Результат интеллектуальной деятельности: Способ электронно-лучевой сварки разнородных ферро- и парамагнитных материалов
Вид РИД
Изобретение
Изобретение относится к области машиностроения, и предназначено для создания сварных конструкций из разнородных материалов способом электронно-лучевой обработки, в частности к технологии электронно-лучевой сварки стыковых соединений разнородных ферро- и парамагнитных сталей и сплавов, и может быть использовано в различных отраслях промышленности.
Известен способ электронно-лучевой сварки разнородных металлических материалов [Патент РФ №2534183, МПК В23K 15/00, В23K 103/18, опубл. 27.11.2014, Бюл. №33]. Способ включает направление электронного пучка с лицевой стороны стыка и отклонение его по толщине свариваемой детали в требуемом направлении на заданную величину, формируя необходимую геометрию электронного пучка и канала проплавления, в процессе сварки электронный пучок отклоняют в сторону материала с отрицательным термоэлектрическим потенциалом под острым углом ϕ(0) к стыку, при котором под воздействием магнитных полей термоэлектрических токов отклонения оси пучка от стыка с обратной стороны свариваемой детали совпадают. Величину угла ϕ(0) определяют в зависимости от заряда и массы электрона, ускоряющего напряжения, магнитной индукции на поверхности стыка, толщины свариваемой детали и коэффициента, учитывающего для каждой пары разнородных материалов параметры стыка и температуру нагрева.
Недостатком такого технического решения является отсутствие возможности регулировать степень проплавления кромок для получения заданного структурного состава сварного шва при сварке парамагнитных сталей и сплавов с ферромагнитными.
Наиболее близким к предлагаемому является способ электронно-лучевой сварки разнородных ферро- и парамагнитных материалов (Драгунов В.К. Особенности технологического процесса изготовления сварных комбинированных роторов из разнородных сталей и сплавов // Сварочное производство. 2003. №5. С. 15-20), при котором для обеспечения требуемого структурного состава и магнитных свойств металла шва регулируют степенью проплавления кромок свариваемых деталей за счет смещение электронного пучка в требуемом направлении, причем величину смещения определяют на основе структурной диаграммы Шеффлера. Однако в этом случае регулированием степени проплавления кромок при ЭЛС парамагнитных и ферромагнитных сталей и сплавов не обеспечивается расчетный химический и структурный состав металла шва, так как при сварке разнородных материалов степень проплавления кромок определяется не только смещением электронного пучка, но и перераспределением тепловых потоков между свариваемыми кромками из-за отличий теплофизических свойств.
Недостатком такого способа является низкая точность регулирования степени проплавления сварных кромок.
Техническая задача изобретения заключается в снижении степени химической, структурной и механической неоднородности сварных соединений.
Техническим результатом изобретения является повышение точности регулирования степени проплавления сварных кромок в зависимости от энергии электронов и теплофизических свойств свариваемых металлов при получении аустенитного и мартенситного (или перлитного) классов с требуемым структурным составом и минимальными переходными зонами.
Это достигается тем, что в известном способе электронно-лучевой сварки ферро- и парамагнитных материалов, включающем формирование аустенитной структуры шва смещением электронного пучка относительно стыка свариваемых деталей при обеспечении заданной степени проплавления кромок, смещение электронного пучка проводят периодически попеременно поперек стыка с амплитудами А2 и А1, причем величину смещения оси пучка на парамагнитный материал А1 выбирают величиной до r, где r - половина ширины шва при сварке статичным пучком, а значение смещения на ферромагнитный материал А2 определяют по формуле:

где  - степень проплавления кромок парамагнитного материала, Crэ1 и Crэ2 - соответственно эквивалентное содержание хрома в парамагнитном и ферромагнитном материалах, Niэ1 и Niэ2 - эквивалентное содержание никеля парамагнитном и ферромагнитном материалах соответственно, причем длительность пребывания пучка на парамагнитном и ферромагнитном материалах определяют соответственно:
- степень проплавления кромок парамагнитного материала, Crэ1 и Crэ2 - соответственно эквивалентное содержание хрома в парамагнитном и ферромагнитном материалах, Niэ1 и Niэ2 - эквивалентное содержание никеля парамагнитном и ферромагнитном материалах соответственно, причем длительность пребывания пучка на парамагнитном и ферромагнитном материалах определяют соответственно:

где Т - период попеременного смещения пучка - существенно меньше времени перехода к стационарному процессу теплопроводности в сварочной ванне, T=1/f; f - частота попеременного смещения пучка, сρ1, cρ2, λ1, λ2 - удельная теплоемкость и теплопроводность парамагнитного и ферромагнитного материалов соответственно.
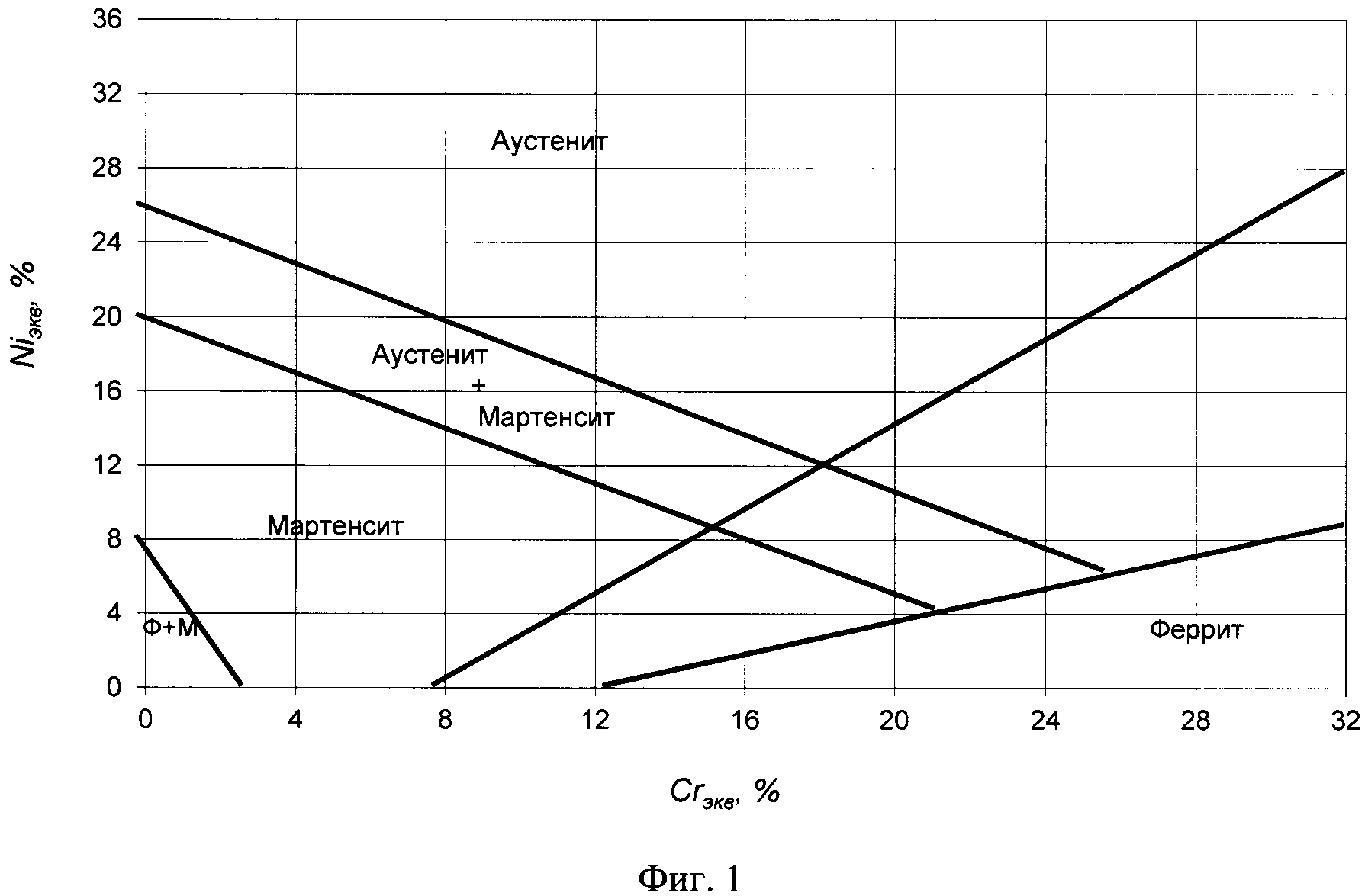
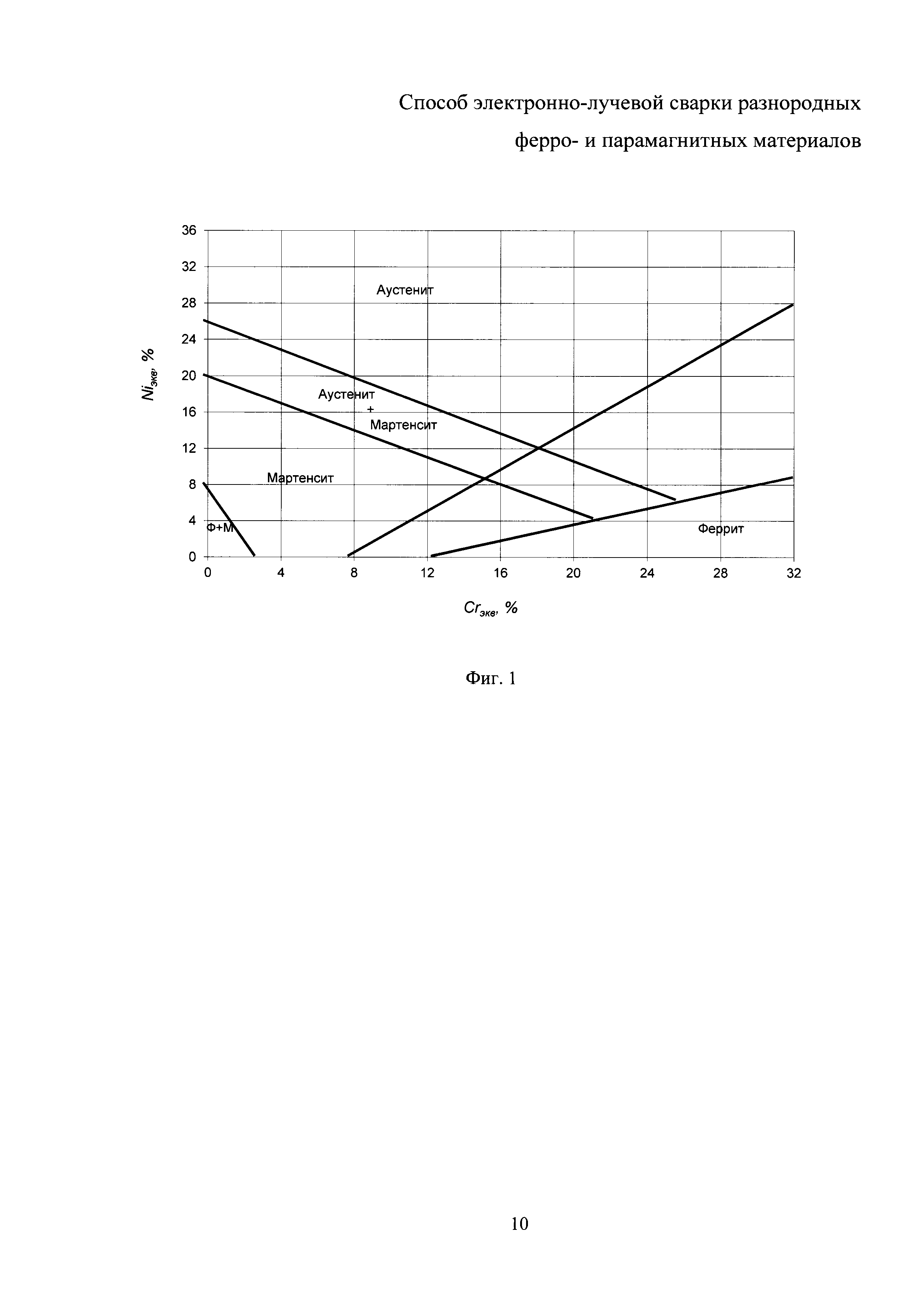
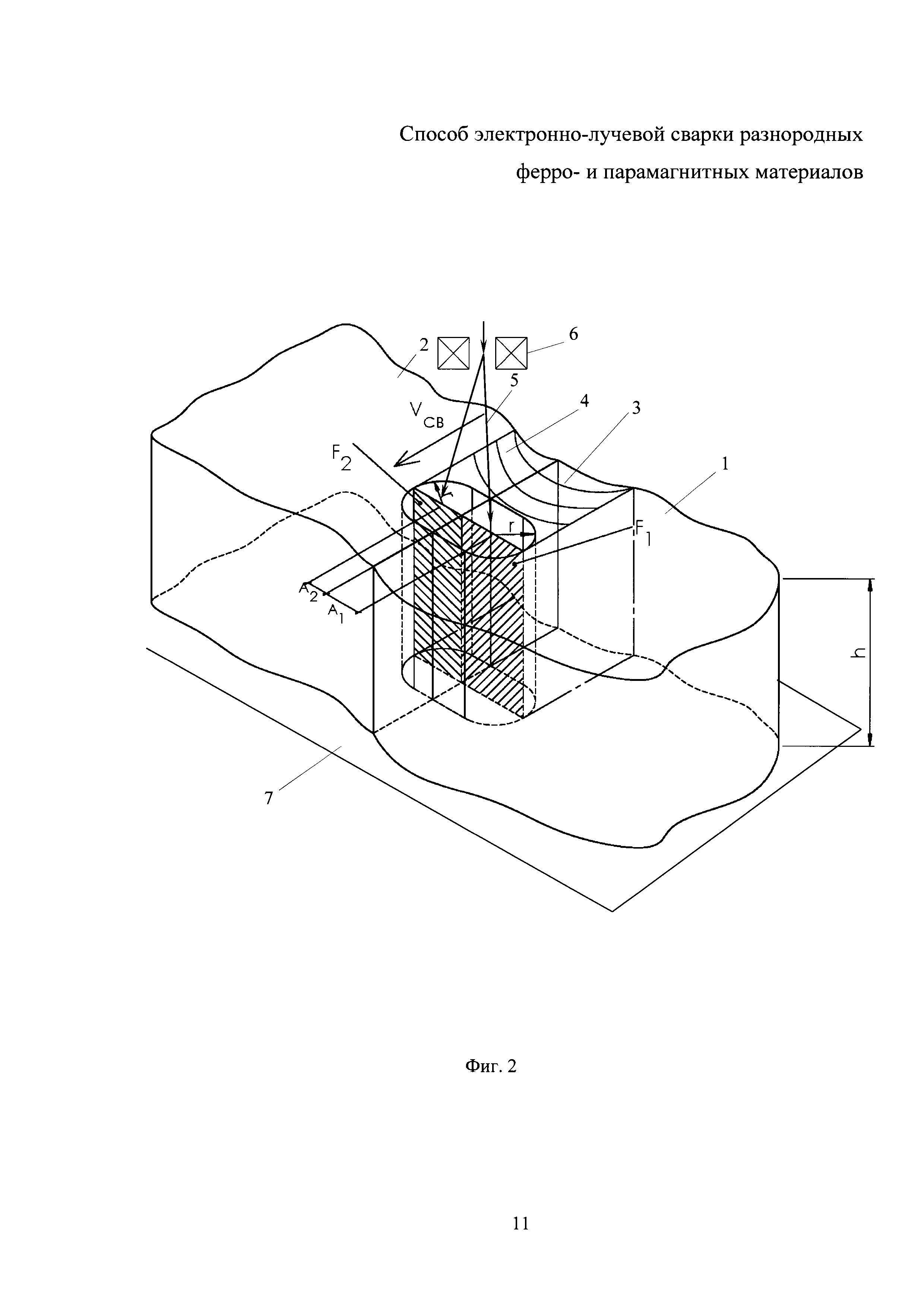
Сущность изобретения поясняется чертежами, где на фиг. 1 приведена структурная диаграмма Шеффлера, на фиг. 2 показана установка для реализации способа сварки и формирование зоны проплавления при ЭЛС расщепленным пучком.
Структурное состояние наплавленного металла и свариваемых сталей в исходном состоянии после сварки в соответствии с содержанием в них аустенито- и ферритообразующих элементов можно оценить с помощью диаграммы Шеффлера. Эквивалентные содержания хрома и никеля в металле шва, которые соответственно определяются формулами:


зависят от его смещения относительно плоскости стыка. Поэтому фазовый состав металла шва, например, при сварке сталей мартенситного (или перлитного) и аустенитного классов, будет характеризовать прямая на диаграмме Шеффлера, проходящая через точки (Crэ1, Niэ1) и (Crэ2, Niэ2), уравнение которой имеет вид:

Граница, отделяющая аустенитную и аустенитоферритную области на диаграмме от областей, где происходит формирование мартенситной структуры, может быть представлена уравнением прямой в отрезках:

Чтобы исключить появление мартенситной структуры, обладающей ферромагнитными свойствами, в сварных соединениях перлитных и мартенситных сталей с аустенитными, необходимо повышать в металле шва долю аустенитной стали. Совместное решение уравнений (7) и (8) позволяет определить минимальную степень проплавления аустенитной стали или сплава, обеспечивающую аустенитную структуру металла шва:

где γ1 - степень проплавления аустенитного материала.
Рассмотрим процесс шовной сварки двух пластин толщиной h встык электронным лучом мощностью Q на глубину h. Предположим, что канал проплавления имеет цилиндрическую форму, при этом источник тепла действует на боковую поверхность цилиндра S. В случае если сварка материалов осуществляется электронным пучком без колебаний (статическим), то основание цилиндра представляет собой проекцию канала проплавления (ширины шва) в виде окружности радиусом r.
При условии, что плотность мощности источника нагрева q2 остается постоянной во всех точках поверхности его действия, тогда мощность, приходящаяся на нагрев и плавление каждой из деталей при стационарном воздействии источника тепла, пропорциональна площади канала в каждой из деталей:


Причем Q1+Q2=Q, a S1+S2=S, где S=2πrh - площадь боковой поверхности канала проплавления.
Степень проплавления, определяемая как объемная доля участия одного из соединяемых металлов в общем объема сварочной ванны может быть определена по соотношению:

где F1 и F2 - площади проплавления в поперечном сечении первой и второй детали соответственно.
В способе сварки регулирование степени проплавления осуществляют периодическим во времени смещением оси электронного пучка попеременно на первую и вторую детали с амплитудами А1 и А2 с частотой, достаточной для существования канала с формой, приведенной на фиг. 2. Канал проплавления при этом также имеет цилиндрическую форму. Форма основания цилиндра при этом состоит из двух дуг окружности, радиусом r и двух сопряженных прямых. Причем длина прямой, соединяющей окружности равна сумме амплитуд смещения пучка А1+А2, а плоскость стыка делит эту прямую в соотношении А1/А2. Степень проплавления первой детали γ1 определяется соотношением:

Данное соотношение получено из условия

Очевидно, что площадь проплавления пропорционально связана с мощностью, вкладываемой в каждую из деталей, вместе с тем известно, что при сварке разнородных материалов тепловая мощность источника с учетом различия теплофизических свойств распределяется между свариваемыми деталями в соотношении:


где сρ1, сρ2, λ1, λ2 - удельная теплоемкость и теплопроводность аустенитного и неаустенитного (мартенситного или перлитного) материала соответственно, Q - мощность электронного луча.
Если период воздействия теплового источника намного меньше времени перехода к стационарному процессу теплопроводности в сварочной ванне, то для сварочной ванны такой источник может быть рассмотрен как непрерывно действующий с эффективной мощностью:


где τ1, τ2 - время воздействия источника на каждую из деталей соответственно, Т=τ1+τ2 - период попеременного смещения пучка.
Тогда при условии выравнивания тепловых потоков q1э=q2э получим:

Установка, реализующая предлагаемый способ сварки содержит парамагнитную (аустенитную) деталь 1, деталь 2 из ферромагнитного (мартенситного или перлитного) материала, зоны 3 и 4 проплавления парамагнитного (аустенитного) и ферромагнитного (мартенситного или перлитного) материала соответственно, расщепленный электронный пучок 5, электромагнитная отклоняющая система 6, сварочный стол электронно-лучевой установки 7, на который устанавливаются детали 1 и 2, которые перемещаются с заданной скоростью сварки νсв. Электронный пучок 5 посредством электромагнитной отклоняющей системы 6 периодически попеременно смещается на парамагнитную зону 3 на величину Ф1 и на ферромагнитную зону 4 на величину А2, образуя зону проплавления парамагнитного материала 3 и зону проплавления ферромагнитного материала 4.
Способ электронно-лучевой сварки разнородных ферро- и парамагнитных материалов реализуется следующим образом.
Предварительно проводят электроннолучевую сварку аустенитного материала с мартенситным (или перлитным) без смещения электронного пучка 5 и определяют радиус канала проплавления r и мощность Q электронного пучка 5, необходимую для проплавления материалов на заданную глубину h. Далее по формуле:
рассчитывают требуемую для гарантированного получения аустенитной структуры металла шва с парамагнитными свойствами степень проплавления аустенитного материала γ1. Задают величину смещения оси пучка на первую деталь А1 из диапазона величиной до r и вычисляют значение смещения на вторую деталь А2 по формуле
 .
.
Задают период Т попеременного смещения пучка, который должен быть существенно меньше времени перехода к стационарному процессу теплопроводности в сварочной ванне, на практике Т>0,002 с. Далее определяют время импульса τ1 и τ2 из соотношений:
 ;
;
 .
.
После чего аустенитную деталь 1 и мартенситную (или перлитную) деталь 2 устанавливают на сварочном столе 7 электронно-лучевой установки, откачивают область обработки до требуемого давления, формируют электронный пучок 5, посредством электромагнитной отклоняющей системы задают рассчитанные величины А1, А2 и времена τ1 и τ2 смещения электронного пучка на парамагнитную и ферромагнитную детали, а затем проводят электронно-лучевую сварку.
Использование предлагаемого способа позволяет получать требуемый химический и структурный состав металла шва при электронно-лучевой сварке парамагнитных сталей с ферромагнитными с минимальными размерами переходных зон.

Система для подготовки природного газа к сжиганию в котлоагрегатах
Способ автоматической настройки компенсации дугогасящих реакторов, управляемых подмагничиванием
Безредукторный электропривод лифта (варианты)
Способ сборки подвижного стола манипулятора с двумя шаговыми двигателями
Способ нагрева сырой ленты для её непрерывной вулканизации на каландре
Установка для определения темпов изменения температуры пород недр
Абсорбционная холодильная машина со встроенной теплонасосной установкой
Топка парогенератора
Способ нагрева шихты в высокотемпературной печи
Лопаточная решетка турбомашины
Система для подготовки природного газа к сжиганию в котлоагрегатах
Способ автоматической настройки компенсации дугогасящих реакторов, управляемых подмагничиванием
Безредукторный электропривод лифта (варианты)
Способ сборки подвижного стола манипулятора с двумя шаговыми двигателями
Способ нагрева сырой ленты для её непрерывной вулканизации на каландре
Установка для определения темпов изменения температуры пород недр
Абсорбционная холодильная машина со встроенной теплонасосной установкой
Топка парогенератора
Способ нагрева шихты в высокотемпературной печи
Лопаточная решетка турбомашины

