Результат интеллектуальной деятельности: Способ лазерной сварки продольного шва трубы (варианты)
Вид РИД
Изобретение
Изобретение относится к производству труб, в частности к сборке-сварке сформованных заготовок для труб большого диаметра с применением технологий лазерной и гибридной лазерно-дуговой сварки.
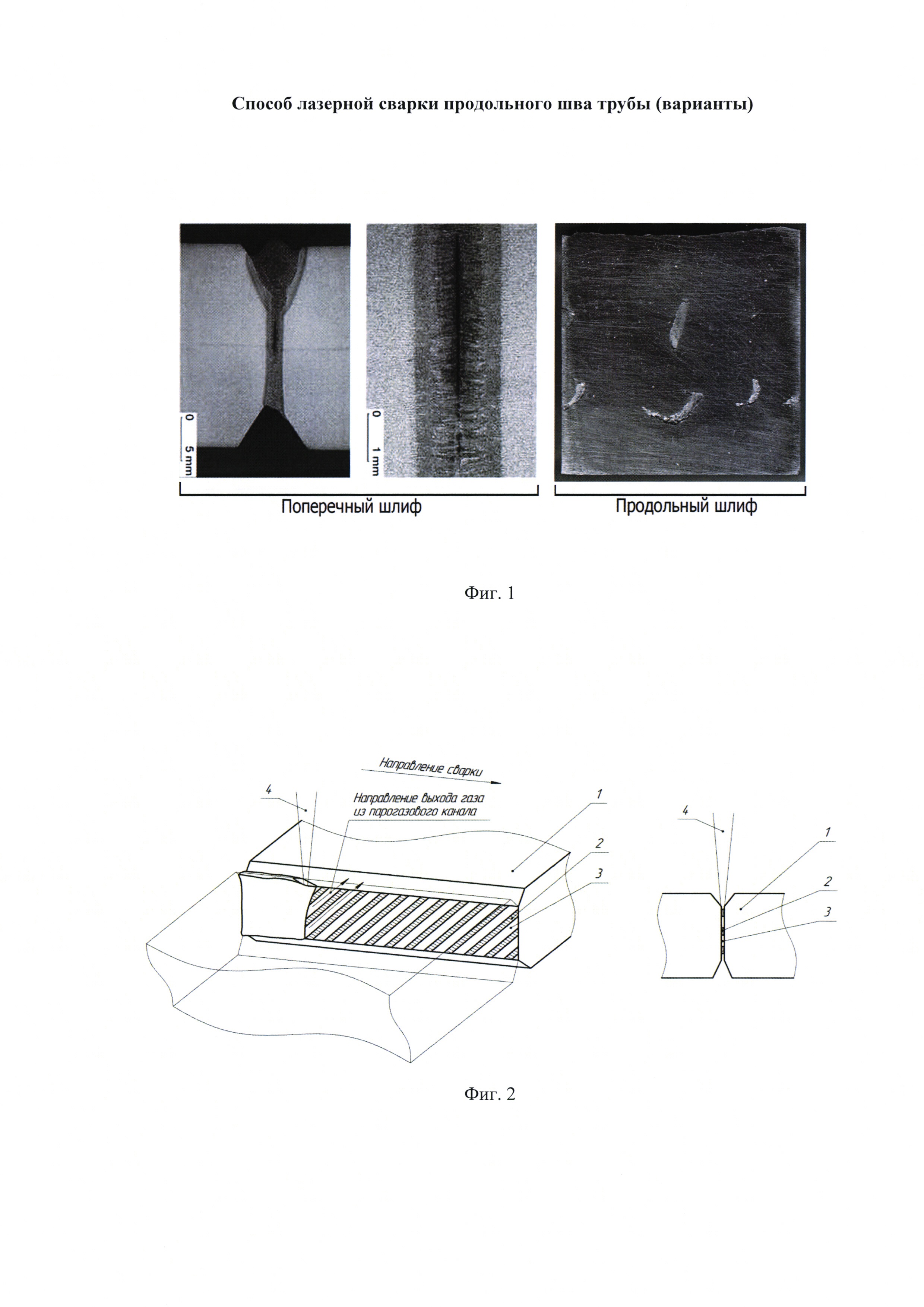
В сварных соединениях большой толщины (более 15 мм), выполненных по технологиям лазерной и гибридной лазерно-дуговой сварки, часто встречаются характерные для этих технологий дефекты, представляющие собой плоские полости различной глубины залегания и протяженности, расположенные точно по оси шва, в поперечном сечении похожие на трещину (фиг. 1). Причиной образования дефекта является то, что большой объем расплавленного металла стекает по стенкам относительно небольшого по сечению парогазового канала и перекрывает его. Высокая плотность, вязкость и короткий срок пребывания металла в жидком состоянии практически не дают времени всему газу выйти из парогазового канала, вследствие чего металл кристаллизуется, образуя полости по центру шва. Кроме того, при больших толщинах свариваемых изделий присадочный металл от дугового процесса не доставляется в центральную и корневую часть шва из-за малого размера сварочной ванны и больших скоростей расплавления и кристаллизации.
