Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ РЕГУЛИРОВАНИЯ ШИРИНЫ В ПРЯМОЙ БЕСКОНЕЧНОЙ ЛИНИИ ГОРЯЧЕЙ ПРОКАТКИ МЕЖДУ НЕПРЕРЫВНЫМ ЛИТЬЕМ И ГОРЯЧЕЙ ПРОКАТКОЙ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Аспекты вариантов осуществления относятся к устройству регулирования ширины и способу его использования на линии единого непрерывного процесса прокатки между непрерывным литьем и горячей прокаткой и, более конкретно, к технологии для регулирования ширины продукта в выходной секции чистового прокатного стана таким образом, чтобы иметь предварительно заданную ширину без использования станка для обработки кромок (эджера), устройства изменения ширины.
Уровень техники
Компактные установки относятся к минизаводам, выполняющим процесс переплавки лома, используя электрическую печь, и затем изготовления стали, используя непрерывное оборудование литья-прокатки.
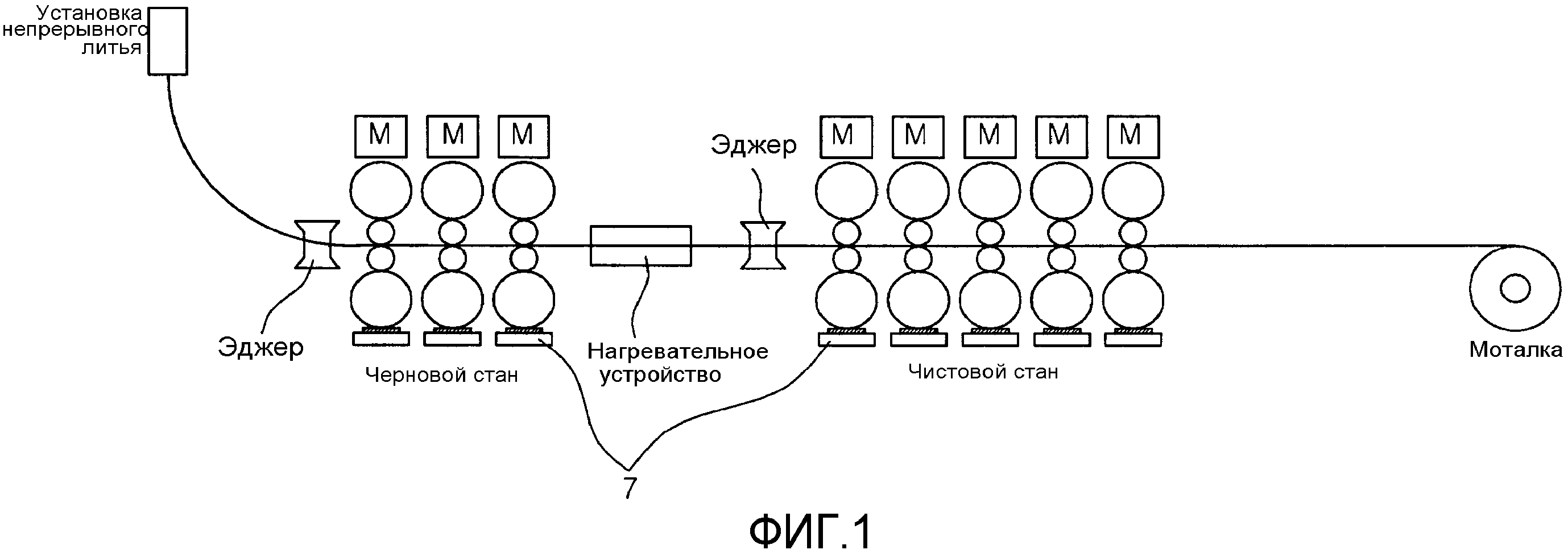
