Результат интеллектуальной деятельности: СПОСОБ ЗАЛИВКИ КАТУШЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Настоящее изобретение касается способа заливки электрических катушек, в частности сверхпроводящих катушек, и устройства для его осуществления.
Для применения в электрооборудовании, в особенности в двигателях и генераторах, изготавливаются электрические катушки, которые содержат один или более намотанных проводов катушки и залиты заливочным компаундом. В частности, сверхпроводящие катушки обычно изготавливаются из намотанного в несколько слоев провода из сверхпроводящего материала и укладываются в отвержденный заливочный компаунд на основе эпоксида/амина или эпоксида/ангидридной кислоты.
Для использования в генераторах для электростанций требуются катушки, которые выдерживают большую частоту вращения в диапазоне от 3600 оборотов в минуту и имеют большие поперечные размеры от 1 м до 4 м. Поскольку в таких генераторах центробежные силы имеют достаточно большие значения, к катушкам предъявляются особые требования в отношении механической прочности. Кроме того, такие катушки должны точно соответствовать размерам и должны быть изготовлены с высокой точностью по внешним размерам, причем требуемый диапазон допустимых отклонений составляет 100 мкм. С помощью известных до сих пор способов заливки такой диапазон допустимых отклонений может быть получен только посредством последующей обработки залитой катушки. Однако такая последующая обработка невозможна при изготовлении сверхпроводящих катушек, поскольку сверхпроводящие материалы, в частности керамические высокотемпературные сверхпроводящие провода, являются очень чувствительными к механическим воздействиям. Другая сложность заключается в том, что залитую катушку трудно извлечь из формы для заливки, поскольку в известных способах заливки катушка при этом подвергается механическим воздействиям, которые могут привести к повреждению сверхпроводящих материалов. Поскольку сверхпроводящие катушки являются очень дорогостоящими изделиями, обязательно следует избегать таких механических повреждений.
Задача настоящего изобретения состоит в создании такого устройства для заливки катушек, в частности сверхпроводящих катушек, в котором отсутствуют указанные недостатки. Другая задача изобретения заключается в том, чтобы предложить способ эксплуатации этого устройства.
Эта задача решается посредством описанного в пункте 1 формулы изобретения устройства и описанного в пункте 9 формулы изобретения способа.
Предложенное в изобретении устройство для заливки катушек содержит наружный резервуар, заливаемую емкость для размещения по меньшей мере одной заливаемой катушки, и устройство для налива заливочного компаунда. Наружный резервуар обмурован внутренним резервуаром, материал которого имеет твердость по Виккерсу менее 500 и температуру плавления от 45 градусов Цельсия до 200 градусов Цельсия.
Наружный резервуар такого устройства может быть изготовлен более просто и с меньшими расходами по сравнению с имеющимися устройствами, поскольку качество и точность поверхности залитой катушки определяются только посредством создания внутреннего резервуара. Внутренний резервуар можно изготовить, например, с меньшими расходами, посредством заполнения внутреннего резервуара заливаемым материалом и последующего выдалбливания в нем внутренней полости. Преимущественно твердость по Виккерсу материала внутреннего резервуара составляет менее 200, особенно преимущественно, менее 50. Температура плавления материала внутреннего резервуара составляет преимущественно менее 120 градусов Цельсия.
