Результат интеллектуальной деятельности: СПОСОБ ПЕРЕРАБОТКИ ГОРЮЧЕГО СЛАНЦА
Вид РИД
Изобретение
Настоящее изобретение относится к способам переработки горючих сланцев с целью получения товарных топливно-энергетических и химических продуктов и полупродуктов органического синтеза, а также моторных топлив, аналогичных получаемым из нефти, и может быть использовано при переработке тяжелого углеводородного сырья (ТУС) в жидкие углеводородные продукты - сырье для производства моторных топлив.
Сланцы рассматриваются как один из альтернативных источников производства жидких углеводородов. Основным методом получения жидких продуктов из сланцев является пиролиз в интервале температур 450-500°С
В наибольшей степени промышленное развитие получили технологические процессы переработки сланцев «ех-situ», включающие стадию добычи сланцев и последующую термическую обработку - ретортинг (пиролиз). Для проведения процесса ретортинга сланцев используется тепло, получаемое за счет сжигания части органического вещества сланца. При этом на процесс пиролиза керогена и на нагрев минерального вещества сланцев расходуется около 30-40% органического вещества сланца, что снижает выход дистиллятных продуктов. Как правило, выход суммарного жидкого продукта пиролиза сланцев - сланцевой смолы составляет 40-60% от массы органического вещества сланцев, что соответствует выходу смолы 10-25% на сухой сланец. Так среднее значение выхода смолы из рядового сланца Ленинградского бассейна составляет 18-19%, доля углеводородов с температурой кипения ниже 350°С обычно не превышает 60-70% от массы смолы. Получаемый при пиролизе сланцев жидкий продукт ("сланцевая смола") по своему составу существенно отличается от типичных продуктов нефтяного происхождения. Смола имеет высокое содержание гетероатомных соединений - сумма содержания S+N+О составляет от 6 до 10%. Кроме того в смоле содержаться непредельные углеводороды. Очевидно, что переработка сланцевой смолы должна осуществляться с использованием специальных технологических приемов. Разрабатываются процессы переработки сланцев, направленные на улучшение качества жидких дистиллятных продуктов и повышения их выхода. В работе (A.M. Герасимов, A.M. Сыроежко,, А.В. Гарабаджиу. / Совместная переработка сланцев различного генетического типа с гудроном // Известия СПбГТИ(ТУ) №23 2014, I. Химия и химическая технология, процессы и аппараты, стр. 72-72) исследован пиролиз смесей сланцев с 20% гудрона. Обнаружено, что при совместной термохимической переработке горючих сланцев и нефтяного гудрона наблюдается превышение реального выхода смолы по сравнению с выходом смолы, рассчитанным по правилу аддитивности на 10-13%. Недостатком такого метода является использование второго компонента, находящегося при температуре выше 100°С в пластическом или жидкотекучем состоянии, что создает трудности для транспортировки и подачи в процесс пиролиза такой смеси. Другим недостатком метода является то, что гудрон не изменил фракционного состава смолы, в которой доля остатка дистилляции с температурой начала кипения 350°С составляла около 50%. Кроме того, использование гудрона, содержащего обычно 3-6% гетероатомов серы, кислорода, азота, ванадия и никеля, не позволяет получить дистиллятные продукты с низким содержанием гетероатомов.
Известны примеры гидрогенизации горючих сланцев при повышенном давлении водорода в присутствии различных катализаторов. В работе (А.С. Малолетнев, К.И. Наумов, И.М. Шведов, О.А. Мазнева / Гидрогенизация сланца // Химия твердого топлива,, 2011, №5, с. 29-33) обогащенный сланец Ленинградского бассейна подвергали гидрогидрогенизации в автоклаве под давлением водорода 10 МПа и температуре 410-460°С в присутствии различных катализаторов. Гидрогенизации подвергали сланцевую пасту, состоящую из 40 мас. % сланца и 60 мас. % жидкого сланцевого продукта с т.кип. выше 300-320°С, полученного в самом процессе и при пиролизе остатков ожижения. В оптимальных условиях выход жидких дистиллятных продуктов составил 60% от массы органического вещества сланца. Из-за высокого содержания минерального вещества основными проблемами такого метода является разделение жидких и твердых продуктов процесса, извлечение катализатора из остатка гидрогенизации.
В способе переработки сланцев (патент РФ 2307861, опубл. 10.10.2007, МПК С10В 53/06) обогащенный флотационным методом сланец смешивают с остаточными фракциями сланцевой смолы или нефтяными остатками и подвергают терморастворению при температуре до 430°C с получением светлых жидких продуктов и твердого остатка. При этом используют в качестве другого растворителя нефтяные гудроны. Сланец терморастворяют при массовом соотношении растворитель: обогащенный сланец (1-30):1 в течение 0,25-1 часа. Недостатками метода является необходимость обогащения сланца, его трудоемкость, сложность разделения остаточного твердого минерального вещества и жидкого экстракта, низкое качество дистиллятных фракций.
В способе получения жидких продуктов из тяжелых нефтяных остатков (патент РФ 2345119, опубл. 27.01.2009, МПК C10G 9/00) тяжелые нефтяные остатки (ТНО) смешивают с горючим сланцем, взятым в количестве 2-6%, с последующим механоактивированием полученной смеси и ее термокрекингом. Полученный продукт термокрекинга разделяют перегонкой на светлые жидкие продукты и остаток, выкипающий выше 300°С. Затем остаток смешивают на второй ступени в смесителе с цеолитом, взятым в количестве 1-5% с последующим термокрекингом полученной смеси и отделением от полученного продукта светлых нефтепродуктов. Поскольку в ТНО содержание гетероатомных соединений высоко, то получаются жидкие продукты с высоким содержанием гетероатомных соединений серы, азота, ванадия. Недостатком метода также является высокий расход катализатора - цеолита.
Таким образом, недостатками известных методов переработки сланцев являются низкий выход бензиновой и дизельной фракций и высокое содержание в этих фракциях гетероатомных соединений.
Наиболее близким аналогом (прототипом) предлагаемого изобретения является способ переработки сланцев по патенту РФ 2184763, опубл. 10.07.2002, МПК C10G 49/06, C10G 11/04, C10B 53/06, в котором сланец подвергается термическому пиролизу с получением парогазовой смеси. Парогазовую смесь подвергают каталитической обработке в псевдоожиженном или стационарном слое катализатора, в качестве которого используют железосодержащий контакт кислотного типа - полифосфат железа ксерогельной структуры в количестве 20-80 мас. % на сланец, содержащий 95% полифосфата железа при соотношении Р2О3:Fe2O3=0,5, остальное вода (1), или композицию двух каталитических контактов в количестве 40 мас. % на сланец (20% железосодержащего контакта (1) и 20% промышленного Al-Ni-Mo катализатора), при этом полифосфат железа может быть модифицирован металлами-сокатализаторами (P2O5+Fe2O3+∑MenOm) - 95%, где MenOm оксиды металлов Mo, Co, Ni, Cr, V, Си и процесс проводят при 500-600°С. По одному из вариантов суммарную бензиновую фракцию после выделения ее из жидких продуктов термического разложения сланцев подвергают обработке в присутствии железосодержащего контакта (1) и водородсодержащего газа при температурах 340-400°С, давлении водорода 4-6 МПа, объемной скорости подачи сырья 1-3 ч-1, циркуляции водородсодержащего газа 200-1000 м3/м3.