Из уровня техники известен способ сварки металлических материалов лазерным лучом высокой мощности (патент US 20100243621), в котором между свариваемыми поверхностями прижимаются металлическая прокладка, причем торец прокладки располагается выше поверхности стыка деталей.
Недостатками данного способа являются:
1. Высокая вероятность образования характерных дефектов (газовой полость) при сварке изделий большой толщины, поскольку парогазовый канал имеет очень небольшой размер и легко может быть перекрыт расплавленным металлом, текущим по стенкам парогазового канала.
2. При сборке-сварке заготовок для труб большого диаметра зажимать прокладку между кромок по всей длине с одинаковой высотой выступа торца крайне трудоемко.
3. Фактическая толщина, которую должен будет проплавить лазер, больше толщины свариваемых деталей на величину выступа торца металлической прокладки над поверхностью деталей.
Наиболее близким техническим решением к каждому изобретению из группы является способ лазерной сварки с использованием вентилируемой прокладки (патент ЕР 2248624), в котором между свариваемыми кромками изделий прижимаются металлические прокладки. Причем металлические прокладки расположены друг относительно друга на расстоянии, чтобы во время сварки образовывать канал между деталями для выхода газов из сварочного канала. Торец прокладок располагается выше поверхности стыка деталей. После установки прокладок в способе выполняют наложение сварного шва с использованием лазерного излучения.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится необходимость прижимать прокладки к кромкам трубной заготовки, а тем более при расположении их на одинаковом расстоянии друг от друга. Это приводит к необходимости контроля положения указанных элементов при операции сборки трубной заготовки, предваряющей наложение корневого шва с использованием технологий лазерной сварки.
Заявляемые варианты способа сварки продольного шва трубы решают одну и ту же проблему повышения качества продольного сварного шва трубы, выполняемого с использованием лазерного излучения.
Техническим результатом, обеспечиваемым настоящим изобретением (вариантами способа), является повышение технологичности процесса сварки.
Технический результат заявляемого изобретения по первому варианту обеспечивается тем, что в способе лазерной сварки продольного шва трубы, включающем наложение сверху корневого шва с использованием лазерного луча на стык кромок трубной заготовки, имеющей в стыке расположенные с шагом элементы из сплава металлов с образованием между ними наклонных каналов для выхода газов при наложении корневого шва, перед наложением корневого шва выполняют подготовку кромок трубной заготовки и ее пошаговую формовку, при этом элементы представляют собой валики из сплава металлов, имеющего легирующий состав, которые наплавляют на одну из кромок трубной заготовки так, что каналы имеют восходящее направление относительно направление движения лазерного луча.
Технический результат заявляемого изобретения по второму варианту обеспечивается тем, что в способе лазерной сварки продольного шва трубы, включающем наложение сверху корневого шва с использованием лазерного луча на стык кромок трубной заготовки, имеющей в стыке расположенные с шагом элементы из сплава металлов с образованием между ними наклонных каналов для выхода газов при наложении корневого шва, перед наложением корневого шва выполняют подготовку кромок трубной заготовки, ее пошаговую формовку и наложение технологического шва, при этом элементы представляют собой валики из сплава металлов, имеющего легирующий состав, которые наплавляют на одну из кромок трубной заготовки так, что каналы имеют нисходящее направление относительно направления движения лазерного луча.
