Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ НА СТАЛЬНЫЕ ТРУБЫ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к устройству для нанесения электролитических покрытий на стальные трубы. Более конкретно, настоящее изобретение относится к устройству для нанесения электролитических покрытий на стальные трубы, предназначенному для нанесения электролитического покрытия на внутреннюю резьбу, выполненную на концевом участке стальной трубы в качестве элемента резьбового соединения.
УРОВЕНЬ ТЕХНИКИ
[0002] В нефтяных скважинах, скважинах для добычи природного газа и тому подобных (далее также совокупно называемых «нефтяными скважинами») для извлечения полезных ископаемых (например, нефти, природного газа и т.д.) применяются трубы нефтепромыслового сортамента. Трубы нефтепромыслового сортамента, которые представляют собой стальные трубы, конфигурированы последовательно связанными друг с другом, и для связывания используются резьбовые соединения.
[0003] Как правило, такие резьбовые соединения классифицируют на два типа: соединение муфтового типа и соединение интегрального типа. Резьбовое соединение муфтового типа составлено парой трубных изделий, которые должны быть соединены между собой, из которых одно представляет собой стальную трубу, которая является более длинной, и другое представляет собой муфту, которая является более короткой. В этом случае стальная труба снабжается наружной резьбой, сформированной на наружной окружной поверхности каждого концевого участка ее, и муфта снабжается внутренней резьбой, образованной на внутренней окружной поверхности каждого концевого участка ее. Наружную резьбу стальной трубы ввинчивают во внутреннюю резьбу муфты, создавая тем самым соединение между ними. Резьбовое соединение интегрального типа составлено парой стальных труб как трубных изделий, которые должны быть соединены между собой без использования отдельной муфты. В этом случае каждую стальную трубу снабжают наружной резьбой, сформированной на наружной окружной поверхности на одном из ее противолежащих концевых участков, и внутренней резьбой, образованной на внутренней окружной поверхности на другом ее конце. Наружную резьбу одной из стальных труб ввинчивают во внутреннюю резьбу другой из стальных труб, создавая тем самым соединение между ними.
[0004] В недавние годы, по соображениям улучшения технологичности изготовления труб нефтепромыслового сортамента, существует повышенная необходимость в применении резьбового соединения интегрального типа. Это обусловливается тем, что не требуется отдельная муфта.
[0005] Когда наращивают стальные трубы, на наружную резьбу и на внутреннюю резьбу наносят консистентную смазку (смазку для герметизации). Назначение этого состоит в предотвращении фрикционной коррозии в резьбах, а также для повышения эффективности герметизации резьбового соединения. Обычно в качестве консистентной смазки широко применяют смазочные материалы, регламентированные стандартами API (Американским Институтом Нефти) (далее также называемыми «API-смазкой»). API-смазка содержит тяжелые металлы, такие как Pb (свинец), и проявляет высокую смазочную способность.
[0006] В недавние годы стало более строгим природоохранительное законодательство. Таким образом, было ограничено применение API-смазки, и возникла потребность в применении консистентной смазки, не содержащей тяжелых металлов (далее называемой также «зеленой смазкой»). Однако зеленая смазка имеет более низкую смазочную способность, чем API-смазка. Вследствие этого, в случае применения зеленой смазки, необходимо наносить электролитическое покрытие, такое как медное покрытие, на поверхность по меньшей мере одной из наружной резьбы и внутренней резьбы. Цель этого состоит в предотвращении истирания металла в резьбах, чтобы компенсировать недостаточную смазочную способность.
[0007] Когда наносят электролитическое покрытие на резьбовое соединение муфтового типа, покрытие наносят на внутреннюю резьбу муфты. Резьбовые соединения, имеющие электролитическое покрытие на внутренней резьбе муфты, проявляют высокую надежность. Благодаря высокой надежности, когда наносят электролитическое покрытие также на резьбовое соединение интегрального типа, в большей степени желательно, чтобы покрытие наносилось на его внутреннюю резьбу на концевом трубном участке стальной трубы.
[0008] Японская Патентная Публикация № S63-6637 (Патентный Документ 1) раскрывает устройство для нанесения электролитического покрытия на участок с наружной резьбой, сформированной на одном из концевых трубных участков стальной трубы, то есть, на наружной окружной поверхности концевого трубного участка стальной трубы.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0009] Патентный Документ 1: Японская Патентная Публикация № S63-6637
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
[0010] Во время процесса электролитического осаждения, как правило, пока формируется электролитически осаждаемый слой, образуются пузырьки водорода, кислорода или тому подобные. Когда электролитическое покрытие наносят на наружную резьбу, образованную на наружной окружной поверхности концевого участка трубы, как раскрыто в Патентном Документе 1, газовые пузырьки быстро уходят с поверхности наружной резьбы и всплывают. Таким образом, газовые пузырьки не создают проблемы. Однако, когда электролитическое покрытие наносят на внутреннюю резьбу, сформированную на внутренней окружной поверхности концевого участка трубы, газовые пузырьки удерживаются, в особенности на верхней части внутренней окружной поверхности концевого участка трубы. Области, где остаются газовые пузырьки, становятся непреднамеренно оголенными участками.
