Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОПЛАЗМЕННОГО НАПЫЛЕНИЯ БИОСОВМЕСТИМЫХ ПОКРЫТИЙ НА ОСНОВЕ МАГНИЙСОДЕРЖАЩЕГО ТРИКАЛЬЦИЙФОСФАТА
Вид РИД
Изобретение
Изобретение относится к способам нанесения керамических биосовместимых покрытий и может быть использовано в медицине, а именно к челюстно-лицевой хирургии и травматологии для изготовления внутритканевых эндопротезов на титановой основе.
Известен способ получения биологически активного керамического покрытия на основе гидроксиапатита методом погружения (патент US на изобретение №6569489 B1, опубл. 27.05.2003), включающий несколько стадий. Сначала подготавливают подложку и получают водный раствор, имеющий уровень рН=6,0-7,5, температуру ниже или равную 100°C и содержащий ионы кальция, фосфата и карбонат-ионы. Затем погружают заготовку изделия в раствор и выдерживают в течение времени, достаточного для формирования керамического покрытия при pH раствора <8.0.
Однако в описанном выше способе не решена проблема формирования покрытия с развитой морфологией и высокими значениями адгезии.
Известен также способ изготовления внутрикостных имплантатов (патент РФ на изобретение №2443434, МПК A61L 27/02, A61L 27/06, A61L 27/12, A61F 2/28, В82B 3/00, опубл. 27.02.2012 г.), заключающийся в послойном напылении, при этом первым слоем напыляют титан дисперсностью 3÷5 мкм, дистанцией напыления 70÷80 мм и толщиной 5÷10 мкм, вторым слоем напыляют титан дисперсностью 50÷100 мкм, дистанцией напыления 100 мм, толщиной 50÷115 мкм, третьим слоем наносят механическую смесь титана дисперсностью 40÷70 мкм и гидроксиапатита дисперсностью 5÷10 мкм с соотношением 60÷80 и 20÷40 мас. % соответственно, дистанцией напыления 80 мм и толщиной слоя 15÷20 мкм, четвертый слой наносят дистанцией напыления 70 мм, толщиной 20÷30 мкм, а при приготовлении четвертого слоя смешивают порошки оксида алюминия или гидроксиапатита дисперсностью 40÷90 мкм с порошком гидроксиапатита дисперсностью менее 40 мкм или порошком оксида алюминия дисперсностью 1÷3 мкм в количестве 70÷95 мас. % и 5÷30 мас. % соответственно, смесь перемешивают, отжигают в течение 1,5÷3 ч и перетирают.
Однако данный способ не позволяет получить биосовместимое покрытие с развитой морфологией поверхности.
Наиболее близким к предлагаемому решению является способ электроплазменного напыления биокомпозиционных покрытий на основе β-трикальцийфосфата (Повышение остеоинтегративных свойств дентальных имплантатов путем электроплазменного напыления биокомпозиционных покрытий на основе β-трикальцийфосфата / Лясникова А.В., Воложин Г.А. // Стоматология, №8. - 2006. - С. 366-376). В состав процесса напыления входят несколько технологических операций, включающих подготовку поверхности имплантатов перед напылением, электроплазменное напыление биокомпозиционного покрытия, его окончательную обработку и контроль качества. Электроплазменное напыление трикальцийфосфатных покрытий осуществляется по технологии, включающей напыление подслоя порошка титана ПТС, затем смеси порошков титана и трикальцийфосфата в соотношении 3:1 и последующее финишное напыление трикальцийфосфата. Окончательная обработка имплантатов после напыления состоит в отжиге при температуре 250…300°C в течение 1 часа для снятия внутренних напряжений и стерилизации имплантатов. Заключительной операцией изготовления имплантатов является размерная обработка нанесенного покрытия в ультразвуковом поле.
К недостаткам данного способа напыления можно отнести необходимость использования дополнительного оборудования с целью формирования равномерного покрытия. Кроме того, в данном способе не решена проблема формирования покрытия с улучшенными функциональными характеристиками, такими как прочность.
Известно, что в костной ткани, дентине и эмали присутствует Mg2+ в виде примесных элементов, оказывая влияние на физиологию тканей. Магний в составе керамических порошков, в том числе предназначенных для компонентов биосовместимых покрытий, способствует повышению прочностных характеристик и оказывает благоприятное действие на протекание процесса остеоинтеграции.
Задача заявляемого способа заключается в получении методом электроплазменного напыления магнийсодержащего покрытия на основе трикальцийфосфата с развитым микрорельефом.
