Результат интеллектуальной деятельности: ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к инструменту для радиальной ковки.
Известен инструмент для радиальной ковки, используемый, в частности, для получения шестигранных профилей /Способ радиальной ковки шестигранных профилей, патент РФ №2538130, опубл. 10.01.2015 г. Бюл. №1/. Инструмент для реализации этого способа содержит две взаимно перпендикулярные пары бойков. На каждом бойке по длине его опорной поверхности размещены две рабочие поверхности, контактирующие с деформируемым металлом. Рабочие поверхности, образованные одной парой бойков, расположены вдоль оси ковки в шахматном порядке по отношению рабочим поверхностям другой пары бойков.
При применении такого инструмента перед каждым проходом во время задачи заготовки манипулятором в зону деформации из-за искривления ее конца со стороны задачи его в бойки, отклонения оси заготовки от оси ковки под действием ее силы тяжести передний конец заготовки «утыкается» в торцевые части бойков или в «проемы» между рабочими поверхностями бойков. Это препятствует свободной задаче заготовки в зону деформации и прохождению через нее, приводящее к задержке или остановке процесса ковки. Кроме того, в заготовке возникают осевые усилия, приводящие к потере ее продольной устойчивости и искривлению. Все это, в конечном итоге, уменьшает производительность процесса радиальной ковки и снижает качество получаемых профилей.
Таким образом, недостатком указанного аналога является низкое качество получаемых профилей и ограниченная производительность.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является инструмент для радиальной ковки, используемый, в частности, для получения полосовых профилей /Ковка на радиально-обжимных машинах/В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - с. 15, 16/.
Данный инструмент содержит две взаимно перпендикулярные пары бойков. Одна пара бойков имеет размещенные по длине ее опорной поверхности одну рабочую и две примыкающие к ней направляющие поверхности. Другая пара бойков имеет размещенные по длине ее опорной поверхности две рабочие поверхности и расположенную между ними направляющую поверхность. Рабочие и направляющие поверхности, образованные одной парой бойков, расположены вдоль оси ковки в шахматном порядке по отношению к рабочим и направляющим поверхностям другой парой бойков. Направляющие поверхности одной пары бойков выполнены шириной, не превышающей минимальный зазор между рабочими поверхностями другой пары бойков.
Аналогичное техническое решение можно использовать и для инструмента, в котором на каждом бойке двух взаимно перпендикулярных пар по длине его опорной поверхности размещены две рабочие поверхности, контактирующие с деформируемым металлом, и две направляющие поверхности. На взаимно перпендикулярных парах бойков две рабочие поверхности и две направляющие поверхности одной пары бойков расположены вдоль оси ковки в шахматном порядке по отношению к рабочим и направляющим поверхностям другой пары бойков. На каждом бойке одна направляющая поверхность расположена между рабочими поверхностями, а другая направляющая поверхность примыкает к одной из рабочих поверхностей.
При использовании такой конструкции инструмента, принятого в качестве прототипа, частично устраняются недостатки инструмента для радиальной ковки. Направляющая поверхность, примыкающая к рабочей поверхности, устраняет явление «утыкания» концов заготовки в торцевую часть рабочей поверхности бойка со стороны примыкания к ней направляющей поверхности при задаче заготовки в бойки в каждом проходе. Направляющая поверхность, расположенная между рабочими поверхностями, удерживает заготовку вдоль оси ковки и устраняет «утыкание» концов заготовки в «проем» между рабочими поверхностями бойков.
Однако при такой конструкции инструмента с одного торца рабочих поверхностей взаимно перпендикулярных пар бойков, расположенного на краю опорной поверхности бойка, отсутствуют направляющие поверхности. Поэтому в случае смещения оси заготовки от оси ковки или искривления конца заготовки, задаваемого в бойки, будет происходить «утыкание» концов заготовки в бойки со стороны отсутствия на них направляющих поверхностей. Данное явление препятствует свободной задаче заготовки в зону деформации, что приводит к задержке или остановке процесса радиальной ковки. При этом возникающие в заготовке осевые усилия являются причиной потери продольной устойчивости заготовки и ее искривления. Задержка и остановка процесса радиальной ковки уменьшает его производительность. Наличие кривизны на заготовке является критерием низкого ее качества.
Таким образом, недостатками принятого в качестве прототипа технического решения являются низкое качество получаемых заготовок и профилей и ограниченная производительность.
Задачей изобретения является повышение качества получаемых заготовок и профилей и увеличение производительности процесса радиальной ковки.
Поставленная задача достигается тем, что в заявляемом инструменте для радиальной ковки, содержащем две взаимно перпендикулярные пары бойков, каждый из которых имеет размещенные по длине их опорной поверхности две рабочие поверхности и направляющие поверхности, причем рабочие и направляющие поверхности одной пары бойков расположены вдоль оси ковки в шахматном порядке по отношению к рабочим и направляющим поверхностям другой пары бойков, одна направляющая поверхность каждого бойка расположена между рабочими поверхностями, а другая направляющая поверхность примыкает к рабочей поверхности, согласно изобретению каждый боек снабжен дополнительной направляющей поверхностью, примыкающей к рабочей поверхности и расположенной консольно опорной поверхности бойка.
Снабжение каждого бойка дополнительной направляющей поверхностью, примыкающей к рабочей поверхности и расположенной консольно опорной поверхности бойка, в случае смещения оси задаваемой в бойки заготовки от оси ковки или применения заготовки с искривленным концом со стороны задачи ее в бойки обеспечивает условия для беспрепятственного прохода конца заготовки в зону деформации, устраняя явление его «утыкания» в торцевую поверхность бойка.
