Результат интеллектуальной деятельности: Способ изготовления изделий из папье-маше
Вид РИД
Изобретение
Изобретение относится к области изготовления изделий из папье-маше под художественную роспись.
Известен способ изготовления изделий из папье-маше по роспись, когда ленты картона обмазывают с пропиткой природным клеем, а при навивке на болванку проклеивают клеем на основе поливинилацетата и его производных с последующим стягиванием жгутом и выдержкой 48-60 час при 30-40°С, после этого шкурят до идеальной гладкости и несколько раз обильно пропитывают лаком и сушат при 60-70°С в первый раз в течение часа. А в каждый последующий - 15-20 мин (патент РФ №2132781, МПК В44С 5/00, В32В 13/08).
Недостатком способа является отсутствие масляной пропитки склеенных и навитых листов картона, что снижает его пластичность, приводит к появлению трещин при придании папье-маше скругленных и изогнутых форм.
Наиболее близким к заявляемому способу является способ изготовления изделий из папье-маше, заключающийся в том, что бумажный материал навивают на оправку, послойно покрывают материал гомополимерной поливинилацетатной дисперсией, прессуют, сушат при комнатной температуре, снимают заготовку с оправки, пропитывают смесью керосина и растительного масла, высушивают (при 80-85°С), в течение 30-40 дней, разрезают на части, соответствующие размерам изделия, обработку поверхности осуществляют грунтованием и шпатлеванием (патент РФ №2127785, кл. D21J 3/10).
Недостатком способа является использование полимерной поливинилацетатной дисперсии как клеящего средства, так как ее проникновение в слой картона препятствует впитыванию картоном масла, что приводит к длительной масляной пропитке и использованию керосина как разрыхлителя. Длительность пропитки и присутствие керосина разрыхляет структуру картона и приводит к снижению прочностных показателей изделий из папье-маше различных форм.
Целью способа является сокращение длительности технологического процесса за счет ускорения пропитки заготовки с сохранением формы при одновременном повышении прочности изделий из папье-маше.
Поставленная задача достигается тем, что бумажный материал навивают на болванку, соответствующую форме изделия, послойно покрывают клеящим средством, прессуют, сушат, пропитывают заготовку растительным маслом, высушивают, разрезают на части, соответствующие размерам изделия, и обрабатывают поверхность изделия, при этом новыми признаками являются послойное проклеивание бумажного материала мучным клейстером, приготовленным из пшеничной муки с массовой долей сырой клейковины не менее 28% и воды в соотношении 1:3,5, причем стороны навитого проклеенного бумажного материала на болванке подвергают прессованию под давлением 490*104 Па в течение 10-15 мин, а перед сушкой заготовку с влажностью 65-70% снимают с болванки, пропитывают при температуре 75-80°С в течение 90-130 мин льняным маслом с добавлением до 3% объемных изопропилового спирта с дальнейшей сушкой заготовки при нагревании до постоянной массы, в режиме - 6 дней не менее 60°С, с последующим увеличением температуры на 10°С, доводя значение температуры до 110°С.
Разрезают заготовки на части по размерам изделия.
Шлифуют нарезанные заготовки для удаления неровностей и придания форме скругленности, собирают шпатлюют, грунтуют, шлифуют внутреннюю и внешнюю поверхность заготовки, красят 2-3 раза масляными красками, 2-3 раза покрывают заготовку для росписи лаком, при этом после каждого нанесения слоя лака высушивают его на заготовке при температуре 60-70°С.
Существенными признаками созданного решения является вся заявляемая совокупность признаков, обеспечивающих достигаемые результаты, указанные выше.
Пример осуществления способа. Бумажный материал в виде картона переплетного марки Б толщиной 0,8 мм разрезают на ленты, ширина которых согласуется с размерами изделий из папье-маше.