[0011] Кроме того, как только процесс электролитического осаждения завершается, электролит должен быть немедленно удален из концевого участка трубы. Причина этого состоит в том, что развивается вызываемая электролитом коррозия и приводит к потускнению поверхности электролитически осаждаемого слоя. В этом отношении, при устройстве для нанесения электролитического покрытия, представленном в Патентном Документе 1, выгрузка израсходованного электролита из камеры занимает много времени, поскольку камера, в которой размещается концевой участок трубы и электролит, представляет собой полностью замкнутую систему. В результате этого, при допущении, что обрабатываемым объектом является стальная труба большого диаметра, если электролитическое покрытие наносят на внутреннюю резьбу на ее конце, в образованном на внутренней резьбе электролитически осаждаемом слое будет происходить потускнение.
[0012] Как правило, после выгрузки истощенного электролита, в камеру вводят воду вместо электролита для промывания концевого участка трубы водой. Если увеличивается количество отработанной воды от промывания водой, возрастают затраты на обработку отработанной воды. Таким образом, желательно сокращение количества отработанной воды.
[0013] Задачей настоящего изобретения является создание устройства для нанесения электролитического покрытия на стальные трубы, имеющего следующие характеристики:
- предотвращение удерживания газовых пузырьков, образованных во время процесса электролитического осаждения, независимо от размера стальной трубы;
- немедленное удаление истощенного электролита после процесса электролитического осаждения; и
- сокращение количества отработанной воды.
РЕШЕНИЕ ЗАДАЧИ
[0014] Устройство для нанесения электролитического покрытия на стальную трубу согласно одному варианту осуществления настоящего изобретения выполнено для нанесения электролитического покрытия на внутреннюю резьбу, выполненную на концевом участке стальной трубы.
Устройство для нанесения электролитического покрытия включает в себя: внутренний уплотнительный элемент; капсулу; выпуск; отверстие; цилиндрический нерастворимый анод и устройство для подачи электролита.
Внутренний уплотнительный элемент выполнен с возможностью расположения внутри стальной трубы и отделения внутренней части стальной трубы в месте, находящемся внутри в продольном направлении относительно области, на которой выполнена внутренняя резьба.
Капсула выполнена с возможностью герметичного присоединения к концевому участку трубы.
Выпуск выполнен в капсуле для выпуска из него находящегося внутри капсулы электролита.
Отверстие выполнено в капсуле для облегчения выпуска электролита, находящегося внутри капсулы.
Нерастворимый анод выполнен с возможностью размещения внутри концевого участка трубы, проходя, в то же время, через капсулу в герметичном сопряжении с капсулой.
Устройство для подачи электролита выполнено с возможностью подачи электролита внутрь концевого участка трубы, уплотненного внутренним уплотнительным элементом и капсулой.
Устройство для подачи электролита включает в себя патрубок для подачи электролита и множество форсунок.
Патрубок для подачи электролита проходит вдоль оси нерастворимого анода и выполнен с возможностью выступания из переднего конца нерастворимого анода внутрь концевого участка трубы. Форсунки присоединены к переднему концевому участку патрубка для подачи электролита для выпуска электролита между наружной окружной поверхностью нерастворимого анода и внутренней окружной поверхностью концевого участка трубы.
Нерастворимый анод имеет конфигурацию, не допускающую попадания выпускаемого из форсунок электролита в нерастворимый анод.
[0015] В вышеуказанном устройстве для нанесения электролитического покрытия отверстие предпочтительно размещено в верхней части капсулы и открыто в атмосферу, когда производится выпуск электролита после его истощения.
[0016] В вышеуказанном устройстве для нанесения электролитического покрытия конфигурация нерастворимого анода, которая не допускает попадания электролита, предпочтительно является такой, что на переднем конце нерастворимого анода предусмотрена крышка, и патрубок для подачи электролита проходит через крышку в герметичном сопряжении с крышкой.