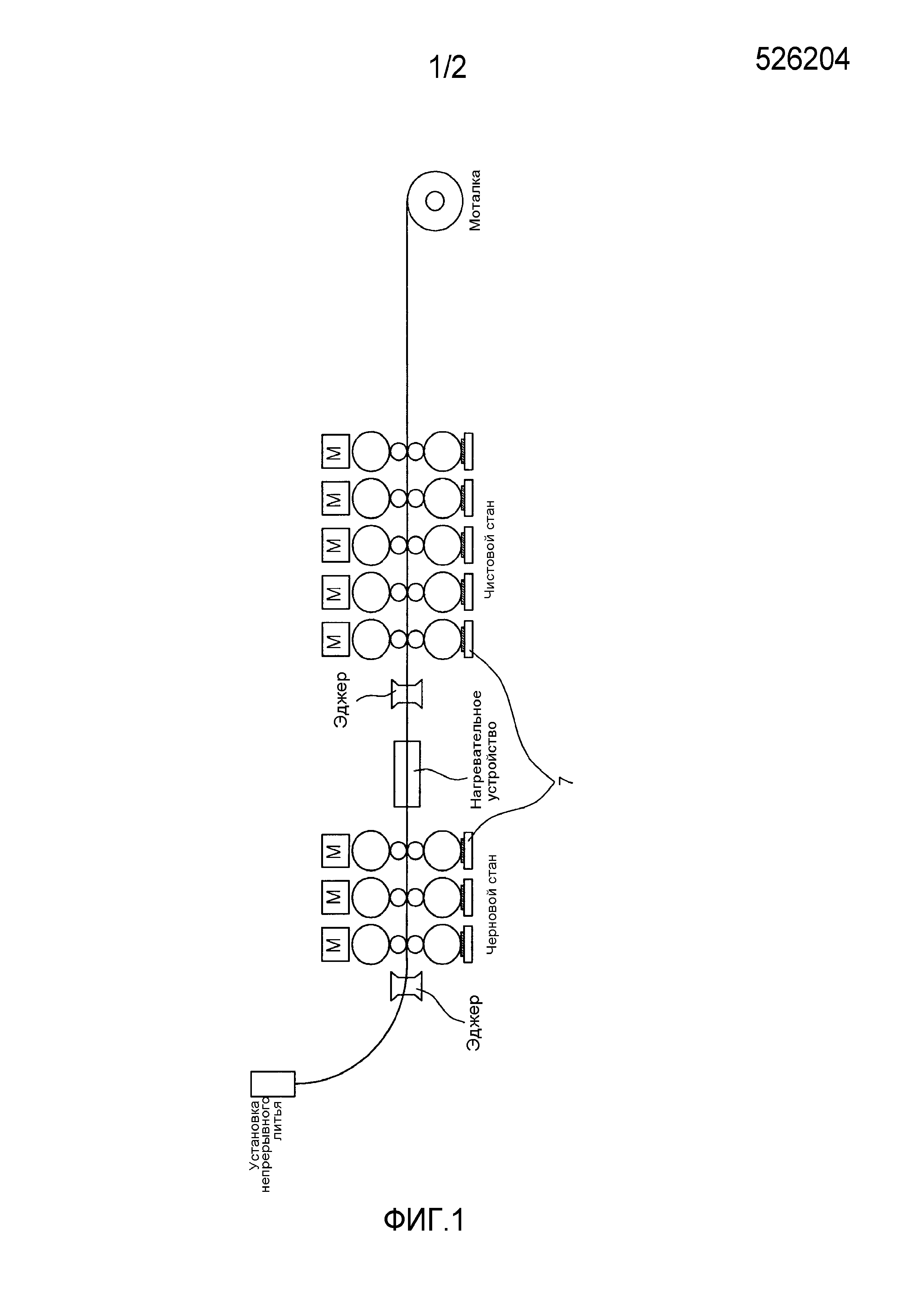
На ФИГ. 1 показана компактная установка, включающая в себя установку для непрерывного литья, черновой прокатный стан, нагревательное устройство, чистовой прокатный стан и нижнюю моталку. В такой компактной установке непрерывная прокатка выполняется между непрерывным литьем и горячей прокаткой без остановки. Здесь, регулирование ширины выполняется, используя способ, обеспеченный посредством установки станка для обработки кромок, устройства изменения ширины, на заднем конце установки для непрерывного литья или переднем конце чистового прокатного стана, способ, в котором прокатка выполняется посредством обеспечения возможности поддержания ширины выходной секции установки для непрерывного литья постоянным образом без изменения ширины, способ, выполняемый посредством изменения ширины литейной формы для непрерывного литья, или тому подобное.
