Результат интеллектуальной деятельности: КОРПУСИРОВАНИЕ ФОТОННО-КРИСТАЛЛИЧЕСКИХ ДАТЧИКОВ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ЭКСТРЕМАЛЬНЫХ УСЛОВИЙ
Вид РИД
Изобретение
Область техники
[0001] Настоящее изобретение относится к фотонным кристаллам. В частности, оно относится к корпусированию фотонно-кристаллических датчиков, предназначенных для экстремальных условий.
Раскрытие сущности изобретения
[0002] Настоящее изобретение относится к способу корпусирования, системе и устройству для корпусирования фотонно-кристаллических датчиков, предусматривающих их использование в экстремальных условиях. В одном или более примерах осуществления раскрываемый способ герметизации чипа (микросхемы) датчика включает в себя металлизацию чипа датчика по тороидальному шаблону. В одном или более вариантах осуществления тороидальный шаблон соответствует диаметру и толщине стенок коваровой трубки. Далее способ включает в себя совмещение центра чипа датчика с центральной осью торца коваровой трубки. Данный способ также включает в себя припайку чипа датчика к торцу коваровой трубки для образования узла чипа датчика. Кроме того, данный способ включает в себя металлизацию волокна (т.е. оптического волокна). Далее, данный способ включает в себя сборку металлической втулки с металлизированным волокном путем впайки металлизированного волокна вовнутрь втулки. Дополнительно, данный способ включает в себя ввод металлической втулки внутрь коваровой трубки узла чипа датчика. Кроме того, данный способ включает в себя совмещение торца металлизированного волокна с чипом датчика узла чипа датчика. Далее, данный способ включает в себя припайку наружной поверхности металлической втулки к внутренней поверхности коваровой трубки узла чипа датчика.
[0003] В одном или более вариантах осуществления используется трехосный инструментальный стол для совмещения центра чипа датчика с центральной осью коваровой трубки. По меньшей мере в одном варианте осуществления используется трехосный инструментальный стол для совмещения торца металлизированного волокна с чипом датчика. В некоторых примерах реализации используется индукционный нагрев токами радиочастоты (РЧ) для припайки чипа датчика к торцу коваровой трубки. В одном или более примерах осуществления используются индукционный нагрев токами радиочастоты и тороидальная рамка из припоя для припайки наружной поверхности металлической втулки к внутренней поверхности коваровой трубки.
[0004] По меньшей мере в одном варианте осуществления, способ герметизирования чипа датчика включает в себя покрытие чипа датчика стеклянным припоем по тороидальному шаблону. В одном или более примерах осуществления тороидальная форма стеклянного припоя соответствует диаметру и толщине стенок керамической трубки. Далее способ включает в себя совмещение центра чипа датчика с центральной осью торца керамической трубки. Данный способ также включает в себя припайку чипа датчика к торцу керамической трубки для образования узла чипа датчика. Дополнительно, данный способ включает в себя сборку керамической втулки с волокном путем впайки волокна внутрь керамической втулки. Данный способ также включает в себя ввод керамической втулки внутрь керамической трубки узла чипа датчика. Кроме того, данный способ включает в себя совмещение торца волокна с чипом датчика узла чипа датчика. Далее, данный способ включает в себя припайку наружной поверхности керамической втулки к внутренней поверхности керамической трубки узла чипа датчика.
[0005] В одном или нескольких вариантах осуществления используется трехосный инструментальный стол для совмещения центра чипа датчика с центральной осью керамической трубки. В некоторых вариантах реализации используется трехосный инструментальный стол для совмещения торца волокна с чипом датчика. По меньшей мере в одном примере осуществления используется локальный тепловой нагрев со стеклянным припоем для припайки чипа датчика к торцу керамической трубки. В одном или более примерах осуществления используются локальный тепловой нагрев и тороидальная рамка из стеклянного припоя для припайки наружной поверхности керамической втулки к внутренней поверхности керамической трубки.
[0006] По меньшей мере в одном примере осуществления способ герметизации чипа датчика включает в себя прикрепление с герметизацией чипа датчика к торцу переднего выступа основного тела корпуса. Далее способ отличается тем, что он включает в себя ввод волокна в торец заднего выступа основного тела корпуса. Данный способ также включает в себя совмещение торца волокна с микросхемой датчика. Кроме того, данный способ включает в себя фиксацию волокна на контактной площадке для волокна. В одном или более примерах осуществления, контактная площадка для волокна располагается внутри основного тела корпуса. Кроме того, данный способ включает в себя прикрепление с герметизацией волокна у торца заднего выступа основного тела корпуса. Дополнительно, данный способ включает в себя нанесение оболочки волокна на торец волокна, расположенный напротив торца волокна, совмещенного с чипом датчика, где часть оболочки волокна располагается внутри заднего выступа основного тела корпуса. Кроме того, данный способ включает в себя герметизацию внутренней полости заднего выступа. Данный способ также включает в себя прикрепление колпачка волокна к торцу заднего выступа и по меньшей мере к части оболочки волокна. Кроме того, данный способ включает в себя удаление газов из основного тела корпуса, чипа датчика, волокна, контактной площадки для волокна, оболочки волокна и колпачка волокна. Далее данный способ включает в себя прикрепление с герметизацией крышки к верхней стороне основного тела корпуса.
[0007] В одном или более примерах осуществления припайка чипа датчика к переднему выступу достигается в процессе самовыравнивания, в котором используется поверхностное натяжение оплавленного припоя для автоматического совмещения центра чипа датчика с центральной осью переднего выступа при охлаждении и затвердевании припоя. По меньшей мере в одном примере осуществления используется высокоточное устройство трехмерного позиционирования для совмещения торца волокна с чипом датчика. В некоторых примерах реализации раскрываемый способ далее включает в себя нанесение защитного слоя из эпоксидной смолы на наружную поверхность переднего выступа для защиты боковой стенки чипа датчика и для усиления прикрепления с герметизацией чипа датчика к переднему выступу.
[0008] В одном или более примерах осуществления, раскрываемый способ далее включает в себя по меньшей мере частичную металлизацию волокна. Для данного способа, в некоторых примерах реализации прикрепление с герметизацией чипа датчика к торцу переднего выступа достигается путем использования высокотемпературных припоев и путем металлизации чипа датчика по шаблону, соответствующему размеру и форме окружности торца переднего выступа. По меньшей мере в одном примере осуществления в качестве высокотемпературных припоев используются свинцово-оловянный (PbSn) припой и/или золото-оловянный (AuSn) припой. В одном или более примерах реализации данного способа используется высокотемпературный припой для фиксации волокна на контактной площадке для волокна. Кроме того, в некоторых примерах реализации для данного способа используются рамки из припоя для прикрепления с герметизацией волокна у торца заднего выступа. Для данного способа крышка изготавливается из металла. Кроме того, по меньшей мере в одном варианте реализации данного способа используются роликовые нагреватели для прикрепления с герметизацией металлической крышки к верхней стороне основного тела корпуса.
[0009] По меньшей мере в одном варианте осуществления прикрепление с герметизацией чипа датчика к торцу переднего выступа достигается путем использования рамки из высокотемпературного стеклянного припоя круглой формы, соответствующей диаметру торца переднего выступа, или высокотемпературной эпоксидной смолы. По меньшей мере один пример осуществления данного способа далее включает в себя прикрепление керамической втулки по меньшей мере к части волокна. В некоторых примерах реализации прикрепление керамической втулки по меньшей мере к части волокна достигается путем использования высокотемпературной эпоксидной смолы или высокотемпературного стеклянного припоя. В одном или более примерах осуществления, фиксация волокна на контактной площадке для волокна достигается путем использования высокотемпературного стеклянного припоя или высокотемпературной эпоксидной смолы. По меньшей мере в одном примере осуществления прикрепление с герметизацией волокна у торца заднего выступа достигается путем оплавления рамки из токонепроводящего стеклянного припоя или путем нанесения высокотемпературной эпоксидной смолы на границе волокна и стенки основного тела корпуса. Для данного способа крышка изготавливается из керамики. По меньшей мере в одном примере осуществления, прикрепление с герметизацией керамической крышки к верхней стороне основного тела корпуса достигается путем использования рамки из стеклянного припоя, которая соответствует периметру кромок верхней стороны основного тела корпуса, и путем использования роликовых нагревателей для прикрепления с герметизацией.