Для будущих изделий цилиндрической формы или формы параллелепипеда листы картона от 8 до 15 штук навивают вручную методом стягивания и скручивания по часовой стрелке на деревянные болванки круглого или прямоугольного сечения, при этом каждый слой картона проклеивают мучным клейстером, приготавливающимся из пшеничной муки с массовой долей сырой клейковины не менее 28% и воды в соотношении 1:3,5. Проклеенный и навитый на болванку картон удерживают 10-15 мин на болванке круглого сечения жгутом, а стороны навитого и проклеенного картона на болванке прямоугольного сечения подвергают прессованию под давлением 490*104 Па в течение 10-15 мин. Далее многослойные картонные заготовки, которые имеют относительную влажность 65-70%, снимают с болванки и высушивают при комнатной температуре до постоянной массы. Среднее время высушивания 7 дней при навивке 8 листов картона и 14 дней при навивке 15 листов картона.
Проклеенные и высушенные заготовки всех форм пропитывают льняным маслом с добавлением 2-3% объемных изопропилового спирта, при этом полностью погружают заготовки в льняное масло с изопропиловым спиртом. Температура пропитывания 75-80°С, время обработки 90-130 мин. Вынутые после пропитки заготовки высушивают до постоянной массы, используя следующий режим сушки - 6 дней при 60°С, далее каждый день увеличивают температуру на 10°С, доводя значение температуры до 110°С. В среднем время сушки занимает от 21 дня при навивке 8 листов картона до 28 дней при навивке 15 листов картона. Высушенные до постоянной массы заготовки разрезают на части, соответствующие деталям изделия.
