Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОЙ ПЛАКИРОВАННОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к способам получения листовой плакированной стали, и может быть использовано при строительстве железнодорожных мостов, а также в нефтехимической промышленности.
Одним из таких важнейших направлений является обеспечение гарантированной безаварийной и безремонтной эксплуатации пролетных строений железнодорожных мостов, сооружаемых в настоящее время с использованием наиболее прогрессивных металлоконструкций с балластным корытом, располагающимся на всем протяжении моста под железнодорожными путями. Пролетные строения выполняются как в обычном, так и в северном исполнении и устанавливаются как на прямых, так и на кривых с радиусом от 600 м и более участках пути и могут использоваться в районах с расчетной сейсмичностью 7-9 баллов. В то же время достаточно сложная конструкция требует постоянного мониторинга (периодические экспертизы и контроль различными методами) состояния работоспособности и дальнейшей выдачи заключений о техническом состоянии. Это вызвано тем, что в процессе эксплуатации в различных климатических зонах конструкции подвергаются одновременному воздействию двух основных видов разрушения, а именно абразивному износу (вследствие трения щебня) и коррозионному воздействию окружающей среды. Для защиты от коррозии и повышения срока эксплуатации в настоящее время используют защитные лакокрасочные покрытия на основе разных импортных и отечественных материалов с гарантированным сроком эксплуатации от 4-х до 15 лет. Технология их нанесения является предельно сложной, трудоемкой, требует тщательной подготовки или металлизации поверхности и, как правило, производится в два или три приема с промежуточными просушками и соблюдением жестких требований к температуре окружающей среды, металлу защищаемой конструкции, относительной влажности воздуха и обезжиренной поверхности. Еще большую проблему представляет защита сварных соединений, околошовной зоны, а также вертикальных стен конструкций. Рассматриваемые покрытия, как правило, предназначены для эксплуатации в климатических зонах с температурой окружающего воздуха не ниже минус 30°С, что далеко не перекрывает природно-климатические зоны РФ. В настоящее время для указанных целей в России применяется более 50 разных наименований защитных покрытий с толщиной слоя от 100 мкм до 6-8 мм. При этом наиболее часто используемыми являются дорогостоящие лакокрасочные изделия иностранного производства, такие как SIKA, Amercoat, WILCKENS и т.п. Не менее значимые дополнительные затраты связаны с необходимостью проведения большого объема дорожно-строительных работ и остановки движения транспорта, что связано с низким сроком безаварийной эксплуатации изделий с указанными покрытиями в рассматриваемых условиях эксплуатации. Наиболее перспективным решением проблемы повышения эксплуатационной надежности пролетных строений железнодорожных мостов является использование для изготовления балластного корыта слоистых сталей с основным слоем из высокопрочной конструкционной стали и плакирующим слоем из многофункциональной стали с повышенной коррозионной стойкостью и износостойкостью. Однако в настоящее время для этих целей опробовано только использование двухслойных сталей с основным слоем из стали марки 09Г2С и плакирующим слоем из стали марки 08Х18Н10Т, которые, с одной стороны, уступают по прочности сталям остальной конструкции, и, с другой, являются слишком дорогостоящими, а следовательно, неоправданными с экономической точки зрения.
В связи с этим проблема разработки и использования принципиально новых слоистых материалов и способов их производства является весьма актуальной.
Известен способ получения плакированного стального листа с высокими показателями ударной вязкости материала основного слоя и коррозионной стойкости стали плакирующего слоя, получаемый при меньших затратах энергии при отсутствии термообработки расплава и являющийся безвредным для окружающей среды. Плакированный слой двуслойной стали содержит, в мас.% не более 0,03% С, 0,05-1,0% Si, 0,5-7,0% Mn, не более 0,05% Р, не более 0,010% S, 0,1-5,0% Ni, 18,0-25,0% Cr, 0,05-0,30% N, 0,001-0,05% Al, а остальное железо и неизбежные примеси. Температура горячей прокатки составляет 800-970°С, что обеспечивает выделение нитрида хрома.
(Заявка на изобретение JP 2011044735, описание, В21В 1/22; B23K 20/04; C21D 8/02; С22С 38/00; С22С 38/58, опубликована 20.09.2012).