[0010] На фигурах и в тексте, в одном аспекте раскрывается способ герметизации чипа 130 датчика; данный способ включает в себя металлизацию чипа 130 датчика по тороидальному шаблону, при этом тороидальный шаблон соответствует диаметру и толщине стенок коваровой трубки 140; совмещение центра чипа 130 датчика с центральной осью торца коваровой трубки 140; припайку чипа 130 датчика к торцу коваровой трубки 140 для образования узла 170 чипа датчика; металлизацию волокна 160; сборку металлической втулки 150 с металлизированным волокном 160 путем впайки металлизированного волокна 160 внутрь металлической втулки 150; ввод металлической втулки 150 внутрь коваровой трубки 140 узла 170 чипа датчика; совмещение торца металлизированного волокна 160 с чипом 130 датчика узла 170 чипа датчика и припайку наружной поверхности металлической втулки 150 к внутренней поверхности коваровой трубки 140 узла чипа датчика.
[0011] В одном из вариантов способ отличается тем, что включает в себя использование трехосного инструментального стола для совмещения центра чипа 130 датчика с центральной осью коваровой трубки 140. В другом варианте способ отличается тем, что включает в себя использование трехосного инструментального стола для совмещения торца металлизированного волокна 160 с чипом 130 датчика. В еще одном варианте способ отличается тем, что включает в себя использование индукционного нагрева токами РЧ для припайки чипа 130 датчика к торцу коваровой трубки 140.
[0012] В еще одном варианте способ отличается тем, что включает в себя использование индукционного нагрева токами РЧ и тороидальной рамки 180 из припоя для припайки наружной поверхности металлической втулки 150 к внутренней поверхности коваровой трубки 140.
[0013] В одном аспекте раскрывается способ герметизации чипа 130 датчика, включающий в себя покрытие чипа 130 датчика стеклянным припоем по тороидальному шаблону, при этом тороидальный шаблон стеклянного припоя соответствует диаметру и толщине стенок керамической трубки 140; совмещение центра чипа 130 датчика с центральной осью торца керамической трубки 140; припайку чипа 130 датчика к торцу керамической трубки 140 для образования узла 170 чипа датчика; сборку керамической втулки 150 с волокном 160 путем впайки волокна 160 внутрь керамической втулки 150; ввод керамической втулки 150 внутрь керамической трубки 140 узла 170 чипа датчика; совмещение торца волокна 160 с чипом 130 датчика узла 170 чипа датчика и припайку наружной поверхности керамической втулки 150 к внутренней поверхности керамической трубки 140 узла 170 чипа датчика.
[0014] В одном из вариантов способ отличается тем, что он включает в себя использование трехосного инструментального стола для совмещения центра чипа 130 датчика с центральной осью керамической трубки 140.
[0015] В другом варианте способ отличается тем, что он включает в себя использование трехосного инструментального стола для совмещения торца волокна 160 с чипом 130 датчика. В еще одном варианте способ отличается тем, что он включает в себя использование локального теплового нагрева со стеклянным припоем для припайки чипа 130 датчика к торцу керамической трубки 140. В еще одном варианте способ отличается тем, что он включает в себя использование локального теплового нагрева и тороидальной рамки 180 из стеклянного припоя для припайки наружной поверхности керамической втулки 150 к внутренней поверхности керамической трубки 140.
[0016] В одном аспекте раскрывается способ для герметизации чипа 220 датчика, включающий в себя: прикрепление с герметизацией чипа 220 датчика к торцу переднего выступа 250 основного тела 140 корпуса; ввод волокна 230 в основное тело 240 корпуса через отверстие в заднем выступе 260 основного тела 240 корпуса; совмещение торца волокна 230 с чипом 220 датчика; фиксацию волокна 230 на контактной площадке 270 для волокна, при этом контактная площадка 270 для волокна располагается внутри основного тела 240 корпуса; прикрепление с герметизацией волокна 230 у торца заднего выступа 260 основного тела 240 корпуса; нанесение оболочки волокна 292 на торец волокна 230, противоположный торцу волокна 230, который совмещен с чипом 220 датчика; при этом часть оболочки волокна 292 располагается внутри заднего выступа 260 основного тела 240 корпуса; герметизацию внутренней полости заднего выступа 260; прикрепление колпачка 295 волокна к торцу заднего выступа 260 и по меньшей мере к части оболочки 292 волокна; удаление газов из основного тела 240 корпуса, чипа 220 датчика, волокна 230, контактной площадки 270 для волокна, оболочки 292 волокна и колпачка 295 волокна, и прикрепление с герметизацией крышки к верхней стороне основного тела 240 корпуса.
[0017] В одном варианте способ отличается тем, что включает в себя прикрепление с герметизацией чипа 220 датчика к переднему выступу 250, что достигается в процессе самовыравнивания, в котором используется поверхностное натяжение оплавленного припоя для автоматического совмещения центра чипа 220 датчика с центральной осью переднего выступа 250 при охлаждении и затвердевании припоя. В другом варианте способ отличается тем, что также включает в себя по меньшей мере частичную металлизацию волокна 230. В еще одном варианте способ отличается тем, что включает в себя прикрепление с герметизацией чипа 220 датчика к торцу переднего выступа 250, которое достигается путем использования высокотемпературных припоев и металлизации чипа 220 датчика по шаблону, соответствующему размеру и форме окружности торца переднего выступа 250. В еще одном варианте способ отличается тем, что в нем используются высокотемпературные припои, включающие в себя по меньшей мере один из следующих: свинцово-оловянный (PbSn) припой и золото-оловянный (AuSn) припой.
[0018] В одном из вариантов способ отличается тем, что он также включает в себя нанесение защитного слоя из эпоксидной смолы на наружную поверхность переднего выступа 250 для защиты боковой стенки чипа 220 датчика и для усиления прикрепления с герметизацией чипа 220 датчика к переднему выступу 250. В другом примере способ отличается тем, что включает в себя использование высокотемпературного припоя для фиксации волокна 230 на контактной площадке 270 для волокна. В еще одном примере способ отличается тем, что он включает в себя использование рамок из припоя для прикрепления с герметизацией волокна у торца заднего выступа 260. В еще одном примере способ отличается тем, что крышка 280 представляет собой металлическую крышку 280.
[0019] В одном из вариантов способ отличается тем, что он включает в себя использование роликовых нагревателей для прикрепления с герметизацией металлической крышки 280 к верхней стороне основного тела 240 корпуса. В другом варианте способ отличается тем, что он включает в себя использование высокоточного устройства трехмерного позиционирования для совмещения торца волокна 230 с чипом 220 датчика. В еще одном варианте способ отличается тем, что он включает в себя прикрепление с герметизацией чипа 220 датчика к торцу переднего выступа 250, что достигается путем использования рамки из высокотемпературного стеклянного припоя круглой формы, соответствующей диаметру торца переднего выступа 250, и с использованием либо высокотемпературного стеклянного припоя, либо высокотемпературной эпоксидной смолы. В еще одном варианте способ по п. 11 отличается тем, что в нем также используется прикрепление керамической втулки 290 по меньшей мере к части волокна 230. В еще одном варианте способ отличается тем, что прикрепление керамической втулки 290 по меньшей мере к части волокна 230 достигается путем использования по меньшей мере одного из следующих составов: высокотемпературной эпоксидной смолы и высокотемпературного стеклянного припоя.