В результате осуществления изобретения при пиролизе сланца с зольностью Ad=50,8% выход жидких продуктов (смолы пиролиза) составил 25%. Содержание в смоле фракции, выкипающей до 350°С, составило 61,1%. Содержание гетероатомов в смоле составило: S - 0,59%; O+N - 2,89%. Полученная согласно данному изобретению бензиновая фракция содержит 0,28% серы и 3,78% кислорода.
Недостатками изобретения являются:
1. Высокая температура пиролиза сланца - 570°С;
2. Высокий расход катализатора - 20-80% на сланец
3. Низкий выход дистиллятных фракций, выкипающих до 350°С - 15,3% на массу сланца
4. Высокое содержание гетероатомных соединений в получаемой смоле: S - 0,59%, О+N - 1,27%
5. Высокое содержание гетероатомных соединений в получаемой бензиновой фракции: S - 0,28% О - 3,78% N - 0,1%.
Задачами изобретения является: удешевление и упрощение технологического процесса, повышение выхода смолы и дистиллятных фракций, выкипающих до 350°С, снижение в дистиллятных фракциях содержаний гетероатомных соединений.
Для решения поставленной задачи в способе переработки горючего сланца - ГС с получением жидкой углеводородной смеси, включающий пиролиз измельченного ГС, выделение из парогазовой смеси жидкого продукта - смолы пиролиза, дистилляцию смолы пиролиза с получением бензиновой, дизельной фракций и остатка дистилляции, выкипающего при температуре выше 350°С, перед пиролизом измельченный горючий сланец смешивают с измельченным твердым органическим компонентом, температура максимальной скорости разложения вещества которого отличается от температуры максимальной скорости разложения органического вещества горючего сланца не более, чем на 5°С, пиролиз проводят при 450-500°С, указанный остаток дистилляции смешивают с жидким продуктом нефтяного происхождения, имеющим температуру кипения выше 350°С, содержащим стабилизатор эмульсий - асфальтены и 2-6,5% органических соединений серы в расчете на элементарную серу, и в полученной смеси эмульгируют водный раствор прекурсора катализатора, из которого после смешения эмульсии с водородом и нагревания в условиях гидроконверсии образуется дисперсный сульфидный катализатор гидроконверсии, смесь подвергают гидроконверсии в присутствии указанного катализатора, осуществляют дистилляцию жидкого продукта гидроконверсии, бензиновую фракцию гидроконверсии объединяют с бензиновой фракцией, полученной при дистилляции смолы пиролиза, а дизельную фракцию, полученную при гидроконверсии, - с дизельной фракцией, полученной при дистилляции смолы пиролиза.
В качестве твердого органического компонента используют отходы резины, полимеров или их смесь.
Массовое соотношение керогена ГС, определяемого по потере массы при озолении сланца на воздухе, и твердого органического компонента предпочтительно составляет от 1:0,5 до 1:2.
Массовое отношение указанного остатка дистилляции и жидкого продукта нефтяного происхождения предпочтительно составляет от 1:0,05 до 1:2.
Предпочтительно водный раствор прекурсора катализатора, содержащего одно или несколько водорастворимых соединений Mo, Fe, Ni, W, Co, эмульгируют в указанной смеси при температуре 30-90°C с получением эмульсии, 90% капель которой имеют диаметр менее 2 мкм.
Массовое соотношение указанной смеси, воды и прекурсора катализатора в пересчете на активный металл составляет 1:(0,01-0,1):(0,00005-0,001).
Приготовленную эмульсию предпочтительно смешивают с подогретым до 400-450°С водородом при соотношении водород : эмульсия = (500-2000):1, нл/л, предпочтительно (1000-1500):1 нл/л и подвергают гидроконверсии при давлении 5-12 МПа, температуре 400-450°С, длительности пребывания сырья в реакционной зоне 0,5-2 часа, в присутствии образовавшегося из прекурсора катализатора с размерами частиц 2-300 нм.
Способ осуществляется следующим образом.
А) Предварительно по ГОСТ 11022-95 определяют зольность сланца и с использованием метода термогравиметрического анализа (ТГА) определяют температуру, соответствующую максимальной скорости разложения органического вещества (TVmax) сланца в инертной атмосфере. Выбирают или готовят путем смешения нескольких компонентов твердый органический компонент (далее также называемый «органическая добавка»), способный подвергаться пиролизу в интервале температур 300-500°С и имеющий TVmax, определенную тем же методом, отличающуюся от температуры TVmax сланца, не более чем на 5°С. При таком условии образующиеся при пиролизе макромолекул керогена сланца радикальные фрагменты вступают во взаимодействие с низкомолекулярными радикалами, образующимися при пиролизе органического компонента, с образованием молекул "среднего" размера, тем самым снижается образование газа и тяжелых высококипящих продуктов пиролиза и растет выход дистиллятных фракций. В качестве второго компонента используют различные бытовые и промышленные органические отходы, предпочтительно отходы резины, полимеров или их смесь. Значение TVmax органической добавки можно регулировать изменяя соотношение ее компонентов. Сланец и добавку измельчают по отдельности до необходимой крупности, определяемой выбранной технологией пиролиза Измельченный сланец смешивают с измельченным твердым органическим компонентом. Количество твердого органического компонента определяется содержанием керогена в сланце (Скер, %), которое определяют по формуле:

где А - зольность сланца (%).