В предложенном в изобретении способе формообразование внутреннего резервуара достигается посредством механической или тепловой обработки. Кроме того, по меньшей мере одна заливаемая катушка устанавливается в заливаемую емкость, один заливочный компаунд заливается в оставшееся полое пространство в заливаемой емкости, и заливочный компаунд затвердевает. Затем залитая катушка вынимается из устройства. Предложенный в изобретении способ эксплуатации позволяет преимущественно изготавливать катушки, в частности сверхпроводящие катушки, с более высокой точностью, по сравнению с известными способами. Это достигается посредством простой обработки материала внутреннего резервуара, так что можно предотвратить дополнительную обработку залитой катушки. Поскольку материал внутреннего резервуара имеет низкую твердость, его можно обрабатывать на фрезерном станке простым способом, например, посредством соскабливания или фрезерования. Небольшие отклонения от требуемых размеров залитых катушек можно компенсировать преимущественно за счет изменений при обработке внутреннего резервуара, без необходимости изменения наружного резервуара. Кроме того, значительно уменьшаются механические воздействия при извлечении залитой катушки по сравнению с известными способами заливки, поскольку для внутреннего резервуара используется мягкий и легко поддающийся плавке материал. Тем самым обеспечивается возможность изготовления катушек с размерами от нескольких метров с высокой точностью и большим выходом качественных изделий. При формовании залитой катушки нет необходимости в компромиссах с целью облегчения ее механического извлечения, например, в наклоне стенок, что нежелательно при последующем применении катушки.
Преимущественные и другие варианты выполнения предложенного в изобретении устройства следуют из зависимых от пункта 1 пунктов формулы изобретения. Согласно этому, устройство дополнительно имеет следующие признаки:
- так материалом для внутреннего резервуара может быть смесь из алифатических углеводородов. В частности, материалом может быть парафин или микровоск. Применение этих материалов позволяет изготовить внутренний резервуар с особенно малыми затратами. Кроме того, парафины и микровоски являются экологически безопасными и могут использоваться повторно.
Поскольку парафины и микровоски обладают влагозащитными и изолирующими свойствами, то их частицы, которые могут остаться на поверхности залитой катушки, не оказывают на нее вредное воздействие:
- форма для заливки может содержать крышку. Таким образом, форму для заливки можно закрыть после установки катушки в заливаемом объеме с помощью крышки. Крышка может соединяться с уплотнением с наружным резервуаром;
- на крышку можно нанести разделительный слой, в особенности, из материала PTFE. Это облегчает процесс отделения крышки от залитой катушки и процесс открывания крышки после заливки;
- устройство может быть оснащено нагревательным устройством, датчиком температуры и регулятором, посредством которого, в зависимости от измеренных значений датчика температуры, регулируется температура;
- устройство может быть оснащено приспособлением для удаления воздуха из заливаемого объема и/или подачи воздуха в заливаемый объем. Это позволяет вводить компаунд и отверждать заливаемый материал в вакууме, а также подавать воздух в заливаемый объем перед открыванием крышки;
- устройство может быть оснащено сливным устройством для слива материала внутреннего резервуара;
- заливаемый объем устройства может иметь форму петли, то есть двойную взаимозависимую конфигурацию, так, чтобы заливаемый объем оптимально использовался для размещения одной или нескольких катушек. В этом случае внутренний и наружный резервуары имеют, соответственно, одну внутреннюю и одну наружную стенку.
Преимущественные и другие варианты выполнения предложенного в изобретении способа эксплуатации следуют из зависимых от пункта 9 пунктов формулы изобретения. В соответствии с этим, способ дополнительно имеет следующие признаки:
- после отверждения заливочного компаунда, для отделения залитой катушки, внутреннему резервуару можно придать свойства текучести или размягчить его посредством нагрева до температуры от 45 градусов Цельсия до 225 градусов Цельсия. Это позволяет обеспечить особенно бережное извлечение залитой катушки из устройства, так, чтобы дополнительно избежать механических воздействий на катушку при ее извлечении;
- в этом случае сжиженный или размягченный заливочный компаунд можно слить через сливное устройство;
- наружный резервуар может выкладываться материалом внутреннего резервуара многократно и использоваться каждый раз с изготовленным таким образом внутренним резервуаром для выполнения процесса заливки. Такой часто применяемый принцип повторного использования внешнего резервуара позволяет выполнять процесс заливки с минимальными затратами, поскольку затраты на наружный резервуар значительно выше, чем затраты на внутренний резервуар;
- заливаемую катушку можно устанавливать в устройстве в заливаемую емкость, по меньшей мере, на расстоянии проставки. Это позволяет дополнительно изолировать катушку заливочным материалом, так, чтобы намотанные провода катушки были дополнительно защищены от внешних механических, химических и электрических воздействий;
- в устройстве, в заливаемую емкость, можно устанавливать несколько отдельных катушек и заливать их вместе в одно тело катушки. При этом между катушками можно устанавливать, по меньшей мере, одну проставку;
- из заливаемой емкости устройства воздух можно удалять до или после заливки заливочного компаунда.