ПРЕИМУЩЕСТВЕННЫЕ РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
[0017] Устройство для нанесения электролитического покрытия стальных труб согласно настоящему изобретению имеет следующие существенные преимущества:
- способность предотвращать удерживание газовых пузырьков, образованных во время процесса электролитического осаждения, независимо от размера стальной трубы;
- способность немедленно удалять истощенный электролит после процесса электролитического осаждения; и
- способность уменьшать количество отработанной воды.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018]
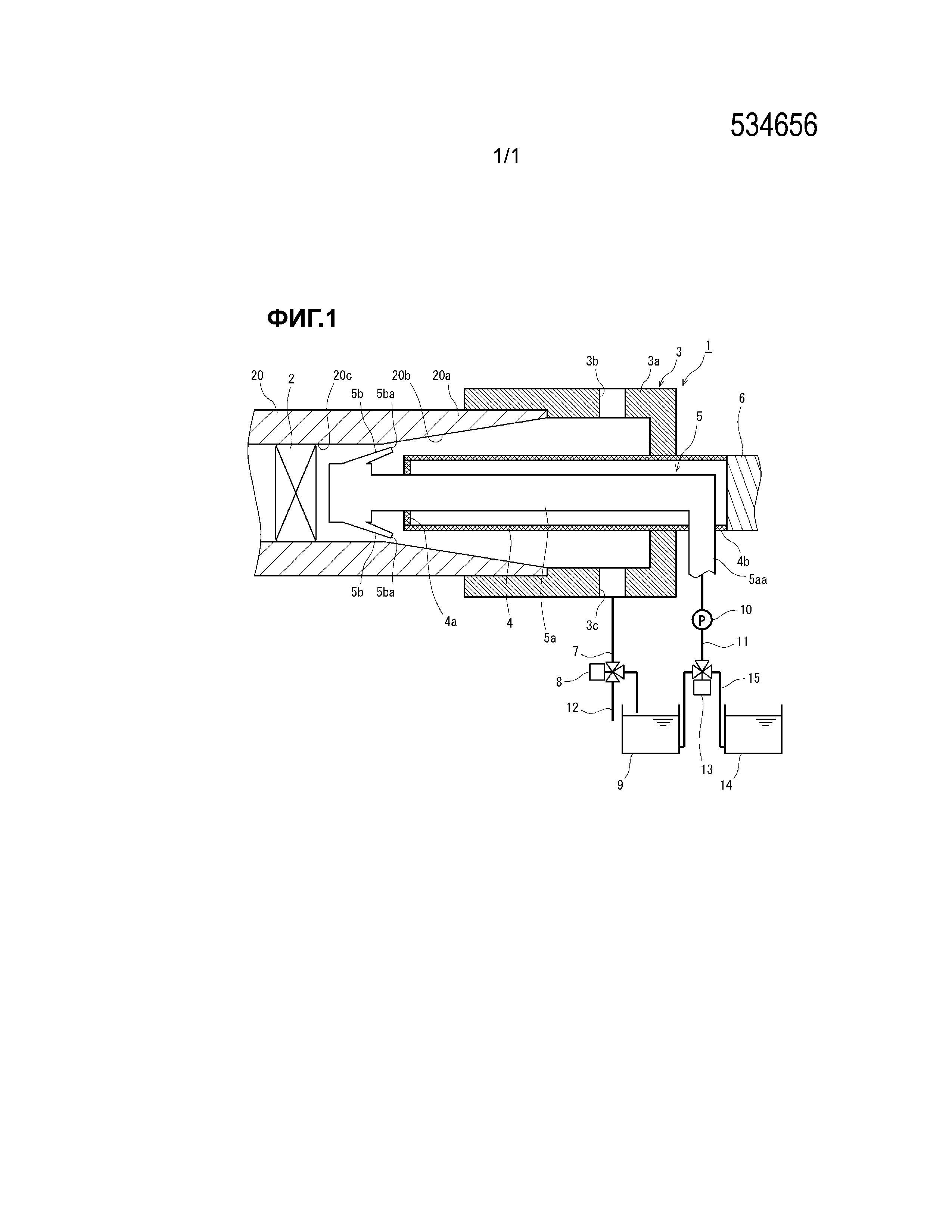
[ФИГ. 1] ФИГ. 1 представляет схематический вид в продольном разрезе, показывающий конфигурацию устройства для нанесения электролитического покрытия на стальные трубы, согласно одному варианту осуществления настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0019] Для достижения вышеуказанной цели, авторы настоящего изобретения провели обстоятельные исследования и в результате пришли к следующим выводам от (А) до (D).
[0020] (А) Если выпуск электролита между внутренней резьбой и анодом производится в форме спиральной струи из многочисленных форсунок, газовые пузырьки, которые образуются во время процесса электролитического осаждения, будут быстро выдуваться, и поэтому будет предотвращаться обусловленное удерживаемыми газовыми пузырьками образование оголенных участков.
[0021] (В) Чтобы обеспечить возможность срочного выпуска истощенного электролита, остающегося внутри концевого трубного участка стальной трубы после завершения процесса электролитического осаждения, может быть благоприятным создание конструкции для облегчения выпуска истощенного электролита. Посредством этого будет предотвращаться потускнение электролитически осаждаемого слоя, обусловленное коррозией под действием электролита.
[0022] (С) Благодаря точно заданным местоположениям форсунок для выпуска электролита и направлениям выпуска, будет возможным стабильное формирование электролитически осаждаемого слоя независимо от размера стальной трубы. Более конкретно, когда обрабатываемым объектом является труба малого диаметра, будут предотвращаться появление оголенных участков и потускнение поверхности. Когда обрабатываемый объект представляет собой трубу большого диаметра, будет предотвращаться увеличение количества отработанной воды. Как используемый здесь, термин «труба малого диаметра» имеет отношение к трубе, имеющей наружный диаметр 4 дюйма (101,6 мм) или менее, термин «труба среднего диаметра» имеет отношение к трубе, имеющей наружный диаметр в диапазоне от более 4 дюймов до 9 дюймов (101,6-228,6 мм) или менее, и термин «труба большого диаметра» имеет отношение к трубе, имеющей наружный диаметр свыше 9 дюймов (228,6 мм).
[0023] (D) Благодаря точному определению формы нерастворимого анода и формы устройства для подачи электролита будет возможным уменьшение количества отработанной воды, в том числе электролита.