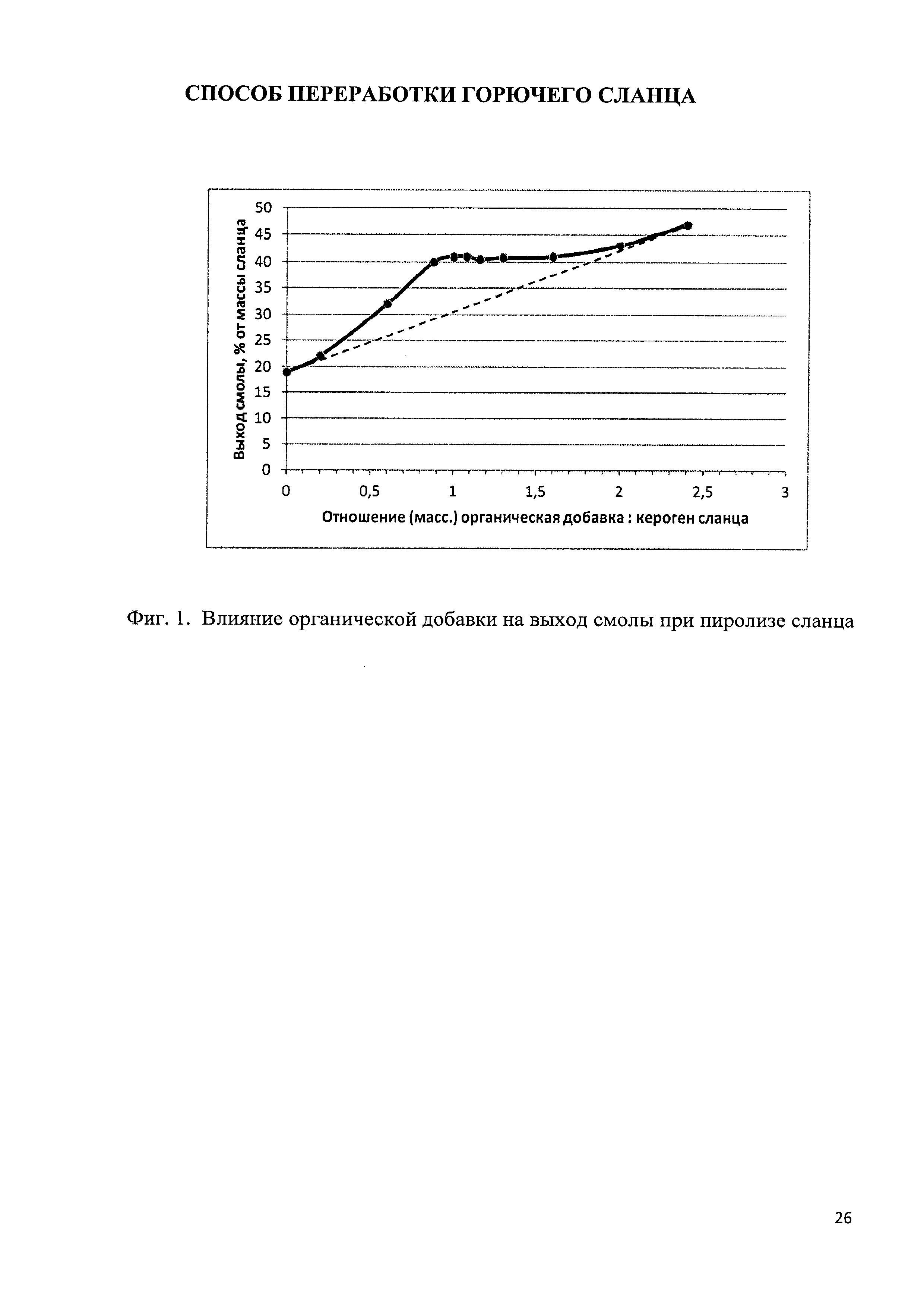
Согласно заявляемому способу оптимальное соотношение по массе керогена сланца и твердого органического компонента составляет от 1:0,5 до 1:2. В указанных интервалах выход смолы пиролиза превышает значения, рассчитанные по правилу аддитивности - см., Фиг. 1, где отражено влияние органической добавки на выход смолы. Для пиролиза использованы сланец Ленинградского бассейна, А=60,3%; TVmax=454,3°С; органический компонент - полипропилен, TVmax=455,1°С; условия пиролиза: Т=470°С, длительность - 1 час.
Б) Пиролиз смеси сланца с органической добавкой проводят при температуре 450-500°С.
В) Продукты пиролиза, включающие золошлаковые отходы и парогазовую смесь, подвергают сепарации. Золошлаковые отходы выводят. Парогазовую смесь охлаждают и известными методами выделяют из нее газообразные продукты пиролиза (ГПП) и жидкий продукт - смолу пиролиза.
Г) Из уловленной смолы атмосферной дистилляцией отгоняют бензиновую и дизельную фракции. Остаток дистилляции смолы пиролиза (I) с температурой начала кипения выше 350°С смешивают с жидким продуктом нефтяного происхождения (II), имеющим температуру кипения выше 350°С, содержащим стабилизатор эмульсий и соединения серы.
Необходимость использования такого компонента связана с условиями последующей переработки остатка методом гидроконверсии. Метод основан на использовании ультрадисперсных частиц катализатора, синтезируемых в сырье в процессе гидроконверсии из предварительно приготовленной эмульсии водного раствора прекурсора катализатора в сырье. Добавление сероорганических соединений к смоле связано с необходимостью сульфидирования прекурсора катализатора и получения активной сульфидной формы катализатора - сульфидного катализатора. Поскольку смола пиролиза сланцев проходит парогазовую стадию, она имеет низкое содержание асфальтенов, недостаточное для стабилизации эмульсии прекурсора. При пиролизе сланцев некоторых месторождений (например, Ленинградского) содержание серы в смоле не превышает 0,8%, что недостаточно для формирования стабильного сульфидного катализатора. Добавление компонента, содержащего стабилизатор эмульсии, обусловлено необходимостью получения стабильной эмульсии прекурсора катализатора в остатке дистилляции сланцевой смолы перед его последующей гидроконверсией.
В качестве жидкого продукта нефтяного происхождения (II) могут использовать остатки дистилляции нефти, высококипящие фракции термокаталитических процессов переработки нефти, тяжелые нефти, природные битумы, содержащие природный стабилизатор эмульсий - асфальтены и 2-6,5% органических соединений серы в расчете на элементарную серу. Остаток дистилляции смолы пиролиза (I) смешивают с жидким продуктом (II) при массовом соотношении (I):(II) от 1:0,05 до 1:2 с получением смеси (III). Выбор соотношения компонентов определяется составами смолы и органической добавки. Предпочтительно, чтобы получаемая смесь содержала 5-8% асфальтенов и 2,0-3% серы.
Д) Прекурсор катализатора растворяют в воде. В качестве прекурсоров используют водорастворимые соединения каталитически активных металлов - молибдена, никеля, кобальта, железа, вольфрама. Предпочтительно использование в качестве прекурсоров следующих соединений: парамолибдата аммония - (NH6)6Mo7O24, тиомолибдата аммония (NH4)2MoS4, смеси названных соединений.
Е) Водный раствор прекурсора катализатора эмульгируют в смеси остатка и органической добавки (III) - предпочтительно при 30-90°С и массовом соотношении (III) : вода : прекурсор катализатора (в пересчете на металл) = 1:(0,01-0,1):(0,00005-0,001). Еще более предпочтительно соотношение 1:(0,01-0,02):(0,0005-0,001). Для получения эмульсий возможно использовать различные устройства, предпочтительно кавитационные диспергаторы. Температуру и длительность эмульгирования выбирают из условия получения эмульсии, 90% капель которой имеют диаметр менее 2 мкм, что обеспечивают в условиях гидроконверсии формирование частиц катализатора с размерами, не превышающими 300 нм.
Ж) Приготовленную эмульсию смешивают с водородом - предпочтительно с подогретым до 400-450°С водородом при соотношении эмульсия : водород = 1:(500-2000) л/нл, предпочтительно 1:(1000-1500) л/нл, нагревают в трубчатой печи и подвергают гидроконверсии в вертикальном реакторе в восходящем потоке сырья при давлении выше атмосферного, предпочтительно 5-12 МПа, температуре 400-450°С, длительности пребывания сырья в реакционной зоне (времени контакта) 0,5-2 часа, в присутствии образовавшегося из прекурсоров катализатора - сульфидов Mo, Fe, Ni, W, Co со средним диаметром частиц 2-300 нм.