[0020] В одном из альтернативных вариантов способ отличается тем, что фиксация волокна 230 на контактной площадке 270 для волокна достигается путем использования по меньшей мере одного из следующих составов: высокотемпературной эпоксидной смолы и высокотемпературного стеклянного припоя. В другом альтернативном варианте способ отличается тем, что прикрепление с герметизацией волокна 230 у торца заднего выступа 260 достигается одним из следующего: плавлением рамки из токонепроводящего стеклянного припоя и нанесением высокотемпературной эпоксидной смолы на границе между волокном 230 и стенкой основного тела 240 корпуса. В еще одной альтернативе способ отличается тем, что крышка 280 представляет собой керамическую крышку 280. В еще одной альтернативе способ отличается тем, что прикрепление с герметизацией керамической крышки 280 к верхней стороне основного тела 240 корпуса достигается путем использования рамки из стеклянного припоя, соответствующей периметру кромок верхней стороны основного тела 240 корпуса, и путем использования роликовых нагревателей для указанного прикрепления с герметизацией.
[0021] Отличительные характеристики, функции и преимущества могут достигаться независимо в различных примерах осуществления настоящих изобретений или могут быть объединены в других примерах осуществления.
Краткое описание чертежей
[0022] Эти и другие отличительные характеристики, аспекты и преимущества настоящего изобретения станут более понятными, если принять во внимание приведенное ниже описание, приложенные пункты формулы изобретения и сопроводительные чертежи, на которых:
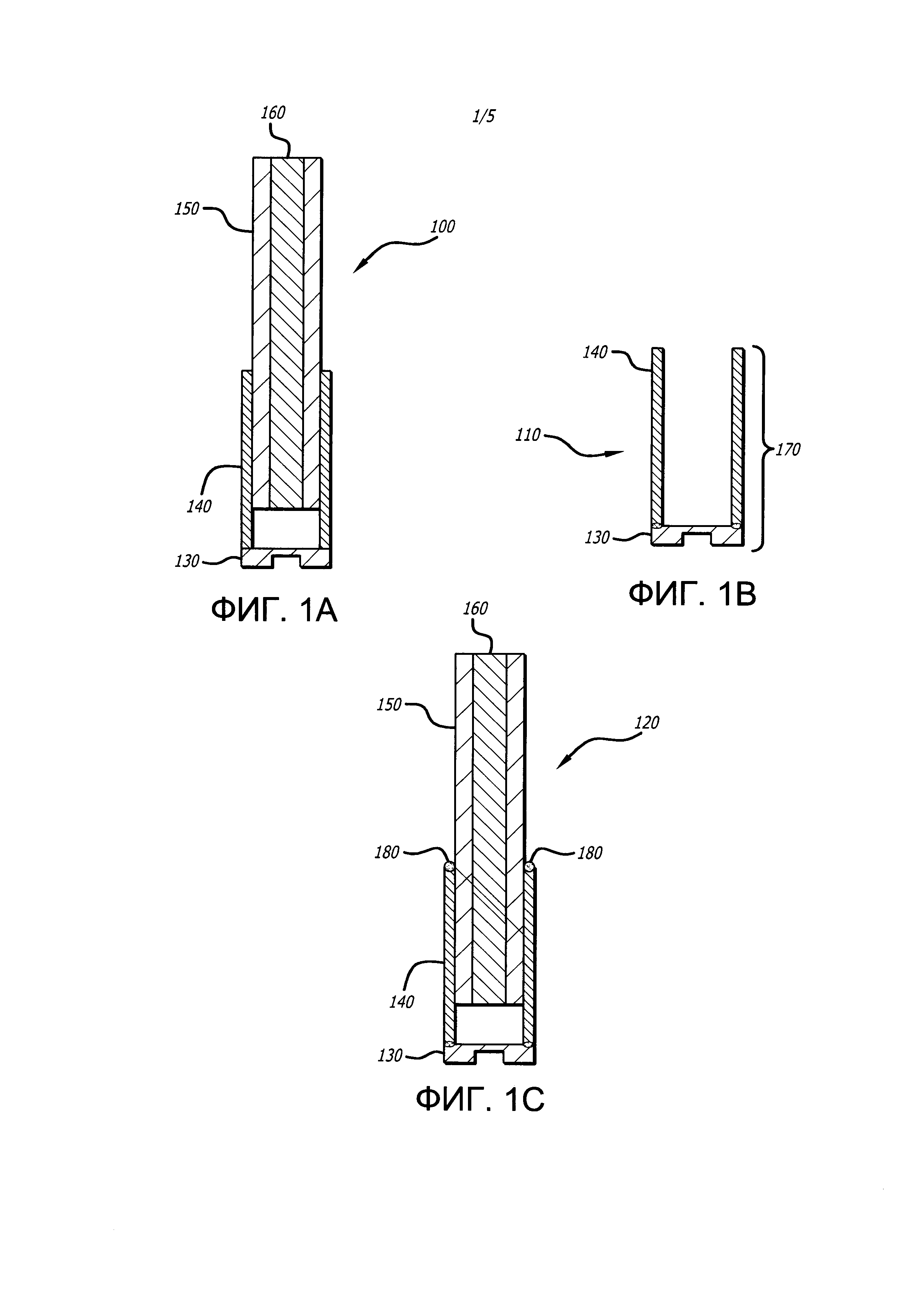
[0023] Фиг. 1А-1С представляют собой схемы раскрываемого процесса пассивного совмещения для герметизированного датчика на основе фотонного кристалла в соответствии по меньшей мере с одним примером осуществления раскрываемого изобретения.
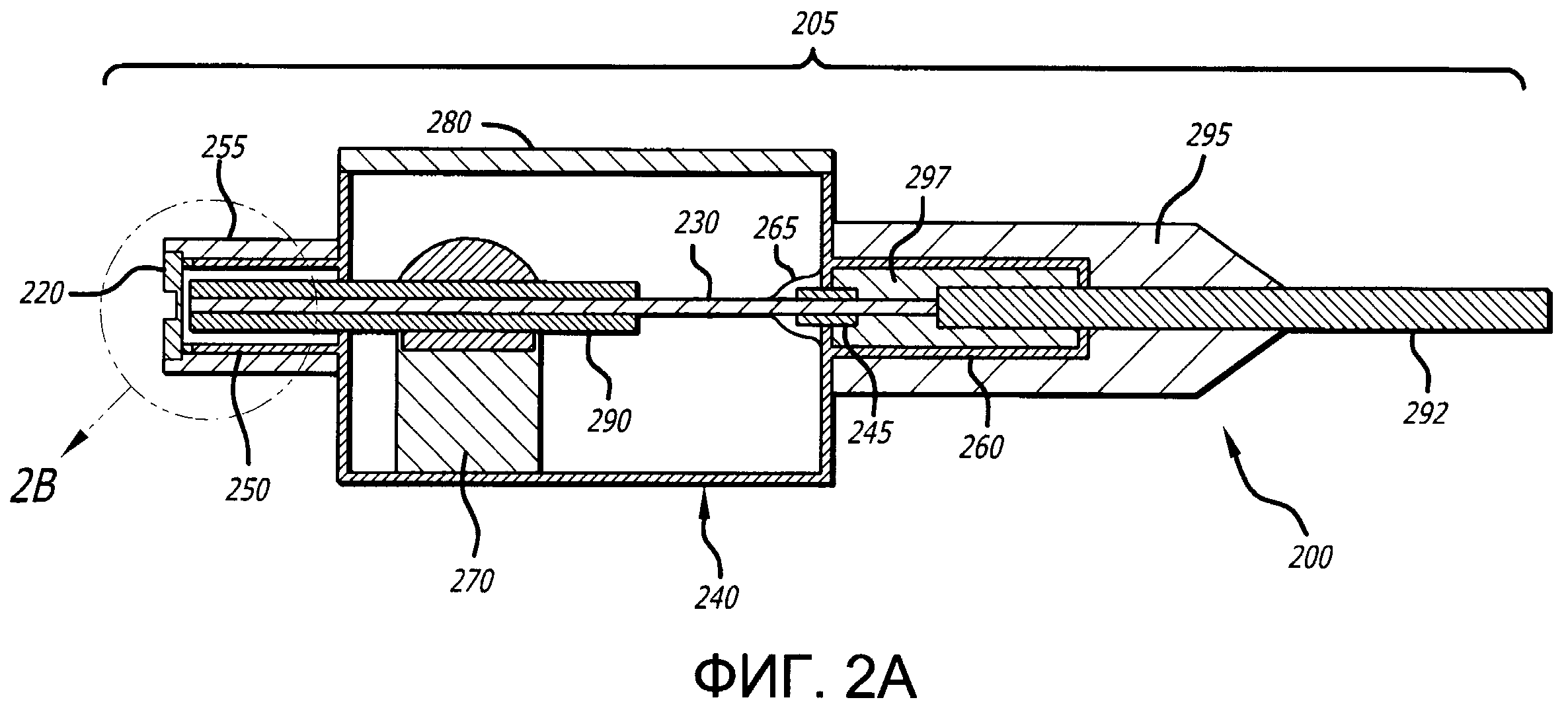
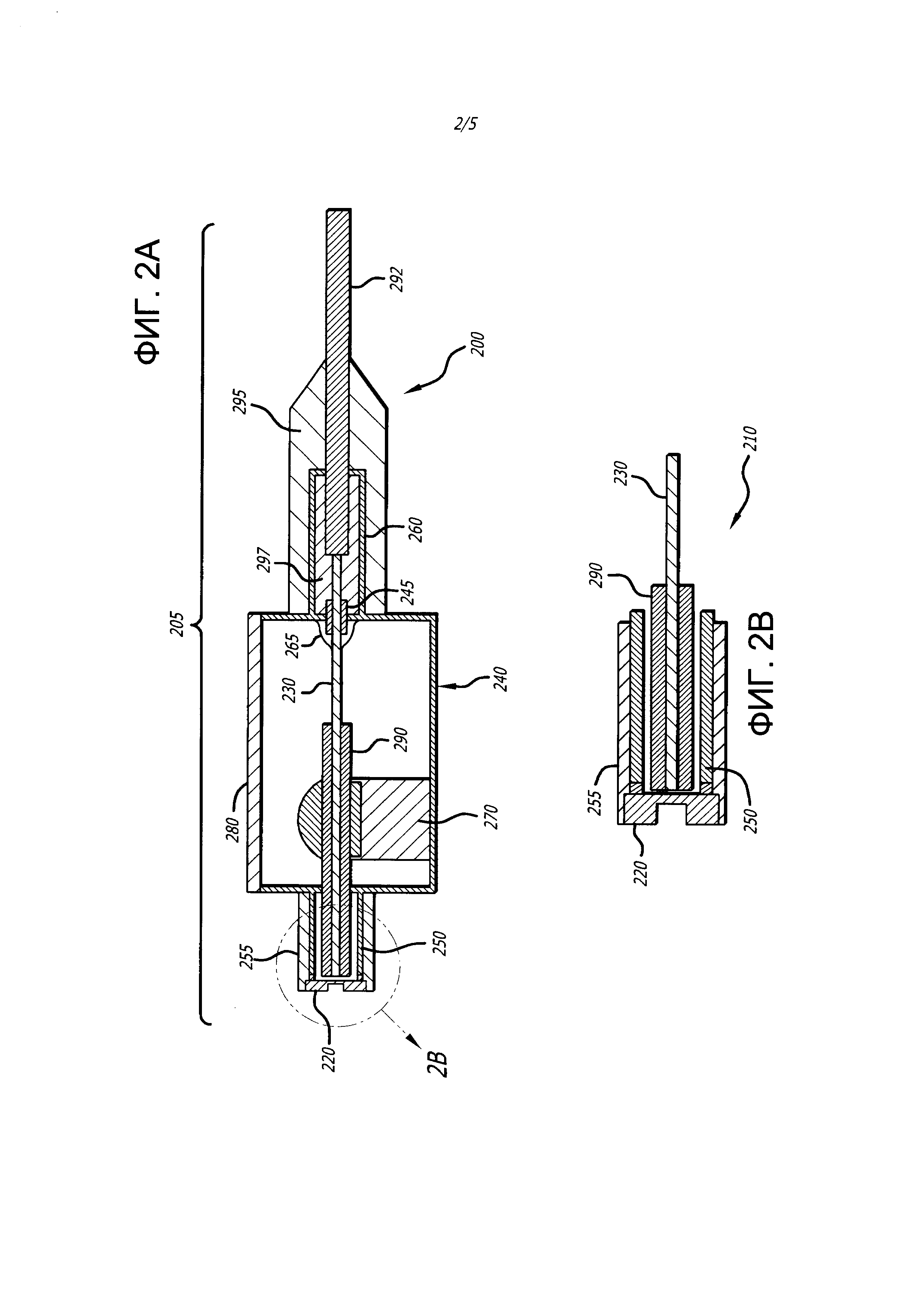
[0024] Фигуры 2А-2В представляют собой схемы раскрываемого процесса активного совмещения для герметизированного датчика на основе фотонного кристалла в соответствии по меньшей мере с одним примером осуществления раскрываемого изобретения.
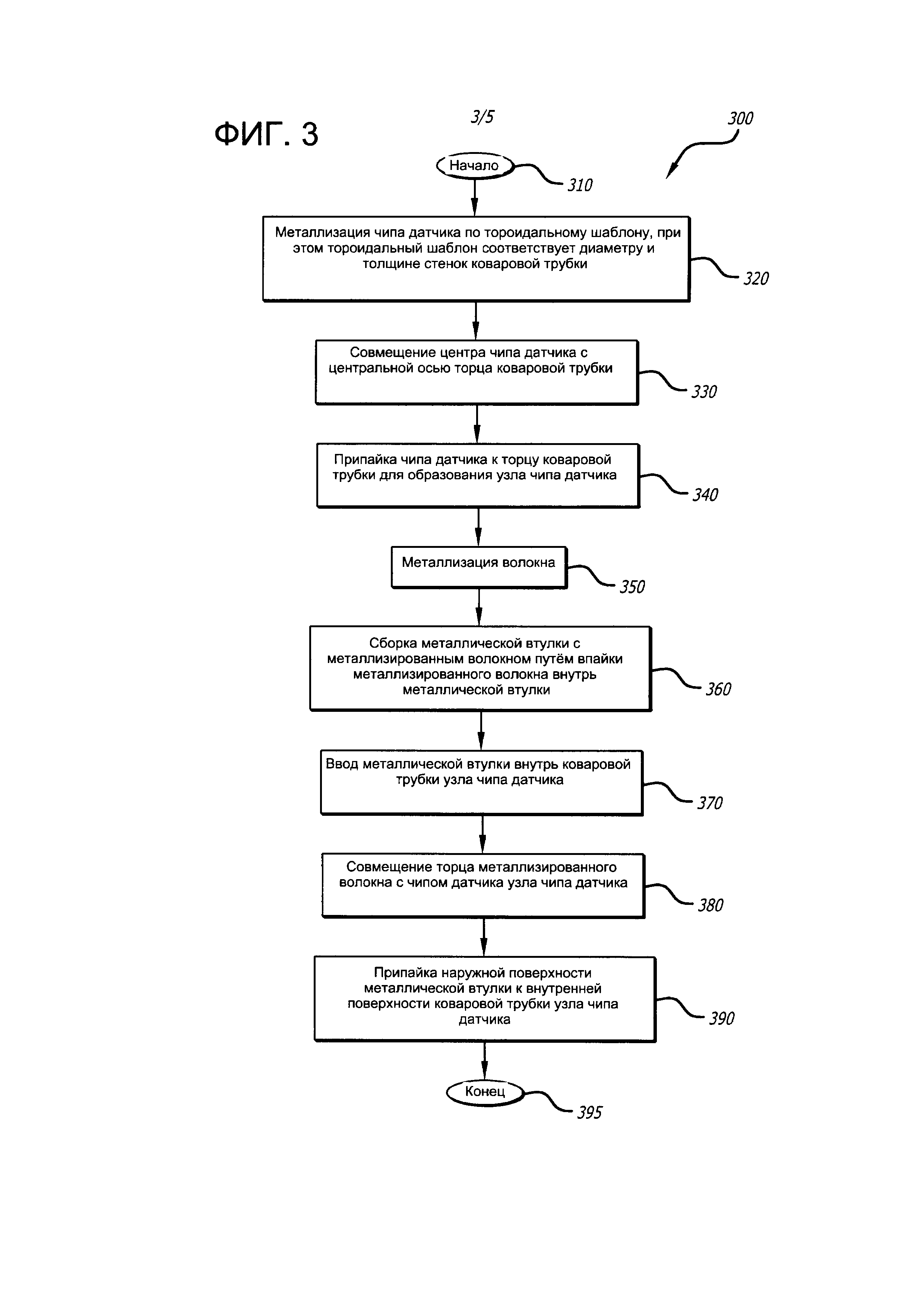
[0025] Фиг. 3 представляет собой блок-схему раскрываемого процесса пассивного совмещения для герметизированного датчика на основе фотонного кристалла с металлическими компонентами в соответствии по меньшей мере с одним примером осуществления раскрываемого изобретения.