[0024] На основе вышеуказанных выводов было создано устройство для нанесения электролитического покрытия согласно настоящему изобретению. Далее со ссылкой на чертежи будут описаны варианты исполнения устройства для нанесения электролитического покрытия согласно настоящему изобретению.
[0025] ФИГ. 1 представляет схематический вид в продольном разрезе, показывающий конфигурацию устройства для нанесения электролитического покрытия на стальные трубы, согласно одному варианту осуществления настоящего изобретения. Как показано в ФИГ. 1, устройство 1 для нанесения электролитического покрытия представляет собой устройство, предназначенное для нанесения электролитического покрытия на внутреннюю резьбу 20b стальной трубы 20.
[0026] Внутренняя резьба 20b сформирована на внутренней окружной поверхности одного из концевых трубных участков 20а стальной трубы 20. ФИГ. 1 показывает один вариант исполнения, в котором стальная труба 20 позиционирована в основном горизонтально. В альтернативном варианте, стальная труба 20 может быть размещена наклонно так, что концевой участок на стороне устройства 1 для нанесения электролитического покрытия находится слегка ниже, чем противоположный концевой участок. Позиционирование стальной трубы 20 наклонным образом, как было описано выше, является благоприятным в отношении предотвращения утечки электролита, находящегося внутри стальной трубы 20, в область, противоположную устройству 1 для нанесения электролитического покрытия, и уменьшения остающегося в концевом участке 20а трубы электролита, когда электролит выпускается наружу. В нижеследующем описании, в порядке примера, стальная труба 20 представляет собой бесшовную трубу нефтепромыслового сортамента, имеющую большую длину, конфигурированную для соединения посредством резьбового соединения интегрального типа.
[0027] Устройство 1 для нанесения электролитического покрытия включает внутренний уплотнительный элемент 2, капсулу 3, нерастворимый анод 4 и устройство 5 для подачи электролита.
[0028] [ВНУТРЕННИЙ УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ]
Внутренний уплотнительный элемент 2 вставлен внутрь стальной трубы 20 и размещен в предварительно заданном местоположении 20с обращенным внутрь по продольному направлению (горизонтальному направлению в ФИГ. 1) к области, на которой сформирована внутренняя резьба 20b. Внутренний уплотнительный элемент 2 находится в контакте со всем периметром внутренней окружной поверхности стальной трубы 20 и отделяет внутренность стальной трубы 20 в предварительно определенном месте 20с. Тем самым внутренность концевого участка 20а трубы герметично уплотнена изнутри внутренним уплотнительным элементом 2. Предварительно определенное место 20с, как здесь называемое, не является конкретно ограниченным в той мере, насколько оно обращено внутрь по продольному направлению к области, на которой сформирована внутренняя резьба 20b стальной трубы 20.
[0029] Внутренний уплотнительный элемент 2 может иметь любую конфигурацию, пока он может отделять внутренность стальной трубы 20 и уплотнять изнутри внутренность ее концевого трубного участка 20а. Одним примером внутреннего уплотнительного элемента 2 является заглушка HEXA (от фирмы Mitsubishi Rubber Co., Ltd.), которая предназначена для применения при заглушении труб в трубопроводных работах на промышленных технологических установках для обработки нефти, газов, химических веществ и т.д. Заглушка HEXA включает резиновое кольцо, имеющее С-образное поперечное сечение, и пару плоских пластин, которые прочно удерживают резиновое кольцо между ними. Резиновое кольцо расширяется в диаметре, плотно удерживаясь между парой плоских пластин. Это приводит резиновое кольцо в контакт с внутренней окружной поверхностью трубы по всему ее периметру, герметизируя тем самым внутренность трубы вместе с плоскими пластинами.
[0030] [КАПСУЛА]
Капсула 3 имеет цилиндрический корпус 3а капсулы, имеющий закрытую торцевую поверхность. Корпус 3а капсулы присоединен к концевому трубному участку 20а стальной трубы 20. Более конкретно, корпус 3а капсулы находится в беззазорном сопряжении с наружной окружной поверхностью концевого участка 20а трубы и в плотном контакте с торцевой поверхностью концевого участка 20а трубы. Этим путем капсула 3 снаружи уплотняет внутренность концевого трубного участка 20а стальной трубы 20, причем корпус 3а капсулы присоединяется к концевому трубному участку 20а стальной трубы 20 в беззазорном сопряжении. Короче говоря, внутренность концевого участка 20а трубы герметизируется внутренним уплотнительным элементом 2 и капсулой 3.
[0031] Корпус 3а капсулы снабжен выпуском 3с и отверстием 3b. Выпуск 3с главным образом предназначен для выпуска истощенного электролита после завершения процесса электролитического осаждения. В дополнение, выпуск 3с предназначен для непрерывного выведения и сбора электролита внутри корпуса 3а капсулы во время процесса электролитического осаждения и подачи собранного электролита на область внутри корпуса 3а капсулы из устройства 5 для подачи электролита. Кроме того, выпуск 3с предназначен для выпуска отработанной воды после промывания водой, которое выполняется после выпуска электролита. Выпуск 3с размещен на более низком уровне по высоте, нежели внутренняя окружная поверхность концевого трубного участка 20а стальной трубы 20.