Консольное размещение дополнительной направляющей поверхности бойка по отношению к опорной поверхности данного бойка без ущерба для прочностных характеристик бойка и его устойчивости на опорной поверхности создает дополнительный элемент на бойке, выполняющий роль проводки, на которую не действует усилие ковки.
Все это позволяет устранить задержку или остановку процесса радиальной ковки, а также ликвидирует причины действия на заготовку продольных осевых усилий и ее искривление от данных осевых усилий. Следствием этого является увеличение производительности и повышение качества получаемых заготовок и профилей.
Таким образом, применение предлагаемого инструмента для радиальной ковки позволяет повысить качество получаемых заготовок и профилей и увеличить производительность процесса радиальной ковки.
Предложенный инструмент для радиальной ковки проиллюстрирован на чертежах.
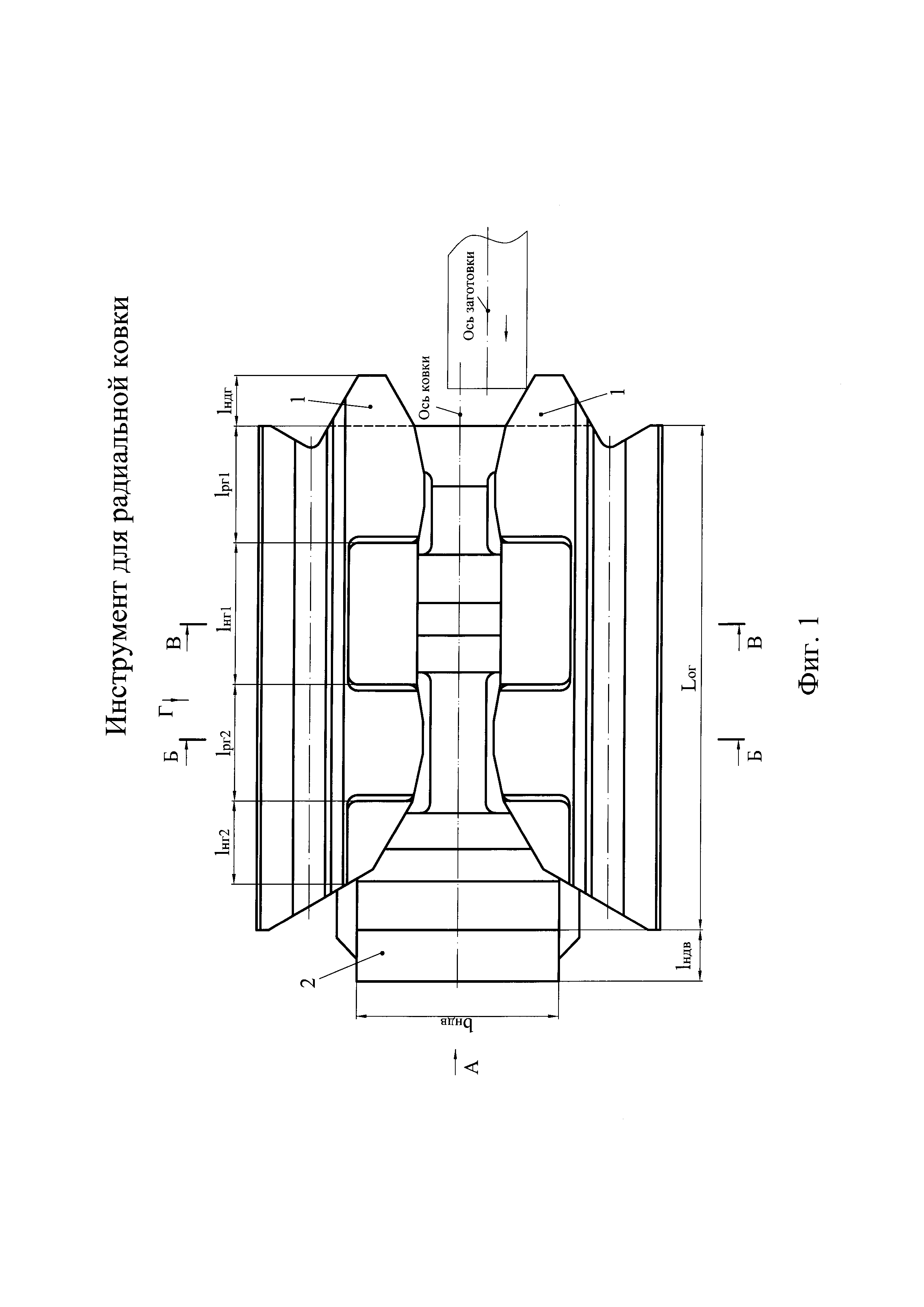
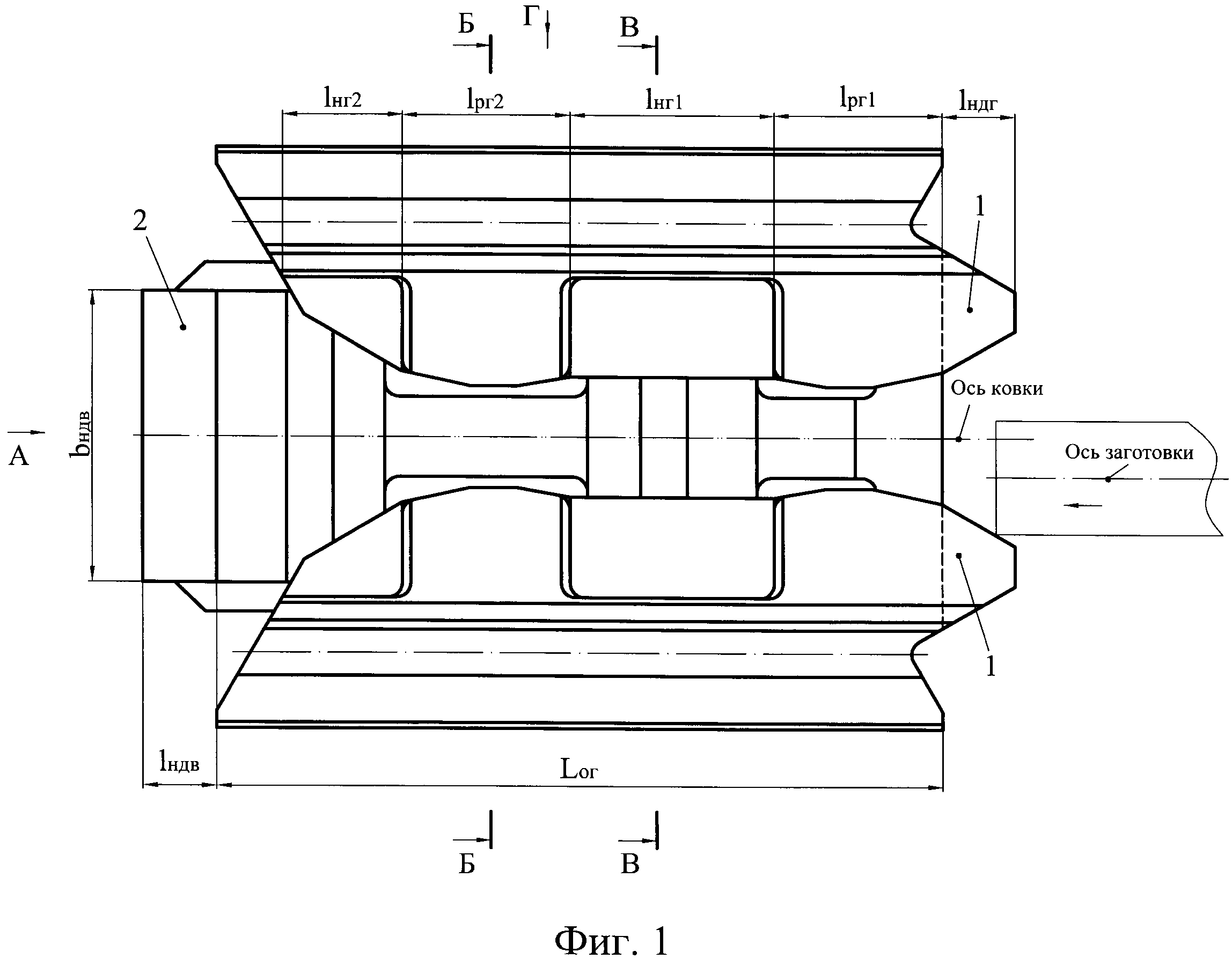
На фиг. 1 показан вид на инструмент для радиальной ковки в сборе вдоль оси ковки с условно не показанным вертикальным бойком.
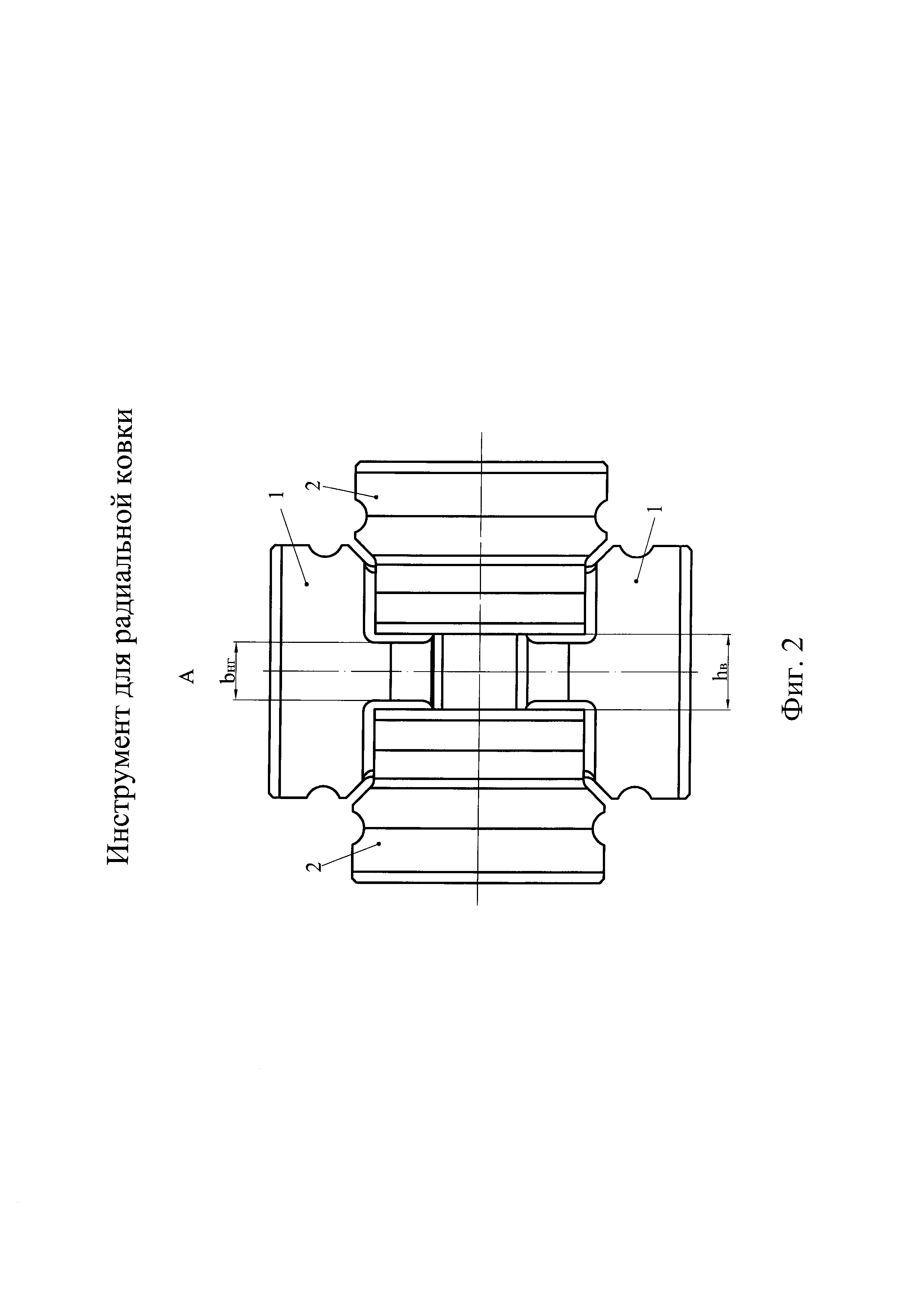
На фиг. 2 показан вид А на инструмент для радиальной ковки в сборе со стороны задачи или выдачи заготовки из бойков.
