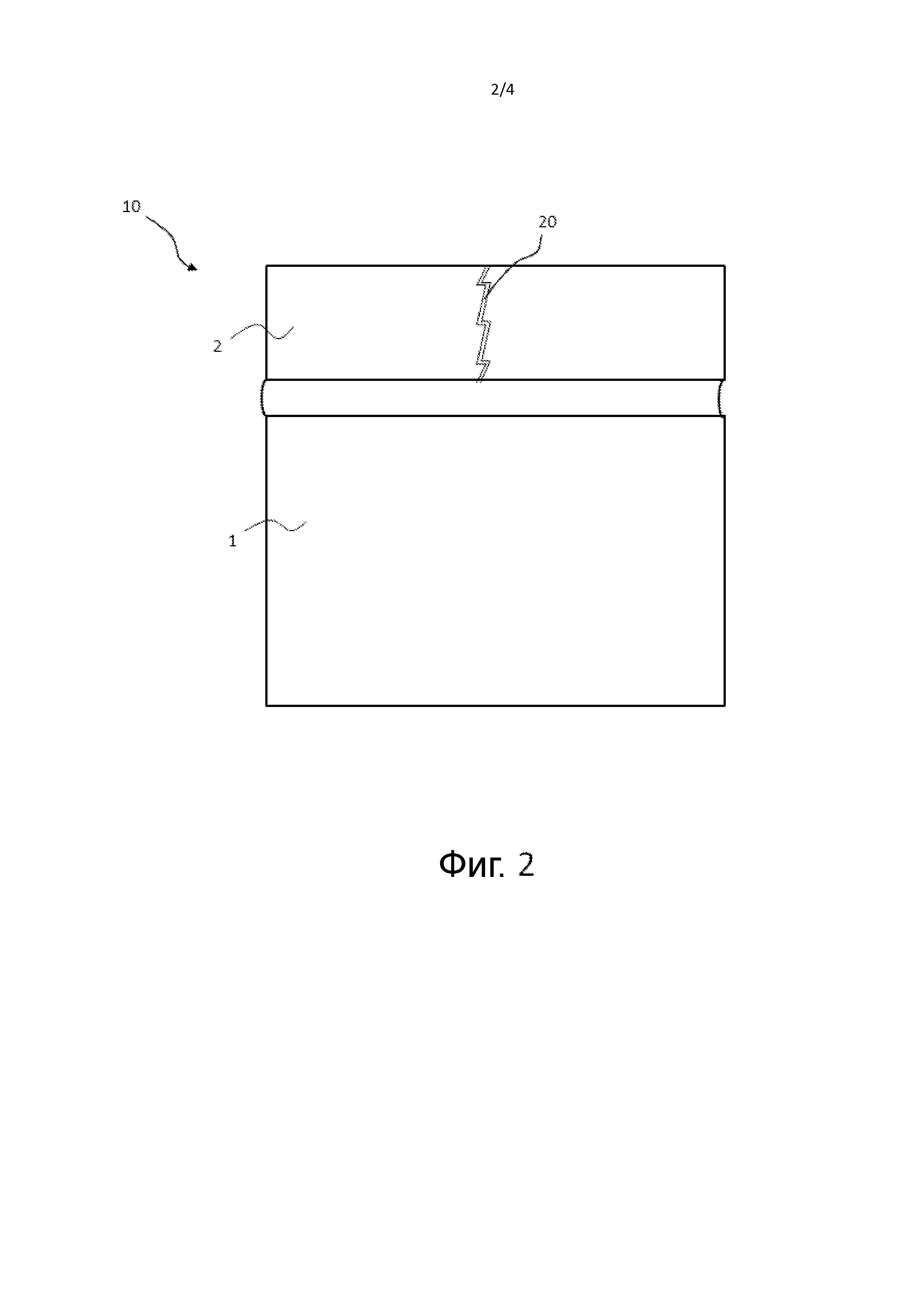
Действительно, после отливки стержни 3, которые соединяют корпус сердечника с ванной, жестко соединены с керамической отливкой, принявшей форму ванны, и корпусом сердечника. При повышении температуры во время обжига стержни расширяются. Фиг. 2 показывает последствия расширения стержня в керамике после обжига, в частности, из-за растрескивания 20, образующего трещину 20, пробивающую ванну 2.
Одно решение этой проблемы состоит в использовании локального утолщения на сердечнике в отличие от стержней из оксида алюминия.