Далее изобретение описывается помимо предпочтительных примеров выполнения со ссылкой на зависимые представленные в схематичном виде чертежи, на которых показано:
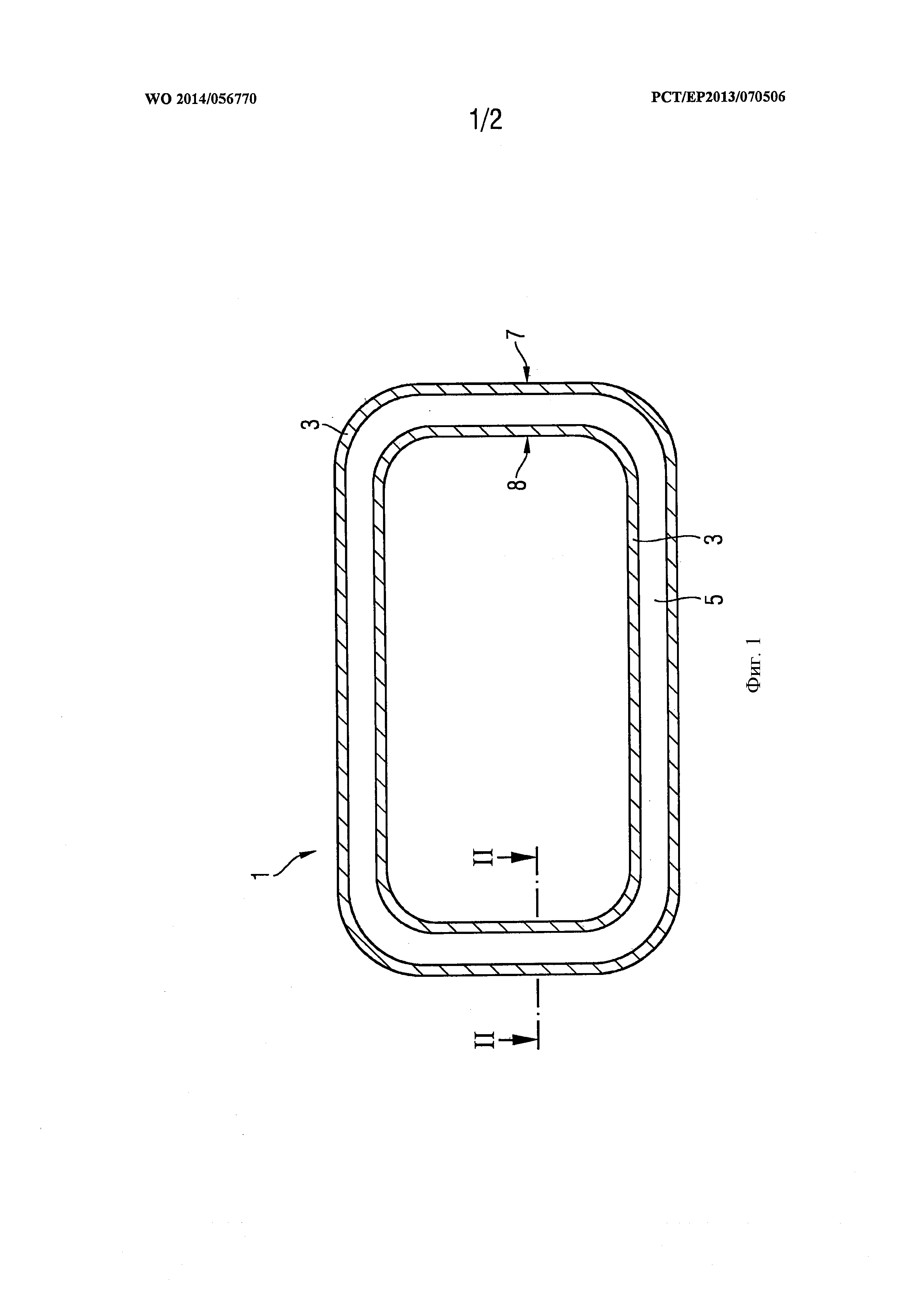
фиг. 1 - форма для заливки сверхпроводящих катушек в схематичном виде; и
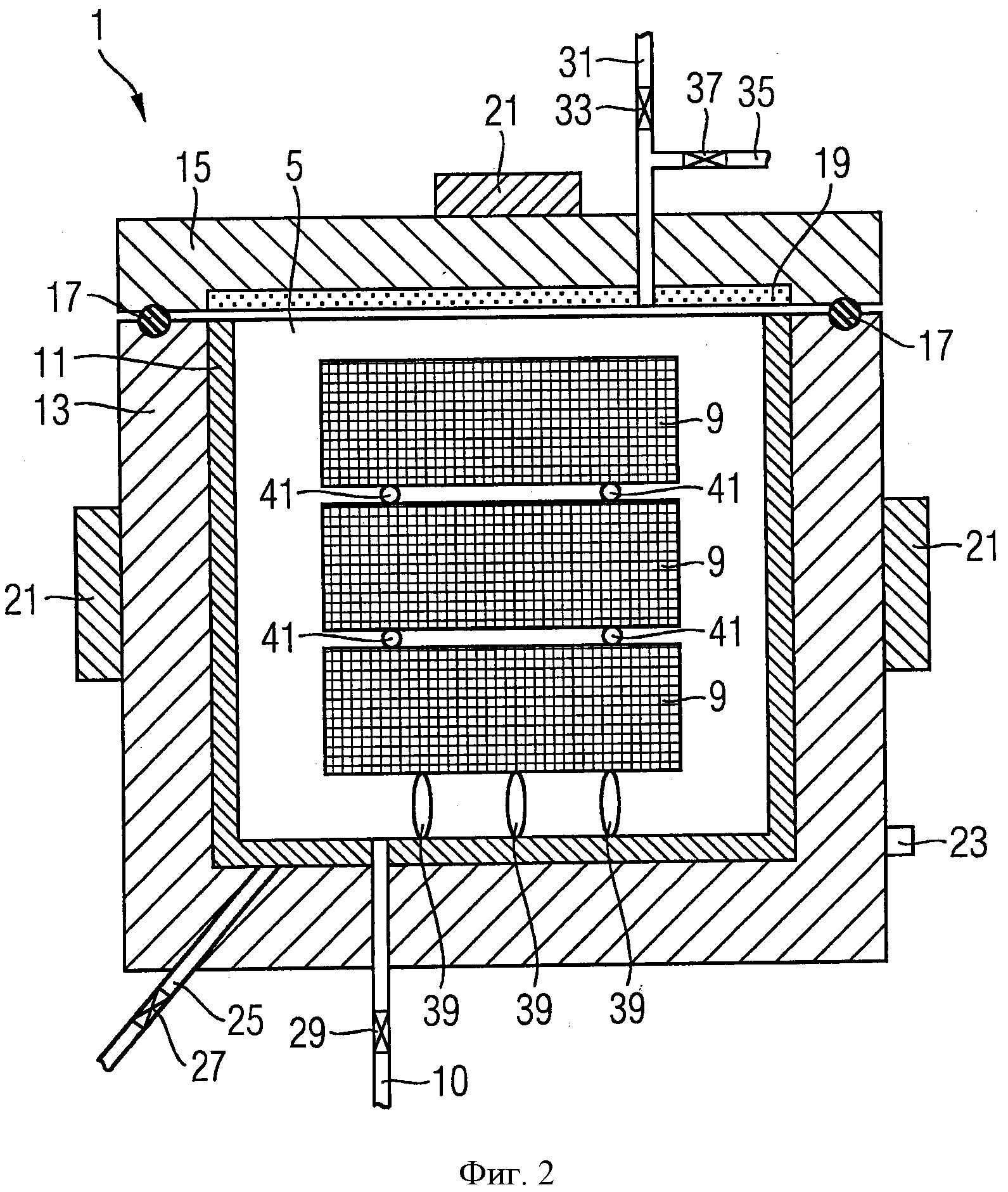