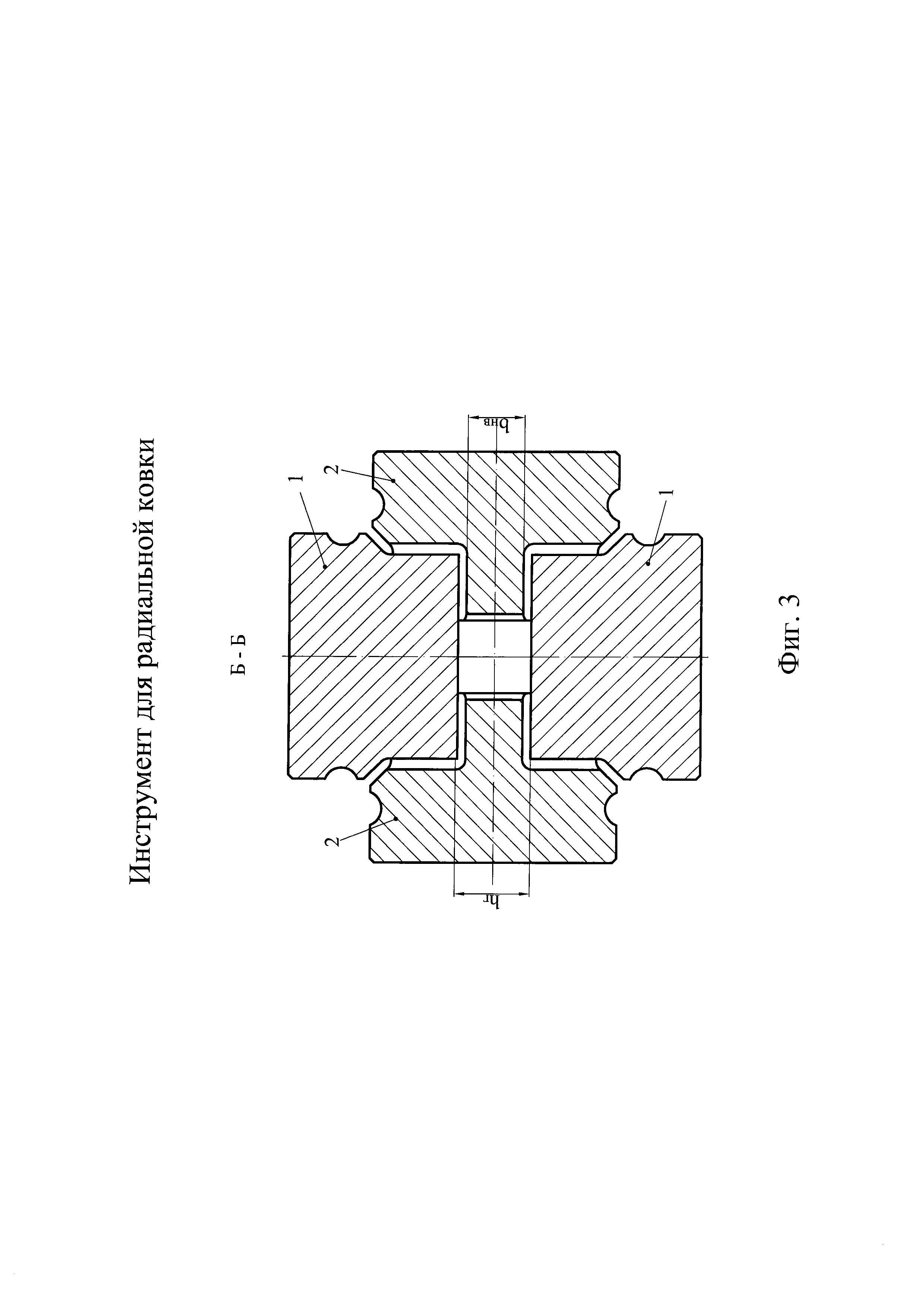
На фиг. 3 показан разрез Б-Б инструмента для радиальной ковки.