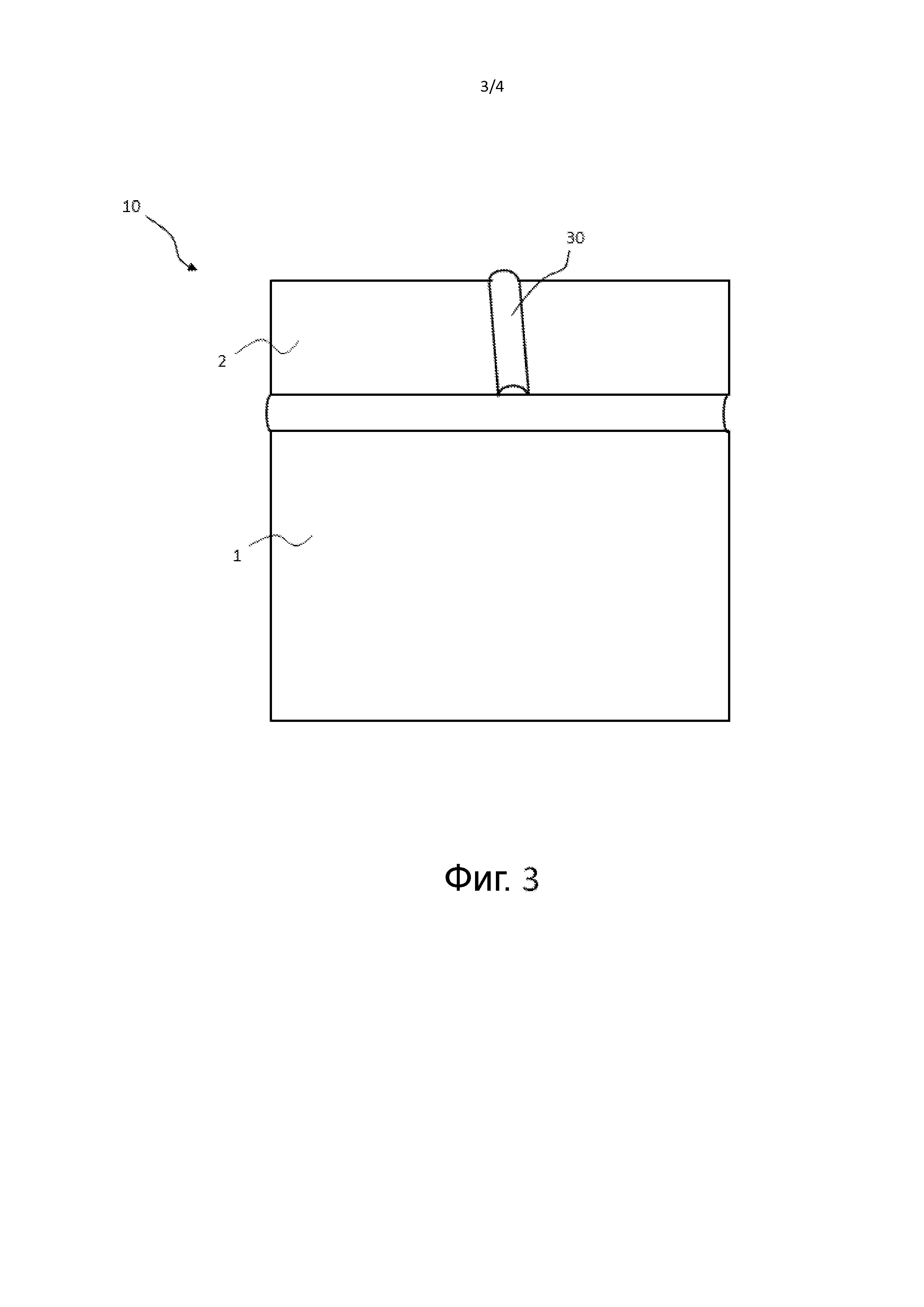
Фиг. 3 показывает утолщение 30, введенное так, чтобы жестко скрепить часть, образующую трещину после обжига керамики вдоль ванны на уровне стержней, находящихся внутри керамики. Затем утолщение удаляют. Перед зачисткой локального утолщения видимых трещин вдоль стержня не наблюдалось.
Одним недостатком этого решения является то, что после обжига это утолщение необходимо удалять, например, путем шлифовки вручную. Представляется, что во время этой операции на ванне снова может появиться трещина. В таком случае образуется трещина, выходящая на поверхность ванны.