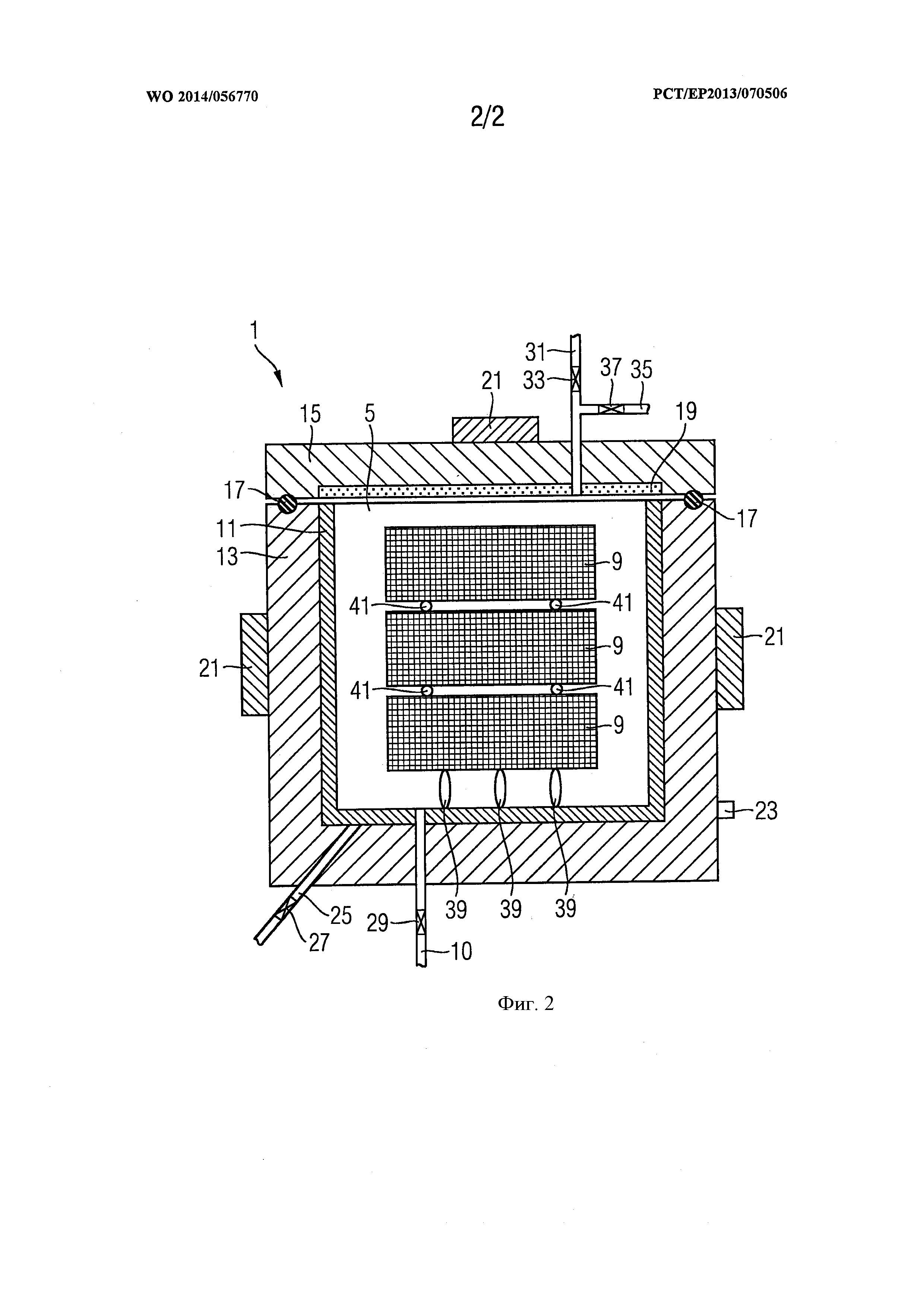
фиг. 2 - сечение вдоль плоскости II, показанной на фиг. 1, которое более детально поясняет конструкцию формы для заливки.