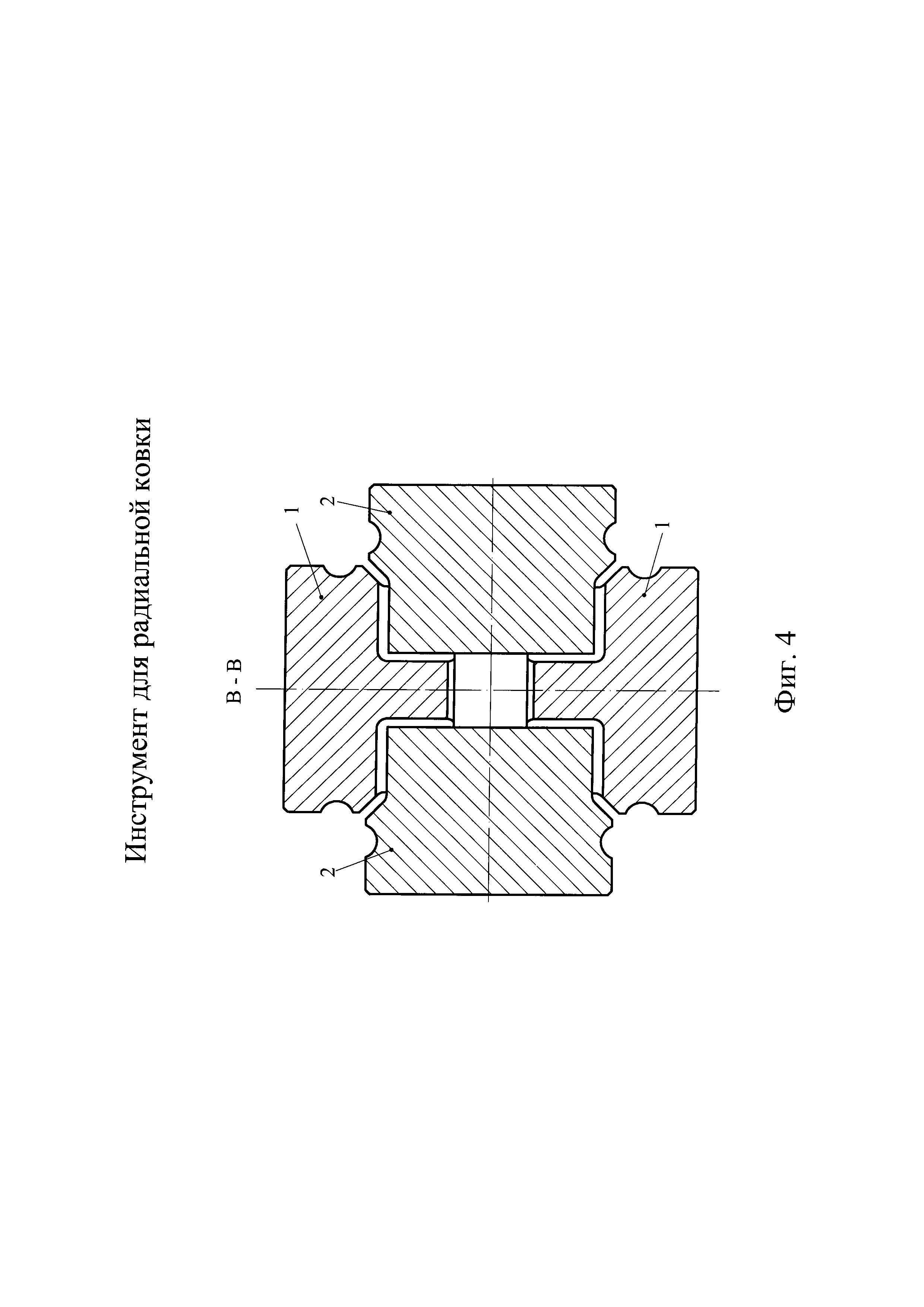
На фиг. 4 показан разрез В-В инструмента для радиальной ковки.
На фиг. 5 показан вид Г на инструмент для радиальной ковки в сборе вдоль оси ковки с условно не показанным горизонтальным бойком.