Однако в случае способа, использующего станок для обработки кромок (то есть эджер), когда выполняется процесс в компактной установке, показанной со ссылкой на ФИГ. 1, так как толщина сляба установки для непрерывного литья и толщина проката выходной секции чернового прокатного стана являются относительно тонкими, может возникать проблема образования гофра. Более того, так как могут иметь место трудности добавления станка для обработки кромок вследствие пространственного ограничения при его установке, также могут иметь место трудности его коммерциализации.
Соответственно, способ выполнения прокатки посредством непрерывного поддержания ширины в выходной секции установки для непрерывного литья без изменения ширины и способ изменения ширины посредством изменения ширины литейной формы для непрерывного литья могут использоваться.
Однако в случае непрерывного поддержания ширины в выходной стороны установки для непрерывного литья может быть трудным различным образом справляться с требованиями для продуктов, имеющих различную ширину.
Кроме того, в случае, в котором только ширина литейной формы для непрерывного литья изменяется и таким образом ее расширение или усадка по ширине возникает во время прохождения через участок обжатия с жидкой сердцевиной (УЖС) в установке для непрерывного литья, черновой прокатный стан и чистовой прокатный стан, компенсация может осуществляться с трудом и, таким образом, может быть трудным получить однообразную ширину.
Документ предшествующего уровня техники
В качестве документа предшествующего уровня техники может быть приведена публикация зарегистрированного патента Кореи No. 10-0957707 (опубликованный 4 мая, 2010 года).
Описание изобретения
Техническая задача
В одном аспекте осуществления может обеспечивать высокоточное онлайн устройство регулирования ширины, способное быстро справляться с требованиями различной ширины от пользователей.
В другом аспекте осуществления может обеспечивать способ регулирования ширины.
Техническое решение
Предлагается устройство для регулирования ширины прокатываемой полосы для линии непрерывной прокатки, включающей в себя установку для непрерывного литья, черновой прокатный стан, нагревательное устройство и чистовой прокатный стан, содержащее:
блок регулирования натяжения прокатываемой полосы, выполненный с возможностью определения натяжения полосы на основании усилия прокатки чернового прокатного стана или измеренного значения натяжения, прикладываемого к полосе между клетями чернового прокатного стана, и регулировки натяжения, прикладываемого к полосе между черновым прокатным станом и чистовым прокатным станом с обеспечением заданного значения натяжения,
блок измерения ширины прокатываемой полосы, выполненный с возможностью измерения ширины полосы в выходной секции чистового прокатного стана, и
блок регулирования ширины прокатываемой полосы, выполненный с возможностью формирования сигнала для изменения заданного значения натяжения, прикладываемого к полосе между черновым прокатным станом и чистовым прокатным станом, в случае отклонения измеренной ширины полосы в выходной секции чистового прокатного стана от заданной ширины,
при этом упомянутые блок измерения ширины, блок регулирования ширины и блок регулирования натяжения соответственно последовательно соединены друг с другом.
Целесообразно, если упомянутый блок регулирования натяжения прокатываемой полосы включает в себя узел измерения натяжения, выполненный с возможностью измерения натяжения, прикладываемого к прокатываемой полосе между черновым прокатным станом и чистовым прокатным станом.
Также может быть предусмотрено, что упомянутый блок регулирования ширины выполнен с возможностью формирования сигнала, подаваемого в упомянутый блок регулирования натяжения, для уменьшения заданного значения натяжения полосы, в случае, когда измеренная ширина прокатанной полосы в выходной секции чистового прокатного стана меньше заданной ширины, причем указанное уменьшение пропорционально разнице между измеренной шириной и заданной шириной.
В предпочтительном варианте осуществления изобретения упомянутый блок регулирования ширины выполнен с возможностью формирования сигнала, подаваемого в упомянутый блок регулирования натяжения, для увеличения заданного значения натяжения полосы, в случае, когда измеренная ширина прокатываемой полосы в выходной секции чистового прокатного стана больше заданной ширины, причем указанное увеличение пропорционально разнице между измеренной шириной и заданной шириной.
