Результат интеллектуальной деятельности: СПОСОБ ГИБКИ ТРУБНЫХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может применяться в машиностроительной отрасли при производстве гнутых труб различных диаметров и радиусов гибов.
Известен способ гибки металлических труб (патент RU на изобретение 2062156 С1), который включает местное температурное разупрочнение трубной заготовки, приложение изгибающего момента и осаждающего усилия к разупрочненному участку заготовки. По длине трубной заготовки создаваемый кольцевой участок разупрочнения имеет переменную ширину. Осаждающее усилие создают при сближении концевых участков заготовки.
Недостатками способа является существенное утонение внешних стенок получаемых гибов (уменьшение толщины стенок гибов в 1,5 и более раз), большая степень изменения сечения трубной заготовки по форме и размерам, что в результате снижает качество и эксплуатационные характеристики трубопроводов.
Наиболее близким техническим решением, принятым за прототип, является способ гибки трубных заготовок, реализованный на станке для гибки труб (патент на полезную модель RU 136752 U1), в котором узкую кольцевую зону трубной заготовки нагревают до пластического состояния, постепенно подают трубную заготовку в зону гибки и изгибают ее на требуемый угол. Изгиб трубной заготовки осуществляется одновременно с кручением расположенного перед зоной гибки прямолинейного участка трубной заготовки вокруг своей оси.
Недостатком способа является неравномерное распределение металла по кольцевому сечению трубы, приводящее к разнотолщинности ее стенок.
Задачей заявляемого изобретения является повышение качества гнутых труб за счет равномерного распределения металла по их кольцевому сечению.
Это достигается тем, что способ гибки трубных заготовок включает нагрев ее узкой кольцевой зоны, постепенную подачу трубной заготовки в зону гибки одновременно с кручением расположенного перед зоной гибки прямолинейного участка трубной заготовки вокруг своей оси и ее изгиб на требуемый угол. В предложенном решении нагрев узкой кольцевой зоны осуществляется до температуры 950-1150°C, соответствующей пластическому состоянию металла, скорость подачи трубной заготовки в зону гибки составляет 5-60 мм/мин, а кручение прямолинейного участка вокруг своей оси происходит с угловой скоростью 1-270°/мин.
Сопоставительный анализ с прототипом показывает, что заявляемый способ отличается тем, что нагрев узкой кольцевой зоны осуществляется до температуры 950-1150°C, соответствующей пластическому состоянию металла, скорость подачи трубной заготовки в зону гибки составляет 5-60 мм/мин, а кручение прямолинейного участка вокруг своей оси происходит с угловой скоростью 1-270°/мин. В связи с изложенным заявленный способ соответствует критерию «новизна».
Сравнение заявленного решения не только с прототипом, но и с другими техническими решениями в данной области техники не выявило в них признаки, отличающие заявленное решение от прототипа, что позволяет сделать вывод о соответствии критерию «изобретательский уровень».
Основные известные способы гибки описаны в книге «Машины и оборудование для гнутья труб», А.И. Гальперин. Осуществление предложенного способа возможно с использованием схемы любого известного способа гибки трубных заготовок.