Поверхности высушенных изготовленных способом заготовок шлифуют в зависимости от формы будущего изделия на станке комбинированном токарно-шлифовочном D20, станке шлифовочном (горизонтально-ленточном) SAN132, станке для тарельчатого шлифования JDS-12 для удаления неровностей и придания форме скругленности, собирают, шпатлюют алкидной шпатлевкой на водной основе, грунтуют высокоадгезионной масляной грунтовкой, шлифуют вручную внутреннюю и внешнюю поверхность заготовки, красят заготовки 2-3 раза масляными красками, высушивают при комнатной температуре после каждого нанесения краски, при этом после каждого нанесения краски и высушивания удаляют неровности и шероховатости, покрывают заготовку лаком, покрытие осуществляют 2-3 раза при помощи распылителя, после каждого нанесения лака производят его высушивание в сушильной камере при 60-70°С.
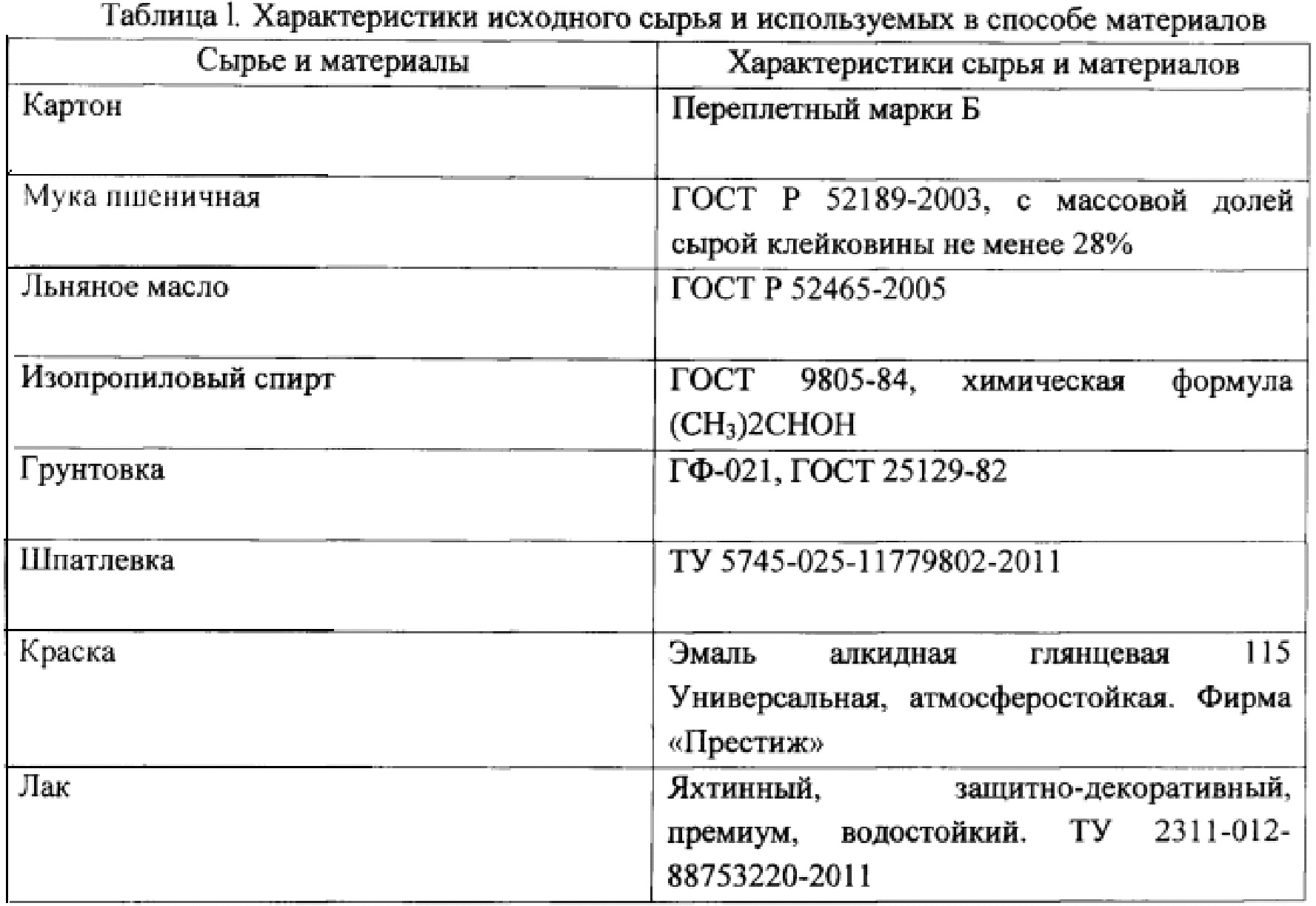
В таблице 1 приведены характеристики исходного сырья и используемых в способе материалов.
В таблице 2 представлены остальные примеры осуществления способа.
Качество изделия из папье-маше улучшается за счет строгой последовательности операций способа, в том числе: послойного проклеивания картона мучным клейстером, приготавливающимся из пшеничной муки высшего сорта с массовой долей сырой клейковины не менее 28% и воды в соотношении 1:3,5; прессования сторон навитого и проклеенного картона на болванке под давлением 490*104 Па в течение 10-15 мин; снятия заготовки с влажностью 65-70% с болванки перед сушкой; пропитывания при температуре 75-80°С в течение 90-130 мин льняным маслом с добавлением до 3% объемных изопропилового спирта с дальнейшей сушкой заготовки до постоянной массы, в режиме - 6 дней не менее 60°С, с последующим увеличением температуры на 10°С, доводя значение температуры до 110°С.