Недостаток данного способа заключается в том, что при заявленном химическом составе сталь плакирующего слоя имеет ферритно-аустенитную структуру с преобладанием ферритной составляющей, что не обеспечивает высокой износостойкости. Кроме того, высокое содержание хрома в стали плакирующего слоя, при сравнительно низком содержании никеля, приводит к существенному развитию процессов диффузии углерода из основного слоя в плакирующий, что снижает качество соединения слоев, а также пластичность слоистого материала в целом.
Известен способ получения наплавкой расходуемыми электродами плакированной коррозионно-стойкой стали, состоящей из основного слоя из углеродистой или низколегированной стали и, по крайней мере, одного плакирующего слоя из коррозионностойкой хромистой стали, с прочностью сцепления слоев не ниже прочности стали основного слоя. При этом коррозионно стойкая сталь плакирующего слоя содержит компоненты в следующем соотношении, мас.%: углерод 0,01-0,08; марганец 0,20-0,80; кремний 0,5-2,5; хром 11-15; сера не более 0,007; фосфор не более 0,035; железо и неизбежные примеси остальное. Содержание хрома, кремния и углерода в указанном слое соответствует условию [Cr]+4[Si]-20[C]=16-20%. Сталь плакирующего слоя дополнительно может содержать молибден в количестве 0,5-2,5 мас.%; ниобий в количестве, определяемом из условия: 8[С]≤[Nb]≤1,5 мас.%, и титан в количестве 4[С]≤[Ti]≤1,0 мас.%. Техническим результатом изобретения является повышение коррозионной стойкости против общей и локальной коррозии при сохранении механических и технологических характеристик.
(Патент RU 2225793, описание, МПК В32В 15/48, С22С 38/34, опубликован 20.03.2004 г.).
Недостаток известного способа заключается в том, что сталь плакирующего слоя при указанном химическом составе имеет ферритную структуру с низкими показателями износостойкости.
Наиболее близким аналогом заявляемого изобретения является способ изготовления двухслойных горячекатаных листов с плакирующим слоем из коррозионно-стойкой стали, включающем получение двухслойных заготовок методом электрошлаковой наплавки, их последующую прокатку на листы, при этом электрошлаковую наплавку ведут расходуемыми электродами из коррозионно-стойкой стали, содержащей, мас.%: углерод 0,02-0,12; кремний 0,2-0,8; марганец 1,3-2,5; фосфор не более 0,040; сера - не более 0,015; хром 20-23; никель 10-14; ниобий - не более 1,5; азот - не более 0,04; железо и неизбежные примеси - остальное; минимально допустимое содержание ниобия определяют в зависимости от содержания углерода в соответствии с выражением: (Nb)=10(C), где (Nb) - содержание ниобия в стали плакирующего слоя, мас.%, (С) - содержание углерода в стали плакирующего слоя, мас. %, нагрев двухслойных заготовок под прокатку проводят ступенчато: сначала в печи с температурой 650-1000°С, обеспечивая общее время пребывания в этой печи, включая нагрев и выдержку Т1 (мин), в соответствии с выражением: Т1≥0,1h, где h - толщина двухслойной заготовки, мм, затем производят нагрев заготовок до температуры 1160-1280°С вместе с печью, обеспечивая общее время нагрева и выдержки Т2 (мин), в соответствии с выражением: Т2≥0,9h, где h - толщина двухслойной заготовки, мм, в процессе прокатки проводят подстуживание раскатов от температуры 1070±20°С до температуры 1030±5°С, не деформируя металл в указанном интервале температур, а прокатку заканчивают при температурах не ниже 960°С.
Техническим результатом изобретения является повышение прочности и сплошности соединения слоев, при сохранении коррозионной стойкости и механических свойств двухслойных листов.
(Патент RU 2255848, МПК B23K 20/04, C21D 8/02, опубликован 10.07.02005 г. - прототип).
Недостатком прототипа является низкие качество поверхности, прочность и, соответственно, износостойкость стали плакирующего слоя, так как при подобной системе легирования обеспечивается аустенитная структура. Дополнительно отмечается высокая стоимость производства данной стали, из-за высокого содержания хрома и никеля в стали плакирующего слоя.
Технический результат изобретения - повышение прочности и износостойкости стали плакирующего слоя, повышение качества поверхности, а также снижение затрат на производство, при сохранении высокой прочности и сплошности соединения слоев, пластичности слоистого материала, а также высоких коррозионных свойств плакирующего слоя и хладостойкости стали основного слоя.