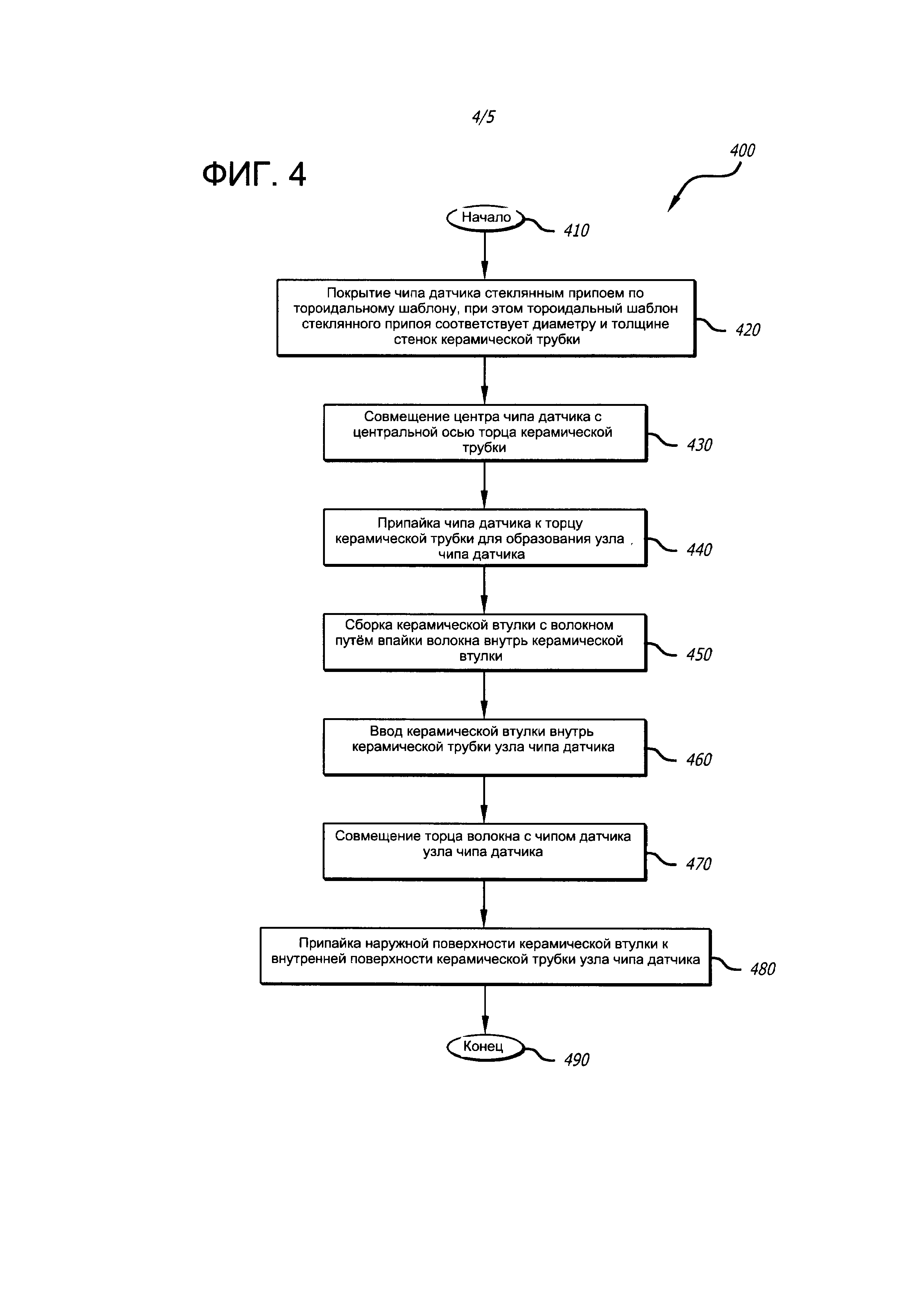
[0026] Фиг. 4 представляет собой блок-схему раскрываемого процесса пассивного совмещения для герметизированного датчика на основе фотонного кристалла с неметаллическими компонентами в соответствии по меньшей мере с одним примером осуществления раскрываемого здесь изобретения.
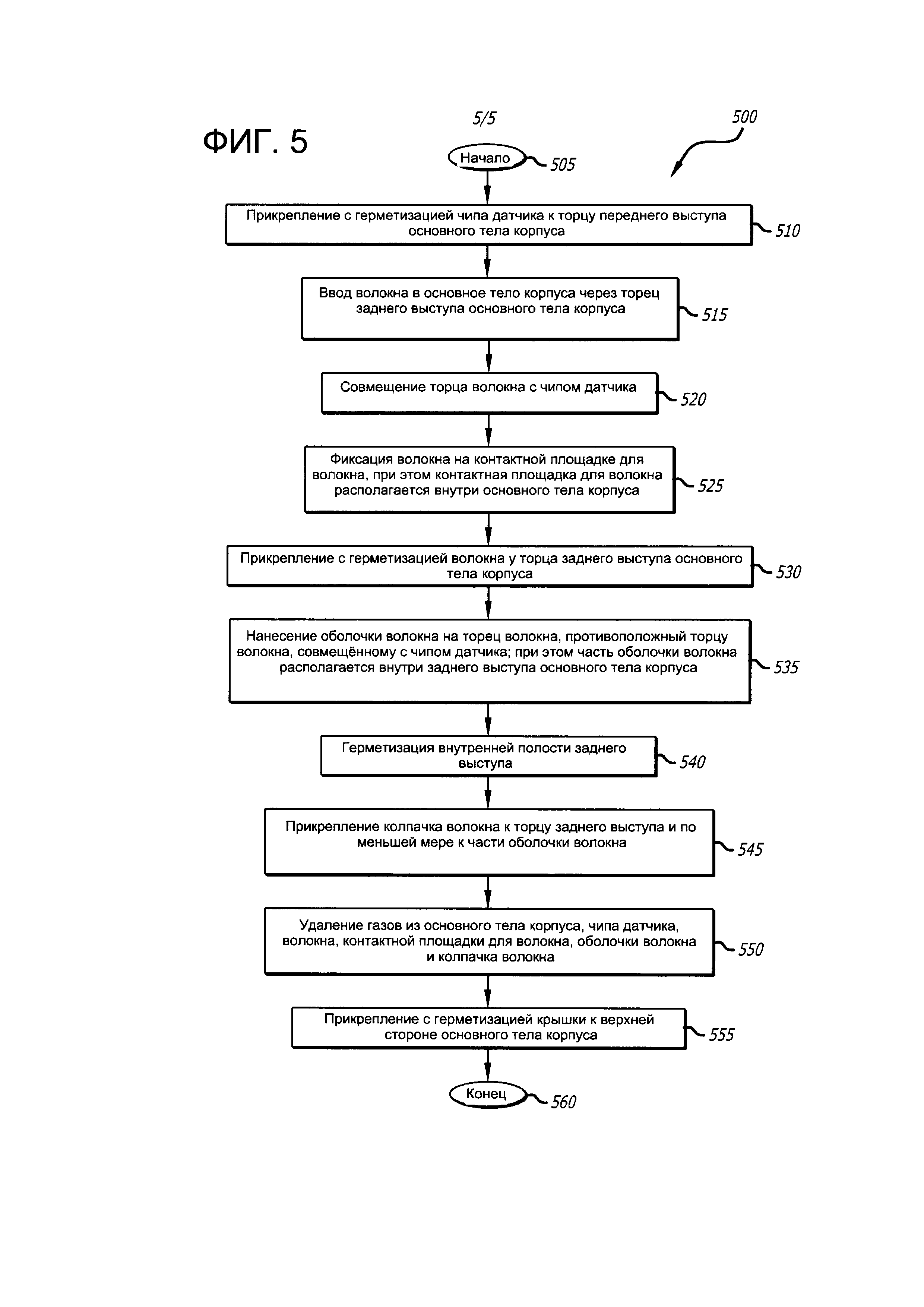
[0027] Фиг. 5 представляет собой блок-схему раскрываемого процесса активного совмещения для герметизированного датчика на основе фотонного кристалла с металлическими и неметаллическими компонентами в соответствии по меньшей мере с одним примером осуществления раскрываемого изобретения.