Технический результат заключается в получении покрытия с повышенными значениями адгезии и биосовместимости за счет применения магнийсодержащего трикальцийфосфата (Mg-ТКФ), используемого в качестве компонента, входящего в состав плазмонапыленного покрытия.
Поставленная задача решается тем, что при осуществлении способа электроплазменного напыления биосовместимых покрытий на основе магнийсодержащего трикальцийфосфата, заключающегося в предварительной подготовке поверхности имплантата воздушно-абразивной обработкой и ультразвуковым обезжириванием и последующем электроплазменном напылении подслоя из титана и биосовместимого слоя, согласно заявляемому техническому решению ультразвуковое обезжиривание проводят в водном растворе ПАВ при температуре до 40°C в течение 5-7 мин, электроплазменное напыление подслоя титана производят с дистанции напыления 120-150 мм в течение 12-15 с, при расходе плазмообразующего газа 20 л/мин, дисперсности не более 150 мкм и токе дуги 350 А, электроплазменное напыление порошка магнийсодержащего трикальцийфосфата производят с дистанции напыления 50-60 мм в течение 10-12 с, при расходе плазмообразующего газа 20 л/мин, дисперсности не более 90 мкм и токе дуги 350 А.
Изобретение поясняется с помощью чертежа - СЭМ (сканирующая электронная микроскопия) покрытия на основе Mg-ТКФ.
Способ осуществляют следующим образом.
Порошок на основе Mg-ТКФ получали в соответствии с разработанной ранее методикой. При проведении исследований полученного порошка было установлено, что порошок состоит из частиц правильной формы с плоскими гранями, что, несомненно, является положительным показателем при формировании биосовместимых покрытий плазменным напылением.
Предварительную подготовку имплантата осуществляют ультразвуковым обезжириванием в УЗ-ванне ПСБ-ГАЛС при частоте 18 кГц в водном растворе ПАВ при температуре до 40°C в течение 5-7 мин и последующей воздушно-абразивной обработке на аппарате АСОЗ 1.2 МЕГА порошком электрокорунда Белэкт №25 (ТУ 9391-094-45814830-2003) дисперсностью до 300 мкм в течение 10 мин.
Водный раствор ПАВ способствует равномерному очищению и обезжириванию загрязненной поверхности имплантата после механической обработки. Температура 40°C является оптимальной для процесса ультразвукового обезжиривания ввиду того, что температура ниже 40°C не способствует очищению поверхности имплантата от масляных загрязнений после механической обработки, а проведение процесса обезжиривания при температуре выше 40°C является нецелесообразным. Время проведения ультразвукового обезжиривания менее 5 мин не обеспечивает очистку поверхности имплантата от органических и неорганических загрязнений, а время обезжиривания более 7 мин является также нецелесообразным.
Далее осуществляют электроплазменное напыление подслоя из порошка титана, например, на полуавтоматической установке УПН-28 на предварительно обработанную титановую основу изделия с дистанции напыления 120-150 мм в течение 12-15 с, при расходе плазмообразующего газа 20 л/мин, дисперсности не более 150 мкм и токе дуги 350 А.
Формирование биосовместимого слоя производят электроплазменным напылением порошка Mg-ТКФ с дистанции напыления 50-60 мм в течение 10-12 с, при расходе плазмообразующего газа 20 л/мин, дисперсности не более 90 мкм и токе дуги 350 А.
В качестве плазмообразующего и транспортирующего газа для формирования биосовместимого покрытия используют аргон.