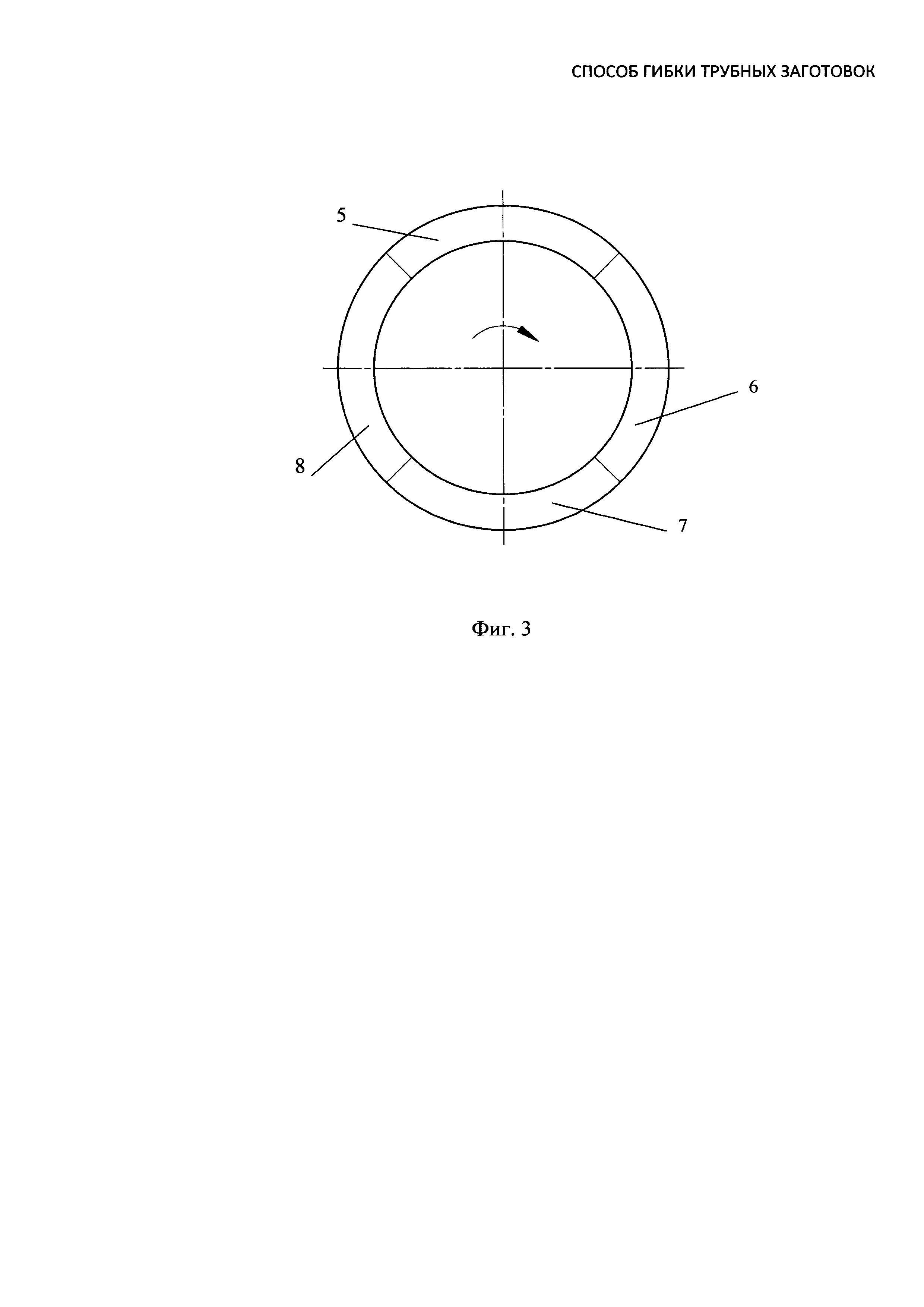
Способ гибки трубных заготовок поясняется графическим материалом, где на фиг. 1 показано начальное положение трубной заготовки, на фиг. 2 - процесс гибки трубной заготовки, на фиг. 3 - упрощенная схема течения металла в активной зоне гибки.
На фиг. 1 показано, что трубная заготовка 1 перед гибкой устанавливается в направляющем механизме 2, закрепляется в механизме водила 3 и нагревается в узкой кольцевой зоне трубной заготовки нагревательным элементом 4 до температуры Т=950-1150°C, соответствующей пластическому состоянию.
Из фиг. 2 видно, что трубная заготовка 1 направляется и подается для гибки с помощью направляющего механизма 2 со скоростью подачи V=5-60 мм/мин, изгибается на требуемый угол с помощью водила 3, которому задается дополнительная угловая скорость ω2=V/R, зависящая от скорости подачи V и радиуса гиба R. Одновременно с изгибом прямолинейный участок трубной заготовки 1 перед зоной гибки поворачивается вокруг своей оси с угловой скоростью ω1=1-270°/мин.