На фиг. 1 в качестве примера показан вид формы 1 для заливки сверхпроводящей прямоугольной катушки. На этом виде для наглядности показаны только очевидные составные части, а именно наружный резервуар 3 и заливаемая емкость 5, которая по своей форме соответствует заливаемой катушке. В этом примере наружный резервуар 3 имеет наружную стенку 7 и внутреннюю стенку 8, так что в середине образуется свободное полое пространство. Возможны также другие примеры форм для заливки, в которых нет внутренней стенки, а заливаемая емкость 5 состоит из одной емкости. Альтернативно показанной форме прямоугольника со скругленными углами форма заливаемой емкости может быть, например, также круглой или овальной. В предпочтительном варианте выполнения наружный резервуар 3 выполнен из алюминия, который, как тяжелый, недеформируемый материал, пригоден для изготовления таких форм.
На фиг. 2 показана часть формы для заливки 1, в сечении вдоль плоскости II, обозначенной на фиг. 1; на фиг. 2 подробно изображена конструкция формы для заливки I, в которой заливаемая емкость 5 заполнена устройством катушки 9. Как можно видеть на этом чертеже, форма для заливки 1 содержит наружный резервуар 13 и крышку 15, которые соединяются друг с другом уплотнением 17. В частности, уплотнение 17 предотвращает прохождение и выход газов, и вытекание смолы при заливке. В этом примере уплотнением 17 является уплотнительное кольцо круглого сечения из каучука. Наружный резервуар 3 выложен внутренним резервуаром 11, материалом которого в этом примере выполнения является твердый парафин с температурой плавления 55 градусов Цельсия. Внутренний резервуар 11 может изготавливаться, например, посредством полного заполнения наружного резервуара 3 расплавленным твердым парафином и последующего выдалбливания внутренней полости. Средняя толщина слоя внутреннего резервуара 11 в этом примере составляет 2 мм, причем сохранение высокой точности изготовления, допуск которой составляет 100 мкм, достигается посредством локальных отклонений от средней толщины слоя. Дополнительная обработка внутреннего резервуара 11 для достижения требуемой геометрии и качества поверхности может выполняться, например, с помощью фрезерного станка с охлаждаемой фрезерной головкой.