Также предлагается способ регулирования ширины прокатываемой полосы в линии непрерывной прокатки, включающей в себя установку для непрерывного литья, черновой прокатный стан, нагревательное устройство и чистовой прокатный стан, включающий:
определение натяжения, прикладываемого к полосе между черновым прокатным станом и чистовым прокатным станом, которое выполняют посредством оценки с использованием усилия прокатки чернового прокатного стана или измерения значения натяжения, прикладываемого к полосе между клетями чернового прокатного стана,
поддержание упомянутого натяжения на заданном значении,
измерение ширины прокатываемой полосы в выходной секции чистового прокатного стана, и
изменение заданного значения упомянутого натяжения, в случае, когда измеренная ширина прокатываемой полосы в выходной секции чистового прокатного стана отличается от заданной ширины.
Способ может быть улучшен, если в случае, когда измеренная ширина прокатываемой полосы в выходной секции чистового прокатного стана меньше заданной ширины, уменьшают заданное значение упомянутого натяжения пропорционально разнице между измеренной шириной и заданной шириной.
Также, целесообразно предусматривается, что в случае, когда измеренная ширина прокатываемой полосы в выходной секции чистового прокатного стана больше заданной ширины, увеличивают заданное значение упомянутого натяжения пропорционально разнице между измеренной шириной в выходной секции чистового прокатного стана и заданной шириной.
В соответствии с аспектом концепции изобретения обеспечено устройство регулирования ширины для его использования на линии единого непрерывного процесса прокатки между непрерывным литьем и горячей прокаткой, выполняемого в компактной установке, включающей в себя установку для непрерывного литья, черновой прокатный стан, нагревательное устройство и чистовой прокатный стан, при этом устройство регулирования ширины включает в себя: блок регулирования натяжения, регулирующий натяжение, прикладываемое к полосе между черновым прокатным станом и чистовым прокатным станом, таким образом, чтобы иметь заданное значение натяжения; блок измерения ширины, измеряющий ширину в выходной секции чистового прокатного стана; и блок регулирования ширины, выполняющий регулирование таким образом, чтобы изменять заданное значение натяжения, когда измеренная ширина в выходной секции чистового прокатного стана отличается от заданной ширины.
Блок регулирования натяжения может включать в себя узел измерения натяжения, измеряющий натяжение, прикладываемое к полосе между черновым прокатным станом и чистовым прокатным станом.
Блок регулирования натяжения может оценивать натяжение, прикладываемое к полосе между черновым прокатным станом и чистовым прокатным станом, используя усилие прокатки чернового прокатного стана, крутящий момент двигателя или измеренное значение натяжения, прикладываемого к полосе между клетями.
Когда измеренная ширина в выходной секции чистового прокатного стана меньше заданной ширины, блок регулирования ширины может регулировать блок регулирования натяжения таким образом, чтобы уменьшать заданное значение натяжения пропорционально разнице между измеренной шириной выходной секции чистового прокатного стана и заданной шириной.
Когда измеренная ширина выходной секции чистового прокатного стана больше заданной ширины, блок регулирования ширины может регулировать блок регулирования натяжения таким образом, чтобы увеличивать заданное значение натяжения пропорционально разнице между измеренной шириной выходной секции чистового прокатного стана и заданной шириной.
В соответствии с аспектом концепции изобретения обеспечен способ регулирования ширины для его использования на линии единого непрерывного процесса прокатки между непрерывным литьем и горячей прокаткой в компактной установке, включающей в себя установку для непрерывного литья, черновой прокатный стан, нагревательное устройство и чистовой прокатный стан, при этом способ включает в себя: измерение или оценку натяжения, прикладываемого к полосе между черновым прокатным станом и чистовым прокатным станом; и выполнение регулирования таким образом, что измеренное или оцененное натяжение имеет заданное значение натяжения.
Способ регулирования ширины может дополнительно включать в себя измерение ширины в выходной секции чистового прокатного стана; и изменение заданного значения натяжения, когда измеренная ширина в выходной секции чистового прокатного стана отличается от заданной ширины.