По двум вариантам способа высота валиков не превышает 0,5 мм.
Выполнение наплавки на одну из кромок трубной заготовки элемента перед выполнением корневого шва исключает необходимость придерживать прокладки и контролировать их положение в процессе сварки. По мере наложения корневого шва с использованием лазерного излучения образование наклонных каналов происходит в процессе смыкания кромок, следовательно, на протяжении процесса сварки нет препятствий для выхода газов.
Выполнение наплавки повышает технологичность процесса, не осложненного операциями зажима вставляемых между кромками элементов и контроля, обеспечивающего соблюдение интервала (шага) между ними.
По первому варианту наплавку производят для образования каналов, имеющих восходящее направление. Это обусловлено направлением движения лазерного луча при наложении корневого шва сверху.
По второму варианту способа наличие технологического (прихваточного) шва, выполняемого с наружной стороны трубной заготовки, обусловливает нисходящее направление каналов для выхода газов.
По двум вариантам способа наличие валиков из сплава металлов, имеющего легирующий состав, обеспечивает легирование по всей толщине сварного соединения, т.к. в процессе сварки расплавленный металл валиков соединяется с основным металлом сварочной ванны.
Высота валика выбрана исходя из необходимости сжатия кромок трубной заготовки с зазором, величина которого равна величине высоты валика наплавки. Таким образом, превышение размера 0,5 мм приводит к излишнему зазору между кромками и увеличивает вероятность появления дефекта в виде неоплавления одной из кромок. Химический состав легирующего сплава наплавляемых валиков выбирается близким основному металлу.