3) Продукты гидроконверсии охлаждают и подвергают сепарации, выделяя жидкий продукт - гидрогенизат. Жидкий продукт подвергают атмосферной дистилляции с получением бензиновой и дизельной фракций. Бензиновую фракцию гидроконверсии объединяют с бензиновой фракцией, полученной при дистилляции смолы пиролиза, а дизельную фракцию, полученную при гидроконверсии, объединяют с дизельной фракцией, полученной при дистилляции смолы пиролиза.
Часть непревращенного остатка гидроконверсии предпочтительно рециркулируют на стадию смешения. Другую часть непревращенного остатка гидроконверсии могут использовать для регенерации прекурсора катализатора, который рециркулируют на стадию эмульгирования. Из газообразных продуктов гидроконверсии могут выделять водород и рециркулировать его на стадию смешения эмульсии с водородом.
Основные отличия результатов предлагаемого решения от прототипа состоят в следующем:
- добавление при пиролизе сланца твердого органического компонента позволяет увеличить выход смолы пиролиза на 70-80% и дистиллятных фракций на 65-90%;
- в отличие от прототипа в заявляемом способе остаток дистилляции смолы пиролиза с температурой кипения выше 350°С, выход которого в прототипе составляет 38,9% (таблица 2 прототипа), подвергается дальнейшей переработке методом гидроконверсии, в результате чего из остатка получают дополнительные количества бензиновой и дизельной фракций с низким содержанием гетероатомных соединений;
- расход катализаторов в заявляемом способе более чем в 200 раз ниже, чем в прототипе.
При использовании в качестве органической добавки, вводимой при пиролизе, отходов полимеров, например, полиэтилена, полипропилена, полистирола и др., дополнительно получают следующие результаты:
- так как отходы полимеров практически не содержат гетероатомных соединений серы, кислорода и азота, получаемая смола имеет содержание гетероатомов в 1,5-3 раза меньшее, чем в смоле, получаемой при пиролизе индивидуального сланца без добавки;
- температуры кипения жидких продуктов пиролиза большинства полимеров не превышают 350-400°С, что обеспечивает увеличение долей бензиновой и дизельной фракций в смоле пиролиза.
Последнего результата достигают и при применении отходов резины или их смеси с отходами полимеров.
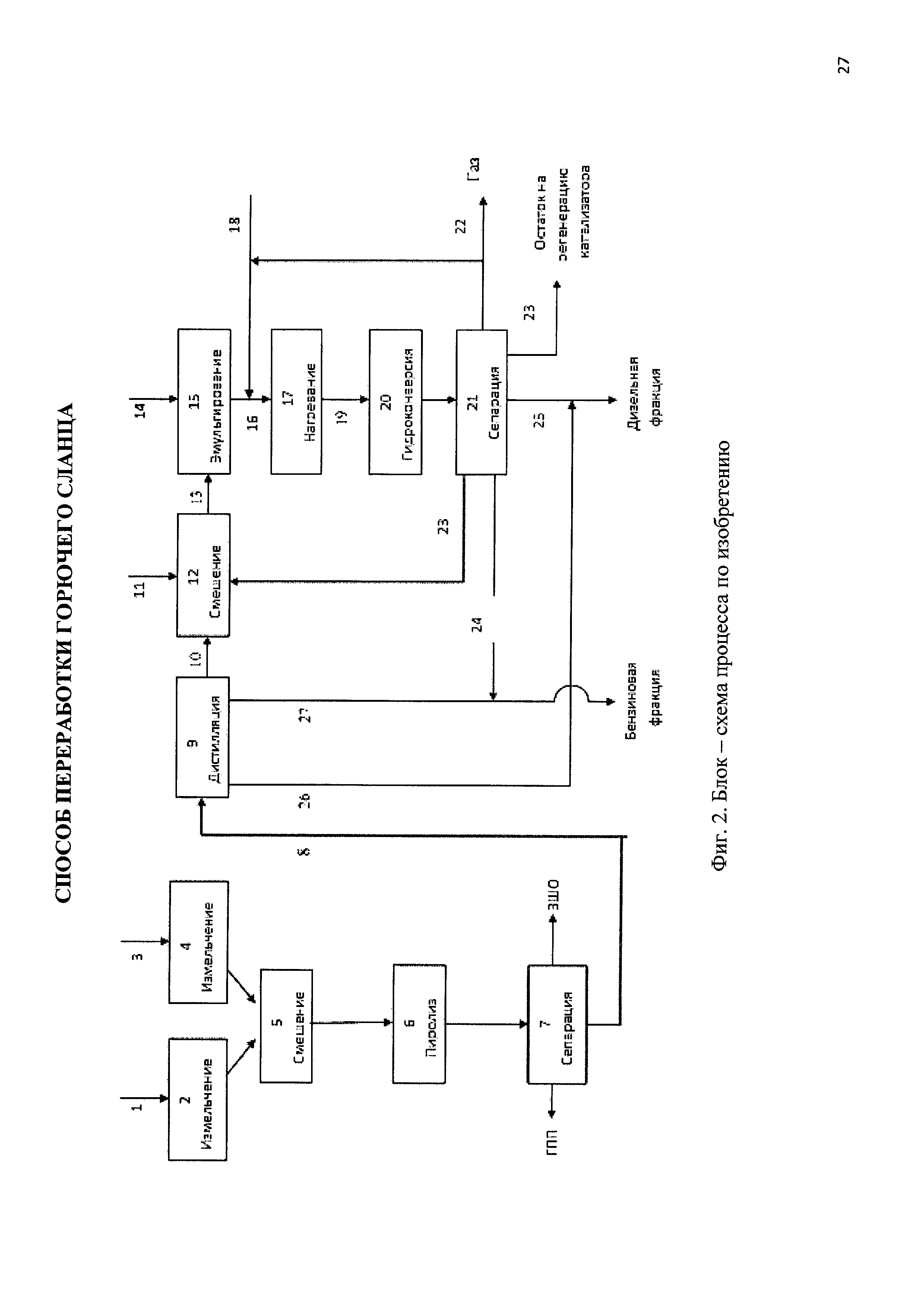
Схема осуществления процесса (с рециркуляцией непревращенного остатка гидроконверсии и газообразных продуктов гидроконверсии) приведена на Фиг. 2. Рядовой сланец (1) и твердый органический компонент (3), имеющий значение TVmax, отличающееся от TVmax сланца не более чем на 5°С, предварительно измельчают до крупности 100 мм в дробилках на стадиях (2) и (4). В качестве твердого органического компонента используют бытовые и промышленные отходы полимеров и резины. Компоненты смешивают в смесителе (5) при соотношении кероген сланца : твердый органический компонент от 1:0,5 до 1:2. Смесь компонентов подвергают пиролизу (6) при температурах 450-500°С. Продукты пиролиза подвергают сепарации на стадии 7 с получением золошлаковых отходов (ЗШО), и парогазовой смеси, которую на этой же стадии разделяют на газообразные продукты пиролиза (ГПП) и смолу (8). Смолу пиролиза подвергают атмосферной дистилляции (9) с получением бензиновой (27) и дизельной (26) фракций, а также остатка дистилляции с температурой начала кипения выше 350°С (10). Остаток дистилляции смешивают в смесителе на стадии 12 с жидким продуктом нефтяного происхождения (11), содержащим стабилизатор эмульсии - асфальтены и органические соединения серы. Суммарное содержание серы в жидком продукте нефтяного происхождения составляет 2-6,5%. Соотношение остатка дистилляции смолы и жидкого продукта нефтяного происхождения (в качестве которого используют остатки дистилляции нефтей, тяжелые нефти, природные битумы) составляет от 1:0,05 до 1:2. Предпочтительно, чтобы полученная смесь (13) содержала 5-8% асфальтенов и 2-3% серы. Прекурсор катализатора растворяют в воде из условия получения эмульсии, в которой массовое соотношение компонентов составляет смесь (13) : вода : прекурсор катализатора (в пересчете на металл) = 1:(0,01-0,1):(0,00005-0,001), предпочтительно 1:(0,01-0,02):(0,0005-0,001). Водный раствор прекурсора катализатора (14) эмульгируют в смеси (13). Для эмульгирования (15) возможно использовать различные устройства, предпочтительно проточные кавитационные диспергаторы. Температуру и длительность эмульгирования выбирают из условия получения эмульсии, 90% капель которой имеют диаметр менее 2 мкм, что обеспечивает в условиях гидроконверсии формирование частиц катализатора с размерами не превышающими 300 нм.
