Результат интеллектуальной деятельности: Способ изготовления пустотелой лопатки турбомашины
Вид РИД
Изобретение
Изобретение относится к способам изготовления лопаток турбомашин, может применяться в авиационных газотурбинных двигателях и энергетических установках для рабочих и направляющих лопаток вентиляторов и турбин.
Известен способ изготовления лопатки, включающий штамповку пластин заданного профиля и различной длины, их наложение одна на другую, соединение их между собой фигурными перемычками с формированием пакета пластин и заточкой кромок (АС СССР №178932 "Рабочая лопатка осевого компрессора", МПК F04D 29/38, 1966 г.).
Наиболее близким по техническим решением, выбранным в качестве прототипа является способ изготовления пустотелой лопатки турбомашины, заключающийся в формировании элементов спинки и корыта лопатки путем придания пластинам заданного профиля и размеров, их фиксации, обеспечивающей заданный профиль и размеры лопатки и их последующее неразъемное соединение друг с другом (Патент РФ№22290035, МПК F04D 29/38. Способ изготовления лопатки компрессора. 2004 г.).
Недостатком данного способа изготовления лопатки являются ограниченные функциональные возможности и, как следствие, получение лопаток, обладающих низкой эрозионной стойкостью.
Задачей предлагаемого изобретения является расширение функциональных возможностей способа.
Техническим результатом предлагаемого изобретения является возможность использования различных методов соединения элементов лопатки и повышение износостойкости лопаток.
Технический результат достигается тем, что в способе получения пустотелой лопатки турбомашины, заключающемся в формировании элементов спинки и корыта лопатки путем придания пластинам заданного профиля и размеров, их фиксации, обеспечивающей заданный профиль и размеры лопатки и их последующее неразъемное соединение друг с другом, в отличие от прототипа, выпуклую и вогнутую части лопатки соединяют между собой через дополнительные металлические элементы, образующие входную и выходную кромки лопатки, соответствующие профилю и размерам входной и выходной кромок лопатки и имеющие углубления, обеспечивающие сопряженное присоединение с элементами спинки и корыта лопатки.
Технический результат достигается также тем, что в способе изготовления пустотелой лопатки турбомашины элементы спинки и корыта лопатки вырезают из прокатанного листа металла, дополнительные металлические элементы, образующие входную и выходную кромки лопатки, изготавливают из эрозионностойких материалов, а в качестве материала пластин элементов спинки и корыта лопатки используются титановые сплавы или легированные стали.
Технический результат достигается также тем, что в способе изготовления пустотелой лопатки турбомашины фиксацию элементов спинки и корыта лопатки, а также элементов входной и выходной кромок осуществляют по следующим вариантам: помещая их в штамп, повторяющий профиль и размеры лопатки, укладывают без зазоров соответствующие элементы лопатки и производят диффузионную сварку в вакууме или нейтральной среде, в частности при температуре в пределах 800-900°C и давлении 0,5-10 МПа; помещая их в фиксирующее устройство, обеспечивающее заданный профиль и размеры лопатки, укладывают соответствующие элементы лопатки с обеспечением сварочных зазоров и производят дуговую сварку в защитной среде, в частности, используют аргоно-дуговую сварку; помещая их в фиксирующее устройство, обеспечивающее заданный профиль и размеры лопатки, укладывают соответствующие элементы лопатки с обеспечением сварочных зазоров и производят электронно-лучевую сварку; помещая их в штамп, повторяющий профиль и размеры лопатки, укладывают без зазоров соответствующие элементы лопатки и производят сварку твердофазным перемешиванием; помещая их в устройство, обеспечивающее возможность их взаимного перемещения без образования зазора и производят сварку трением в вакууме или нейтральной среде; помещая их в штамп, повторяющий профиль и размеры лопатки, укладывают без зазоров соответствующие элементы лопатки и производят пайкой высокопрочным припоем.