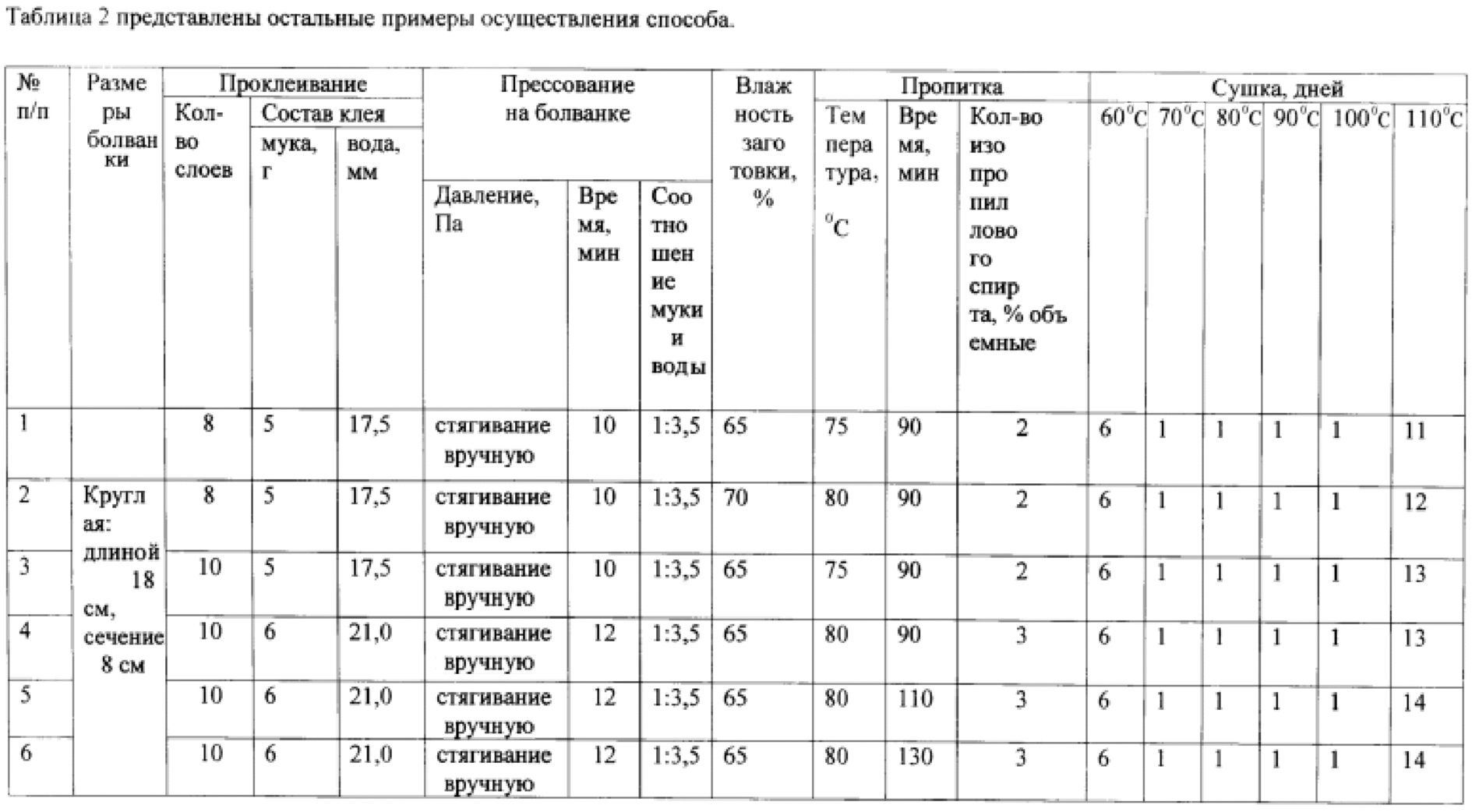
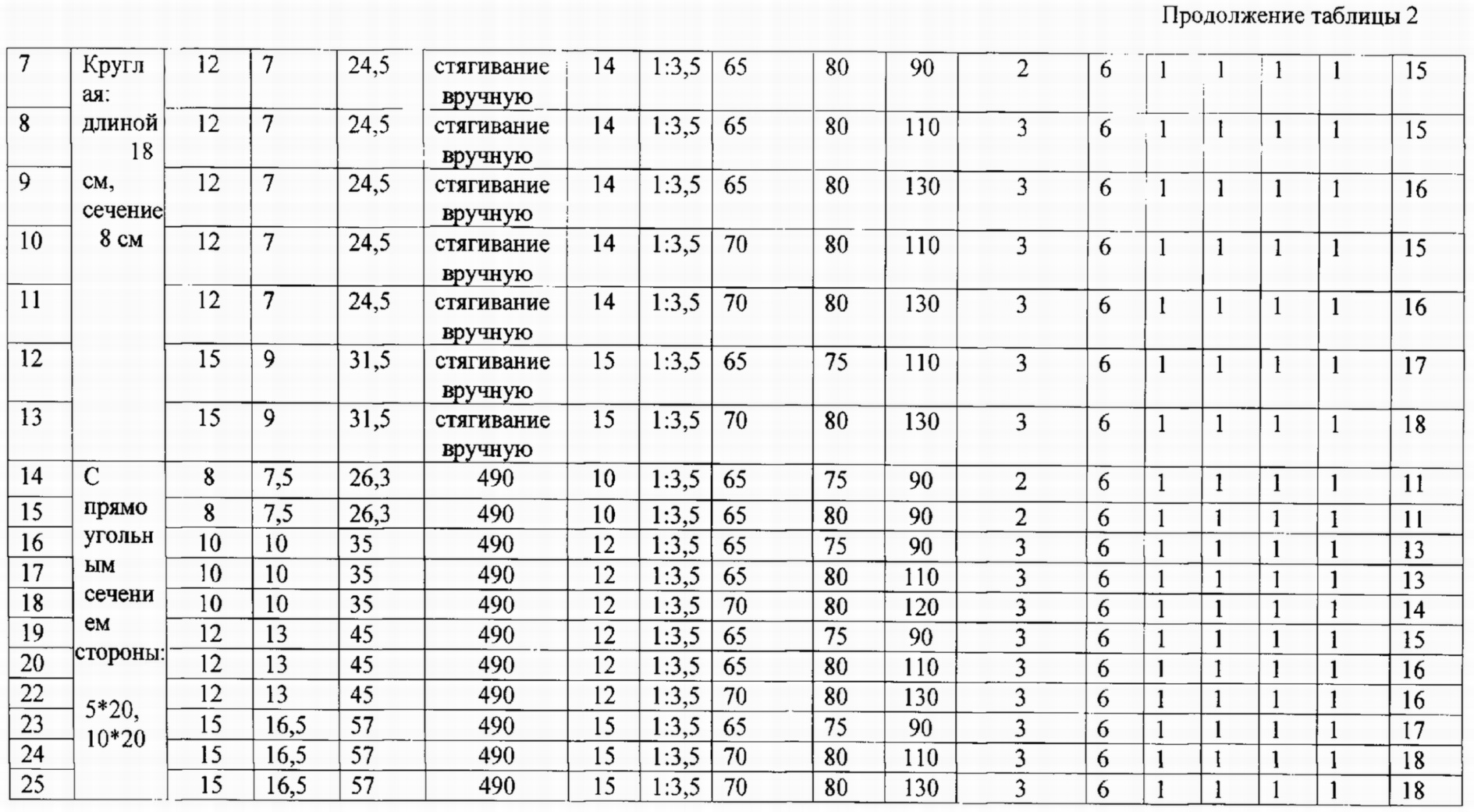
Анализ данных таблицы 2 позволяет сделать следующие выводы:
- количество слоев картона связано в способе изготовления папье-маше со всеми параметрами процесса, поэтому выход за пределы характеристик системно нарушает получение прочного папье-маше. Изменение количества слоев в большую сторону (от 16) приводит к увеличению расхода мучного клея, увеличению длительности процесса прессования, увеличению длительности сушки при комнатной температуре до 65% влажности, увеличению времени пропитки с добавлением 3% объемных изопропилового спирта и увеличению времени сушки;
- при увеличении навиваемых слоев картона независимо от сечения и размеров болванки увеличивается расход муки и воды в мучном клее, а также время сушки заготовок после пропитки;
- для минимального количества (8) навитых на болванку любой формы и проклеенных листов картона оптимальное количество изопропилового спирта при пропитке равно 2 мл, при этом сушка в требуемом режиме по количеству дней минимальна по отношению к большему количеству картона;
- при увеличении навитых на болванку слоев картона любой формы с 10 и более оптимальное количество изопропилового спирта в пропитке заготовки - 3 мл, что обеспечивает лучшую впитываемость масла картоном, и тем самым увеличивается время сушки заготовок;
- поднятие температуры при пропитке влияет на количество масла, вошедшего в заготовки, что увеличивает продолжительность сушки при 110°С;
- изменение влажности заготовок перед пропиткой на 5% (с 65 до 70%) не оказывает существенного влияния на характеристики пропитки и сушки заготовок.