Приготовленную эмульсию (16) смешивают с подогретым до 400- 450°С водородом (18) (свежим водородом, например, при первом запуске процесса, или рециркулирующим водородсодержащим газом, в который дополнительно вводят свежий водород) при соотношении водород : эмульсия = (500-2000):1 нл/л, предпочтительно (1000-1500):1 нл/л. Газожидкостную смесь подвергают нагреванию (17) в трубчатой печи до 400-450°С. Нагретую смесь (19) подвергают гидроконверсии (20) в вертикальном проточном реакторе, в восходящем потоке сырья при давлении 5-12 МПа, температуре 400-450°С, длительности пребывания сырья в реакционной зоне (времени контакта) 0,5-2 часа, в присутствии образовавшихся из прекурсоров сульфидов Mo, Fe, Ni, W, Co со средним диаметром частиц 2-300 нм.
Продукты гидроконверсии охлаждают и сепарируют на стадии сепарации (21). В результате сепарации получают:
- углеводородный газ (22), который используют для производства сжиженного газа;
- водородсодержащий газ, который смешивают со свежим водородом и подают в реактор гидроконверсии как водород (18);
- содержащий частицы катализатора непревращенный остаток гидроконверсии (23), часть из которого возвращают в процесс гидроконверсии на стадию смешения со свежим сырьем (12), а часть выводят из процесса и используют для регенерации катализатора;
- бензиновую (24) и дизельную (25) фракции.
Бензиновую фракцию гидроконверсии (24) объединяют с бензиновой фракцией, полученной при дистилляции сланцевого масла (27), а дизельную фракцию, полученную при гидроконверсии (25), объединяют с дизельной фракцией, полученной при дистилляции сланцевой смолы (26).
Примеры
Пример 1.
В примере 1 выполняют пиролиз сланца. Для опыта использовали сланец Ленинградского бассейна. Состав сланца приведен в таблице 1. Для определения значений TVmax сланца выполняют термогравиметрический анализ образца с использованием дериватографа TGA/DSC1 METTLER TOLEDO. Термический анализ проводят в атмосфере аргона, при скорости нагрева образцов 5°С в минуту в интервале температур 50-600°C. TVmax сланца составляет 454,3°С.
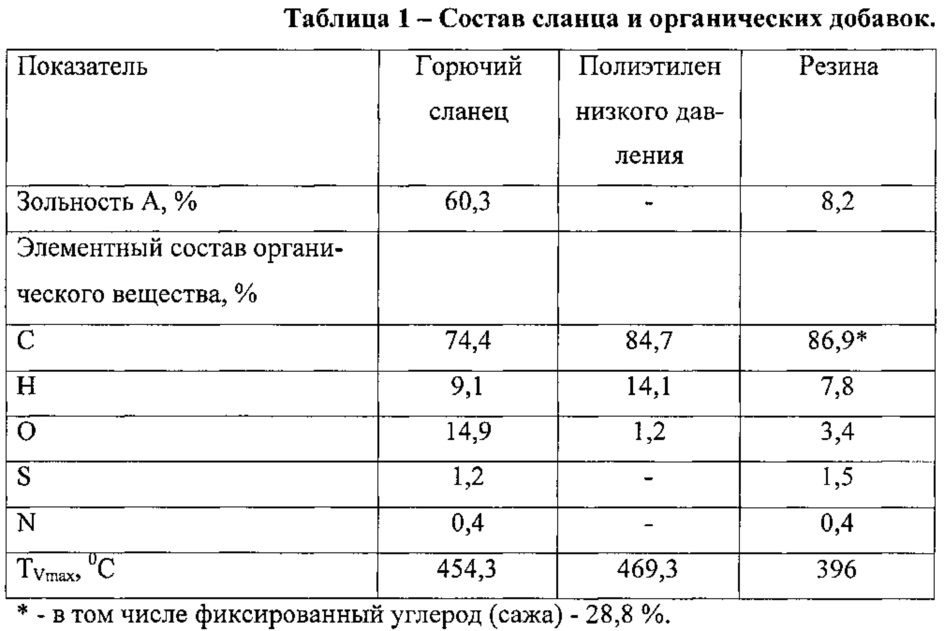
В сланце определяют зольность по ГОСТ 11022-95 (таблица 1) и рассчитали содержание органического вещества сланца (керогена) Скер по формуле 1. Скер=39,7%.
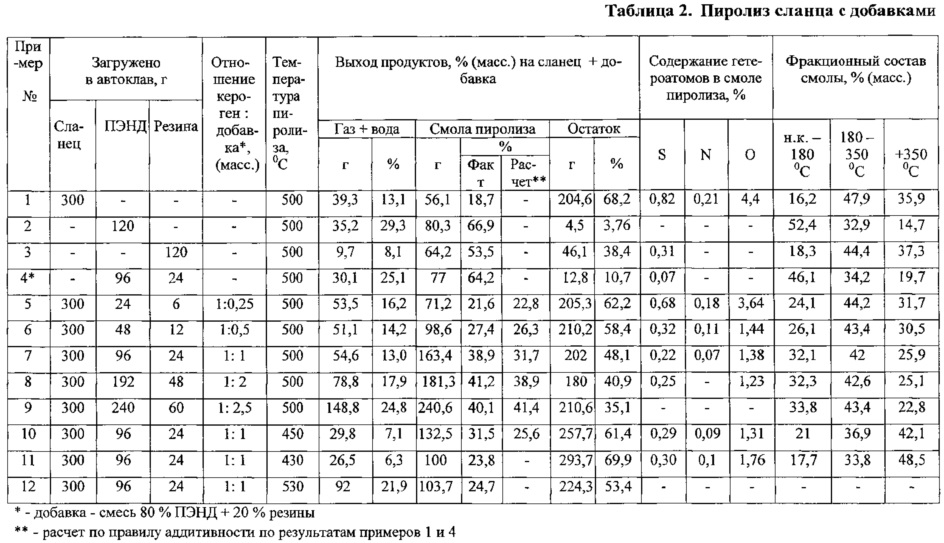
Пиролиз сланца проводят в автоклаве, объемом 1 л при температуре 500°С и атмосферном давлении. Измельченный до крупности 5-10 мм сланец загружают в автоклав в количестве 300 г. Автоклав продувают азотом, герметизируют и нагревают до рабочей температуры в течение 2 часов. Автоклав выдерживают при рабочей температуре 1 час. В процессе нагрева, выдержки при заданной температуре и охлаждении автоклава выходящую из автоклава газо-паровую смесь охлаждают в водяном холодильнике в результате чего происходит конденсация сланцевой смолы. Твердый остаток в автоклаве выгружают и взвешивают. Уловленный жидкий продукт разгоняют под атмосферным давлением на фракции "н.к. - 180°С", "180-350°С" и остаток "350°С+". Фракцию "н.к. - 180°С" центрифугируют для отделения реакционной воды. Выход газа + вода рассчитывают по разности между массой сланца, жидких органических продуктов и коксового остатка в автоклаве. Жидкие продукты анализируют с помощью методов группового химического, элементного анализов и газожидкостной хроматографии. Результаты приведены в таблице 2. Как видно из приведенного примера, выход смолы пиролиза сланца составляет 18,7%. В смоле суммарное содержание гетероатомов составляет 5,43%.