Указанный технический результат достигается тем, что в способе изготовления листов из плакированной стали, включающем получение заготовки листа, состоящей из основного слоя из углеродистой стали и плакирующего слоя из коррозионно-стойкой стали, и ее горячую прокатку, согласно изобретению, нагрев заготовки перед горячей прокаткой осуществляют в диапазоне температур от 1200 до 1250°С, а охлаждение после прокатки ведут до температуры 600-650°С со скоростью не менее 7°С/сек, температура конца ускоренного охлаждения в пределах 600-650°С, с получением листа из плакированной стали, причем плакирующий слой из коррозионно-стойкой стали имеет мартенситную структуру и содержит компоненты в следующем соотношении, мас. %:
|
Сущность изобретения заключается в том, что обеспечение высоких показателей прочности и, соответственно, износостойкости плакирующего слоя достигается использованием в качестве плакирующего слоя стали заявленного химического состава, который обеспечивает упрочнение. В стали с заявленным содержанием аустенитообразующих (углерод, марганец, никель и азот) и низким содержанием ферритообразующих (кремний, хром, молибден) элементов после горячей прокатки формируется однородная мартенситная структура, имеющая повышенную прочность, твердость и износостойкость. Отсутствие в структуре ферритной составляющей, в том числе при температурах горячей прокатки, обеспечивает высокую технологическую пластичность стали и высокое качество поверхности проката. Кроме того, структура готового проката является дисперсной, что
достигается выделением в процессе горячей прокатки субмикронных частиц избыточных фаз комплексного карбонитрида, обогащенного титаном и ниобием, и обеспечивает дополнительный вклад в повышение прочности и износостойкости. Наконец, в процессе замедленного охлаждения происходит формирование наноразмерных выделений карбонитрида, обогащенного ванадием и ниобием, что приводит к дисперсионному твердению. Необходимая коррозионная стойкость стали обеспечивается содержанием хрома, молибдена, кремния и азота в заявленных пределах.
Ограничение температур нагрева под прокатку в пределах 1200-1250°С обосновывается возможностью уменьшить диффузионными процессами элементов замещения в стали, уменьшая диффузионную подвижность элементов Cr, Ni, Мо в двухслойных образцах с плакирующим слоем из хромистых сталей мартенситного класса, которые при нагреве под прокатку, также как и сталь основного слоя, имеют полностью аустенитную структуру. Увеличение температур нагрева под прокатку (выше 1250°С) приведет к ускорению диффузионных процессов. Снижение температуры нагрева под прокатку (ниже 1200°С) приведет к недостаточной технологической пластичности при прокатке, что может привести к образованию дефектов.
Температура конца ускоренного охлаждения должна быть в пределах 600-650°С, что обеспечит подавление процессов диффузии углерода из основного слоя в плакирующий слой из стали со сравнительно высоким содержанием никеля (2,7-6,5%Ni). При температуре конца ускоренного охлаждения более 650°С будет более активное развитие диффузионных процессов углерода. Снижение температуры ниже 600°С будет способствовать получению металла с низкими показателями пластичности, так как не произойдет в достаточной степени отпуск мартенсита. Скорость охлаждения проката двуслойной заготовки должна быть не менее 7°С/сек, за счет чего подавляется диффузия в процессе охлаждения.
Идея ускоренного охлаждения проката заключается в стремлении измельчить зерно, в том числе в конструкционной стали основного слоя, и достичь упрочнения стали без дополнительного легирования. Упрочнение при использовании ускоренного охлаждения можно объяснить следующими факторами:
- измельчение зерна феррита;
- более эффективное дисперсионное упрочнение;
- формирование более дисперсных низкотемпературных продуктов превращения аустенита;
- увеличенная плотность дислокаций в феррите;
- пересыщение твердого раствора.
Все перечисленные факторы обусловлены увеличением скорости охлаждения металла, и как результат, смещением начала (γ-α)-превращения в область более низких температур.
Это приводит к повышению прочности и хладостойкости стали основного слоя.