В заливаемую емкость 5 в показанном примере выполнения помещены три катушки 9, причем катушки 9 удерживаются на расстоянии от внутреннего резервуара 11 посредством нескольких штук проставок первого типа 39, а друг от друга катушки 9 отделены посредством нескольких штук проставок второго типа 41. При этом нижняя катушка в большинстве случаев также окружается заливочным компаундом, и промежуточное пространство между катушками заполняется заливочным компаундом. Дополнительно к показанным здесь проставкам второго типа 41 между катушками 9 также могут размещаться теплозащитные экраны, например, из меди, для улучшения охлаждения катушек. В представленном примере имеется устройство 10 для заливки заливочного компаунда, посредством которого заливаемая емкость 5 соединяется с не показанным здесь баком с заливочным компаундом с помощью вентиля для заливочного компаунда 29. Заливочным компаундом может быть, например, смесь из эпоксидной смолы и амина, которая после изготовления смеси в течение нескольких часов затвердевает при комнатной температуре. Дополнительно показанное устройство содержит присоединительный элемент для создания вакуума 31, посредством которого воздух из заливаемой емкости 5 может удаляться через вакуумный вентиль 33. После заливки катушек 9 заливаемая емкость может снова наполняться воздухом посредством присоединительного элемента для подачи воздуха 35 с помощью воздушного клапана 37, а также в нем может создаваться превышение давления во время затвердевания заливочного компаунда. Альтернативно также возможно заполнение объема другим газом или смесью газов.
Устройство в показанном примере выполнения оснащено, кроме того, нагревательными устройствами 21, датчиком температуры 23 и не показанным здесь регулятором, который регулирует температуру наружного резервуара 3 в зависимости от результатов измерения датчика температуры 23. Нагревательные устройства 21 в этом примере выполнены в виде нагревателей с нагревательной спиралью, а датчиком температуры 23 является термоэлемент или температурный датчик Pt100. Таким образом, после заливки катушки 9 температура внешнего резервуара 3 повышается настолько, что твердый парафин во внутреннем резервуаре 11 расплавляется, и залитые катушки можно вынуть из формы для заливки, открыв крышку 15. Крышка 15 предусмотрена в этом примере с изоляционной прокладкой 19, которая выполнена из PTFE. Эта изоляционная прокладка 19 облегчает процесс отделения крышки 15 от залитых катушек 9 и, тем самым, процесс открывания крышки 15 после заливки. Альтернативно крышка 15 может быть покрыта материалом внутреннего резервуара 11, то есть, например, твердым парафином, или может быть выполнена полностью из материала, который не обладает свойствами адгезии, т.е. например, полностью состоять из парафина или PTFE.
В этом примере выполнения форма для заливки, кроме того, предусмотрена со сливным устройством 25, посредством которого можно сливать расплавленный материал из внутреннего резервуара 11 через сливной клапан 29. Затем залитые катушки 9 можно вынуть из заливаемой емкости 5 без больших механических воздействий. Такой особенно щадящий способ извлечения катушки имеет также то преимущество, что стенки формы для заливки не должны выполняться коническими, чтобы обеспечить извлечение катушек. Таким образом, на геометрическую форму залитых катушек здесь не оказываются отрицательные воздействия данного способа заливки. Кроме того, с помощью представленной формы для заливки можно выполнять несколько процессов заливки. При каждом таком процессе изготовления только необходимо заново изготовить внутренний резервуар 11, и посредством необходимой дополнительной обработки привести его размеры в соответствие с актуальными на данный момент геометрическими требованиями.
Возможность поддержания непрерывности электропитания для ветряной турбины
Двухосный привод
Трансформатор с зависимым от температуры охлаждением
Топливный бак рельсового транспортного средства и рельсовое транспортное средство с указанным топливным баком
Бестрансформаторный многоуровневый преобразователь среднего напряжения и способ для управления бестрансформаторным многоуровневым преобразователем среднего напряжения
Пневматическое тормозное устройство для рельсового транспортного средства с прямым электропневматическим тормозом
Лента защиты от коронного разряда и электрическая машина
Способ и устройство для прокатки металлической полосы с изменяющейся толщиной
Способ и устройство для изготовления заготовки из металла
Нелинейный способ предварительного кодирования для цифрового вещательного канала
Узел деталей работающей на текучей среде энергомашины, способ монтажа
Устройство с ходовой частью
Инжекционное охлаждение роторных лопаток и статорных лопаток газовой турбины