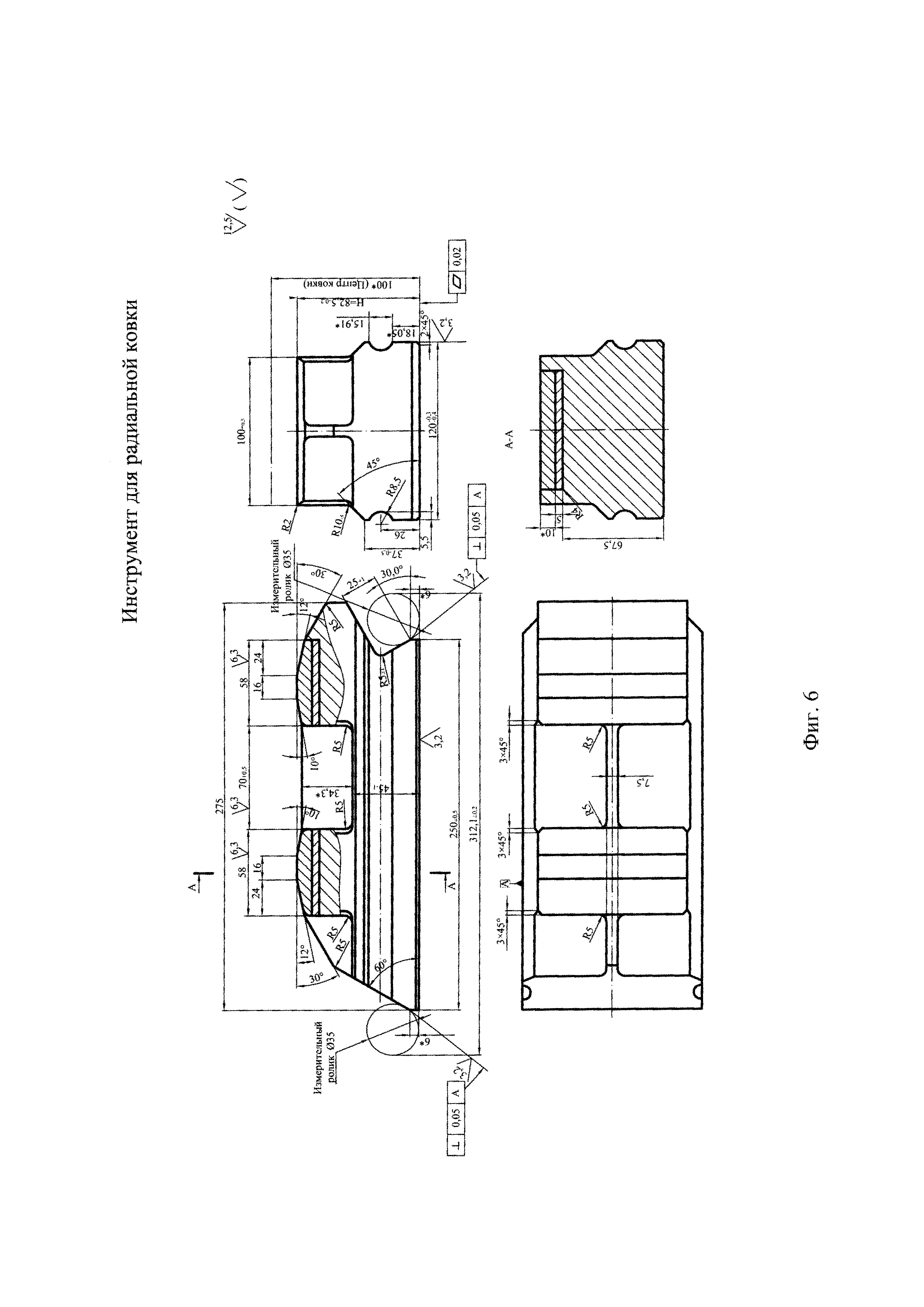
На фиг. 6 приведен рабочий чертеж бойка с гладкими рабочими и направляющими поверхностями.
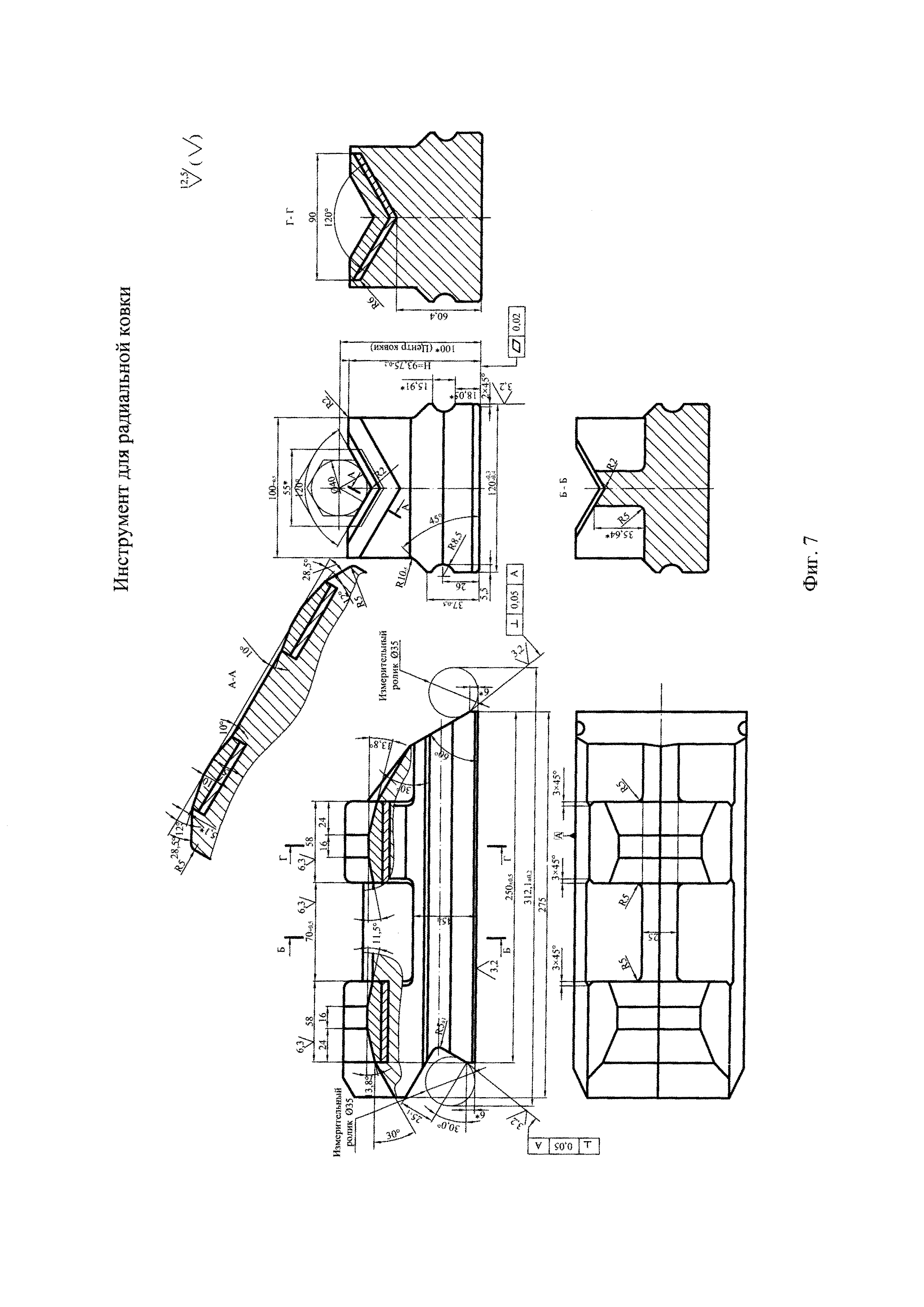
На фиг. 7 приведен рабочий чертеж бойка с вырезными ручьями на рабочих и направляющих поверхностях.