Формоизменение происходит в узкой кольцевой зоне трубной заготовки с повышенной пластичностью, создаваемой за счет ее нагрева до температуры 950-1150°C нагревательным элементом 4, и характеризуется одновременными деформациями изгиба при скорости подачи трубы V=5-60 мм/мин и кручении прямолинейного участка вокруг оси с угловой скоростью 1-270°/мин.
При изгибе происходит сжатие внутренней стенки гиба (увеличение ее толщины) и растяжение наружной стенки гиба (уменьшение ее толщины). В результате кручения происходит непрерывное перераспределение материала трубной заготовки по всей зоне гибки, что предотвращает нагнетание материала в сжимаемой зоне гибки и увеличивает количество материала в растягиваемой зоне гибки, то есть сводится к минимуму развитие утонения внешней стенки гиба.
Из фиг. 3 видно, что при деформации кольцевой зоны гибки по предложенному способу участок трубной заготовки из сжимаемой зоны 5, незначительно увеличив свою толщину стенки за счет подачи и изгиба трубной заготовки, смещается в нейтральную зону 6. Участок трубной заготовки из нейтральной зоны 6 смещается в растягиваемую зону 7. Участок трубной заготовки из растягиваемой зоны 7, незначительно уменьшив свою толщину стенки за счет подачи и изгиба трубной заготовки, перемещается по мере кручения в нейтральную зону 8. Участок трубной заготовки без утолщения из нейтральной зоны 8 перемещается в сжимаемую зону 5, заменяя собой незначительно утолщенный участок трубной заготовки из сжимаемой зоны 5. Таким образом, фиг. 3 наглядно показывает уменьшение разнотолщинности на внутренней и внешней стенках гиба гнутой трубы при гибке трубной заготовки по предложенному способу.
