Результат интеллектуальной деятельности: СПОСОБ ШТАМПОВКИ ДЕТАЛИ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С В ОДНОМ ШТАМПЕ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к способу штамповки детали полусферической формы из труднодеформируемого титанового сплава в одном штампе, в частности из титанового сплава ВТ6-С.
Существующие технологии получения деталей полусферической формы предусматривают два основных технологических процесса: объемная штамповка с последующей механической обработкой заготовки до требуемой толщины и листовая штамповка с предварительным нагревом заготовки в печи.
Известен способ листовой штамповки, заключающийся в формовке нагретой плоской заготовки из листа в нескольких штампах за несколько переходов с плоским прижимом. Титановым сплавам свойственно упрочнение в процессе штамповки и это вызывает необходимость вытяжки деталей за несколько переходов, что влечет за собой изготовление штамповой оснастки для каждого перехода штамповки (В.П. Романовский. Справочник по холодной штамповке. - Л.: Машиностроение, 1979, с. 208). При штамповке по известным схемам утонение в донной части отштампованной полусферы достигает более 20% от исходной толщины, что приводит к необходимости выбора исходной толщины заготовки, превышающей толщину окончательно готовой детали в 1,8÷2 раза.
Недостатком данных способов является невозможность обеспечения максимально допустимой степени утонения полусферических деталей из сплава ВТ6-С.
В результате патентного поиска не были обнаружены источники информации, содержащие сведения о способе штамповки детали полусферической формы из титанового сплава ВТ6-С в одном штампе.
Техническим результатом, на достижение которого направлено данное изобретение, является уменьшение величины утонения полусферической детали, не допускающей разрушения детали в процессе вытяжки, при оптимальном коэффициенте вытяжки.
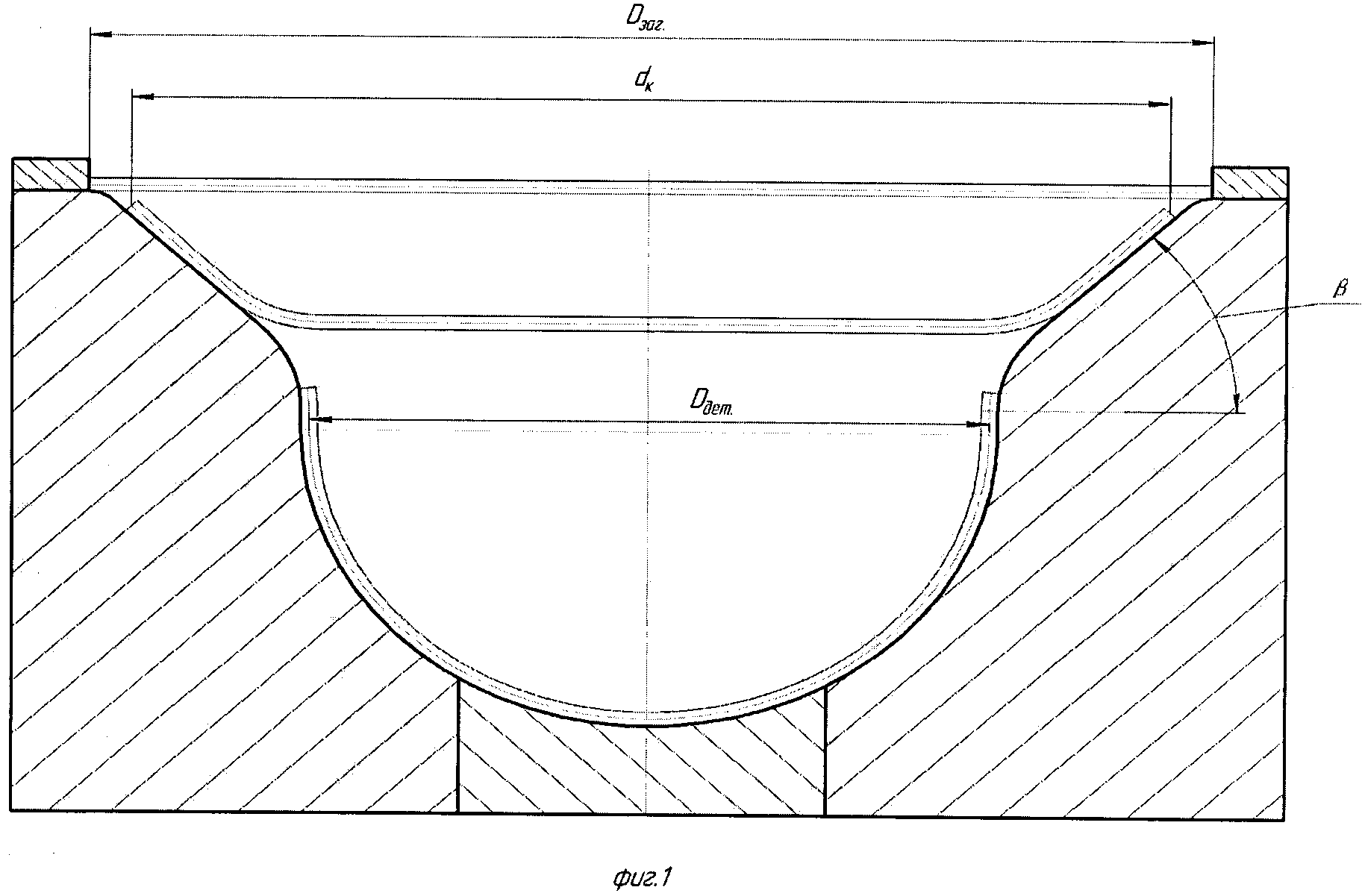
Данный технический результат достигается с помощью способа штамповки детали полусферической формы из труднодеформируемого титанового сплава ВТ6-С в одном штампе. Способ включает предварительную вытяжку нагретой плоской листовой заготовки в коническую чашку с конусным прижимом в нагретой до 220±10°C конической матрице, разупрочняющий отжиг полученной чашки, и завершающую вытяжку конической чашки холодным пуансоном в нагретой матрице в деталь полусферической формы. При этом используют матрицу и прижим с углами конусности, определяемыми по формуле:
 где
где
Dзаг. - диаметр исходной заготовки, мм;
Dдет. - диаметр детали, мм;
 - коэффициент вытяжки для сплава ВТ6-С,
- коэффициент вытяжки для сплава ВТ6-С,
dk - максимальный диаметр конической чашки.
Штамповку проводят в конической матрице и таким же прижимом (В.П. Романовский. Справочник по холодной штамповке. - Л.: Машиностроение, 1979, с. 122). В случае применения конусного прижима уменьшается угол охвата заготовкой радиуса закругления кромки матрицы, что приводит к снижению меридиональных (растягивающих) напряжений, уменьшению усилия вытяжки, а следовательно, к уменьшению величины утонения донной части полусферы. Для уменьшения величины утонения штамповку осуществляют холодным пуансоном в нагретой матрице, что также не позволяет металлу утоняться в зоне касания пуансона, происходит обтяжка нагретой заготовки по холодному пуансону. Утонение в донной части штампованной детали при таком способе штамповки составляет не более 8%, что позволяет использовать заготовки с исходной толщиной на 8-10% больше окончательной толщины детали после механической обработки и, следовательно, использовать менее дорогостоящие заготовки.
Предлагаемое изобретение поясняется чертежами.
На фиг. 1 изображена схема последовательности формообразования детали с указанием обозначения параметров штамповки; на фиг. 2 - схема работы штампа с указанием его конструктивных элементов.
Опытным путем был выведен максимально допустимый коэффициент вытяжки m (m=1,12) для сплава ВТ6-С при вытяжке нагретой плоской листовой заготовки в коническую чашку конусным прижимом в нагретой конической матрице. Температура нагрева матрицы для предотвращения быстрого охлаждения детали в процессе формообразования определена опытным путем и составляет 220±10°C.
При большем коэффициенте вытяжки для указанных условий штамповки происходило разрушение детали. Исходя из этого, определен оптимальный угол конусности матрицы и прижима для штамповки детали из титанового сплава ВТ6-С полусферической формы в одном штампе, используя выведенный опытным путем максимально допустимый коэффициент вытяжки m=1,12.