Главным недостатком является то, что сердечник тогда становится непригодным для применения и потенциально бракуется.
Сущность изобретения
Задачей изобретения является устранение вышеуказанных недостатков известных решений.
Объектом изобретения является способ получения керамического сердечника для лопатки, содержащего нижнюю часть, образующую корпус сердечника, верхнюю часть, образующую ванну, и совокупность стержней, способствующих удержанию верхней части с нижней частью. Способ согласно изобретению включает:
- этап покрытия (называемый также этапом обмазки) стержней материалом, температура воспламенения которого ниже пороговой температуры, выше которой расширение стержня становится больше заданной величины;
- этап позиционирования стержней в литейной форме;
- этап отливки верхней и нижней части путем инжекции керамики, причем отлитые части образуют единую деталь в литейной форме и определяют форму сердечника;
- этап обжига керамического сердечника.
Согласно одному варианту осуществления, пороговая температура составляет 1000°C.
Согласно одному варианту осуществления, степень расширения стержня равна 1%.
Способ получения керамического сердечника позволяет предотвратить растрескивание керамики во время обжига, вызванное присутствием стержней.
Способ по изобретению включает, в частности, предварительный этап нанесения покрытия на по меньшей мере один стержень, например лакирование. Лакирование стержня позволяет предотвратить растрескивание ванны.
Каждый стержень может быть из оксида алюминия или быть выполнен из керамического материала, коэффициент расширения которого больше, чем у сердечников.
Растрескивание предотвращается благодаря воспламенению лака во время обжига, освобождающего место между спеченной керамикой и расширенным стержнем. Температура воспламенения лака или эквивалентного материала, покрывающего стержни, позволяет освободить место вокруг стержня, который расширяется при температуре выше температуры воспламенения лака.
Предпочтительно эти этапы осуществляются последовательно.
Предпочтительно этап извлечения сердечника из формы (DEM) предшествует этапу обжига (CUI) сердечника.
Предпочтительно каждый стержень покрывают на поверхности, которая может быть окружена ванной.
Предпочтительно покрытие части стержней является покрытием слоем лака.
Предпочтительно покрытие стержней включает:
- либо нанесение слоя воска на часть поверхности каждого стержня;
- либо нанесение слоя смолы на часть поверхности каждого стержня;
- либо нанесение слоя графита на часть поверхности каждого стержня.