Инструмент для радиальной ковки состоит из двух пар бойков, например одной горизонтальной 1 и другой вертикальной 2 пар бойков (фиг. 1-5), устанавливаемых на радиально-ковочных машинах (на рисунках не показано) с возможностью одновременного перемещения друг к другу и наоборот. В данном примере конкретного выполнения рассматриваются бойки с гладкими рабочими и направляющими поверхностями. В общем случае рабочие и направляющие поверхности могут быть калиброванными, например с вырезными ручьями для ковки шестигранных профилей.
Каждый горизонтальный боек 1 имеет по длине его опорной поверхности Lог две одинаковые рабочие поверхности lрг1 и lрг2, две направляющие поверхности lнг1 и lнг2, ширина которых bнг не превышает минимальный зазор hв между рабочими поверхностями вертикальной пары бойков 2. Одна направляющая поверхность lнг1 расположена между рабочими поверхностями lрг1 и lрг2 бойка. Другая направляющая поверхность lнг2 примыкает к рабочей поверхности lрг2 бойка. Каждый боек 1 горизонтальной пары имеет дополнительную направляющую поверхность длиной lндг и шириной bндг, примыкающую к рабочей поверхности lрг1 и расположенную консольно его опорной поверхности Lог.
Каждый вертикальный боек 2 имеет по длине его опорной поверхности Lов две одинаковые рабочие поверхности lрв1 и lрв2, две направляющие поверхности lнв1 и lнв2, ширина которых bнв не превышает минимальный зазор hг между рабочими поверхностями горизонтальной пары бойков 1. Одна направляющая поверхность lнв1 расположена между рабочими поверхностями lpв1 и lрв2 бойка. Другая направляющая поверхность lнв2 примыкает к рабочей поверхности lрв2 бойка. Каждый боек 2 вертикальной пары имеет дополнительную направляющую поверхность длиной lндв и шириной bндв, примыкающую к рабочей поверхности lрв1 и расположенную консольно его опорной поверхности lов.
Расположение вдоль оси ковки рабочих, направляющих и дополнительных направляющих поверхностей взаимно перпендикулярных пар бойков в шахматном порядке обеспечивает установку бойков таким образом, что рабочие поверхности одной пары бойков входят с места расположения направляющих поверхностей другой пары бойков. Для этого длина направляющей поверхности lнг1 превышает длину рабочей поверхности lрв2, а длина направляющей поверхности lнв1 превышает длину рабочей поверхности lрг2.
Консольное размещение дополнительных направляющих поверхностей lндг и lндв бойков по отношению к соответствующим опорным поверхностям lог и lов бойков на одной их паре и отсутствие данной консоли на другой паре бойков из-за шахматного расположения элементов бойков во взаимно перпендикулярных парах позволяет ширину bндг и bндв дополнительных направляющих поверхностей бойков выполнять равной или превышающей ширину их рабочих поверхностей. Это улучшает условия для направления заготовки в зону деформации по всей ширине рабочей поверхности бойка.
Применение такой конструкции инструмента в случае подачи в бойки искривленного переднего конца заготовки или смещения оси заготовки с оси ковки со стороны задачи его в бойки (на фиг. 1 и 5 заготовка показана тонкими линиями) позволяет заготовке с помощью дополнительных наклонных направляющих поверхностей lнд и lндв свободно перемещаться между бойками в зону ковки, исключая «утыкание» конца заготовки в торцевую часть рабочих поверхностей lрг1, lрв1 (на фиг. 1 и 5 условные торцевые части рабочей поверхности бойков показаны пунктирной линией).
Благодаря этому ликвидируются задержки или остановки процесса ковки и устраняются условия для действия на заготовку продольных осевых усилий и ее искривления от данных осевых усилий.
Отсюда можно заключить, что применение предлагаемого инструмента для радиальной ковки увеличивает производительность процесса радиальной ковки и повышает качество получаемых заготовок и профилей.
Предложенная конструкция инструмента для радиальной ковки опробована при ковке квадратных и шестигранных профилей на радиально-ковочной машине SKK-14 австрийской фирмы GFM, установленной на одном из предприятий г. Челябинска.
Для этого разработано два типа бойков. Одни бойки с гладкой рабочей поверхностью, а другие бойки с вырезными ручьями. При ковке квадратных профилей использованы две пары бойков с гладкой рабочей поверхностью. При ковке шестигранных профилей использована одна пара бойков с гладкой рабочей поверхностью, а другая пара бойков с вырезными ручьями.
В качестве дополнительных материалов к заявке прилагаются рабочие чертежи бойков с гладкой рабочей поверхностью, (фиг 6) и с вырезными ручьями (фиг 6), разработанные с применением предложенного технического решения.