Измерение или оценка натяжения, прикладываемого к полосе между черновым прокатным станом и чистовым прокатным станом, может выполняться посредством оценки натяжения, прикладываемого к полосе между черновым прокатным станом и чистовым прокатным станом, посредством использования усилия прокатки чернового прокатного стана, крутящего момента двигателя или измеренного значения натяжения, прикладываемого к полосе между клетями.
Изменение заданного значения натяжения, выполняемое, когда измеренная ширина в выходной секции чистового прокатного стана отличается от заданной ширины, может выполняться посредством уменьшения заданного значения натяжения пропорционально разнице между измеренной шириной в выходной секции чистового прокатного стана и заданной шириной, когда измеренная ширина в выходной секции чистового прокатного стана меньше заданной ширины.
Изменение заданного значения натяжения, выполняемое, когда измеренная ширина в выходной секции чистового прокатного стана отличается от заданной ширины, может выполняться посредством увеличения заданного значения натяжения пропорционально разнице между измеренной шириной в выходной секции чистового прокатного стана и заданной шириной, когда измеренная ширина в выходной секции чистового прокатного стана больше заданной ширины.
Полезные эффекты
В соответствии с иллюстративными вариантами осуществления настоящего описания изобретения ширина продукта в выходной секции чистового прокатного стана может регулироваться таким образом, чтобы иметь предварительно заданную ширину без использования станка для обработки кромок, устройства изменения ширины.
Описание чертежей
На ФИГ. 1 показан процесс, в котором единый непрерывный процесс прокатки между непрерывным литьем и горячей прокаткой выполняется в компактной установке в соответствии с предшествующим уровнем техники; и
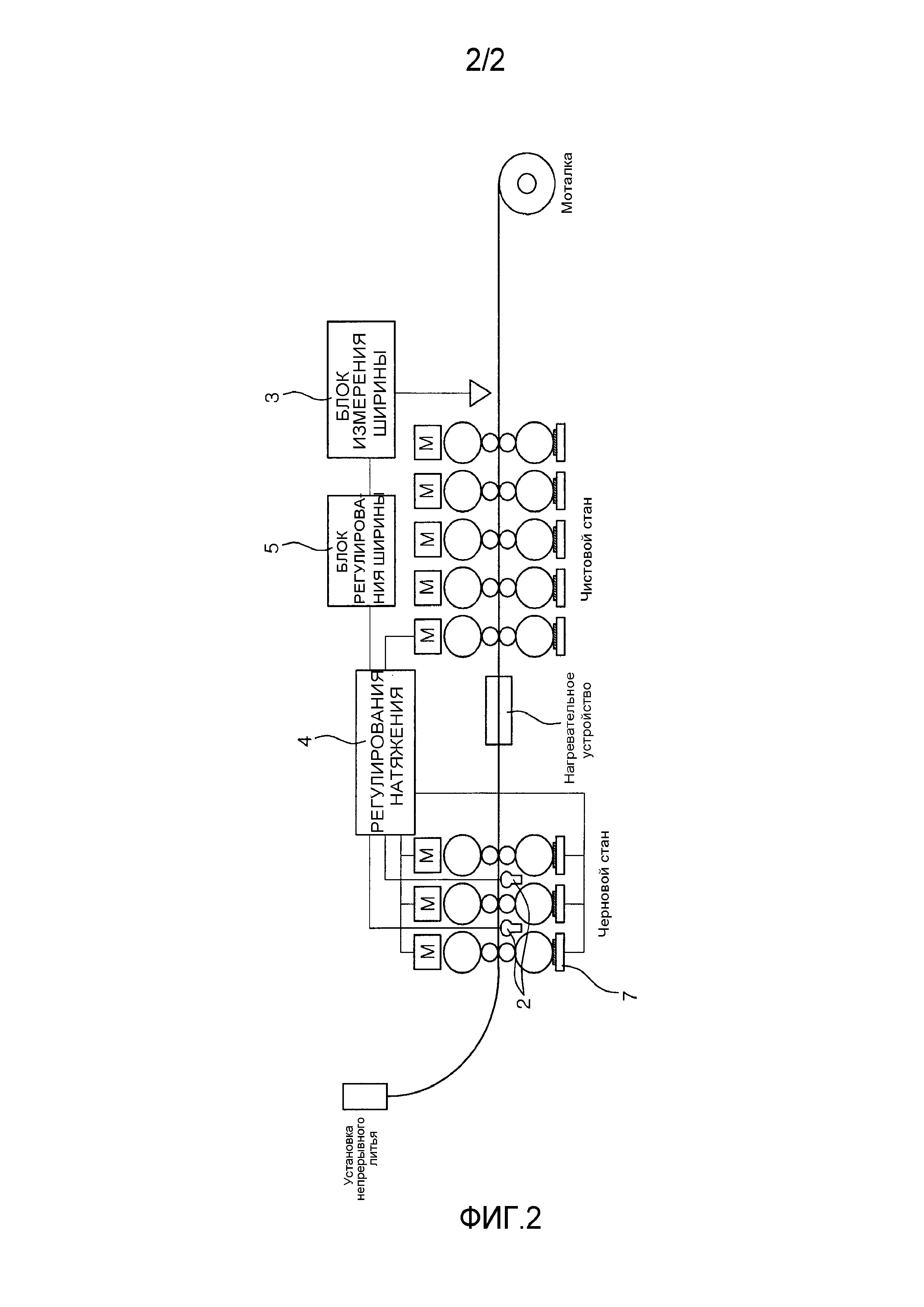
На ФИГ. 2 показан процесс, в котором единый непрерывный процесс прокатки между непрерывным литьем и горячей прокаткой выполняется в компактной установке в соответствии с вариантом осуществления настоящего изобретения.
Вариант осуществления
Варианты осуществления теперь будут описываться подробно со ссылкой на прилагаемые чертежи.
Однако варианты осуществления могут осуществляться во многих разных формах и не должны рассматриваться ограниченными на вариантах осуществления, изложенных здесь. Наоборот, эти варианты осуществления предусмотрены таким образом, что настоящее описание изобретения будет всесторонним и полным и будет полностью передавать объем концепции изобретения для специалистов в данной области.