Осуществление изобретения
[0028] Способы и аппаратура, раскрытые в настоящем описании, предоставляют действующую систему корпусирования фотонно-кристаллического датчика, предусматривающего его использование в экстремальных условиях. В частности, настоящее описание раскрывает корпусирование фотонно-кристаллического (ФК) датчика, предусматривающее его использование в экстремальных условиях, который содержит герметизированную высокотемпературную оболочку и втулку, которые устраняют воздействие неблагоприятных условий окружающей среды на оптическое волокно, а также на критическую часть фотонно-кристаллического датчика.
[0029] Способы корпусирования, описанные в настоящем изобретении, позволяют датчикам на основе фотонных кристаллов работать в жестких условиях воздушно-космического пространства.
[0030] В настоящее время датчики на основе волоконного интерферометра и волоконной решетки Брэгга представляют собой оптические датчики, которые являются привлекательными для многих случаев применения (таких, как для получения физических, химических и биологических измерений) по причине простоты их конструкции, отличной надежности, высокой чувствительности и возможности работы в критических и экстремальных условиях. Однако стоимость и размеры этих систем датчиков ограничивают их применение. Такие устройства пригодны скорее только для лабораторного использования, поскольку они тяжелы, громоздки и дороги.
[0031] Подходы к корпусированию, представленные в настоящем изобретении, позволяют датчикам воспринимать измеряемые воздействия на расстоянии в жестких условиях окружающей среды, когда неблагоприятные факторы, такие, как электромагнитные помехи (ЭМП), коррозионные жидкости, большие колебания температуры и сильные механические вибрации исключают в настоящее время использование традиционных технологий датчиков. Например, использование оптических датчиков топлива и соединений на современных летательных аппаратах существенно уменьшит вес и улучшит эксплуатационные характеристики, что позволит достичь существенной экономии затрат. Дальнейшая экономия затрат достигается, благодаря устойчивости датчиков к ЭМП, изменениям температуры, коррозионным средам и вибрациям, что упрощает корпусирование и интегрирование этих датчиков в современный летательный аппарат.
[0032] В последующем описании приводятся разнообразные детали для создания более полного представления о системе. Однако специалистам в данной области будет ясно, что раскрываемая система может быть реализована на практике без этих конкретных деталей. В остальных случаях хорошо известные признаки не были описаны в деталях, чтобы не вносились лишние затруднения в понимание предмета изобретения.
[0033] Настоящее изобретение предусматривает два подхода к реализации раскрываемого предмета изобретения - корпусирования фотонно-кристаллических датчиков, предусматривающего их использование в экстремальных условиях. Эти два подхода следующие:
(1) корпусирование фотонно-кристаллического датчика с использованием процесса пассивного совмещения волокна с герметизированным датчиком, и
(2) корпусирование фотонно-кристаллического датчика с использованием процесса активного совмещения волокна с герметизированным датчиком. Описание, приведенное на следующих фигурах, будет описывать эти два различных подхода.
[0034] Фиг. 1А-1С представляют собой схемы 100, 110, 120 раскрываемого процесса пассивного совмещения для герметизации датчика 130 на основе фотонного кристалла в соответствии по меньшей мере с одним примером осуществления раскрываемого здесь изобретения. Для корпусирования фотонно-кристаллических датчиков, предусматривающего их использование в экстремальных условиях, показанного на этих трех рисунках, следует отметить, что корпус может содержать металлические или неметаллические компоненты. Следует также отметить, что для этих трех рисунков некоторые объекты, обозначенные ссылочными номерами позиций, могут двойственно представлять объекты, изготовленные из металлических компонентов, и объекты, изготовленные из неметаллических компонентов (например, когда корпус содержит металлические компоненты, позиция 140 представляет коваровую трубку; а когда корпус содержит неметаллические компоненты, позиция 140 представляет керамическую трубку).
[0035] Когда корпус содержит металлические компоненты, в начале процесса чип 130 датчика, основанного на фотонном кристалле, металлизируется по тороидальному шаблону (не показан), который соответствует диаметру и толщине стенок коваровой трубки 140, чтобы обеспечить возможность припайки чипа 130 датчика к торцу коваровой трубки 140, образуя, таким образом, узел 170 чипа датчика. Для этой локальной пайки используется индукционный нагрев токами радиочастоты (РЧ). Для совмещения центра чипа 130 датчика с центральной осью коваровой трубки 140 используются трехосный инструментальный стол и микроскоп.
[0036] Затем собирается металлическая втулка 150 с металлизированным волокном 160 путем впайки волокна 160 внутрь втулки 150. Затем втулка 150 вводится внутрь коваровой трубки 140 узла 170 чипа датчика. Коваровая трубка 140 с прикрепленным чипом 130 датчика совмещается с оптическим волокном 160 втулки с использованием трехосного инструментального стола для совмещения торца волокна 160 с чипом 130 датчика. После того, как чип 130 датчика будет правильно совмещен с волокном 160, часть наружного диаметра втулки 150 припаивается к части внутреннего диаметра коваровой трубки 140 с использованием индукционного нагрева токами радиочастоты и торроидальной рамки 180 из припоя.
[0037] В случае, когда корпус содержит неметаллические компоненты, в начале процесса чип 130 датчика, основанного на фотонном кристалле, покрывается стеклянным припоем по торроидальному шаблону (не показан), который соответствует диаметру и толщине стенок керамической трубки 140, чтобы обеспечить возможность припайки чипа 130 датчика к торцу керамической трубки 140, образуя, таким образом, узел 170 чипа датчика. Для данного процесса пайки может использоваться локальный тепловой нагрев со стеклянным припоем. Для совмещения центра чипа 130 датчика с центральной осью керамической трубки 140 используются трехосный инструментальный стол и микроскоп.
[0038] После того, как чип датчика 130 будет припаян к торцу керамической трубки 140, собирается керамическая втулка 150 с оптическим волокном 160 с использованием стеклянного припоя для прикрепления волокна 160 внутри втулки 150. Затем втулка 150 вставляется внутрь керамической трубки 140 узла 170 чипа датчика. Керамическая трубка 140 с прикрепленным чипом 130 датчика совмещается с оптическим волокном 160 втулки с использованием трехосного инструментального стола для совмещения торца волокна 160 с чипом 130 датчика. Когда чип 130 датчика будет правильно совмещен с волокном 160, часть наружного диаметра втулки 150 припаивается к внутреннему диаметру керамической трубки 140 с использованием локального теплового нагрева токами радиочастоты и тороидальной рамки 180 из стеклянного припоя.