[0032] К выпуску 3с присоединен выпускной патрубок 7. Выпускной патрубок 7 на одном его конце открыт в растворный резервуар 9 для хранения электролита. Выпускной патрубок 7 оснащен клапаном 8 с возможностью выбора между пропускными каналами для выведения электролита (например, трехходовым клапаном). К выпускному клапану 8 присоединен патрубок 12 для отработанной воды. Патрубок 12 для отработанной воды на одном его конце открыт во внешний резервуар для отработанной воды (не показан).
[0033] При проведении процесса электролитического осаждения с помощью выпускного клапана 8 открывается проток, ведущий к растворному резервуару 9. Тем самым электролит внутри корпуса 3а капсулы может непрерывно собираться и рециркулировать. Подобным образом, когда происходит выпуск истощенного электролита после завершения процесса электролитического осаждения, открывается проток, ведущий к растворному резервуару 9. Тем самым электролит внутри корпуса 3а капсулы может быть собран в растворном резервуаре 9. При проведении промывания водой после выпуска электролита, через выпускной клапан 8 открывается проток, ведущий к патрубку 12 для отработанной воды. Тем самым отработанная вода внутри корпуса 3а капсулы может быть выведена наружу в резервуар для отработанной воды.
[0034] Отверстие 3b предусматривается для облегчения выпуска истощенного электролита. Местоположение отверстия 3b не является конкретно ограниченным в той мере, пока оно может облегчать выпуск электролита. Например, как показано в ФИГ. 1, отверстие 3b размещено на верхней части корпуса 3а капсулы. Отверстие 3b предпочтительно размещают на более высоком уровне по высоте, чем внутренняя окружная поверхности концевого трубного участка 20а стальной трубы 20.
[0035] Конфигурация может быть такой, что к отверстию 3b присоединяют электромагнитный клапан (не показан), чтобы отверстие 3b можно было открывать и закрывать с помощью электромагнитного клапана. Когда используют эту конфигурацию, электромагнитный клапан открывается после завершения процесса электролитического осаждения так, что отверстие 3b открывается в атмосферу. Это обеспечивает возможность действия атмосферного давления на электролит внутри корпуса 3а капсулы, облегчая тем самым выведение электролита из выпуска 3с.
[0036] В альтернативном варианте, конфигурация может быть такой, что к отверстию 3b присоединяют проходящий вверх шланг (не показан). В этом случае, во время процесса электролитического осаждения давление электролита, прилагаемое на область внутри корпуса 3а капсулы описываемым ниже насосом 10 устройства 5 для подачи электролита, и вес электролита, введенного в шланг, уравновешиваются так, что предотвращается выдавливание электролита наружу из корпуса 3а капсулы.
[0037] Кроме того, конфигурация может быть такой, что к шлангу присоединяют компрессор (не показан). Когда применяют эту конфигурацию, то после завершения процесса электролитического осаждения на область внутри корпуса 3а капсулы из отверстия 3b компрессором подается сжатый воздух. Таким образом, на электролит внутри корпуса 3а капсулы действует высокое давление, облегчая тем самым выведение электролита из выпуска 3с.
[0038] Как было описано выше, созданное в корпусе 3а капсулы отверстие 3b облегчает выпуск электролита из выпуска 3с. Таким образом, выпуск истощенного электролита выполняется быстро и поэтому не возникает потускнение на поверхности электролитически осаждаемого слоя, сформированного на внутренней резьбе 20b.
[0039] [НЕРАСТВОРИМЫЙ АНОД]
Нерастворимый анод 4 (далее также называемый просто «анодом» 4) представляет собой цилиндрический электрод (анод) для нанесения электролитического покрытия на внутреннюю резьбу 20b. Нерастворимый анод 4 пропускается через торцевую поверхность корпуса 3а капсулы и продолжается до внутренней части концевого трубного участка 20а стальной трубы 20. Таким образом, анод 4 размещают вблизи внутренней резьбы 20b. Корпус 3а капсулы и анод 4, проходящий через корпус 3а капсулы, герметизированы уплотнительным кольцом или тому подобным. Анод 4 поддерживается корпусом 3а капсулы.
[0040] В качестве анода 4 используют цилиндрическую деталь, выполненную из титановой пластины, покрытой оксидом иридия, пластины из нержавеющей стали или тому подобной.
[0041] К аноду 4 присоединен электропроводный стержень 6. Примеры электропроводного стержня 6 включают титановый стержень, стержень из нержавеющей стали и тому подобные.
[0042] Разность потенциалов прилагают через электролит между анодом 4 и концевым трубным участком 20а стальной трубы 20, окружающим анод 4. Тем самым на внутреннюю резьбу 20b стальной трубы 20 наносится электролитическое покрытие.
[0043] Как было описано выше, анод 4 имеет цилиндрическую форму и является полым внутри. Таким образом, анод 4 имеет малый вес и прост в обращении с ним. Кроме того, тем самым может быть снижена стоимость материала. Следует отметить, что анод 4 имеет конфигурацию, которая не допускает попадания в него электролита, выпускаемого из описываемых ниже форсунок 5b. Благодаря этому ускоряется выведение электролита после завершения процесса электролитического осаждения. В результате этого дополнительно предотвращается потускнение поверхности электролитически осаждаемого слоя, сформированного на внутренней резьбе 20b.