На ФИГ. 2 показан процесс, в котором единый непрерывный процесс прокатки между непрерывным литьем и горячей прокаткой выполняется в компактной установке в соответствии с вариантом осуществления.
Со ссылкой на ФИГ. 2, устройство регулирования ширины в соответствии с вариантом осуществления может представлять собой устройство для регулирования ширины на линии единого непрерывного процесса прокатки между непрерывным литьем и горячей прокаткой, в компактной установке, включающей в себя установку для непрерывного литья, черновой прокатный стан, нагревательное устройство и чистовой прокатный стан. Кроме того, устройство регулирования ширины включает в себя блок 3 измерения ширины, блок 4 регулирования натяжения и блок 5 регулирования ширины.
Блок 4 регулирования натяжения может выполнять регулирование таким образом, что натяжение, прикладываемое к полосе между черновым прокатным станом и чистовым прокатным станом, может иметь заданное значение натяжения. В этом случае натяжение, прикладываемое к полосе между черновым прокатным станом и чистовым прокатным станом, может непосредственно измеряться посредством узла 2 измерения натяжения или может оцениваться, используя усилие прокатки чернового прокатного стана, крутящий момент двигателя М или измеренное значение натяжения, прикладываемого к полосе между клетями. Усилие прокатки чернового прокатного стана может измеряться посредством устройства 7 измерения усилия. Измеренное значение натяжения, прикладываемого к полосе между клетями, может измеряться посредством узла 2 измерения натяжения.
Блок 4 регулирования натяжения может регулировать скорость первой клети входной секции чистового прокатного стана таким образом, что натяжение, прикладываемое к полосе между черновым прокатным станом и чистовым прокатным станом, может иметь заданное значение натяжения. В варианте осуществления, когда натяжение, прикладываемое к полосе между черновым прокатным станом и чистовым прокатным станом, меньше заданного значения натяжения, скорость первой клети может увеличиваться пропорционально значению разницы между натяжением, прикладываемым к полосе между черновым прокатным станом и чистовым прокатным станом, и заданным значением натяжения. С другой стороны, когда натяжение, прикладываемое к полосе между черновым прокатным станом и чистовым прокатным станом, больше заданного значения натяжения, скорость первой клети может замедляться обратно пропорционально значению разницы между натяжением, прикладываемым к полосе между черновым прокатным станом и чистовым прокатным станом, и заданным значением натяжения.