[0039] Фигуры 2А-2В представляют собой схемы 200, 210 раскрываемого процесса активного совмещения для герметизации датчика 220 на основе фотонного кристалла в соответствии по меньшей мере с одним примером осуществления раскрываемого здесь изобретения. Аналогично Фигурам 1А-1С, корпус, показанный на этих рисунках, может содержать металлические или неметаллические компоненты. Также, аналогично Фигурам 1А-1С, некоторые объекты, идентифицированные ссылочными номерами позиций на указанных фигурах, могут двойственно представлять объекты, изготовленные из металлических компонентов, и объекты, изготовленные из неметаллических компонентов.
[0040] В частности, на фигурах 2А-2В изображен фотонно-кристаллический датчик 220, герметизированный с использованием методики активного совмещения волокна для прикрепления многомодового волокна 230 для применений в авиакосмической промышленности. Данный подход раскрывает процесс корпусирования фотонно-кристаллического датчика, где особую важность имеет высокоточное активное совмещение оптического волокна 230 с фотонно-кристаллическим датчиком 220. Как показано на этих фигурах, данный подход начинается с основного тела 240 корпуса, который имеет два выступа 250, 260, образующих с ним единое целое, которые также называются трубками 250, 260 в виде носика. Выступ 250, расположенный спереди тела 240 корпуса (т.е. передний выступ 250), предназначен для прикрепления фотонно-кристаллического 220 датчика со структурой «кремний на диэлектрике» (КНД) к телу 240 корпуса; и выступ 260, расположенный сзади (т.е. задний выступ 260) тела 140 корпуса, предназначен для прикрепления оптического волокна 230 к телу 240 корпуса.
[0041] Внутри тела 240 корпуса находится контактная площадка 270 для волокна, которая используется для прикрепления оптического волокна 230 внутрь тела 240 корпуса после выполненного активного совмещения волокна 230 с фотонно-кристаллическим датчиком 220. Этот конкретный процесс прикрепления называется процессом «фиксации волокна», что является критическим этапом фиксации волокна 230 в его оптимальном, оптически совмещенном, положении с фотонно-кристаллическим датчиком 220. Сверху тела 240 корпуса находится крышка 280, которая используется для окончательной герметизации тела 240 корпуса после того, как завершено совмещение волокна 230, прикрепление его к контактной площадке 270 для волокна и прикрепление с герметизацией волокна к стенке корпуса у заднего выступа. Для тех случаев применения датчиков, в которых разрешается использование металлического корпуса, основное тело 240 корпуса и крышка 280 изготавливаются из ковара, покрытого золотом. Для случаев применения датчиков, в которых использование металла не допускается (например, для датчиков топлива и/или взрывоопасного газа), тело 240 корпуса и крышка 280 изготавливаются из керамики, такой, как оксид алюминия или нитрид алюминия (AIN). Детали процессов корпусирования, проиллюстрированных на Фиг. 2А-2В, описаны ниже.
[0042] В начале процесса датчик 220 со структурой КНД прикрепляется к переднему выступу 250 тела 240 корпуса. В случае металлического корпуса датчик 220 со структурой КНД прикрепляется к переднему выступу 250 с использованием высокотемпературных припоев, таких, как свинцово-оловянный (PbSn) или золото-оловянный (AuSn) припой. Для керамического корпуса датчик 220 со структурой КНД прикрепляется к переднему выступу 250 с использованием высокотемпературного стеклянного припоя или эпоксидной смолы. Этот процесс прикрепления будет приблизительно совмещать датчик 220 с центром переднего выступа 250 для облегчения выполнения последующих этапов по тонкому активному совмещению волокна. На датчике 220 образуется предварительно металлизированный шаблон, соответствующий размеру и форме окружности переднего выступа 250. Высокотемпературная припайка окружности выступа 250 к датчику 220 достигается путем использования процесса пайки с самовыравниванием. В процессе самовыравнивания используется поверхностное натяжение оплавленного припоя для автоматического совмещения центра датчика 220 с центральной осью переднего выступа после затвердевания припоя. Для неметаллического корпуса используется рамка из высокотемпературного стеклянного припоя круглой формы, соответствующая диаметру переднего выступа 250, для прикрепления с герметизацией датчика 220 к переднему выступу 250. Дополнительный слой эпоксидной смолы 255 наносится на наружную поверхность переднего выступа для защиты боковой стенки датчика 220; он также усиливает прикрепление датчика 220 к переднему выступу.
[0043] Затем оптическое волокно 230 вставляется в тело 240 корпуса через задний выступ 260 тела 240 корпуса. Для металлического корпуса волокно 230 частично металлизируется для припайки волокна 230 к контактной площадке 270 внутри тела 240 корпуса. Для керамического корпуса металлизация волокна не требуется. Кроме того, для керамического корпуса оптическое волокно 230 имеет возможность прикрепления к керамической втулке 290 для усиления концевого участка волокна 230 в условиях сильной вибрации. Прикрепление втулки 290 к волокну 230 достигается путем использования высокотемпературной эпоксидной смолы или стеклянного припоя без использования металлического припоя. Активное совмещение волокна 230 с датчиком 220 осуществляется путем удержания волокна 230 пинцетом (не показан), который прикрепляется к высокоточному устройству трехмерного позиционирования (не показано). Волокно 230 перемещается в его оптимальное положение путем подачи светового сигнала на волокно 230, которое освещает поверхность датчика 220, и спектр отражения от датчика 220 контролируется в процессе совмещения волокна. После того, как волокно 230 будет активно совмещено с датчиком 220 в своем оптимальном положении, волокно 220 (с втулкой 290 или без) «фиксируется» на контактной площадке 270 для волокна с использованием либо высокотемпературного припоя или стеклянного припоя, либо с использованием эпоксидной смолы, в зависимости от целевого применения датчика 220. Для применения датчика топлива вместо металлического высокотемпературного припоя используется высокотемпературный стеклянный припой или эпоксидная смола.
[0044] После того как волокно 230 будет зафиксировано, волокно 230 прикрепляется с герметизацией у заднего выступа 260 тела 240 корпуса. В случае металлического корпуса, короткий участок волокна 230 у места расположения стенки корпуса 240 в районе заднего выступа предварительно покрывается слоем 245 золота/никеля (Au/Ni) для прикрепления с герметизацией волокна 230 к стенке корпуса 240. Процесс прикрепления с герметизацией металлизированного волокна 230 к стенке металлического корпуса 240 осуществляется с использованием рамок из припоя, локально нагреваемых в радиочастотной индукционной печи, или высокотемпературным нагревателем с горячим пинцетом, прикладываемым к заднему выступу. В случае неметаллического (керамического) корпуса, прикрепление с герметизацией волокна 230 к корпусу 240 осуществляется путем плавления рамок из токонепроводящего стеклянного припоя или путем нанесения высокотемпературной эпоксидной смолы на границе 265 волокна и стенки корпуса.
[0045] После того как волокно 230 будет прикреплено с герметизацией к стенке корпуса 240, наносится дополнительная эпоксидная смола для заполнения внутренней полости 297 заднего выступа 260, при этом эпоксидная смола затвердевает с наружной оболочкой 292 короткого вывода волокна 230 (т.е. оболочкой волокна), частично заключенной внутри выступа 260 для снятия напряжений. Колпачок волокна 295 прикрепляется к заднему выступу 260 поверх короткого вывода волокна 230 полностью отвержденной эпоксидной смолой для космической отрасли; при этом принимаются дополнительные меры для устранения воздушных пузырьков внутри затвердевшей эпоксидной смолы. Функция колпачка 295 волокна заключается в ограничении изгиба короткого вывода волокна 230 таким образом, чтобы он не превышал своего допустимого радиуса изгиба; это предотвратит перелом волокна 230 у заднего выступа 260 тела 240 корпуса.