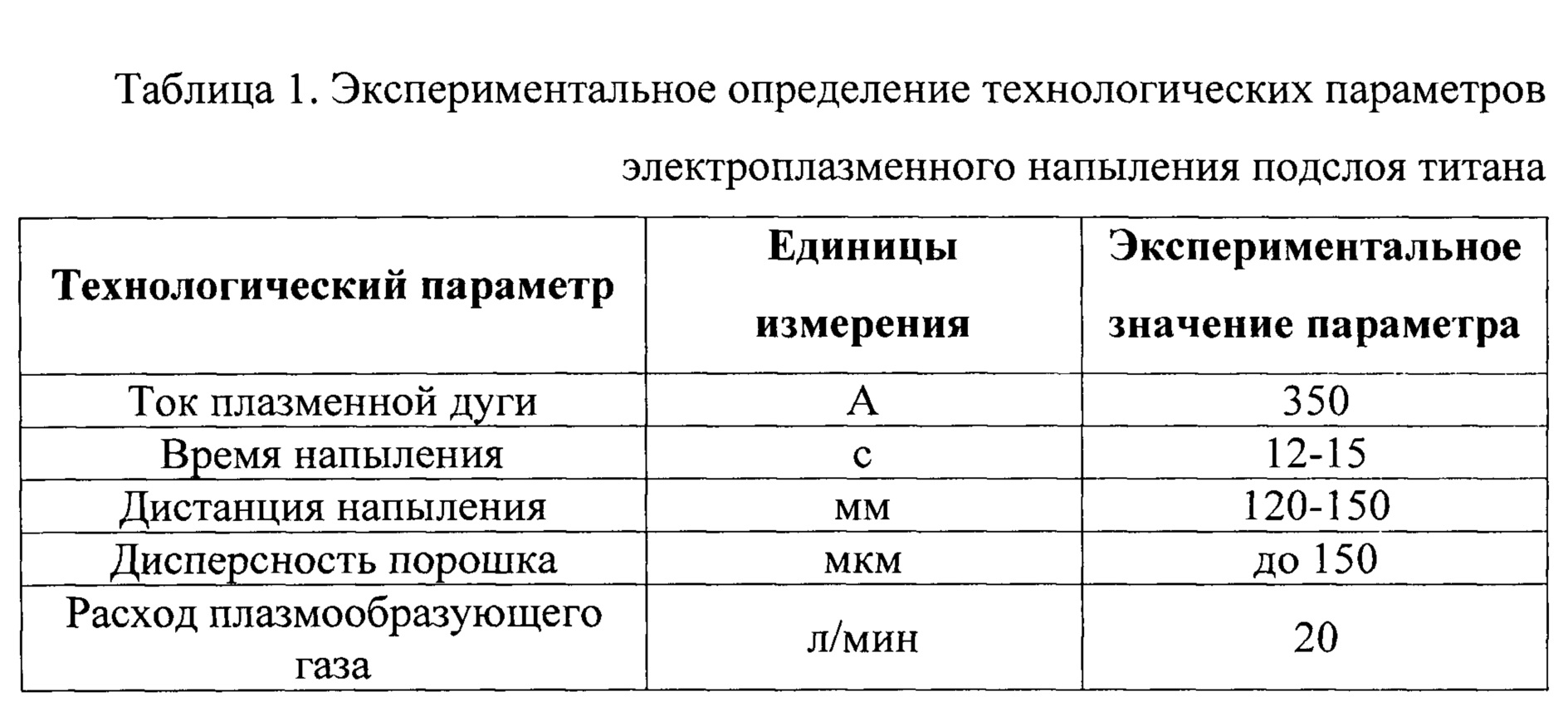
Ток дуги при электроплазменном напылении, время напыления, дистанция напыления, дисперсность порошка и расход плазмообразующего газа были получены экспериментальным путем, результаты которого представлены в таблице 1.
Выбранные технологические режимы электроплазменного напыления объясняются следующим образом.
Увеличение тока дуги (выше 350 А) значительно повышает энтальпию и температуру плазменной струи, а также температуру, скорость и дисперсность напыляемых частиц, что обусловливает рост плотности покрытия, производительности напыления и коэффициент использования материала, что может негативно отразиться на качестве покрытия. Наиболее рациональное регулирование тока дуги, параметров напыления и качества получаемого покрытия, в частности повышения прочностных характеристик, обеспечивается при токе дуги 350 А. При меньших значениях тока напыления (менее 350 А) не происходит достаточного проплавления частиц напыляемого порошка, что приведет к снижению адгезионно-когезионных характеристик.
Время напыления было определено экспериментальным путем в зависимости от типа используемого материала. Для небольшой длительности (менее 10-12 с) электроплазменного напыления характерен недостаточный прогрев частиц порошка и тонкий неравномерный слой покрытия, а при использовании большего времени (более 15-17 с) напыления, наоборот, - слишком толстый слой покрытия, что негативно сказывается на прочности сцепления покрытия с основой. Поэтому при электроплазменном напылении титанового подслоя в данном случае целесообразно использование времени, равного 12-15 сек.
Слишком малые (менее 50 мм) дистанции не обеспечивают необходимого прогрева частиц, а также значения их скорости создают опасность перегрева напыляемой поверхности и всего изделия, что может привести к их фазовому изменению, а чрезмерно большая дистанция (более 60 мм) вызывает падение температуры и скорости плазменного потока в зоне формирования покрытия. Поэтому оптимальной для заявляемого способа является дистанция напыления 50-60 мм.