На размер и свойства переходной зоны между слоями, где получают развитие диффузионные процессы различных элементов между слоями, оказывают влияние как химический состав сталей, составляющих композицию, так и параметры термодеформационной обработки двухслойной заготовки. Поэтому для обеспечения высокого качества соединения слоев в биметалле, кроме обеспечения требуемой глубины проплавления основного слоя, необходимо также предупреждение появления в переходной зоне неблагоприятных структурных составляющих, резко отличающихся по свойствам (твердости, хрупкости) от других структурных зон. Это достигается подбором благоприятных композиций основного и плакирующего слоев, ограничением диффузионных процессов путем выбора оптимальных для сталей данного химического состава режимов нагрева под прокатку (для подавления диффузии элементов замещения из плакирующего слоя в основной), уменьшения подвижности атомов углерода и азота при температуре конца ускоренного охлаждения (для подавления диффузии элементов внедрения из основного слоя в плакирующий) путем выбора оптимальной для стали данного химического состава температуры конца ускоренного охлаждения.
Снижение содержания хрома менее 13%, молибдена менее 0,01%, кремния менее 0,2% не обеспечивает требуемую коррозионную стойкость. Кроме того, содержание кремния в предлагаемых пределах (0,2-0,70 мас. %) позволяет обеспечить требуемый уровень раскисленности стали, а также повышает стойкость против окисления при высоких температурах.