Объектом изобретения является также керамический сердечник для турбинной лопатки, содержащий нижнюю часть, образующую корпус сердечника, верхнюю часть, образующую ванну, и совокупность стержней, позволяющих удерживать вместе верхнюю часть и нижнюю часть, отличающийся тем, что сердечник изготовлен способом согласно изобретению.
Кроме того, изобретение относится к лопатке для турбины, полученной в процессе литья, в котором используется сердечник, полученный способом по изобретению.
Краткое описание фигур
В дальнейшем изобретение поясняется описанием вариантов его осуществления, приводимого со ссылками на чертежи, на которых:
фиг. 1 изображает керамический сердечник для подвижных лопаток;
фиг. 2 - керамический сердечник после обжига и образование трещины на ванне сердечника;
фиг. 3 - керамический сердечник, содержащий утолщение, чтобы избежать образования трещины;
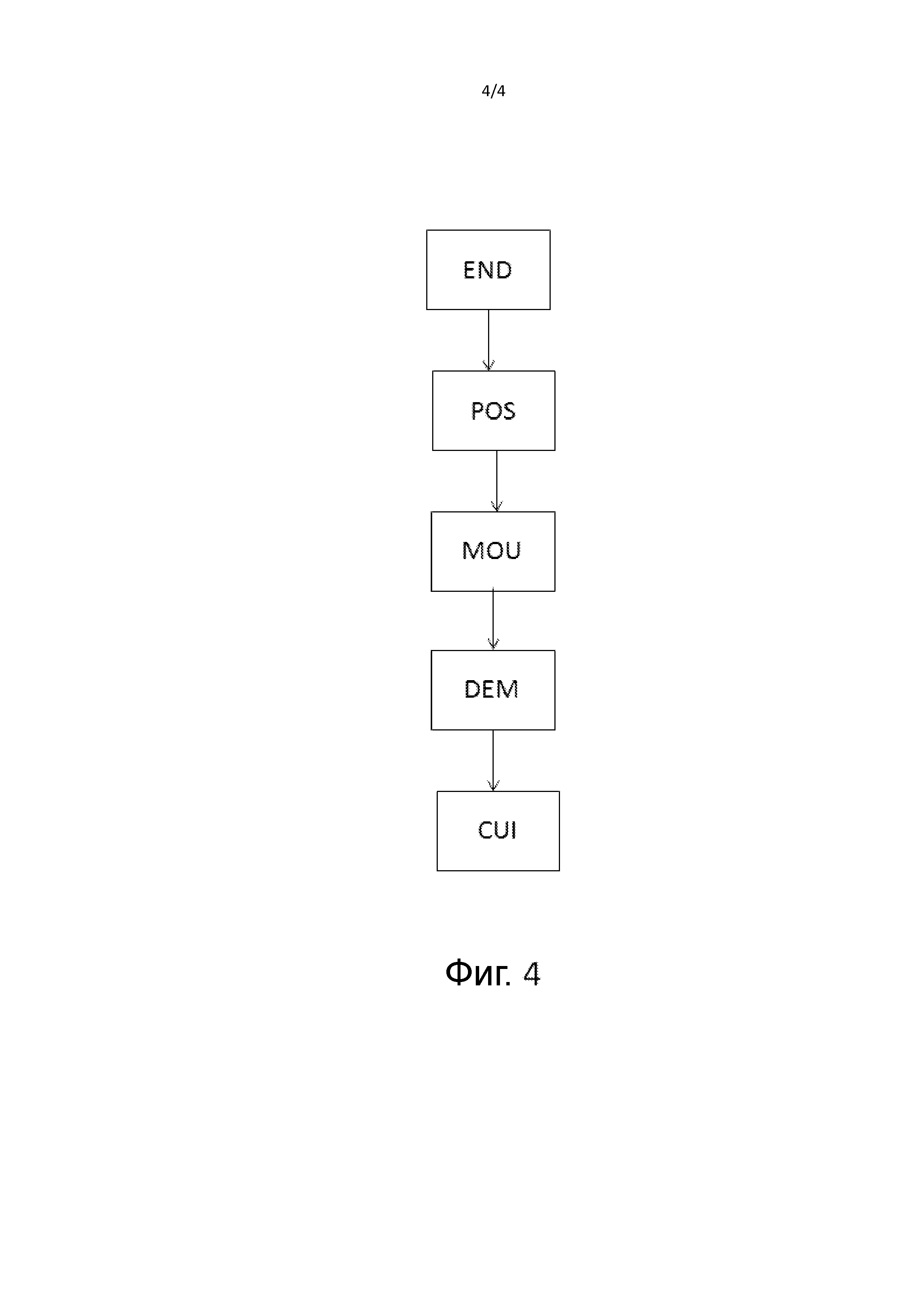
фиг. 4 - блок-схема, показывающая основные этапы способа по изобретению.
Описание изобретения
В настоящем описании под температурой воспламенения, называемой также точкой вспышки или "flash point" по-английски, понимается самая низкая температура, при которой корпус или горючее вещество выделяет достаточно паров, чтобы образовать вместе с окружающим воздухом смесь газов, которая воспламеняется под действием источника тепловой энергии.
Далее в описании выражения этап покрытия или этап обмазки используются без различения, так как в рамках патентной заявки оба эти выражения имеют одинаковое значение.
Керамический сердечник для лопатки турбины содержит нижнюю часть, образующую корпус сердечника, верхнюю часть, образующую ванну, и совокупность стержней, способствующих удержанию верхней и нижней части вместе. Верхние и нижние части становятся жестко соединенными друг с другом. В упрощенном варианте изобретения по меньшей мере один стержень позволяет облегчить удержание двух частей сердечника.
В зависимости от вариантов осуществления верхняя и нижняя части могут содержать общую зону, также способствующую удержанию двух частей вместе. Фиг. 1 показывает такой вариант осуществления, в котором части 1 и 2 удерживаются также общей зоной 4, находящейся на боковой стороне сердечника.
Предлагаемый изобретением способ получения керамического сердечника включает этап нанесения покрытия, обозначенный END на фиг. 4, на стержни перед их введением в литейную форму, позволяющий отливку керамических деталей. Лак наносят на часть стержня, которая будет окружена ванной сердечника. В одном варианте осуществления часть стержня, которая окружена корпусом сердечника, не покрывают лаком.