Примеры 2 и 3.
В примерах 2 и 3 выполняют пиролиз органических добавок, использованных при пиролизе сланца. В качестве твердых органических добавок используют резиновую крошку и полиэтилен низкого давления (ПЭНД). Резиновую крошку получают размолом автошин. Из резины удаляют металлический корд. Полиэтиленовую добавку получают дроблением полиэтиленовой тары. Составы добавок, использованных в примерах, приведены в таблице 1. Для определения значений TVmax добавок выполняют термогравиметрический анализ образцов с использованием дериватографа TGA/DSC1 METTLER TOLEDO. Термический анализ проводят в атмосфере аргона, при скорости нагрева образцов 5°С в минуту в интервале температур 50-600°С. TVmax ПЭНД составила 469,3°С, TVmax резины - 396°С.
Массы проб ПЭНД и резины, загруженных в автоклав, составляли 120 г. Пиролиз добавок проводили при тех же условиях, что и сланца. Результаты пиролиза приведены в таблице 2.
Пример 4.
Как видно из таблицы 1, TVmax полиэтилена выше, а TVmax резины ниже значений TVmax сланца. Для получения добавки с требуемым значением TVmax выполняют расчет содержания в смеси твердого органического компонента, TVmax которого отличается от ТVmax сланца не более чем на 5°С. Расчет выполняют по правилу аддитивности. Согласно расчетам готовят смесь, состоящую из 80% ПЭНД и 20% резины. Термогравиметрический анализ такой смеси показывает значение TVmax=454,6°С, что близко к величине, определенной для сланца. Отличие в величинах TVmax составляет 0,3°С. В примере 4 проводят пиролиз 120 г приготовленной смеси добавок. Условия пиролиза те же, что в примерах 1-3. Результаты пиролиза приведены в таблице 2.
Примеры 5-9
В примерах 5-9 приведены результаты пиролиза смеси сланца со смесью добавок, приготовленной согласно примеру 4. В примерах 5-9 изменяют массовое соотношение кероген сланца : твердый органический компонент в пределах от 1:0,25 до 1:2,5. Во всех примерах масса сланца в смеси составляет 300 г. Массы добавок приведены в таблице 2. Пиролиз проводят при тех же условиях, что в примерах 1-4. Как видно из примеров 6-8 при соотношениях кероген сланца : органическая добавка в пределах от 1:0,5 до 1:2,0 фактический выход смолы пиролиза превышает выход, рассчитанный по правилу аддитивности. При соотношениях 1:0,25 и 1:2,5 теоретический выход смолы пиролиза выше экспериментальных значений (примеры 5 и 9). Таким образом, соотношение кероген сланца: органическая в пределах от 1:0,5 до 1:2,0 является оптимальным, хотя можно видеть, что и по примеру 9 выход дистиллятных фракций в расчете на сланец является высоким, и продукт не содержит гетероатомов. При таких соотношениях выход смолы пиролиза превышает приведенные в прототипе значения (25,09%) и составляет от 26,3 до 38,9%. Кроме того суммарное содержание гетероатомов в смоле (от 1,48 до 1,87%) существенно ниже, чем при пиролизе индивидуального сланца и ниже значений, приведенных в прототипе.
Пример 10.
В примере 10 используют те же сланец и добавку, что в примерах 5-9. Соотношение сланец: добавка и условия пиролиза те же, что в примере 7, за исключением температуры. Пиролиз проводят при температуре 450°С. Как видно из результатов (таблица 2) при этой температуре выход смолы превышает теоретический выход, а содержание гетероатомных соединений ниже, чем в прототипе.
Пример 11.
В примере 11 использованы те же сланец и добавка, что в предыдущих примерах. Соотношение сланец: добавка и условия пиролиза те же, что в примерах 7 и 10. Температура в этом примере составила 430°С. Как видно из результатов (таблица 2) при снижении температуры пиролиза ниже 450°С резко снижается выход смолы и увеличивается выход остатка в реакторе.
Пример 12.
В примере 12 использованы те же сланец и добавка, что в примерах 7 и 10. Соотношение сланец: добавка и условия пиролиза те же, что в примерах 7 и 10, за исключением температуры, которая в этом примере составила 530°С. Как видно из результатов (таблица 2) при увеличении температуры пиролиза выше 500°С резко снижается выход смолы и увеличивается выход газа. Таким образом, температура пиролиза 450-500°С является оптимальной.
Пример 13.