Дисперсность частиц порошка титана выбирается из условия необходимости их быстрого нагрева до температуры плавления и распыления, поэтому наиболее рациональным является использование порошка титана с дисперсностью до 150 мкм.
Повышение расхода плазмообразующего газа снижает теплофизические характеристики потока частиц, плотность покрытия и эффективность напыления, увеличивая при этом дисперсность и скорость частиц. В зависимости от требуемых показателей дисперсности частиц и плотности покрытия следует устанавливать наименьший возможный расход плазмообразующего газа, в заявляемом способе он определен экспериментально и составляет 20 л/мин.
Электроплазменное напыление слоя Mg-ТКФ производят в течение 10-12 с при токе дуги 350 А, дистанции напыления до 50 мм, дисперсности до 90 мкм и расходе плазмообразующего газа 20 л/мин. Технологические режимы электроплазменного напыления порошка Mg-ТКФ выбираются из соображений, описанных выше.
Для полученного в соответствии с заявляемым способом плазмонапыленного покрытия была определена адгезия методом сдвига (ГОСТ 14759-69) на универсальной испытательной машине ИР 5082-100 (ООО «ИМПУЛЬС», г. Иваново) при скорости перемещения рабочей траверсы 0,5 мм/мин.
По методу нормального отрыва сдвига образцы попарно склеивали поверхностями с напыленным покрытием. В качестве клея использовали эпоксидную смолу ЭД-20 (ТУ 2252-003-62517430-01) с полиэтиленполиаминовым отвердителем. Чтобы склеивание получилось качественным, образцы прижимали друг к другу с помощью грузов и выдерживали при комнатной температуре в течение 24 часов.
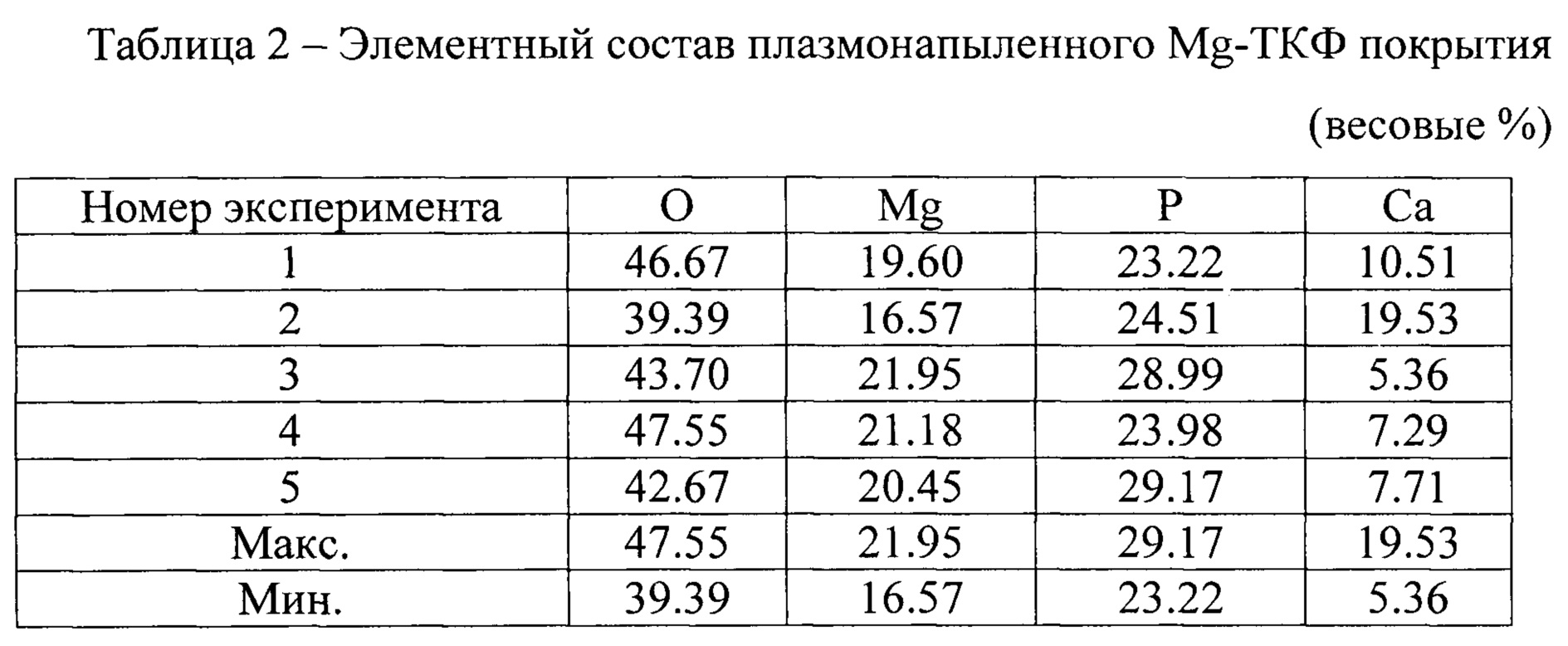
Адгезия определяется как среднее отношение усилия отрыва склеенных образцов к площади участка отрыва (ГОСТ 27890-88). Максимальное усилие, при котором произошел отрыв плазмонапыленного покрытия, составило 5.4 кН. Адгезия плазмонапыленного Mg-ТКФ покрытия составила 13-13,5 МПа, что превышает средние значения для немодифицированных порошков трикальцийфосфатов. Увеличение адгезии связано с получением более равномерной структуры плазмонапыленного Mg-ТКФ покрытия и присутствием в покрытии β-трикальцийфосфата (Таблица 2).