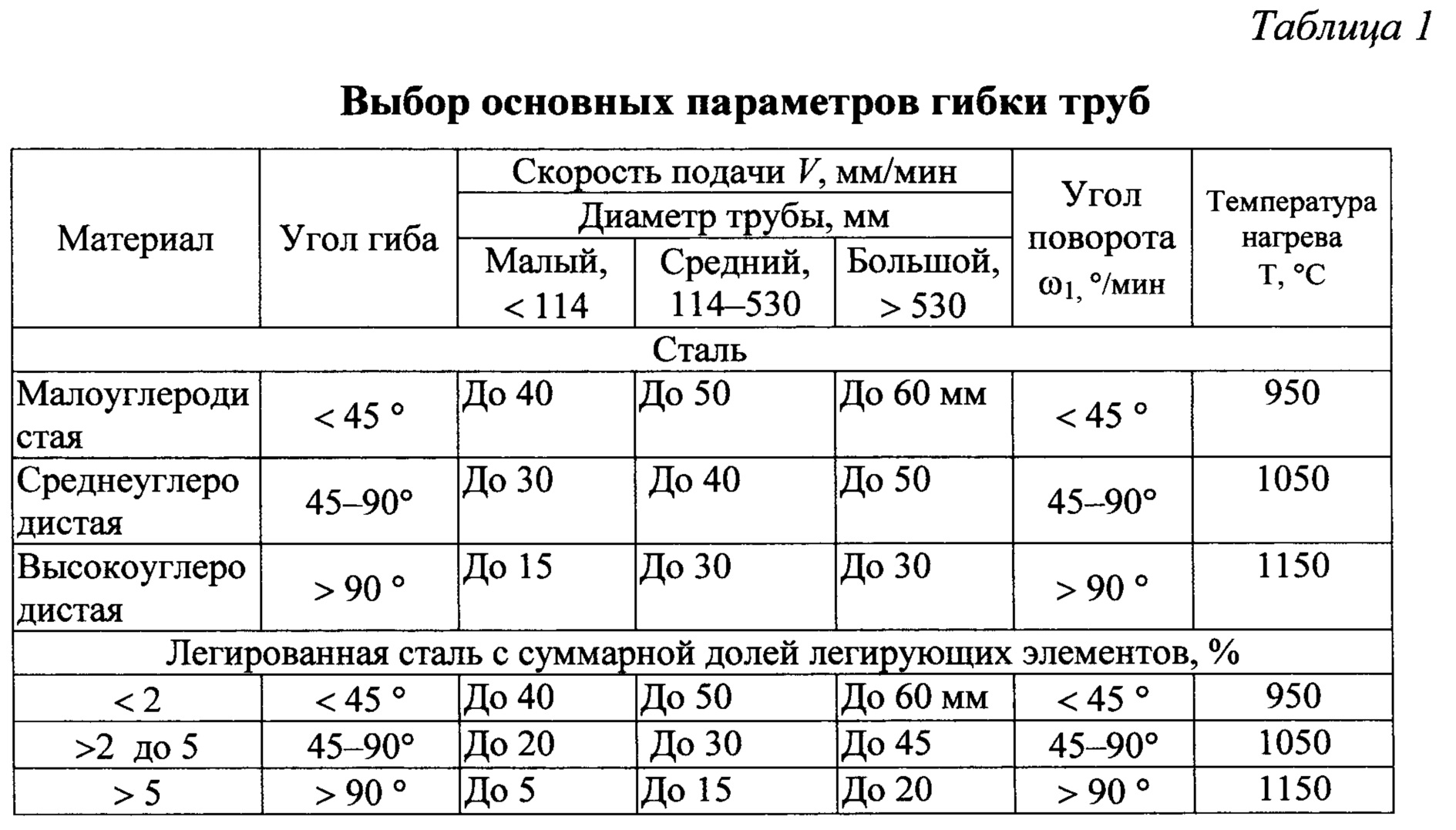
При разработке технологического процесса гибки трубных заготовок с использованием предложенного способа используются такие параметры, как скорость подачи трубной заготовки V, угловая скорость кручения ее прямолинейного участка перед зоной гибки вокруг своей оси ω1, угол изгиба трубной заготовки αТ, радиус изгиба трубной заготовки R. Выбор основных параметров процесса гибки труб осуществляется в соответствии с приведенной ниже табл. 1.
Установлено, что для трубы 219×18 из среднеуглеродистой стали при радиусе гиба R=375 мм и угле гибки от 0° до 180° оптимальная скорость подачи V=30 мм/мин и угловая скорость кручения прямолинейного участка вокруг своей оси ω1=0,158 рад/мин или ω1=9,1°/мин.
Таким образом, в предлагаемом способе приводятся необходимые значения взаимосвязанных параметров прямолинейной подачи и кручения трубной заготовки вокруг своей оси, обеспечивающие реализацию способа и устранение недостатка прототипа.
Преимуществом заявляемого способа является повышение качества гнутой трубы из-за уменьшения разнотощинности ее стенок на основе задания взаимосвязанных режимов гибки трубных заготовок, необходимых для разработки технологических процессов гибки.
Производство гнутых труб по предложенному способу позволит повысить их качественные и эксплуатационные показатели, уменьшит общий вес трубопроводов, позволит применять менее мощные силовые агрегаты.