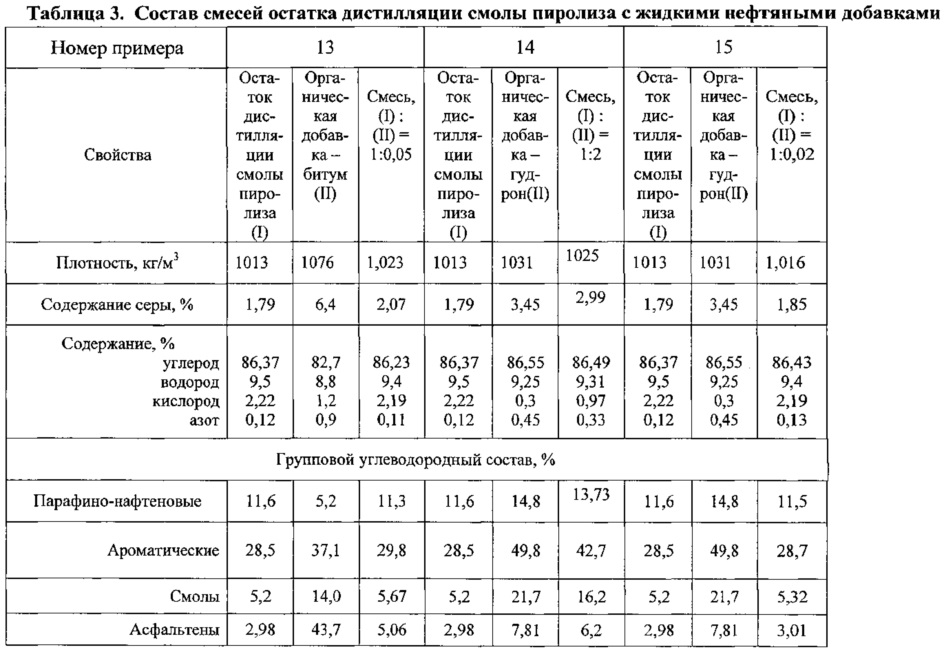
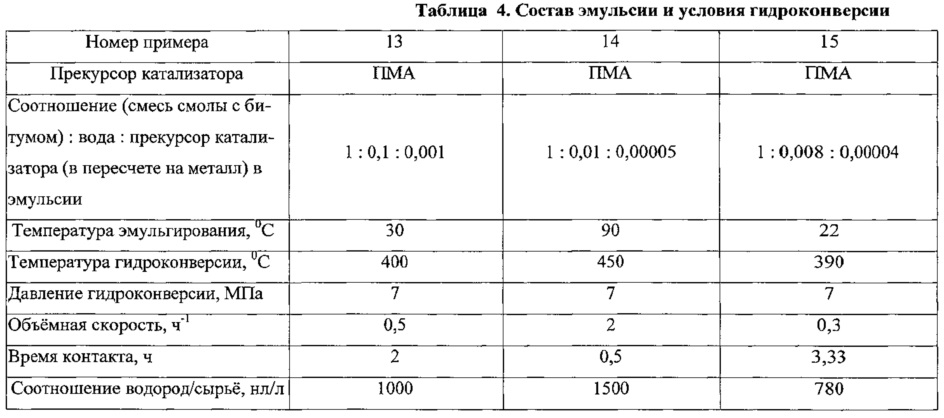
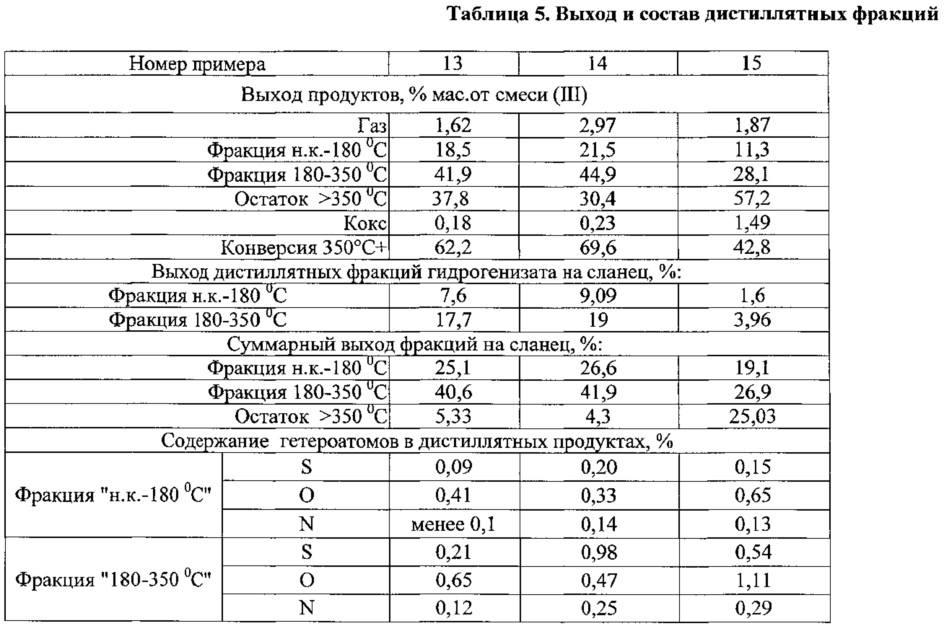
В примере 13 2100 г смолы пиролиза (для получения достаточного количества смолы проведена ее наработка при условиях примера 7), подвергают атмосферной дистилляции, в результате чего получают 670 г фракции "н.к. - 180°С", 880 г фракции "180-350°С" и 550 г остатка с температурой начала кипения 350°С. Состав полученного остатка приведен в таблице 3. Остаток имеет недостаточные для проведения последующей гидроконверсии содержания серы и стабилизаторов эмульсии - асфальтенов. Для корректировки состава 500 г остатка смешивают с 25 г предварительно нагретого до 100°С природного битума (массовое соотношение остаток : битум = 1:0,05). Состав битума приведен в таблице 3. В полученной смеси (III) содержание серы составило 2,07% и асфальтенов - 5,06%, что достаточно для проведения процесса гидроконверсии. В 52,5 г химически очищенной воды растворяют 0,95 г парамолибдата аммония (ПМА), что соответствует 0,52 г молибдена. Водный раствор ПМА добавляют к 525 г смеси (III). Смесь эмульгируют при 30°С в течении 40 минут с использованием роторно-кавитационного диспергатора. В результате готовят эмульсию, в которой массовое соотношение компонентов составляет смесь (III) : вода : прекурсор катализатора (в пересчете на металл) = 1:0,1:0,001. Дисперсный состав эмульсии определяли на оптическом микроскопе. В приготовленной эмульсии доля капель с диаметром менее 2 мкм составляет 95,4%.
Приготовленную эмульсию смешивают с водородом, нагревают до температуры гидроконверсии и подвергают гидроконверсии в проточной установке с пустотелым реактором, объемом 53 см3. Гидроконверсию проводят при давлении водорода 7 МПа, объемной скорости 0,5 ч-1 (время контакта - 2 часа), температуре 400°С, соотношении водород/сырье 1000 нл/л сырья. Условия опыта приведены в таблице 4. Результаты опыта приведены в таблице 5. Из гидрогенизата фильтрацией с последующей промывкой толуолом выделяют твердую фазу, в которой по данным РФ А присутствует MoS2. Конверсия фракции 350°С+ составляет 62,2%. По данным электронной микроскопии диаметры частиц катализатора составляют от 20 до 260 нм с максимумом на кривой распределения - 143 нм. Гидрогенизат подвергают дистилляции на фракции "н.к. - 180°С", "180-350°С" и остаток "350°С+". Выход фракций на сланец составляет: бензиновой - 25,1%, дизельной - 40,6%, непревращенного остатка "350°С+" - 5,33% - см., таблицу 5. Бензиновую и дизельные фракции смешивают с бензиновой и дизельной фракцией, полученной при дистилляции смолы пиролиза в примере 7.
Содержание гетероатомов в бензиновой фракции составляет: серы - 0,09%, кислорода - 0,41%, азота - <0,1%. Таким образом, предлагаемый способ позволяет получить бензиновую и дизельную фракции лучшего качества и с большим выходом, чем в прототипе. Кроме того, расход катализатора составляет 0,1% от массы сырья, что в 200 раз ниже, чем в прототипе.
Пример 14.
Остаток дистилляции смолы пиролиза тот же, что в примере 13. Для корректировки состава 200 г остатка дистилляции смолы пиролиза смешивают с 400 г предварительно нагретого до 100°С остатка вакуумной дистилляции нефти - гудрона (массовое соотношение остаток : гудрон = 1:2). Состав гудрона приведен в таблице 3. В полученной смеси (III) содержание серы составляет 2,99% и асфальтенов - 6,2%, что достаточно для проведения процесса гидроконверсии.