Регулирование ширины может выполняться посредством регулирования натяжения, выполняемого посредством узла 4 регулирования натяжения. Дополнительно к этому, более точное регулирование ширины продукта может выполняться посредством измерения ширины в выходной секции чистового прокатного стана таким образом, чтобы варьировать заданное значение натяжения, номинальное значение регулирования натяжения узла 4 регулирования натяжения. С этой целью устройство регулирования ширины в соответствии с вариантом осуществления может дополнительно включать в себя блок 3 измерения ширины и блок 5 регулирования ширины.
Блок 3 измерения ширины может измерять ширину в выходной секции чистового прокатного стана.
Когда измеренная ширина выходной секции чистового прокатного стана отличается от заданной ширины, блок 5 регулирования ширины может управлять блоком 4 регулирования натяжения таким образом, чтобы изменять заданное значение натяжения.
Например, когда измеренная ширина в выходной секции чистового прокатного стана меньше заданной ширины, блок 5 регулирования ширины может управлять блоком 4 регулирования натяжения таким образом, чтобы уменьшать заданное значение натяжения пропорционально разнице между измеренной шириной выходной секции чистового прокатного стана и заданной шириной. Соответственно, когда блок 4 регулирования натяжения уменьшает заданное значение натяжения, уменьшение ширины полосы между черновым прокатным станом и чистовым прокатным станом, возникающее вследствие натяжения, может быть уменьшено. Следовательно, ширина выходной секции чистового прокатного стана может увеличиваться для достижения заданной ширины.
С другой стороны, когда измеренная ширина в выходной секции чистового прокатного стана больше заданной ширины, блок 5 регулирования ширины может управлять блоком 4 регулирования натяжения таким образом, чтобы увеличивать заданное значение натяжения пропорционально разнице между измеренной шириной выходной секции чистового прокатного стана и заданной шириной. В результате, ширина полосы между черновым прокатным станом и чистовым прокатным станом может уменьшаться. Соответственно, ширина выходной секции чистового прокатного стана может уменьшаться для достижения заданной ширины.
Соответственно, ширина может регулироваться таким образом, что ширина полосы между черновым прокатным станом и чистовым прокатным станом уменьшается или расширяется посредством регулирования натяжения, прикладываемого к полосе между черновым прокатным станом и чистовым прокатным станом таким образом, чтобы увеличивалась или уменьшалась таким образом ширина в выходной секции чистового прокатного стана и достигала заданной ширины.
Кроме того, так как выполняется регулирование ширины посредством обратной связи ширины в выходной секции чистового прокатного стана, используя блок 3 измерения ширины, ширина в направлении длины полосы может постоянно регулироваться.
Регулирование ширины на линии единого непрерывного процесса прокатки между непрерывным литьем и горячей прокаткой, используя устройство регулирования ширины, может выполняться в последовательности, в которой натяжение, прикладываемое к полосе между черновым прокатным станом и чистовым прокатным станом, измеряется или оценивается, и измеренное или оцененное натяжение регулируется до заданного значения натяжения.
Дополнительно к этому ширина выходной секции чистового прокатного стана может измеряться, и когда измеренная ширина выходной секции чистового прокатного стана отличается от заданной ширины, заданное значение натяжения может изменяться таким образом, что ширина выходной секции чистового прокатного стана может более точно регулироваться.
Следовательно, в соответствии с вариантом осуществления концепции изобретения в непрерывном процессе в компактной установке, выполняемом между непрерывным литьем и горячей прокаткой, даже когда изменение ширины возникает во время непрерывного процесса прокатки, ее ширина может постоянно регулироваться без использования станка для обработки кромок. Например, ширина полосы между черновым прокатным станом и чистовым прокатным станом может уменьшаться или увеличиваться посредством натяжения, прикладываемого к полосе между черновым прокатным станом и чистовым прокатным станом, и натяжение, прикладываемое к полосе между черновым прокатным станом и чистовым прокатным станом, может непрерывно увеличиваться или уменьшаться для того, чтобы получить заданную ширину продукта посредством измерения ширины в выходной секции чистового прокатного стана. В результате, во время непрерывного процесса прокатки, изменения ширины продукта и регулирование для однообразной ширины могут выполняться без использования станка для обработки кромок, и может быть обеспечено превосходное качество ширины по сравнению с качеством ширины традиционного процесса горячей прокатки.