Способ гибки трубных заготовок, включающий нагрев ее узкой кольцевой зоны, постепенную подачу трубной заготовки в зону гибки одновременно с кручением расположенного перед зоной гибки прямолинейного участка трубной заготовки вокруг своей оси и ее изгиб на требуемый угол, отличающийся тем, что нагрев узкой кольцевой зоны осуществляют до температуры 950-1150°C, соответствующей пластическому состоянию металла, со скоростью подачи трубной заготовки в зону гибки, составляющей 5-60 мм/мин, и кручением прямолинейного участка вокруг своей оси с угловой скоростью 1-270°/мин.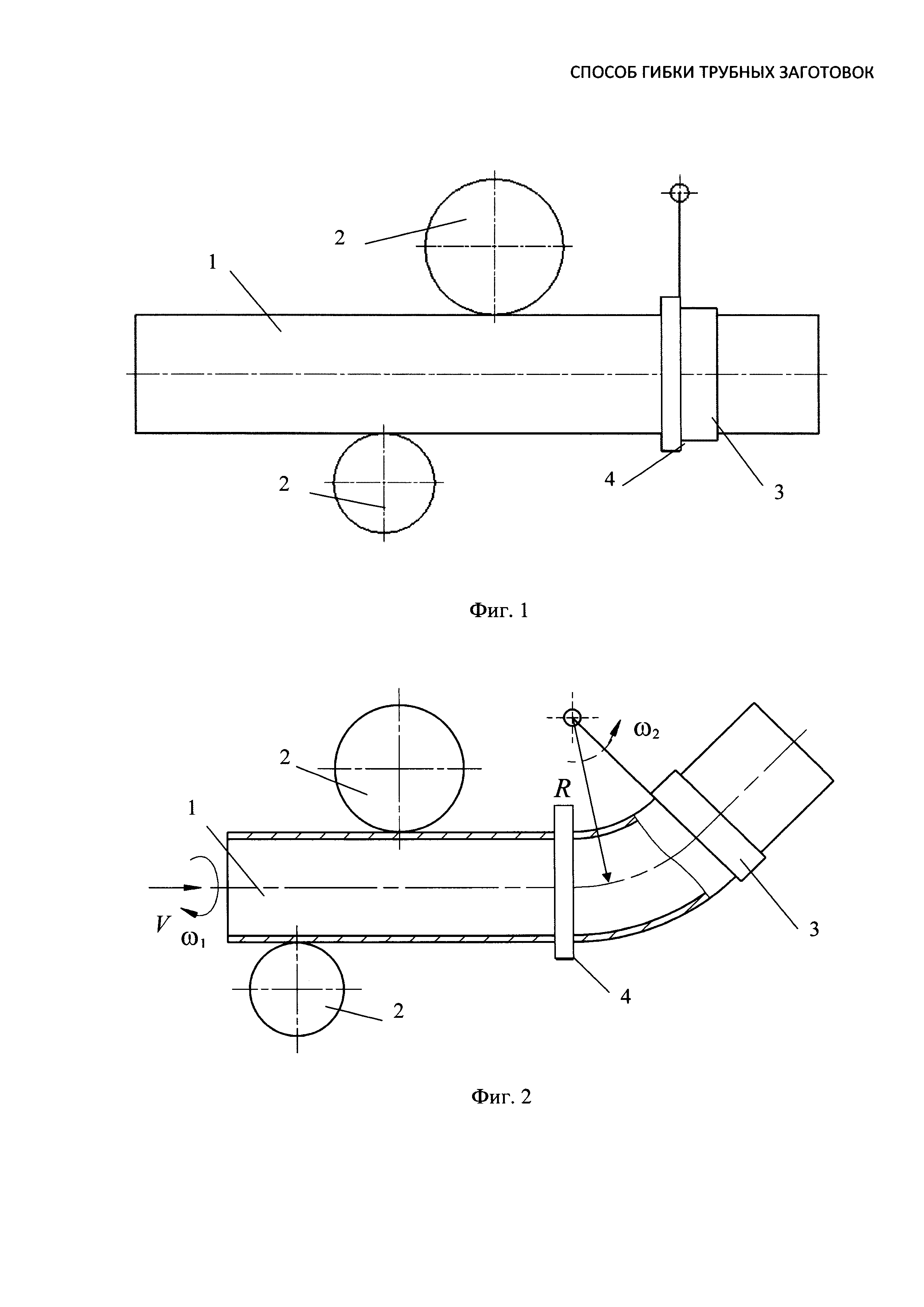
Способ получения светоотражающих защитно-декоративных покрытий на силикатных строительных материалах автоклавного твердения
Способ металлизации изделий из бетона
Система внутренней канализации для зданий с подвижным каркасом
Искусственная почвосмесь
Технологический модуль и способ замкнутого цикла измельчения
Дезинтегратор
Устройство для очистки и комплексной утилизации дымовых газов
Способ металлизации стеклокремнезита
Многоступенчатый барботажный экстрактор
Центробежный дисковый измельчитель
Магнитоэлектрический вентильный двигатель со встроенным магнитным редуктором (варианты)
Электромагнитный редуктор