Совокупность существенных признаков заявляемого изобретения позволяет обеспечить высокую технологичность сварного соединения, т.е. достичь заявленного технического результата.
Сущность заявляемого способа поясняется чертежами.
Фиг. 1 - возможные дефекты сварного шва;
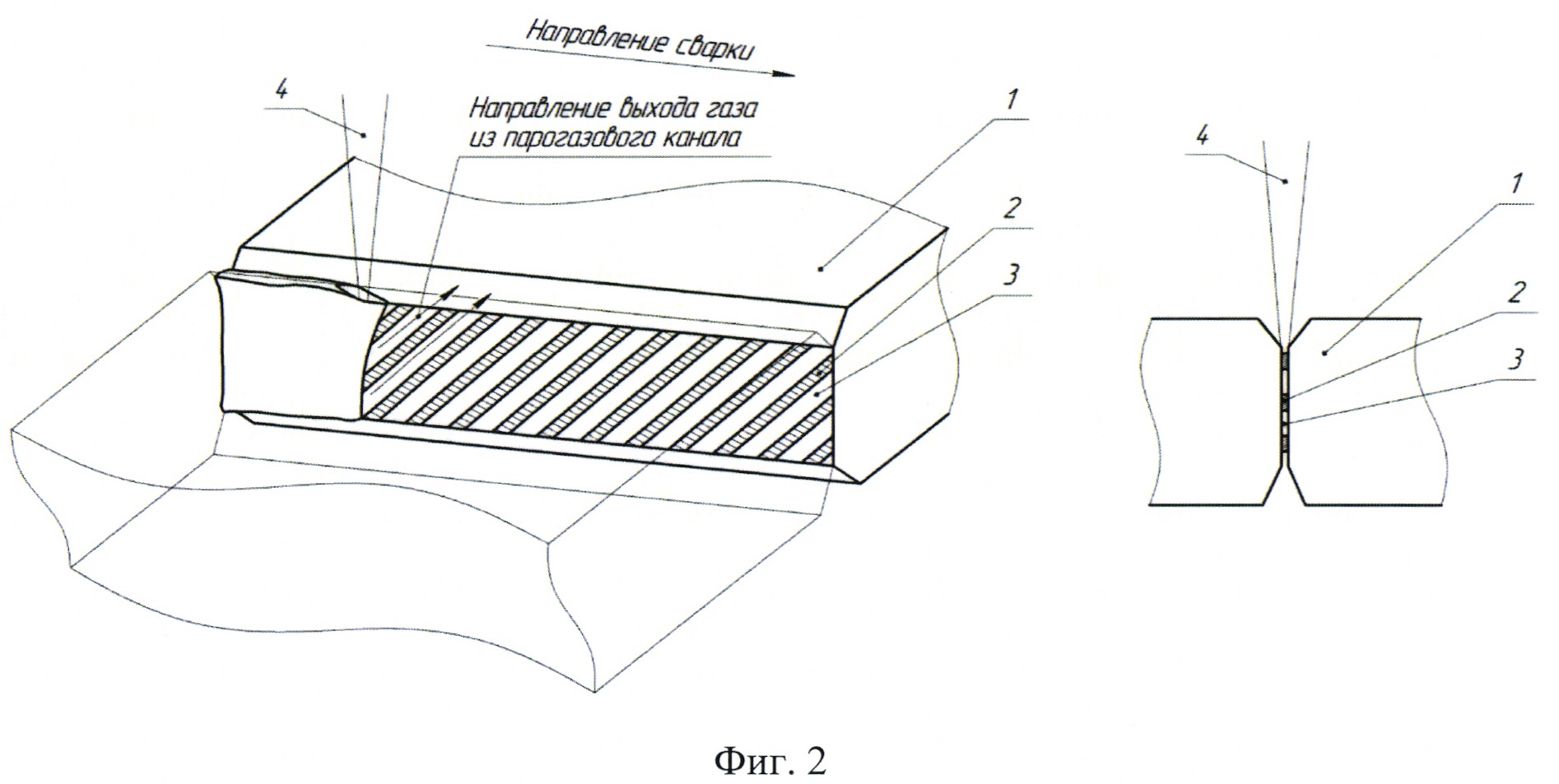
Фиг. 2 - схематично показан пример сварки согласно изобретению в месте контакта продольных краев открытой трубы по первому варианту.
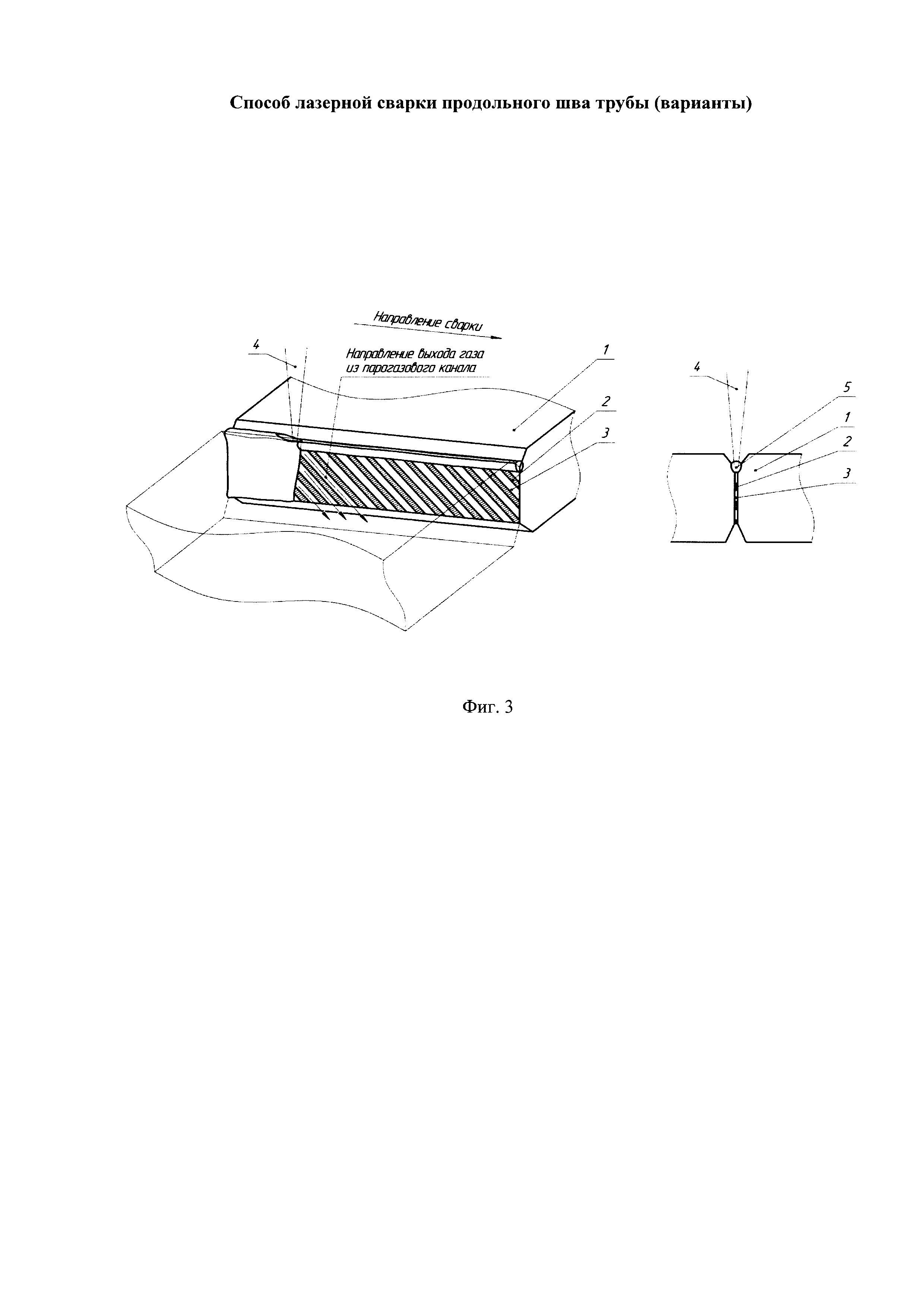
Фиг. 3 - схематично показан пример сварки согласно изобретению по второму варианту.
Осуществление изобретения.
В первом варианте предлагаемого способа перед сборкой-сваркой, на этапе подготовки поверхности кромок к сварке, а именно после фрезеровки на притупление одной из кромок трубной заготовки 1 любым известным способом наплавляются элементы, которые представляют собой валики из сплава металлов, имеющего легирующий состав. Наплавку производят так, чтоб при сжатии сформованной трубной заготовки каналы имели восходящее направление относительно направления движения лазерного луча для создания условия беспрепятственного выхода газа из парогазового канала.
Между валиками выдерживается интервал 3 (фиг. 2). Далее сформованная трубная заготовка поступает в сборочно-сварочный стан, где происходит ее обжатие и сборка кромок встык и в собранном виде проваривается лазером 4 или гибридным лазерно-дуговым процессом.
Во втором варианте предлагаемого способа перед сборкой-сваркой, на этапе подготовки поверхности кромок к сварке, а именно после фрезеровки на притупление одной из кромок трубной заготовки 1 любым известным способом наплавляются элементы, которые представляют собой валики