Таким образом, выбранные технологические режимы электроплазменного напыления (подслой Ti: дисперсность до 150 мкм, время напыления - 12-15 с, ток дуги - 350 А, дистанция напыления - 100-150 мм, расход плазмообразующего газа - 20 л/мин; слой Mg-ТКФ: дисперсность - до 90 мкм; время напыления - 10-12 с, ток дуги - 350 А, дистанция напыления - 50-60 мм, расход плазмообразующего газа - 20 л/мин) обеспечивают получение плазмонапыленного покрытия на основе порошка Mg-ТКФ с повышенными адгезионными характеристиками.
Микрофотографии поверхности и элементный анализ покрытия получали на автоэмиссионном сканирующем электронном микроскопе MIRA 2 LMU, производство фирмы Tescan, оснащенном системой энергодисперсионного микроанализа INСА Energy 350.
Плазмонапыленное покрытие представлено плотноупакованными частицами преимущественно округлой формы размерами 10-20 мкм, а также проплавленными плоскими частицами размером 30-90 мкм (Фиг., а). На поверхности крупных частиц располагаются наночастицы размером 20-100 нм (Фиг., b).
Элементный состав покрытия исследовался не менее чем в пяти точках поверхности образцов и показал наличие частиц магния во всех взятых пробах, максимальное содержание магния - 21,95 весовых % (таблица 2). В целом полученное покрытие имеет развитый микрорельеф и равномерную микроструктуру.
Таким образом, разработан способ электроплазменного напыления биосовместимых покрытий на основе магнийсодержащего трикальцийфосфата, которое обладает повышенными значениями адгезионных характеристик в среднем на 20%, что позволит использовать данные покрытия в изделиях, подверженных механическим нагрузкам. Кроме того, полученные покрытия обладают повышенной биосовместимостью за счет введения в структуру покрытия частиц магния, что оказывает благоприятное действие на протекание процесса остеоинтеграции
Способ электроплазменного напыления биосовместимых покрытий на основе магнийсодержащего трикальцийфосфата, заключающийся в предварительной подготовке поверхности имплантата воздушно-абразивной обработкой и ультразвуковым обезжириванием и последующем электроплазменном напылении подслоя из титана и биосовместимого слоя, отличающийся тем, что ультразвуковое обезжиривание проводят в водном растворе ПАВ при температуре до 40°С в течение 5-7 мин, электроплазменное напыление подслоя титана производят с дистанции напыления 120-150 мм в течение 12-15 с, при расходе плазмообразующего газа 20 л/мин, дисперсности не более 150 мкм и токе дуги 350 А, электроплазменное напыление порошка магнийсодержащего трикальцийфосфата производят с дистанции напыления 50-60 мм в течение 10-12 с, при расходе плазмообразующего газа 20 л/мин, дисперсности не более 90 мкм и токе дуги 350 А.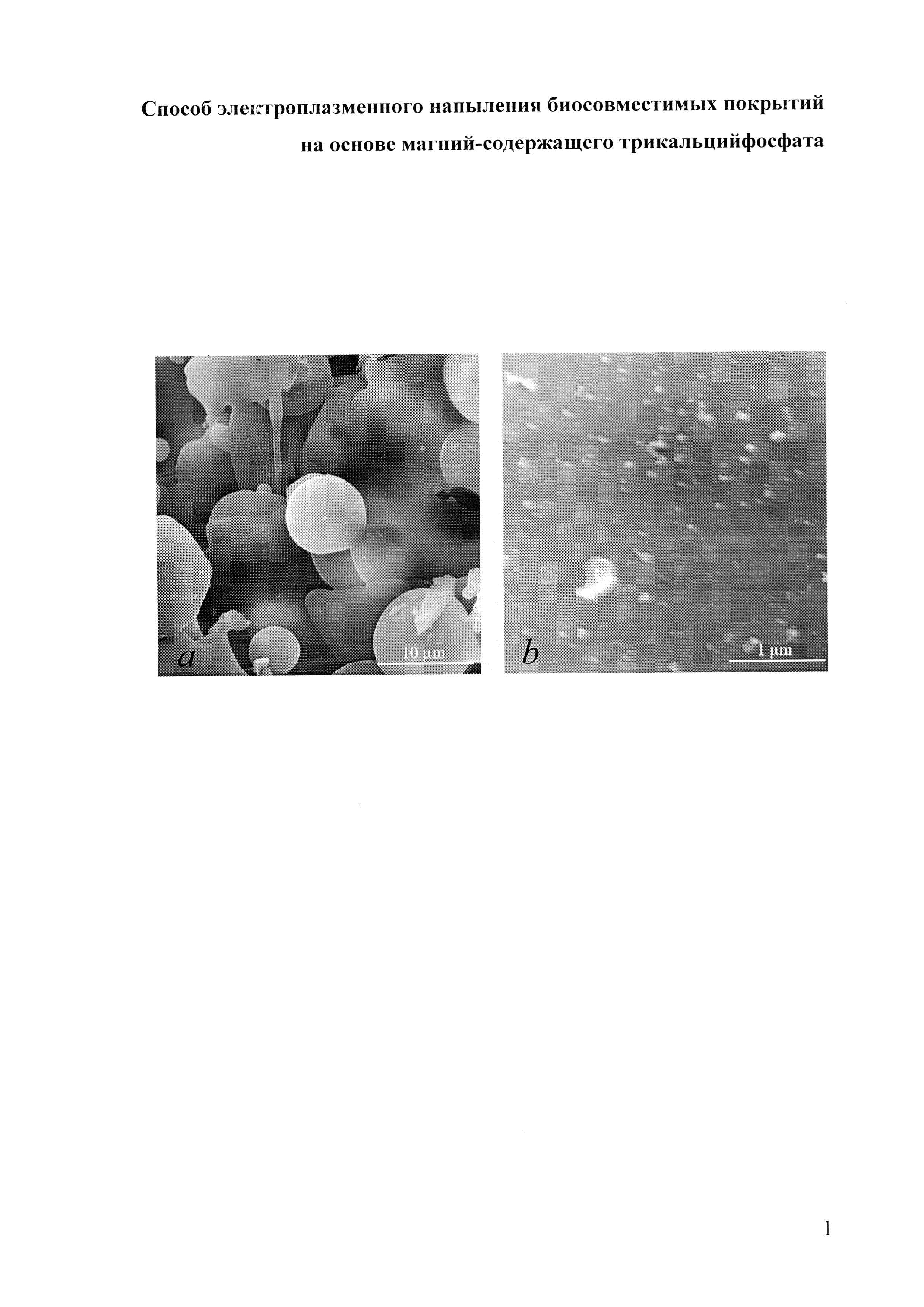
Способ комплектования шарикоподшипников
Способ упрочнения дорожек качения шарикоподшипника
Способ определения угла контакта в шариковом подшипнике
Способ макетирования крупногабаритных трехмерных объектов из пенопласта
Способ формирования трехмерного изделия в свч электромагнитном поле
Способ рекультивации объектов, оказывающих негативное действие на окружающую среду
Способ работы бинарной парогазовой тэц
Бетонная смесь
Пресс-форма для изготовления бетонных и железобетонных конструкций
Способ термической переработки высокосернистых горючих сланцев
Способ комплектования шарикоподшипников
Способ упрочнения дорожек качения шарикоподшипника
Способ определения угла контакта в шариковом подшипнике
Способ макетирования крупногабаритных трехмерных объектов из пенопласта
Способ формирования трехмерного изделия в свч электромагнитном поле
Способ рекультивации объектов, оказывающих негативное действие на окружающую среду
Устройство визуализации инфракрасного и терагерцового излучений
Способ работы бинарной парогазовой тэц
Бетонная смесь
Пресс-форма для изготовления бетонных и железобетонных конструкций