Способ осуществляют следующим образом.
Плоскую листовую заготовку устанавливают на матрицу 1 с температурой нагрева 220±10°C. Прижим 2 производит формовку заготовки в коническую чашку и прижимает ее к конической поверхности матрицы с усилием. Вследствие оптимального угла β конической поверхности прижима исключается возможность складкообразования в начале формовки конической чашки, когда заготовка формуется в свободном состоянии. При опускании пуансона 3 производится перетяжка конической чашки в полусферическую деталь, при этом в начальной стадии вытяжки фланец детали находится под прижимом (а), а на заключительной стадии, когда диаметр края фланца детали становится меньше dприж., вытяжка производится без прижима (б). Параметром, определяющим возможность вытяжки на заключительной стадии без прижима, является предельная величина коэффициента вытяжки (или степени деформации) в случае вытяжки без прижима в штампе с конической матрицей. В нашем изобретении это обеспечивается коэффициентом вытяжки m=1,12 и углом конусности матрицы и прижима, зависящим от этой величины. Процесс вытяжки осуществляется за несколько переходов в одном штампе.
В отожженном состоянии титановый сплав ВТ6-С является одним из наиболее труднодеформируемых титановых сплавов. Учитывая, что микроструктура сплава ВТ6-С представляет собой пластично-игольчатую α-фазу, разделенную прослойкой β-фазы (α+β) для получения наибольшей пластичности и штампуемости, необходимо, чтобы температура нагрева заготовки перед формообразованием была меньше на 90°C начала превращения структуры α+β в бету.
Пример
Для нашего конкретного случая, внедренного в производство, при штамповке детали полусферической формы ∅ 367 мм из листовой заготовки ∅ 620 мм, толщиной 8 мм и ∅ 628 мм из листовой заготовки ∅ 980 мм, толщиной 11 мм получают угол конусности матрицы и прижима β=46°, что и было использовано и успешно внедрено на предприятии. Припуск на механическую обработку при толщине 8 мм составляет 1,2 мм на сторону при обработке внутренней и наружной поверхности, а при толщине 11 мм - 1,3 мм.
В результате применения данного способа предлагаемое изобретение позволило значительно уменьшить величину утонения в процессе формообразования до 8%, а также отказаться от дорогостоящих покупных заготовок-штамповок, снизить трудоемкость механической обработки вследствие малого припуска на механическую обработку.
Способ изготовления шаблона из эластичного гибкого листового диэлектрического материала для электрохимической размерной обработки
Способ электрохимического маркирования и устройство для его осуществления
Способ формообразования пакета крупногабаритных эквидистантных оболочек оживальной формы
Система отделения космического аппарата и способ ее сборки и установки
Способ установки теплоизоляции на основе пенопласта на наружную поверхность днища топливного бака и устройство для его осуществления
Способ безабразивной доводки сопрягаемых поверхностей
Способ получения искусственной шероховатости на поверхности детали комбинированным методом обработки
Устройство для засветки фотоэлектрических преобразователей солнечной батареи космического аппарата
Электрод для изготовления конфузорного участка в отверстии форсунки
Разъединитель колонны
Способ изготовления смесительной головки камеры сгорания жидкостного ракетного двигателя (жрд)
Способ изготовления внутренней оболочки сопла камеры сгорания жидкостного ракетного двигателя (жрд)
Способ установки ступени ракеты-носителя на испытательный стенд и устройство для его осуществления
Способ изготовления шаблона из эластичного гибкого листового диэлектрического материала для электрохимической размерной обработки
Способ электрохимического маркирования и устройство для его осуществления
Способ формообразования пакета крупногабаритных эквидистантных оболочек оживальной формы
Система отделения космического аппарата и способ ее сборки и установки
Способ установки теплоизоляции на основе пенопласта на наружную поверхность днища топливного бака и устройство для его осуществления
Способ безабразивной доводки сопрягаемых поверхностей
Способ получения искусственной шероховатости на поверхности детали комбинированным методом обработки