Будет описываться вариант осуществления концепции изобретения. Здесь можно предположить, что ширина выходной секции чистового прокатного стана больше заданной ширины на от около 10 до 20 мм. В варианте осуществления ширина полосы, обеспеченной между черновым прокатным станом и чистовым прокатным станом, может уменьшаться таким образом, чтобы находиться в диапазоне от 10 до 20 мм, посредством использования функции регулирования натяжения узла 4 регулирования натяжения. Дополнительно к этому в случае, в котором ширина выходной секции чистового прокатного стана, измеренная посредством узла 3 измерения ширины, таким образом, чтобы позволять ширине в выходной секции чистового прокатного стана становиться заданной шириной, отличается от заданной ширины, блок 5 регулирования ширины может регулировать блок 4 регулирования натяжения для выполнения процесса, в котором ширина полосы, обеспеченной между черновым прокатным станом и чистовым прокатным станом, дополнительно увеличивается или уменьшается. Например, для изготовления продукта, имеющего заданную граничную ширину около 7 мм, ширина в выходной секции черного прокатного стана может сначала уменьшаться на около 3 мм посредством увеличения натяжения полосы. В этом случае, когда ширина в выходной секции чистового прокатного стана, измеренная посредством узла 3 измерения ширины, отличается от заданной ширины, блок 5 регулирования ширины может регулировать блок 4 регулирования натяжения таким образом, что ширина полосы между черновым прокатным станом и чистовым прокатным станом может регулироваться посредством увеличения или уменьшения натяжения, прикладываемого к полосе между черновым прокатным станом и чистовым прокатным станом, для того, чтобы позволять в ширине выходной секции чистового прокатного стана достигать заданной ширины.
Как приведено выше, в устройстве регулирования ширины и способе его использования на линии единого непрерывного процесса прокатки между непрерывным литьем и горячей прокаткой в соответствии с вариантом осуществления концепции изобретения ширина продукта в выходной секции чистового прокатного стана может регулироваться таким образом, чтобы иметь предварительно заданную ширину без использования станка для обработки кромок, устройства изменения ширины.
Хотя концепция изобретения была показана и описана во взаимосвязи с вариантами осуществления, для специалистов в данной области будет очевидным, что модификации и изменения могут быть выполнены, не отступая от идеи и объема концепции настоящего изобретения, как указана прилагаемой формулой изобретения.
Строительный модульный блок
Устройство для очистки технологического газа для установки восстановительной плавки для получения чугуна
Высокопрочный, высоковязкий тонкий стальной пруток и способ его изготовления
Заготовка для проволоки и стальная проволока, имеющие превосходные магнитные характеристики, и способы их изготовления
Сталеплавильный комплекс и способ производства стали
Машина непрерывного литья
Способ и устройство для обработки технологической воды
Аппарат охлаждающий и сегмент установки непрерывной разливки, снабженной данным аппаратом
Нагревательное устройство и содержащий его аппарат для нагревания непрерывного металлического листа
Устройство для разделения элементов листообразного горячебрикетированного железа
Строительный модульный блок
Способ получения и плавления жидкого чугуна или жидких исходных продуктов стали в плавильном газогенераторе
Устройство для очистки технологического газа для установки восстановительной плавки для получения чугуна
Высокопрочный, высоковязкий тонкий стальной пруток и способ его изготовления
Заготовка для проволоки и стальная проволока, имеющие превосходные магнитные характеристики, и способы их изготовления
Сталеплавильный комплекс и способ производства стали
Машина непрерывного литья
Способ и устройство для обработки технологической воды
Аппарат охлаждающий и сегмент установки непрерывной разливки, снабженной данным аппаратом
Нагревательное устройство и содержащий его аппарат для нагревания непрерывного металлического листа