[0044] Конфигурация, которая не позволяет электролиту попадать в анод 4, не является конкретно ограниченной, но, например, может быть применена следующая конструкция. На переднем конце анода 4, расположенного внутри концевого участка 20а трубы, размещают крышку 4а, имеющую тороидальную форму. Крышка 4а присоединена к аноду 4 сваркой или тому подобным путем, и отделяет внутренность анода 4 от его наружного окружения. Следует отметить, что сквозь крышку 4а проходит описываемый ниже патрубок 5а для подачи электролита. Сопряжение крышки 4а и пропущенного сквозь крышку 4а патрубка 5а для подачи электролита герметизировано уплотнительным кольцом или тому подобным.
[0045] [УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОЛИТА]
Устройство 5 для подачи электролита подает электролит внутрь концевого участка 20а трубы, герметизированного внутренним уплотнительным элементом 2 и капсулой 3. Более конкретно, устройство 5 для подачи электролита включает патрубок 5а для подачи электролита и многочисленные форсунки 5b. Патрубок 5а для подачи электролита проходит вдоль оси анода 4 и выступает из переднего конца (крышки 4а в устройстве 1 для нанесения электролитического покрытия, показанном в ФИГ. 1) анода 4 внутрь концевого участка 20а трубы. Форсунки 5b присоединены к переднему концевому участку патрубка 5а для подачи электролита, выступающему из переднего конца анода 4. Задний концевой участок 5аа патрубка 5а для подачи электролита проходит через боковую часть заднего концевого участка 4b анода 4, выступающего наружу из корпуса 3а капсулы, и выходит наружу. Патрубок 5а для подачи электролита поддерживается корпусом 3а капсулы через анод 4.
[0046] К заднему концевому участку 5аа патрубка 5а для подачи электролита присоединен главный трубопровод 11 от растворного резервуара 9 для хранения электролита. Главный трубопровод 11 оснащен насосом 10 для нагнетания электролита в патрубок 5а для подачи электролита. Кроме того, главный трубопровод 11 снабжен клапаном 13 между насосом 10 и растворным резервуаром 9, с возможностью выбора между пропускными каналами для подачи электролита (например, трехходовым клапаном). К питающему клапану 13 присоединен водопровод 15 от водяного бака 14 для хранения воды для промывания водой.
[0047] При проведении процесса электролитического осаждения через питающий клапан 13 открывается проток от растворного резервуара 9 к патрубку 5а для подачи электролита. Кроме того, приводится в действие насос 10. Этим обеспечивается подача электролита на область внутри корпуса 3а капсулы через патрубок 5а для подачи электролита. Когда после завершения процесса электролитического осаждения проводится выпуск истощенного электролита, работа насоса 10 останавливается. Таким образом, прекращается подача электролита на область внутри корпуса 3а капсулы, и электролит внутри корпуса 3а капсулы собирается в растворный резервуар 9. Когда после выпуска электролита выполняется промывание водой, через питающий клапан 13 открывается проток от водяного бака 14 к патрубку 5а для подачи электролита. Кроме того, приводится в действие насос 10. Это обеспечивает введение воды на область внутри корпуса 3а капсулы через патрубок 5а для подачи электролита, чтобы промывать водой концевой трубный участок 20а стальной трубы 20.
[0048] Форсунки 5b позиционированы обращенными внутрь к переднему концу анода 4 по продольному направлению стальной трубы 20, и наконечник 5ba каждой форсунки направлен в сторону наружной части концевого участка 20а трубы в продольном направлении. Электролит, нагнетаемый в патрубок 5а для подачи электролита, выпускается из форсунок 5b в форме спиральной струи между наружной окружной поверхностью анода 4 и внутренней окружной поверхностью концевого участка 20а трубы (точности ради, внутренней резьбой 20b, сформированной на концевом участке 20а трубы). Число форсунок 5b не является конкретно ограниченным, но предпочтительно составляет две или более и более предпочтительно три или более.
[0049] Что касается местоположения форсунок, одна простая конфигурация является такой, что форсунки размещают на торцевой поверхности корпуса 3а капсулы, то есть, форсунки располагают снаружи концевого участка 20а трубы по продольному направлению. Однако эта конфигурация не используется в устройстве для нанесения электролитического покрытия согласно настоящему изобретению по следующим соображениям.
[0050] Размер стальной трубы 20 варьирует в широких пределах, например, от около 60 мм до около 410 мм наружного диаметра. Когда стальная труба 20 представляет собой трубу малого диаметра, применяется цилиндрический анод 4 с маленьким диаметром. В этом случае, если форсунки позиционированы снаружи концевого участка 20а трубы, на струи электролита из форсунок сильно влияют возвратные потоки электролита изнутри концевого участка 20а трубы в сторону выпуска 3с, расположенного снаружи концевого участка 20а трубы. Вследствие этого нельзя получить достаточной силы струи, вытекающие из форсунок. В результате этого может происходить удерживание газовых пузырьков и могут возникать оголенные участки.