[0046] После того как короткий вывод волокна 230 будет прикреплен, весь корпус 205 (т.е. тело 240 корпуса, включая датчик 220, волокно 230, контактная площадка 270 для волокна, дополнительная втулка 290, оболочка 292 волокна и колпачок 295 волокна) помещается внутрь продуваемого азотом устройства для герметизации швов и стыков (называемого также сухим боксом). Весь корпус 205 предварительно нагревается в течение нескольких часов для удаления газов. После того, как из всего корпуса 205 будут полностью удалены газы, будет выполняться прикрепление с герметизацией крышки 280 к верхней части тела 240 корпуса. В случае металлического корпуса крышка 280 из металла (например, ковара) прикрепляется с герметизацией при высокой температуре к верхним кромкам тела 240 корпуса парой автоматических роликовых нагревателей. Тело 240 корпуса сначала помещается на площадку, которая может поворачиваться на 90 (девяносто) градусов в процессе прикрепления с герметизацией крышки. Затем металлическая крышка 280 устанавливается на верхнюю часть тела 240 корпуса. Пара роликовых нагревателей (не показаны) сначала соприкасается с первыми двумя параллельными кромками крышки 280 корпуса. Затем ролики нагреваются и прокатываются вдоль первых двух параллельных кромок крышки для прикрепления с герметизацией крышки 280 к телу 240 корпуса. Затем тело 240 корпус поворачивается на 90 градусов, и ролики повторяют процесс нагрева для прикрепления с герметизацией других двух параллельных кромок крышки 280 к телу 240 корпуса. Этот процесс прикрепления с герметизацией крышки к корпусу с использованием пары роликовых нагревателей называется также «параллельной шовной роликовой сваркой». Для случая неметаллического корпус, крышка 280 будет изготавливаться из керамического материала, и рамка из стеклянного припоя, соответствующая периметру верхней кромки тела 240 корпуса, помещается в этом случае на верхнюю кромку тела 240 корпуса. Затем керамическая крышка 280 устанавливается поверх рамки из стеклянного припоя. Пара роликовых нагревателей осуществляет процесс сварки параллельных швов, аналогичный процессу, описанному для металлического корпуса, за исключением того, что температура нагревательных роликов устанавливается в соответствии с температурой плавления стеклянного припоя.
[0047] По завершении процесса прикрепления с герметизацией роликовой сваркой с параллельным швом весь корпус 205 будет испытываться на герметичность с использованием гелиевого тестера утечек. Расход утечки менее 1Е-6 см3/мин обычно считается соответствующим приемлемой герметичности корпуса фотонно-кристаллического датчика.
[0048] Фиг. 3 представляет собой блок-схему 300 для раскрываемого процесса пассивного совмещения для прикрепления с герметизацией датчика на основе фотонного кристалла с металлическими компонентами в соответствии по меньшей мере с одним примером осуществления раскрываемого здесь изобретения. В начале 310 процесса, чип датчика металлизируется 320 по тороидальному шаблону. Тороидальный шаблон соответствует диаметру и толщине стенок коваровой трубки. Затем центр чипа датчика совмещается 330 с центральной осью торца коваровой трубки. После установки чипа датчика по центру данный чип припаивается 340 к торцу коваровой трубки для образования узла чипа датчика.
[0049] Волокно металлизируется 350. Затем металлическая втулка собирается 360 с металлизированным волокном путем впайки металлизированного волокна внутрь металлической втулки. После впайки металлизированного волокна металлическая втулка вставляется 370 внутрь коваровой трубки узла чипа датчика. Затем торец металлизированного волокна совмещается 380 с чипом датчика узла чипа датчика. После совмещения металлизированного волокна по меньшей мере часть наружной поверхности металлической втулки припаивается 390 по меньшей мере к части внутренней поверхности коваровой трубки узла чипа датчика. После припайки наружной поверхности металлической втулки по меньшей мере к части внутренней поверхности коваровой трубки, процесс завершается 395.
[0050] Фиг. 4 представляет собой блок-схему 400 для раскрываемого процесса пассивного совмещения для герметизации датчика на основе фотонного кристалла с неметаллическими компонентами в соответствии по меньшей мере с одним примером осуществления раскрываемого здесь изобретения. В начале 410 процесса чип датчика покрывается 420 стеклянным припоем по тороидальному шаблону. Тороидальный шаблон стеклянного припоя соответствует диаметру и толщине стенок керамической трубки. Затем центр чипа датчика совмещается 430 с центральной осью торца керамической трубки. После установки чипа датчика по центру данный чип датчика припаивается 440 к торцу керамической трубки для образования узла чипа датчика.
[0051] Затем керамическая втулка собирается 450 с волокном путем впайки волокна внутрь керамической втулки. После впайки волокна керамическая втулка вставляется 460 внутрь керамической трубки узла чипа датчика. Затем торец волокна совмещается 470 с чипом датчика узла чипа датчика. После совмещения волокна по меньшей мере часть наружной поверхности керамической втулки припаивается 480 по меньшей мере к части внутренней поверхности керамической трубки узла чипа датчика. После припайки наружной поверхности керамической втулки по меньшей мере к части внутренней поверхности керамической трубки, процесс завершается 490.
[0052] Фиг. 5 представляет собой блок-схему 500 раскрываемого процесса активного совмещения для герметизации датчика на основе фотонного кристалла с металлическими и неметаллическими компонентами в соответствии по меньшей мере с одним примером осуществления раскрываемого здесь изобретения. В начале 505 процесса чип датчика прикрепляется 510 с герметизацией к торцу переднего выступа основного тела корпуса. Затем волокно вводится 515 в основное тело корпуса через торец заднего выступа. Затем торец волокна совмещается 520 с чипом датчика. После совмещения торца волокна волокно фиксируется 525 на контактной площадке для волокна; при этом контактная площадка для волокна располагается внутри основного тела корпуса. Затем волокно прикрепляется с герметизацией 530 у торца заднего выступа основного тела корпуса.
[0053] Затем на торец волокна, противоположный торцу волокна, совмещенному с чипом датчика, наносится 535 оболочка волокна; при этом часть оболочки волокна располагается внутри заднего выступа основного тела корпуса. Затем внутренняя полость заднего выступа герметизируется 540. Затем колпачок волокна прикрепляется 545 к торцу заднего выступа и по меньшей мере к части оболочки волокна. Затем производится удаление 550 газа из основного тела корпуса, чипа датчика, волокна, контактной площадки для волокна, оболочки волокна и колпачка волокна. После удаления газа крышка прикрепляется с герметизацией 555 к верхней стороне основного тела корпуса. После прикрепления с герметизацией крышки к основному телу корпуса, процесс завершается 560.
[0054] Несмотря на то что некоторые иллюстративные примеры и способы осуществления раскрыты в настоящем описании, для специалистов в данной области может явно следовать из вышеизложенного раскрытия предмета изобретения, что изменения и модификации данных примеров и способов осуществления могут вноситься без отклонения от сущности и объема раскрытого предмета изобретения. Существует множество других вариантов выполнения изобретения, отличающихся друг от друга только в мелких деталях. Соответственно, предполагается, что раскрываемый предмет изобретения должен ограничиваться лишь в той степени, которой требует формула изобретения, а также правила и принципы применяемого законодательства.
Автоматизированная система визуального осмотра
Комплект соединения и способ сборки такового
Сравнение паноптически визуализируемых документов
Электропроводящее втулочное соединение с конструкцией для пути тока
Ромбовидное окно для композитного и/или металлического каркаса летательного аппарата
Токорассеивающее соединительное устройство транспортирования текучей среды
Система и способ моделирования мощного пироудара
Система и способ отделения диоксида углерода
Слоистые волокнистые композиты для решения баллистических задач
Контолируемая адгезия волокна к матрице в полимер-волоконных композитах
Автоматизированная система визуального осмотра
Комплект соединения и способ сборки такового
Сравнение паноптически визуализируемых документов
Электропроводящее втулочное соединение с конструкцией для пути тока
Ромбовидное окно для композитного и/или металлического каркаса летательного аппарата
Токорассеивающее соединительное устройство транспортирования текучей среды
Система и способ моделирования мощного пироудара
Система и способ отделения диоксида углерода
Слоистые волокнистые композиты для решения баллистических задач
Контолируемая адгезия волокна к матрице в полимер-волоконных композитах