В 100 г химически очищенной воды растворяют 0,91 г ПМА. 6 г приготовленного раствора, в котором содержится 0,055 г ПМА или 0,03 г молибдена смешивают с 600 г смеси (III). Смесь эмульгируют при 90°С в течении 60 минут с использованием роторно-кавитационного диспергатора. В результате готовят эмульсию, в которой массовое соотношение компонентов составляет смесь (III) : вода : прекурсор катализатора (в пересчете на металл) = 1:0,01:0,00005.. Дисперсный состав эмульсии определяют на оптическом микроскопе. В приготовленной эмульсии доля капель с диаметром менее 2 мкм составляет 97,0%.
Приготовленную эмульсию смешивают с водородом, нагревают до температуры гидроконверсии и подвергают гидроконверсии в проточной установке с пустотелым реактором, объемом 53 см3. Гидроконверсию проводят при давлении водорода 7 МПа, объемной скорости 2 ч-1 (время контакта - 0,5 часа), температуре 450°С, соотношении водород/сырье 1500 нл/л сырья. Условия опыта приведены в таблице 4. Результаты опыта приведены в таблице 5. Из гидрогенизата фильтрацией с последующей промывкой толуолом выделяют твердую фазу, в которой по данным РФА присутствует MoS2. Конверсия фракции 350°С+ составляет 69,6%. По данным электронной микроскопии диаметры частиц катализатора составляют от 10 до 180 нм с максимумом на кривой распределения - 102 нм.
Гидрогенизат подвергают дистилляции, разгоняя на фракции "н.к. - 180°С", "180-350°С" и остаток "350°С+". Выход и состав фракций приведен в таблице 5. Бензиновую и дизельные фракции смешивают с бензиновой и дизельной фракцией, полученной при дистилляции смолы пиролиза в примере 7. Выход фракций на сланец составляет: бензиновой - 26,6%, дизельной - 41,9%, непревращенного остатка "350°С+" - 5,6% Содержание гетероатомов в бинзиновой фракции составляет: серы - 0,09%, кислорода - 0,41%, азота - <0,1%. Таким образом, предлагаемый способ позволяет получить бензиновую и дизельную фракции лучшего качества и с большим выходом, чем в прототипе. Кроме того, расход катализатора составляет 0,1% от массы сырья, что в 200 раз ниже, чем в прототипе.
Пример 15.
В примере 15 значения показателей (параметров) приготовления смеси (III), эмульсии прекурсора в смеси (III) и гидроконверсии выше или ниже заявляемых. Остаток дистилляции смолы пиролиза тот же, что в примерах 13 и 14. Для корректировки состава 500 г остатка дистилляции смолы пиролиза смешивают с 10 г предварительно нагретого до 100°С остатка вакуумной дистилляции нефти - гудрона (массовое соотношение остаток : гудрон = 1:0,02). Состав гудрона, тот же, что в примере 14 и приведен в таблице 3. В полученной смеси (III) содержание серы составляет 1,85% и асфальтенов - 3,01%.
В качестве прекурсора используют водный раствор ПМА, приготовленный в примере 14. 4 г приготовленного раствора, в котором содержится 0,037 г ПМА или 0,02 г молибдена смешивают с 500 г смеси (III). Смесь эмульгируют при комнатной температуре в течении 60 минут с использованием роторно-кавитационного диспергатора. В результате готовят эмульсию, в которой массовое соотношение компонентов составляет смесь (III) : вода : прекурсор катализатора (в пересчете на металл) = 1:0,008:0,00004.. Дисперсный состав эмульсии определяют на оптическом микроскопе. В приготовленной эмульсии доля капель с диаметром менее 2 мкм составляет 72,10%.
Приготовленную эмульсию смешивают с водородом, нагревают до температуры гидроконверсии и подвергают гидроконверсии в проточной установке с пустотелым реактором, объемом 53 см3. Гидроконверсию проводят при давлении водорода 7 МПа, объемной скорости 0,3 ч-1 (время контакта - 3,33 часа), температуре 390°С, соотношении водород/сырье 780 нл/л сырья. Условия опыта приведены в таблице 4. Результаты опыта приведены в таблице 5. Из гидрогенизата фильтрацией с последующей промывкой толуолом выделяют твердую фазу, в которой по данным РФА присутствуют MoS2 и MoO2. Конверсия фракции 350°C составляет 42,8%. Гидрогенизат разгоняют на фракции "н.к. - 180°С", "180-350°С" и остаток "350°С+". Выход и состав фракций приведен в таблице 5. Бензиновую и дизельные фракции смешивают с бензиновой и дизельной фракцией, полученными при дистилляции смолы пиролиза в примере 7. Как следует из результатов, отклонение от заявляемых параметров проведения процесса в примере 15 приводит к снижению выхода дистиллятных фракций, увеличению в них содержаний гетероатомных соединений и увеличению выхода кокса. Однако и в этом случае выход дистиллятной фракции в расчете на исходное количество сланца значительно выше, а содержание в ней гетероатомов ниже, чем в прототипе.
Коллоидный раствор наночастиц серебра, металл-полимерный нанокомпозитный пленочный материал, способы их получения, бактерицидный состав на основе коллоидного раствора и бактерицидная пленка из металл-полимерного материала
Катализатор, способ его получения и способ трансалкилирования бензола диэтилбензолами с его использованием
Способ получения гетерогенного катализатора для получения ценных и энергетически насыщенных компонентов бензинов
Способ получения биоспецифического гидрогелевого сорбента для выделения протеиназ
Способ повышения времени стабильной работы катализатора в реакции гидроалкилирования бензола ацетоном с получением кумола и способ получения кумола гидроалкилированием бензола ацетоном
Способ получения модифицированного титан-магниевого нанокатализатора
Способ трансалкилирования бензола полиалкилбензолами
Катализатор и способ получения алифатических углеводородов из оксида углерода и водорода в его присутствии
Катализатор и способ получения алифатических углеводородов из оксида углерода и водорода в его присутствии
Способ получения полиакриламидного гидрогеля
Коллоидный раствор наночастиц серебра, металл-полимерный нанокомпозитный пленочный материал, способы их получения, бактерицидный состав на основе коллоидного раствора и бактерицидная пленка из металл-полимерного материала
Катализатор, способ его получения и способ трансалкилирования бензола диэтилбензолами с его использованием
Способ получения гетерогенного катализатора для получения ценных и энергетически насыщенных компонентов бензинов
Способ получения биоспецифического гидрогелевого сорбента для выделения протеиназ
Способ повышения времени стабильной работы катализатора в реакции гидроалкилирования бензола ацетоном с получением кумола и способ получения кумола гидроалкилированием бензола ацетоном
Способ получения модифицированного титан-магниевого нанокатализатора
Способ трансалкилирования бензола полиалкилбензолами
Катализатор и способ получения алифатических углеводородов из оксида углерода и водорода в его присутствии
Катализатор и способ получения алифатических углеводородов из оксида углерода и водорода в его присутствии
Способ получения полиакриламидного гидрогеля