[0051] С другой стороны, когда стальная труба 20 представляет собой трубу большого диаметра, то даже если форсунки позиционированы снаружи концевого участка 20а трубы, можно получить потоки струй электролита достаточной силы, пока обеспечивается мощность насоса 10, так что удерживание газовых пузырьков не происходит, и оголенные участки не возникают. Однако в этом случае, если форсунки размещены снаружи концевого участка 20а трубы, выпуск электролита становится длительным по времени, когда проводится выведение истощенного электролита после завершения процесса электролитического осаждения, и это приводит к потускнению поверхности электролитически осаждаемого слоя, сформированного на внутренней резьбе 20b. Кроме того, когда выполняют промывание водой после выпуска электролита, количество отработанной воды после промывания водой возрастает, если форсунки позиционированы снаружи концевого участка 20а трубы, и это имеет результатом увеличение затрат на обработку отработанной воды.
[0052] Более конкретно, когда стальная труба 20 представляет собой трубу малого диаметра с наружным диаметром 2-7/8 дюйма (73,03 мм), то если наконечники форсунок размещены снаружи концевого участка 20а трубы, невозможно получить равномерные и достаточно сильные потоки струй, и это приводит к удерживанию газовых пузырьков и возникновению оголенных участков. Напротив, когда наконечники 5ba форсунок 5b позиционированы внутрь к переднему концу анода 4 по продольному направлению стальной трубы 20, как в описанном выше данном варианте исполнения, не возникают ни оголенные участки, ни потускнение поверхности. Это происходит потому, что формируются равномерные и достаточно сильные потоки струй между внутренней резьбой 20b и анодом 4, и поэтому не происходит удерживание электролита. Наружный диаметр стальной трубы 20 (2-7/8 дюйма (73,03 мм)), как представленный здесь, является номинальным наружным диаметром, регламентированным стандартами API, и та же система обозначений применяется ниже.
[0053] Кроме того, когда стальная труба 20 представляет собой трубу среднего диаметра 7-5/8 дюйма (193,68 мм) в наружном диаметре, оголенные участки или потускнение редко возникают, даже когда наконечники форсунок позиционированы снаружи концевого участка 20а трубы. Однако увеличивается количество отработанной воды, приводя к возрастанию затрат на обработку отработанной воды.
[0054] Кода стальная труба 20 представляет собой трубу большого диаметра 13-3/8 дюйма (339,73 мм) в наружном диаметре, можно получить потоки струй достаточной силы, даже когда наконечники форсунок позиционированы снаружи концевого участка 20а трубы, и поэтому оголенные участки вследствие удерживания газовых пузырьков не образуются. Однако занимает много времени выпуск большого объема электролита, и поэтому есть вероятность появления потускнения поверхности. Напротив, когда форсунки 5b позиционированы обращенными внутрь к переднему концу анода 4 по продольному направлению стальной трубы 20, как в описанном выше настоящем варианте исполнения, объем электролита действительно сокращается, и это имеет результатом быстрое выведение электролита. Таким образом, потускнение поверхности не происходит. Более того, количество отработанной воды уменьшается почти до одной десятой части, что приводит к значительному сокращению затрат на обработку отработанной воды.
[0055] По вышеуказанным соображениям, устройство 1 для нанесения электролитического покрытия конфигурировано так, что форсунки 5b и их наконечники 5ba размещены обращенными внутрь к переднему концу анода 4 по продольному направлению стальной трубы 20, и наконечник 5ba каждой форсунки направлен в сторону наружной части концевого участка 20а трубы по продольному направлению.
[0056] Наконечники 5ba форсунок 5b предпочтительно позиционируют в радиальном направлении стальной трубы 20, между внутренней резьбой 20b и анодом 4.
[0057] Показанные в ФИГ. 1 наконечники 5ba форсунок 5b имеют прямолинейную форму, ориентированную в сторону внутренней резьбы 20b. В альтернативном варианте, чтобы повысить равномерность потоков струй, которые формируются между внутренней резьбой 20b и анодом 4, наконечники 5ba форсунок 5b могут быть наклонены в сторону наружной поверхности стальной трубы 20 в радиальном направлении, например, в зависимости от диаметра стальной трубы 20, размера внутренней резьбы 20b, или тому подобного. Кроме того, когда выполняется электролитическое осаждение на стальных трубах 20, имеющих различные размеры, предпочтительно, чтобы направление, по которому электролит выпускается из форсунок 5b, надлежащим образом модифицировался для каждой из стальных труб 20 в зависимости от ее диаметра, размера ее внутренней резьбы 20b, или тому подобного.
ПРИМЕРЫ
[0058] Для подтверждения преимуществ устройства для нанесения электролитического покрытия согласно настоящему варианту исполнения, было проведено следующее испытание с использованием устройства для нанесения электролитического покрытия, показанного на ФИГ. 1. В качестве электролитов были приготовлены обезжиривающий раствор (гидроксид натрия: 50 г/л), Ni-ванна «затяжки» (хлорид никеля: 250 г/л, соляная кислота: 80 г/л), и электролитическая Cu-ванна (сульфат меди: 250 г/л, серная кислота: 110 г/л). Затем, с использованием ванн в этом порядке на внутреннюю резьбу на концевом трубном участке стальной трубы было нанесено электролитическое покрытие (медное покрытие). Условия процесса для каждой стадии с использованием каждой ванны были показаны ниже в Таблице 1.