из сплава металлов, имеющего легирующий состав. Наплавку производят так, чтоб при сжатии сформованной трубной заготовки каналы имели нисходящее направление относительно направления движения лазерного луча для создания условия беспрепятственного выхода газа из парогазового канала.
Между валиками выдерживается интервал (шаг) 3 (фиг. 2). Далее сформованная трубная заготовка поступает в сборочно-сварочный стан, где происходит ее обжатие и сборка кромок встык и в собранном виде проваривается технологическим швом, после этого проваривается корневой шов.
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ лазерно-дуговой сварки стыка сформованной трубной заготовки
Способ сварки сформованной трубной заготовки с индукционным подогревом
Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки
Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм
Способ изготовления двухшовных труб большого диаметра
Стан для сборки и сварки прямошовных труб
Сборочно-сварочный стан для производства труб
Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера
Способ лазерной-дуговой сварки стальной сформованной трубной заготовки
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ лазерно-дуговой сварки стыка сформованной трубной заготовки
Способ сварки сформованной трубной заготовки с индукционным подогревом
Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки
Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм
Способ изготовления двухшовных труб большого диаметра
Стан для сборки и сварки прямошовных труб
Сборочно-сварочный стан для производства труб
Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера
Способ лазерной-дуговой сварки стальной сформованной трубной заготовки