Повышение содержания хрома более 16%, молибдена более 2,5% и кремния более 0,7% приводит к формированию в структуре второй фазы (феррита), что снижает прочность и износостойкость. К таким же последствиям приводит снижение ниже заявленного уровня содержания аустенитообразующих элементов - углерода, марганца, никеля и азота. В то же время увеличение их содержания выше заявленных верхних пределов приводит к существенному повышению устойчивости аустенита и сохранению его в конечной структуре, что снижает прочность стали плакирующего слоя и слоистого материала в целом.
Следует также учитывать, что при увеличении содержания кремния понижается пластичность стали. При указанном содержании никеля диффузионная подвижность углерода развивается в меньшей степени, таким образом, подавляется диффузионное перераспределение углерода.
Дополнительный рост износостойкости низкоуглеродистых сталей достигается за счет наноструктурирования матрицы, которое, в свою очередь, обеспечивается за счет выделения карбонитридов. Это является также одной из причин ограничения нижнего предела содержания углерода. Кроме того, именно с этим связано ограничение нижнего предела содержания микролегирующих элементов - титана, ниобия и ванадия. Ограничение верхнего предела их содержания связано с тем, что их более высокое содержание не приводит к дополнительному повышению прочности, а также может приводить к ее снижению - из-за формирования более крупных частиц. Кроме того, избыточное легирование указанными элементами приводит к повышению стоимости слоистого материала.
Содержание фосфора и серы в стали ограничено, так как данные элементы являются вредными примесями, приводят к охрупчиванию стали (фосфор) и к снижению коррозионной стойкости (сера).
Примеры конкретного выполнения способа
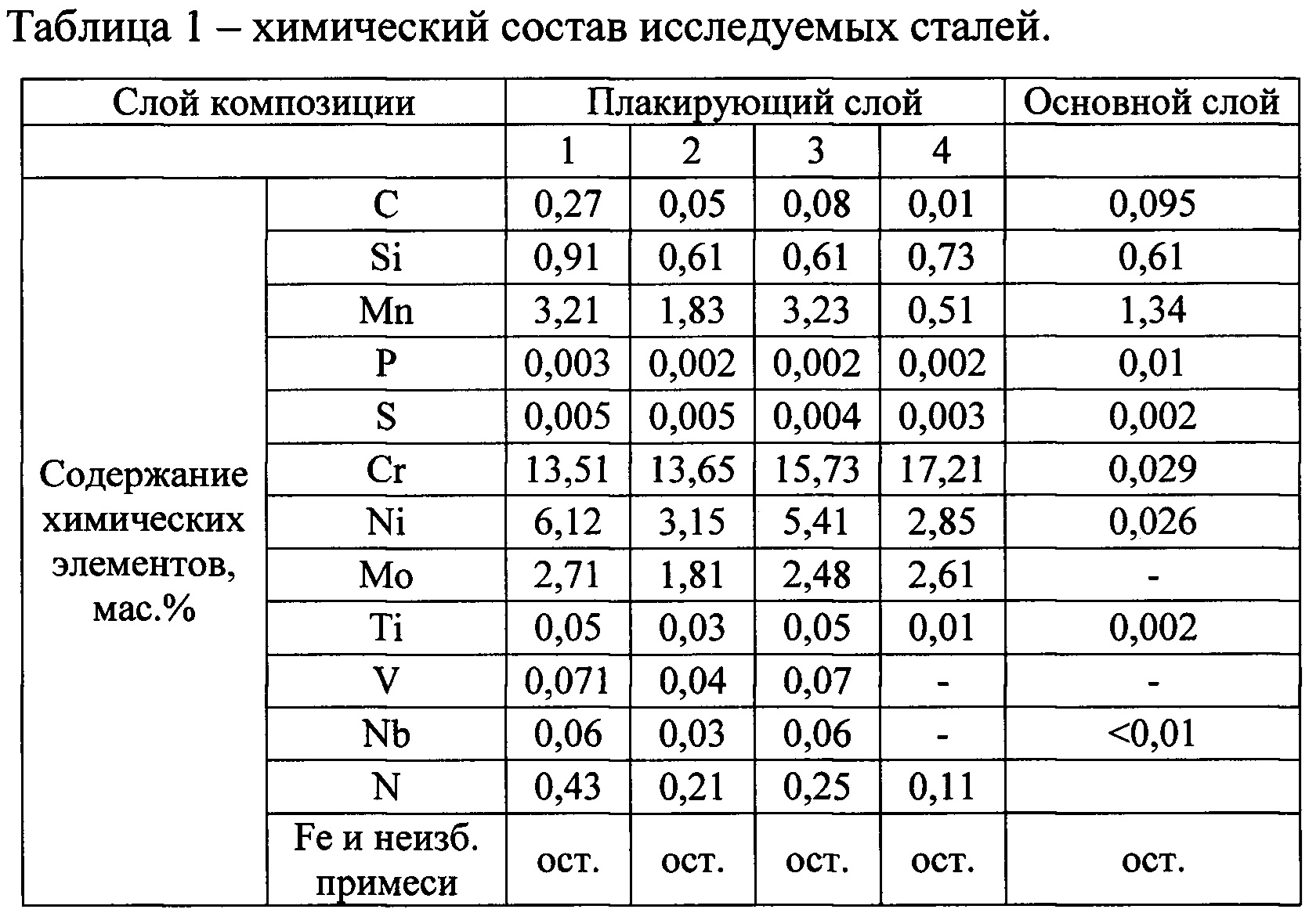
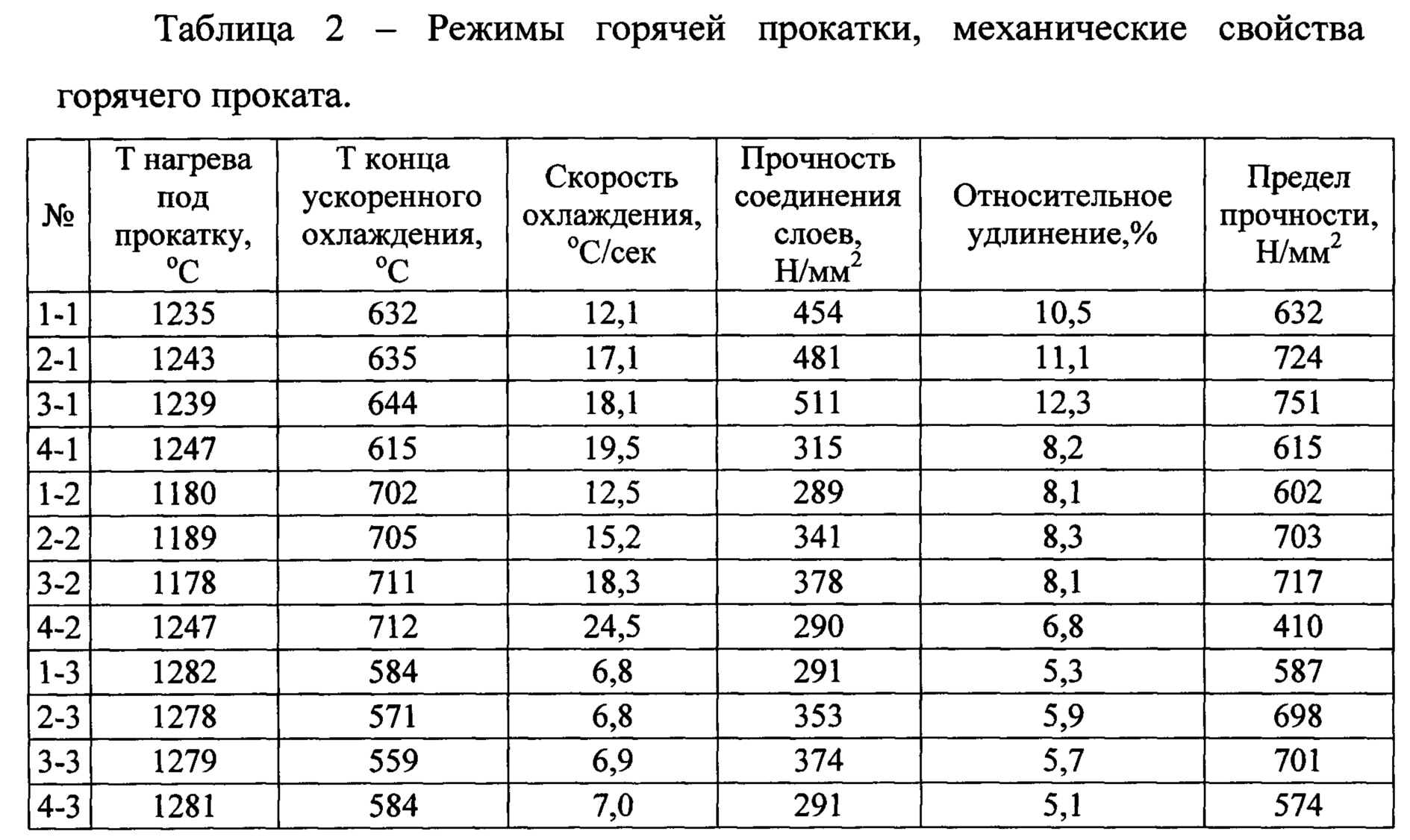
Биметаллические слитки с основным слоем толщиной 50 мм из низколегированной стали типа 09Г2С и плакирующим слоем из мартенситных сталей с толщиной слоя 10 мм были получены с применением технологии электрошлаковой наплавки. Слитки нагревали по режимам, приведенным в таблице 2, и прокатывали на листы толщиной 10 мм. В таблице №2 первая цифра в маркировке обозначает химический состав стали плакирующего слоя (номер в соответствии с таблицей 1), вторая - режим прокатки. В качестве основного слоя была выбрана сталь марки 09Г2С, наиболее часто используемая для основного слоя двухслойных сталей. Химический состав сталей №2 и 3 находится в пределах, указанных в формуле изобретения. Сталь №1 обладала повышенным содержанием аустенитообразующих элементов, в отличие от стали №4, где количество аустенитообразующих элементов было ближе к нижнему пределу, заявленному в формуле изобретения, а ферритообразующих элементов - выше заявленных пределов.
Прочность соединения слоев двухслойных листов проверяли при испытаниях на сопротивление срезу по плоскости соприкосновения основного и коррозионных слоев в соответствии с ГОСТ 10885.
Относительное удлинение и предел прочности слоистого материала определяли при испытаниях на растяжение по ГОСТ 1497-84 «Металлы. Методы испытаний на растяжение».
Сплошность соединения слоев проверяли с помощью ультразвукового контроля по ГОСТ 22727.