[0059] [Таблица 1]
|
[0060] В этом испытании, с использованием стальных труб, имеющих различные наружные диаметры, местоположение форсунок варьировали между положениями, обращенными внутрь к переднему концу анода, и положениями снаружи концевого участка трубы. Кроме того, варьировали присутствие или отсутствие отверстия в корпусе капсулы. Оценки были сделаны по наличию оголенных участков, по потускнению поверхности электролитически осаждаемого слоя и по количеству отработанной воды после промывания водой, которое выполняют между стадиями. Таблица 2 ниже показывает условия испытаний и полученные результаты. Значения условных знаков в секциях параметров оценки (оголенные участки и потускнению поверхности электролитически осаждаемого слоя) Таблицы 2 являются следующими.
[ОГОЛЕННЫЕ УЧАСТКИ]
- О (превосходно): оголенные участки не наблюдались.
- ✕ (плохо): наблюдались многие оголенные участки.
[Потускнение поверхности электролитически осаждаемого слоя]
- О (превосходно): потускнение не наблюдалось.
- Δ (хорошо): наблюдалось незначительное потускнение.
- ✕ (плохо): наблюдалось потускнение.
[0061] [Таблица 2]
|
[0062] Результаты в Таблице 2 демонстрируют следующее. Как видно в Сравнительных Примерах 1 и 2, когда обрабатываемым объектом была труба малого диаметра и форсунки были позиционированы снаружи концевого участка трубы, равномерные и достаточно сильные потоки струй не получались, и поэтому образовывались оголенные участки вследствие удерживания газовых пузырьков. В дополнение, как видно в Сравнительном Примере 2, даже когда корпус капсулы имел отверстие, на поверхности электролитически осаждаемого слоя возникало некоторое потускнение.
[0063] Напротив, как видно в Примере 1, когда обрабатываемым объектом являлась труба малого диаметра и форсунки были позиционированы внутрь к переднему концу анода, не наблюдались ни оголенные участки, ни потускнение поверхности. Это происходит благодаря тому обстоятельству, что между внутренней резьбой и анодом были сформированы равномерные и достаточной силы потоки струй, и поэтому задерживание электролита не происходило.
[0064] Как видно в Сравнительном Примере 3, когда обрабатываемым объектом была труба среднего диаметра и форсунки были позиционированы снаружи концевого участка трубы, оголенные участки не возникали. Однако происходило некоторое потускнение поверхности, и значительно увеличивалось количество отработанной воды.
[0065] Напротив, как видно в Примере 2, когда обрабатываемым объектом являлась труба среднего диаметра и форсунки были позиционированы внутрь к переднему концу анода, количество отработанной воды сокращалось примерно до одной трети от количества в Сравнительном Примере 3.
[0066] Кроме того, как видно в Сравнительном Примере 4, когда обрабатываемым объектом была труба большого диаметра и форсунки были позиционированы снаружи концевого участка трубы, оголенные участки вследствие удерживания газовых пузырьков не возникали, так как были получены потоки струй достаточной силы. Однако выпуск большого объема электролита потребовал длительного времени, и поэтому происходило некоторое потускнение поверхности.
[0067] Напротив, как видно в Примере 3, когда обрабатываемым объектом являлась труба большого диаметра и форсунки были позиционированы внутрь к переднему концу анода, на самом деле сокращался объем электролита, и в результате достигалось быстрое выведение электролита, так что потускнение поверхности не происходило. Более того, количество отработанной воды уменьшалось до около одной десятой от количества в Сравнительном Примере 4.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0068] Устройство для нанесения электролитического покрытия согласно настоящему изобретению является полезным при нанесении электролитического покрытия на разнообразные стальные трубы, имеющие внутреннюю резьбу, в том числе бесшовные трубы нефтепромыслового сортамента, конфигурированные для связывания с использованием резьбового соединения интегрального типа.
СПИСОК УСЛОВНЫХ ОБОЗНАЧЕНИЙ
[0069] 1: устройство для нанесения электролитического покрытия, 2: внутренний уплотнительный элемент, 3: капсула, 3а: корпус капсулы, 3b: отверстие, 3с: выпуск 4: нерастворимый анод, 4а: крышка нерастворимого анода, 4b: задний концевой участок нерастворимого анода, 5: устройство для подачи электролита, 5а: патрубок для подачи электролита, 5аа: задний концевой участок патрубка для подачи электролита, 5b: форсунка, 5ba: наконечник форсунки, 6: электропроводный стержень, 7: выпускной патрубок, 8: выпускной клапан, 9: растворный резервуар, 10: насос, 11: главный трубопровод, 12: патрубок для отработанной воды, 13: питающий клапан, 14: водяной бак, 15: водопровод, 20: стальная труба, 20а: концевой участок трубы, 20b: внутренняя резьба, 20с: предварительно заданное положение.
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления