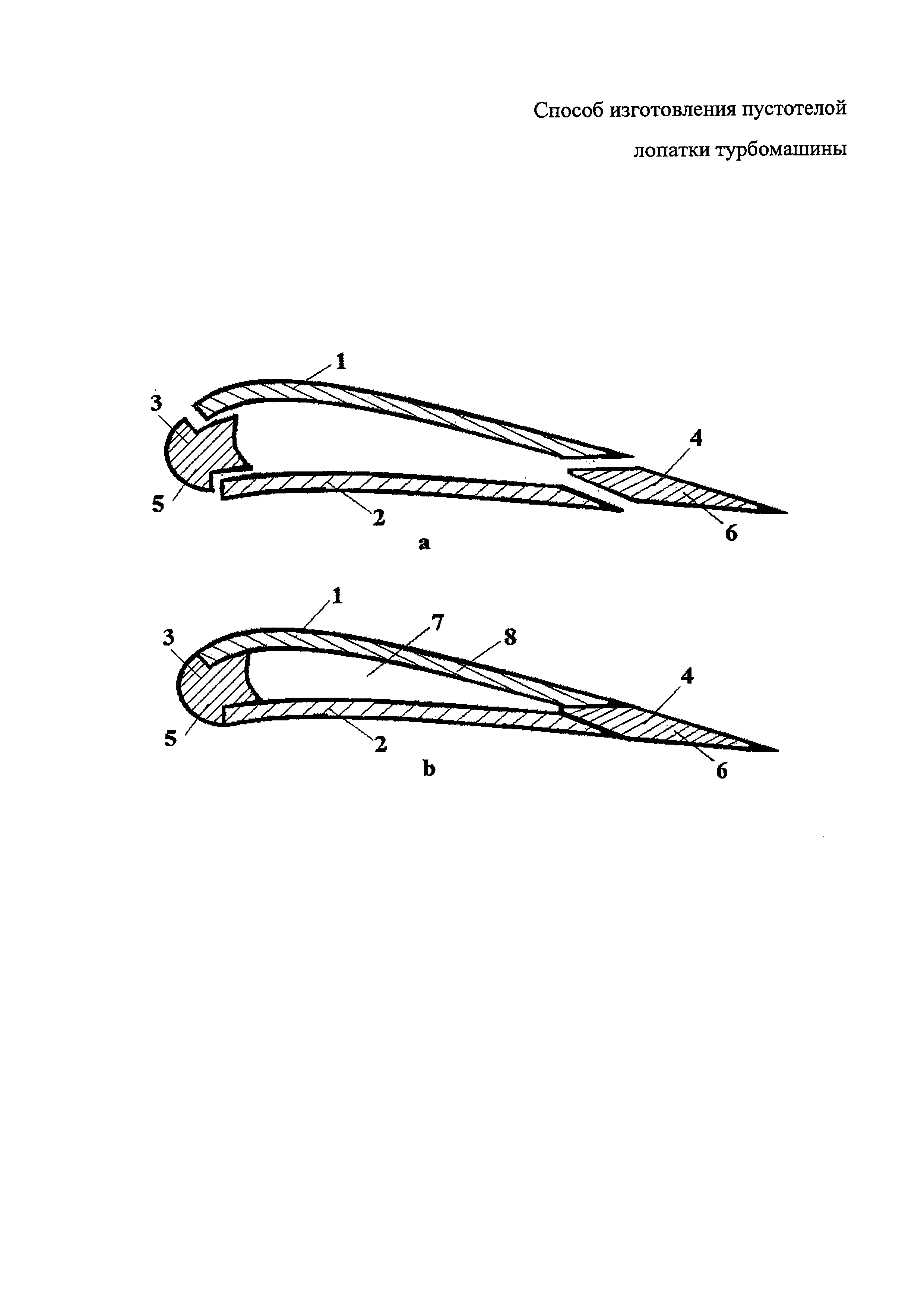
Сущность изобретения поясняется чертежом. На чертеже показаны элементы лопатки в поперечном сечении до их соединения (а) и готовая лопатка турбомашины после соединения ее элементов (б). Чертеж содержит: 1 - верхняя пластина (спинка); 2 - нижняя пластина (корыто); 3 - элемент входной кромки; 4 - элемент выходной кромки; 5 - входная кромка лопатки; 6 - выходная кромка лопатки; 7 - полость лопатки; 8 - готовая лопатка.
Предложенный способ изготовления лопатки турбомашины осуществляется следующим образом. Сначала вырезают наружные пластины 1 и 2, составляющие лопатку. Наружные пластины 1 и 2 вырезают и изгибают таким образом, что они повторяют профиль и размер спинки и корыта лопатки 8. Из эрозионностойких материалов изготавливают элемент входной 3 и элемент выходной 4 кромки лопатки 8. Каждую пластину 1 и 2 вырезают из листового металлического материала, толщина которого выбирается исходя из заданной конструкции лопатки 8. Элементы входной 3 и выходной 4 кромки лопатки изготавливают, предусматривая пазы для присоединения элементов спинки 1 и корыта 2. Закрепляют элементы лопатки 1, 2, 3 и 4 так, чтобы они соответствовали размерам и конфигурации лопатки 8 (a и b на чертеже), и производят их соединение, например, диффузионной сваркой. В результате сварки стыков элементов лопатки 1, 2, 3 и 4 получают готовую лопатку 8 с входной кромкой 5, выходной кромкой 6 и полостью 7.
Предложенный способ изготовления лопатки турбомашины позволяет расширить функциональные возможности способа за счет использования различных методов соединения элементов лопатки и повышение эрозионной стойкости изготавливаемых лопаток. Кроме того, предлагаемое техническое решение позволяет снизить вес изготавливаемой лопатки и упростить технологический процесс ее изготовления.
Армированный элемент прирабатываемого уплотнения турбины
Элемент прирабатываемого уплотнения турбины
Способ изготовления элемента прирабатываемого уплотнения турбины с армированной оболочкой
Образец для испытания диффузионного соединения листовых заготовок на сдвиг, способ его изготовления и испытания
Способ полирования деталей из титановых сплавов
Способ электролитно-плазменного полирования деталей из титановых сплавов
Способ ионно-имплантационной обработки лопаток компрессора из высоколегированных сталей и сплавов на никелевой основе
Способ получения теплозащитного покрытия на детали газовой турбины из никелевого или кобальтового сплава
Установка для ионно-лучевой и плазменной обработки
Составной сегмент прирабатываемого уплотнения турбины
Способ ионно-имплантационной обработки лопаток компрессора из высоколегированных сталей и сплавов на никелевой основе
Способ получения теплозащитного покрытия на детали газовой турбины из никелевого или кобальтового сплава
Установка для ионно-лучевой и плазменной обработки
Составной сегмент прирабатываемого уплотнения турбины
Надбандажное прирабатываемое уплотнение для паровой турбины
Надбандажное лабиринтное уплотнение для паровой турбины
Заготовка для изготовления полой лопатки турбомашины способом сверхпластической формовки
Способ изготовления металлического изделия из порошкового материала цикличным послойным лазерным синтезом
Способ обработки лопатки газотурбинного двигателя
Способ повышения износостойкости резьбовой поверхности детали из легированных сталей