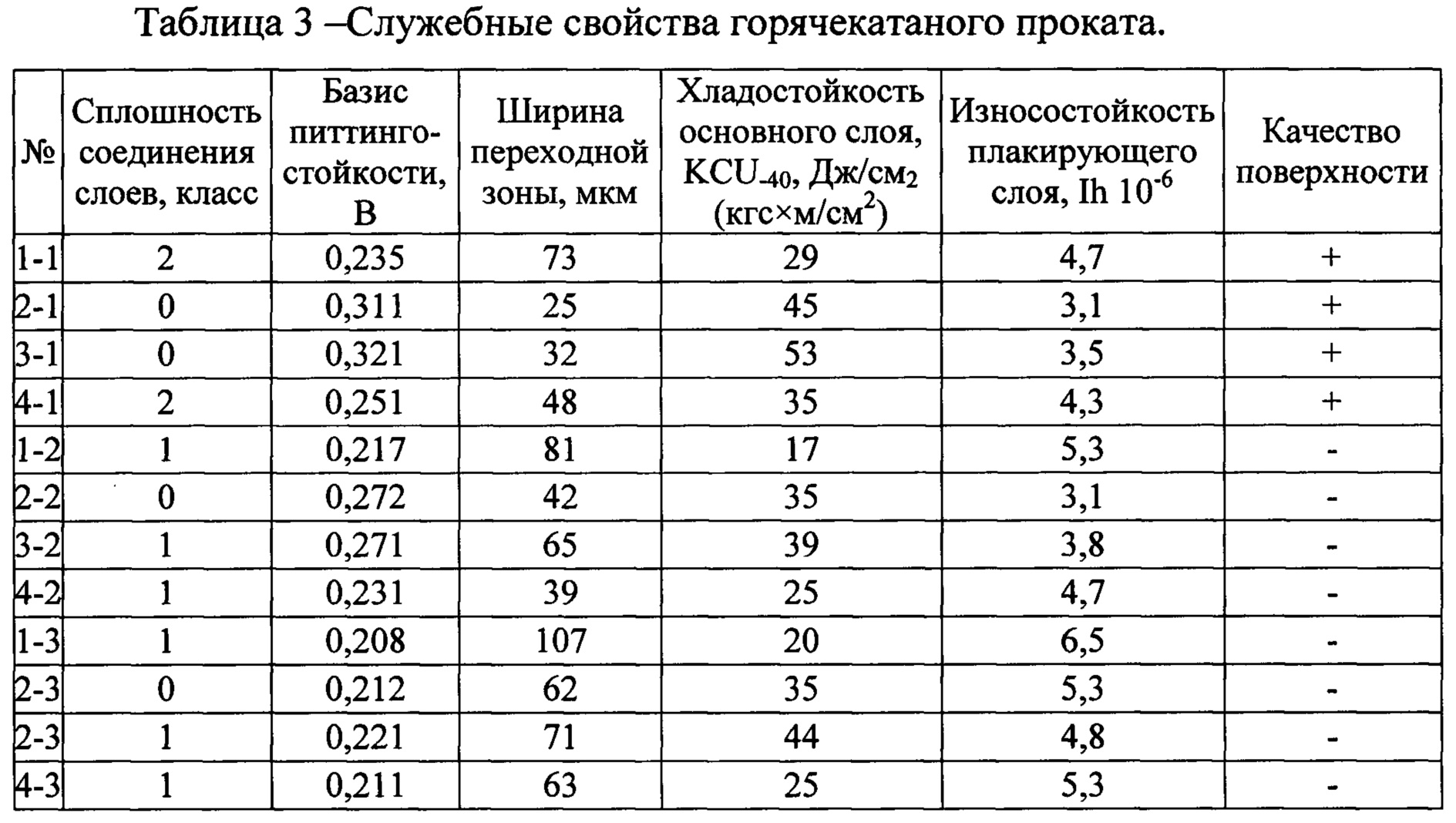
Коррозионная стойкость измерялась по ГОСТ 9.912 «Стали и сплавы коррозионностойкие. Методы ускоренных испытаний на стойкость к питтинговой коррозии». Оценивался базис питтингостойкости, чем выше был данный показатель, тем выше коррозионная стойкость исследуемой стали.
Переходную зону исследовали на металлографическом шлифе с помощью оптического микроскопа.
Плакирующий слой испытывался на износостойкость в условиях трения скольжения со смазкой (масло индустриальное И-30) проводили при N=78-588H (нормальная нагрузка), υ=0.05 м/с (скорость скольжения), L=120 мм (путь трения), l=40 мм (длина рабочего хода). В процессе испытания определяли интенсивность изнашивания Ih=Q/(ρSL), где Q - потеря массы образца (г); ρ - плотность материала образца (г/см3); S - геометрическая площадь контакта (см2), чем выше значения данного показателя, тем хуже износостойкость материала.
Стали с индексом 1 (2-я цифра в маркировке) были прокатаны по режиму, рекомендованному в изобретении. Как видно из таблицы, все образцы сталей (1-1,2-1,3-1,4-1) показали более высокие результаты по всем испытаниям. Подавления диффузионных процессов элементов замещения за счет ограничения температуры нагрева под прокатку и подавление диффузии углерода за счет ограничения температуры окончания прокатки позволили получить образцы с малой шириной переходной зоны, что положительно отражается на прочности, сплошности соединения слоев и пластичности стали. Для данных сталей была получена мелкозернистая структура, за счет малой скорости охлаждения, что положительно повлияло на показатели износостойкости, хладостойкости и коррозионной стойкости всех сталей.
Для образцов с индексом 2 (2-я цифра в маркировке) температура нагрева под прокатку была ниже 1200°С и диффузия элементов замещения была достаточно мала, однако температура конца ускоренного охлаждения была высокой, что привело к обеднению переходной зоны легирующими элементами и ускорению диффузии углерода, из-за чего снизилась пластичность и прочность соединения слоев. При существенном развитии таких процессов возможно снижение эффективной толщины плакирующего слоя, определяющей его коррозионную стойкость. Уменьшение температуры нагрева под прокатку отразилось на показателях технологической пластичности, что привело к появлению дефектов при прокатке на поверхности плакирующего слоя.
Высокая температура конца ускоренного охлаждения привела к существенному перераспределению углерода из основного слоя в плакирующий, формированию хрупкой прослойки, снижающей пластичность слоистого материала и прочность соединения слоев.
При увеличении температуры окончания прокатки, увеличении скорости охлаждения и низкой температуры конца ускоренного охлаждения (стали с индексом 3 (2-я цифра в маркировке)) были получены низкие показатели относительного удлинения, ширина переходной зоны была значительно больше, что оказывает влияние на прочность соединения слоев из-за образования хрупких прослоек в переходной зоне двухслойного материала. Высокая температура нагрева увеличивает диффузию элементов замещения, что снижает коррозионную стойкость стали.
Как видно из таблиц 2 и 3, стали, которые соответствуют формуле изобретения по химическому составу и по режимам горячей прокатки (стали №2-1 и №3-1), показали высокие результаты прочности, сплошности соединения слоев, коррозионной стойкости плакирующего слоя и малую толщину переходной зоны, что связано с подавлением диффузионных процессов элементов замещения и углерода.
Для стали №1 с повышенным содержанием аустенитообразующих элементов прочность соединения и относительное удлинение снижалось с увеличением температуры нагрева, а также была получена более широкая переходная зона с большим количеством мартенситных прослоек при всех режимах прокатки, что впоследствии может привести к расслоению материала. Как видно из таблиц 2 и 3, большое количество углерода отрицательно сказывается на коррозионной стойкости плакирующего слоя.
Большое количество аустенитообразующих элементов привело к низким показателям пластичности и прочности сцепления слоев из-за развитой диффузии, особенно при повышенных температурах, и низкие показатели коррозионной стойкость из-за низкого хрома и молибдена.
Что касается стали №4, где количество аустенитообразующих элементов было ближе к нижнему пределу, заявленному в формуле изобретения, а ферритообразующих элементов - выше заявленных пределов, коррозионная стойкость данной стали была достаточно высокой, см. таблицы 2-3, однако повышенное содержание аустенита отрицательно отражается на износостойкости материала.
Таким образом, показано, что химический состав и режимы горячей прокатки, в пределах, указанных в формуле изобретения, обеспечивают получение биметаллического материала с благоприятным комплексом механических и служебных свойств.
Способ производства высокопрочной коррозионностойкой горячекатаной стали
Плакированная высокопрочная коррозионно-стойкая сталь
Способ производства высокопрочной коррозионностойкой горячекатаной стали с низким удельным весом
Способ ковшовой обработки легированных сталей
Способ изготовления плакированного металлического листа
Способ получения изделий из горячекатаного стального листа горячей штамповкой
Способ получения изделий из холоднокатаного стального листа горячей штамповкой
Плакированная коррозионностойкая сталь повышенной прочности
Способ изготовления холоднокатаной двухфазной феррито-мартенситной стали, микролегированной ниобием
Способ производства холоднокатаной двухфазной феррито-мартенситной автолистовой стали
Способ производства высокопрочной коррозионностойкой горячекатаной стали
Плакированная высокопрочная коррозионно-стойкая сталь
Способ производства высокопрочной коррозионностойкой горячекатаной стали с низким удельным весом
Способ ковшовой обработки легированных сталей
Способ изготовления плакированного металлического листа
Способ получения изделий из горячекатаного стального листа горячей штамповкой
Способ получения изделий из холоднокатаного стального листа горячей штамповкой
Плакированная коррозионностойкая сталь повышенной прочности
Способ изготовления холоднокатаной двухфазной феррито-мартенситной стали, микролегированной ниобием
Способ производства холоднокатаной двухфазной феррито-мартенситной автолистовой стали