Проведенные опытные ковки подтвердили эффективность предложенной конструкции инструмента для радиальной ковки, а именно получение качественных квадратных и шестигранных профилей с высокой надежностью свободного перемещения заготовки в зону деформации бойков при практически любом положении оси заготовки по отношению к оси ковки и искривлении конца заготовки.
Инструмент для радиальной ковки, содержащий две взаимно перпендикулярные пары бойков, каждый из которых выполнен с опорной поверхностью и с расположенными по длине опорной поверхности двумя рабочими поверхностями и двумя направляющими поверхностями, при этом рабочие и направляющие поверхности одной пары бойков расположены вдоль оси ковки в шахматном порядке по отношению к рабочим и направляющим поверхностям другой пары бойков, причем одна направляющая поверхность каждого бойка расположена между его рабочими поверхностями, а другая направляющая поверхность примыкает к одной из рабочих поверхностей, отличающийся тем, что каждый боек выполнен с дополнительной направляющей поверхностью, примыкающей ко второй рабочей поверхности и расположенной консольно опорной поверхности бойка.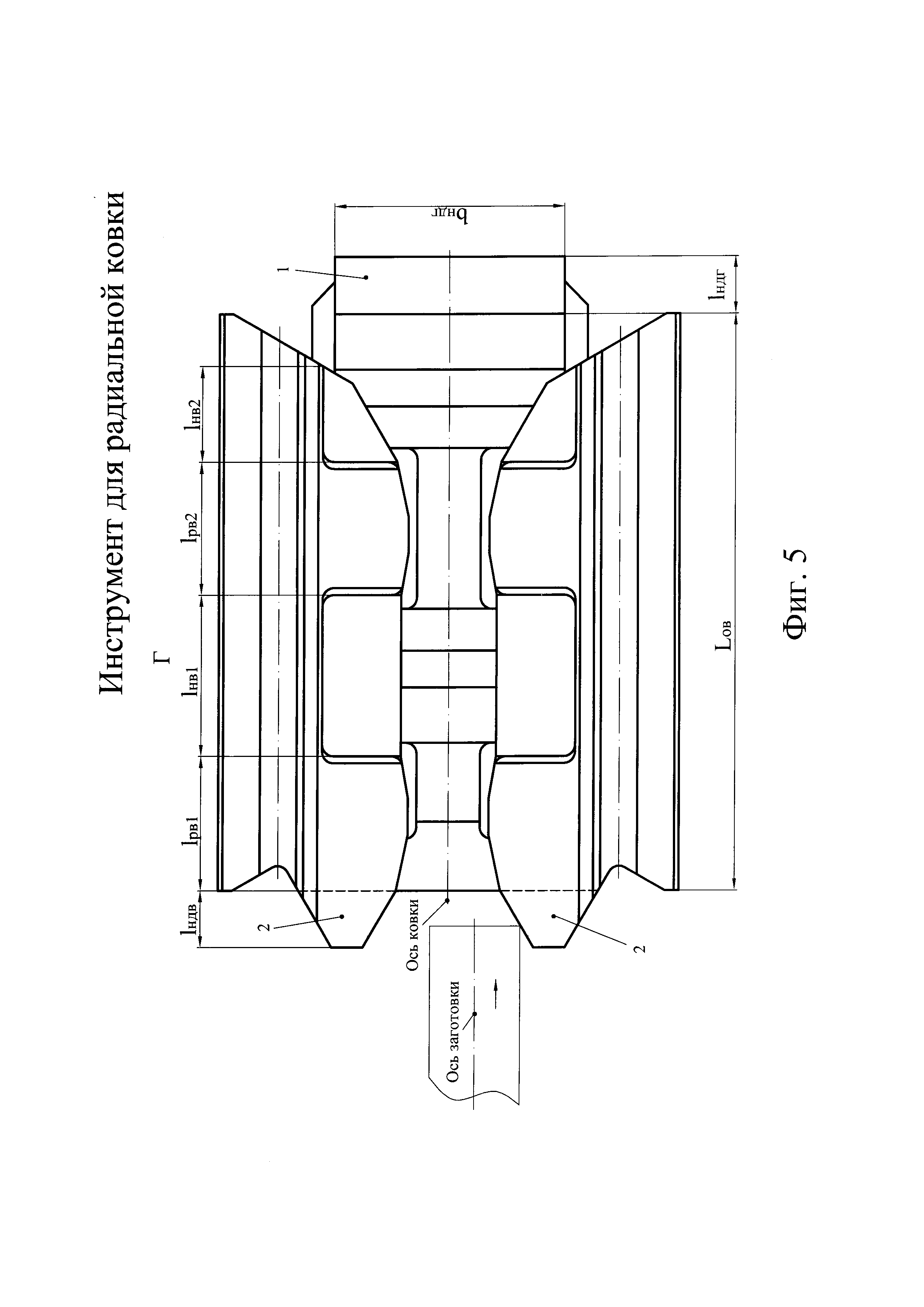
Способ получения шестигранных профилей
Способ радиальной ковки
Способ радиальной ковки короткомерных заготовок
Способ получения круглых профилей
Способ получения круглых профилей
Способ получения шестигранных профилей
Способ получения круглых профилей
Устройство для радиальной ковки полых профилей на оправке
Способ транспортирования круглых заготовок в толкательной методической печи
Способ получения круглых профилей
Способ получения круглых профилей
Способ получения шестигранных профилей
Способ получения круглых профилей
Устройство для радиальной ковки полых профилей на оправке
Способ транспортирования круглых заготовок в толкательной методической печи