В одном частном варианте осуществления изобретения покрытие стержней может быть осуществлено, когда стержни уже позиционированы в литейной форме. Но предпочтительно стержни покрывают перед их введением в форму, чтобы однородно покрыть всю поверхность стержня.
Покрытие стержней может быть осуществлено разными способами, в зависимости от типа наносимого материала, желаемой толщины слоя материала и/или части стержня или стержней, которые желательно покрыть.
В одном варианте осуществления изобретения весь стержень покрывают материалом, температура воспламенения которого ниже 1000°C.
В другом варианте осуществления покрытие наносят только на часть каждого стержня, окруженную ванной. Часть стержня, окруженную корпусом сердечника, не промазывают лаком. Преимуществом является то, что количество лака соответствует части конструкции, становящейся хрупкой из-за расширения стержня.
Предельная температура 1000°C соответствует температуре начала превращения керамических материалов, образующих сердечник. Таким образом, этот предел является особенно интересной температурой, при которой материал, нанесенный на стержень, воспламеняется раньше, чем температура обжига достигнет этого предельного значения. Можно также выбирать нижние пределы, которые и подавно действуют так же, начиная с момента, когда температура воспламенения материала ниже этого предела.
Обычно выбирают пороговую температуру, которая позволяет получить воспламенение нанесенного материала, такого как лак, до того как стержень начнет расширяться. До определенного предела расширение считается по существу нулевым. В одном варианте осуществления этот предел установлен в 1%, что соответствует увеличению размеров стержня на 1%. Согласно другим вариантам осуществления, заданная величина, определяющая предельное расширение, называемое "значительным", может быть выше 1% и доходить до 2% и даже быть выше в зависимости от используемых материалов и их размеров.
В других вариантах осуществления нанесение материала на стержни может быть осуществлено, например, смачиванием стержней или нанесением материала кистью.
В одном предпочтительном варианте осуществления наносимый материал является лаком. Этот лак может быть лаком типа "лака для ногтей". В таком случае нанесение лака на стержень может осуществляться обычным способом нанесения кистью, каким женщины наносят лак на ноготь руки.
Подходящий лак содержит растворители, смолу, нитроцеллюлозу и пластификаторы. Например, в способе по настоящему изобретению можно использовать всю линейку лака типа "Thixotropic base", выпускаемого под торговым наименованием: "Лак для ногтей Peggy Sage".
После нанесения лака на стержень последний помещают в литейную форму. Предпочтительно стержень позиционируют в соответствии с этапом способа, обозначенным POS, после сушки лака. Позиционирование каждого стержня в литейной форме позволяет при инжекции материала окружить каждый стержень этим материалом.
Способ включает этап отливки, обозначенный MOU на фиг. 4, включающий инжекцию керамики в литейную форму. Инжекция керамики позволяет образовать сердечник в полости, предусмотренной с этой целью, образующий в результате корпус и ванну в соответствии с формой литейной формы.
Этап отливки керамики включает отливку нижней части, образующей корпус сердечника, и отливку верхней части, образующей ванну. Отливка обеих деталей предпочтительно проводится одновременно. Стержни позиционируют таким образом, чтобы одна часть стержня находилась в верхней части сердечника, а другая часть стержня - в нижней части сердечника. Керамический материал, введенный в часть литейной формы, образующей ванну, окружает часть стержня, находящуюся в ванне, а керамический материал, введенный в часть литейной формы, образующей корпус сердечника, окружает часть стержня, помещенную в эту часть формы.
После отливки стержень удерживает обе части сердечника вместе.
На другом этапе способа получения согласно изобретению сердечник затем извлекают из формы, этот этап обозначен как DEM на фиг. 4. Стержень или стержни, жестко скрепленные с двумя частями сердечника, также вынимают из формы.
Затем можно начать этап, обозначенный CUI на фиг. 4, обжига сердечника, извлеченного из формы.
В ходе обжига сердечника лак, покрывающий стержни, достигает своей температуры воспламенения прежде, чем расширение стержня достигнет "значительной" степени. Так, коэффициент расширения оксида алюминия при 1200°C равен 1,03%. Следовательно, выгорание или воспламенение лака, соответствующее достижению точки воспламенения лака, происходит при более низкой температуре, чем температура обжига, приводящая к расширению стержня из оксида алюминия.