Качество изделий определяют органолептически - визуально и на ощупь. Поперечный разрез пропитанных и высушенных частей папье-маше, рассмотренный при увеличении в 5 раз, доказывает 100% пропитанность их льняным маслом, отсутствие поверхностной и внутренней распушенности бумажных волокон, что является объективной причиной высокой прочности подготовленного для художественной росписи изделия. Изделия не растрескиваются и на ощупь гладкие, не имеющие неровностей, шероховатостей.
Длительность пропитки уменьшается на 50 мин, а время сушки пропитанных заготовок сокращается на 12 дней в сравнении с прототипом.
Заявленный способ изготовления изделий из папье-маше позволяет сократить длительность технологического процесса, получить прочные изделия, обладающие такими эстетическими показателями, как гладкой лаковой поверхностью, глубоким прокрашенным фоном для художественной росписи, разнообразием форм, позволяющим создавать шкатулки, чайницы, конфетницы, тубусы, пудреницы, броши и иные изделия.
Способ изготовления изделий из папье-маше, заключающийся в том, что бумажный материал навивают на болванку, соответствующую форме изделия, послойно покрывают клеящим средством, прессуют, сушат, пропитывают заготовку растительным маслом, высушивают, разрезают на части, соответствующие размерам изделия, и обрабатывают поверхность изделия, отличающийся тем, что послойное проклеивание бумажного материала осуществляют мучным клейстером, приготовленным из пшеничной муки с массовой долей сырой клейковины не менее 28% и воды в соотношении 1:3,5, причем стороны навитого проклеенного бумажного материала на болванке подвергают прессованию под давлением 490*10 Па в течение 10-15 мин, а перед сушкой заготовку с влажностью 65-70% снимают с болванки, пропитывают при температуре 75-80°C в течение 90-130 мин льняным маслом с добавлением до 3% объемных изопропилового спирта с дальнейшей сушкой заготовки при нагревании до постоянной массы, в режиме - 6 дней не менее 60°C, с последующим увеличением температуры на 10°C, доводя значение температуры до 110°C.Набор синтетических олигонуклеотидных праймеров для выявления рнк вируса бешенства и способ выявления рнк вируса бешенства с помощью синтетических олигонуклеотидных праймеров в полимеразной цепной реакции с обратной транскрипцией (от-пцр)
Демпфирующая сталь и изделие, выполненное из нее
Набор синтетических олигонуклеотидных праймеров для выявления рнк вируса бешенства и способ выявления рнк вируса бешенства с помощью синтетических олигонуклеотидных праймеров в полимеразной цепной реакции с обратной транскрипцией (от-пцр)
Демпфирующая сталь и изделие, выполненное из нее
Высокодемпфирующая сталь с регламентированным уровнем демпфирующих свойств и изделие, выполненное из неё
Способ получения непрерывнолитого слитка из сталей и сплавов с пониженной технологической пластичностью
Способ стимуляции репаративного ангиогенеза и регенерации кожного покрова собак при его повреждении методом генной терапии с использованием видоспецифичных генов белковых факторов vegf и fgf2 в ветеринарии и генетическая конструкция для реализации заявленного способа