Воспламенение лака позволяет высвободить место вокруг всего стержня до его расширения. Затем стержень, отлитый в нижней и верхней части сердечника, расширяется под действием обжига с повышением температуры. Преимущество слоя лака, нанесенного на стержень и сгоревшего, состоит в том, что это позволяет иметь в распоряжении место вокруг стержня, которое соответствует дополнительному объему, требующемуся вследствие его расширения. Таким образом, количество лака, наносимого на каждый стержень, можно выбирать так, чтобы привести в соответствие пространство, образованное вокруг стержня, с дополнительным объемом, занятым в результате расширения стержня.
В соответствии с вариантами осуществления, испытания позволяют выбрать тип материала, используемого для покрытия стержней, и выбрать надлежащую толщину указанных слоев, когда они нанесены на стержни. Эти испытания позволяют идеально согласовать пространство, освобожденное выгоревшим материалом, и пространство, необходимое для расширения стержня во время обжига.
Как следствие, во время и после обжига расширение стержня не приводит больше к созданию механического напряжения, приложенного к окружающему его керамическому материалу и способного вызвать образование трещины.
При прежних решениях оказывалось, что в ванне часто неожиданно появлялось растрескивание. Так как ванна имеет меньшую толщину, чем корпус сердечника, сопротивление внутреннему расширению стержней провоцировало главным образом появление трещин в ванне.
Трещина, которая могла бы образоваться, в частности какая показана на фиг. 2, больше не появляется, когда стержень пропитан таким материалом, как лак. Благодаря этому предварительному этапу покрытия стержней горючим веществом можно обойтись без применения утолщения на поверхности ванны сердечника.
Этапы способа согласно изобретению предпочтительно выполняются последовательно. Однако в одном варианте осуществления можно предусмотреть, чтобы этап покрытия каждого стержня осуществлялся, когда они уже находятся в литейной форме. Напротив, для надлежащего осуществления изобретения представляется неизбежным осуществлять отливку и обжиг в порядке следования.
Вместо лака на этапе покрытия согласно изобретению могут использоваться и другие продукты, имеющие свойства, по существу эквивалентные свойствам лака.
Все продукты, которые можно использовать в настоящем изобретении, позволяют нанести тонкий слой, например, несколько сотых миллиметра. Это необходимо, чтобы продукты, нанесенные на стержни, удалялись в результате обжига до расширения стержня из оксида алюминия. В предпочтительных вариантах изобретения важно также, чтобы эти продукты, используемые как покрытия для стержней, не оставляли нежелательных химических отходов.
Каждый из перечисленных ниже продуктов имеет собственные преимущества, которые позволяют предпочесть его по сравнению с другими в зависимости от желаемого практического выбора.
Из продуктов, отличных от лака, которые можно было бы предусмотреть для адгезии к стержню при получении тонкого слоя и сгорания при температуре ниже 1000°C без оставления отходов, можно использовать следующие: воск, смола, краска и/или графит.
Эти последние продукты имеют следующие преимущества:
- они пристают к стержню при нанесении на его поверхность;
- нанесение тонкого слоя является несложным;
- можно осуществить однородное покрытие всей поверхности стержня;
- наконец, они полностью удаляются обжигом при температуре ниже 1000°C.
Что касается смолы, ее предпочтительно выбирать без веществ, способных загрязнять печи во время обжига сердечников.
Что касается графита, горение можно с успехом контролировать таким образом, чтобы избежать или ограничить выделение моноксида углерода. Наконец, горение можно контролировать так, чтобы обеспечить достаточно окислительную атмосферу во время обжига.
Одним преимуществом воска является его пластичность и его податливость при температуре окружающей среды, что делает его особенно интересным для покрытия стержня. Его температура плавления 45°C позволяет высвободить место вокруг стержня до расширения стержня. Воск выгоден также своей низкой вязкостью в расплавленном состоянии, что позволяет высвободить однородное пространство вокруг стержня.
Способ согласно изобретению может включать этапы спекания керамики и покрытия смолой после обжига сердечника.
Кроме того, изобретение относится к керамическому сердечнику, полученному способом согласно изобретению. Керамический сердечник по изобретению отличается тем, что он изготовлен с использованием стержней, покрытых материалом, температура воспламенения которого ниже, чем температура расширения оксида алюминия.
Изобретение относится также к подвижной лопатке турбины, содержащей керамический сердечник, полученный способом по изобретению.
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала
Герметизирующее устройство для масляной камеры турбореактивного двигателя
Способ получения мартенситной стали со смешанным упрочнением
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала

