Результат интеллектуальной деятельности: СПОСОБ И ИНСТРУМЕНТ ДЛЯ СБОРКИ СТУПЕНИ ВЫПРЯМЛЕНИЯ
Вид РИД
Изобретение
Настоящее изобретение касается способа и инструмента для сборки ступени выпрямления, в частности для компрессора низкого давления газотурбинного двигателя.
В компрессоре газотурбинного двигателя ступень выпрямления включает две соосные обечайки, располагающиеся одна внутри другой и соединенные почти радиальными лопатками, которые прикрепляются к обечайкам радиальными концами.
Наружная обечайка ступени выпрямления содержит радиальные отверстия, в которые вводятся и в которых крепятся, обычно посредством сварки, радиально наружные концы лопаток. Внутренняя обечайка включает радиальные отверстия, в которые вводятся с зазором радиально внутренние концы лопаток, при этом эти зазоры составляют порядка 2-3 мм приблизительно.
В существующем уровне техники внутренние концы лопаток жестко соединены с внутренней обечайкой посредством полимеризирующейся заливочной смолы, которая наносится на внутреннюю поверхность внутренней обечайки и которая после затвердевания обеспечивает крепление лопаток к внутренней обечайке. Смола образует кольцевой блок внутри внутренней обечайки, в котором утоплены радиально внутренние концы лопаток и внутренняя окружность которого определяет истираемую дорожку, предназначенную для взаимодействия с тонкими кольцевыми слоями ротора для образования герметичного соединения лабиринтового типа.
Перед нанесением смолы на внутреннюю обечайку, эту смолу впрыскивают в упомянутые зазоры между лопатками и краями отверстий внутренней обечайки по всему периметру каждой лопатки. Это позволяет предварительно заполнить зазоры и избежать того, чтобы часть смолы прошла через эти зазоры при ее нанесении на внутреннюю обечайку (чтобы предотвратить перерасход смолы и ограничить время очистки ступени выпрямления для удаления возможных потеков смолы).
Нагнетание смолы в зазоры выполняется с помощью шприца, наполняемого оператором, при этом этот этап нагнетания является длительным и дорогостоящим (около 8 часов на одну ступень выпрямления), сложным, грязным и трудно воспроизводимым. Для ограничения потеков смолы при ее нанесении ее можно хранить в холодильнике до нанесения для увеличения ее вязкости. Однако, хотя это и облегчает использование смолы, это усложняет управление партиями смолы.
Задачей настоящего изобретения является разработка простого, эффективного и экономичного решения, позволяющего устранить недостатки предшествующего уровня техники.
Для решения задачи предлагается способ сборки ступени выпрямления, включающий соосные внутреннюю обечайку и наружную обечайку, соединенные почти радиальными лопатками, отличающийся тем, что он включает следующие этапы, заключающиеся:
(а) во введении радиально наружных концов лопаток в отверстия наружной обечайки и во введении с зазором радиально внутренних концов упомянутых лопаток в отверстия внутренней обечайки;
(b) в креплении наружных концов лопаток к наружной обечайке, например посредством сварки;
(c) в поддержании пластин с упором на наружную поверхность внутренней обечайки, так чтобы пластины покрывали герметично и, по меньшей мере, частично зазоры, образующиеся между отверстиями внутренней обечайки и лопатками, при этом пластины располагаются по окружности между лопатками;
(d) в нанесении заливочной смолы на внутреннюю поверхность внутренней обечайки, так чтобы смола заполняла упомянутые зазоры, а радиально внутренние концы лопаток были утоплены в смоле.
Таким образом, при ее нанесении на внутреннюю поверхность внутренней обечайки смола заделывает зазоры, образующиеся между отверстиями внутренней обечайки и лопатками, не переливаясь на наружную поверхность внутренней обечайки, благодаря присутствию пластин, которые герметично запирают эти зазоры.
Изобретение позволяет устранить этап предыдущего уровня техники, заключающийся в нагнетании смолы с помощью шприца в упомянутые зазоры перед нанесением заливочной смолы на внутреннюю поверхность этой обечайки. Этот этап нагнетания смолы, являющийся тонкой и трудной для осуществления операцией, заменяется более простым и намного менее продолжительным этапом размещения и поддержания пластин с упором на наружную поверхность внутренней обечайки.
Предпочтительно в качестве заливочной смолы используют смолу на основе силикона, например типа RTV (Room Temperature Vulcanisation).
По признаку изобретения, в ходе осуществления этапа (c) оснастку располагают по окружности между лопатками, при этом каждый инструмент содержит внутреннюю пластину, опирающуюся на наружную поверхность внутренней обечайки, и наружный опорный узел, такой как, например, наружная пластина, опирающаяся на внутреннюю поверхность наружной обечайки, а упругие средства располагаются между внутренней пластиной и наружным опорным узлом, так чтобы создать напряжение на внутренней пластине, опирающейся на внутреннюю обечайку.
Преимущественно каждый инструмент может занимать положение введения, при котором внутренняя пластина и наружный опорный узел приближены друг к другу, несмотря на упругие средства, и положение сборки, при котором внутренняя пластина и наружный опорный узел удалены друг от друга с помощью упругих средств, так чтобы создать напряжение на внутренней пластине, опирающейся на внутреннюю обечайку.
Каждая внутренняя пластина может также содержать две боковые кромки, охватывающие формы наружных и внутренних поверхностей двух соответствующих соседних лопаток.
Кроме того, каждая внутренняя пластина может содержать по меньшей мере один установочный упор, опирающийся на заднюю кромку или на переднюю кромку одной из соответствующих соседних лопаток.
Этот признак облегчает и гарантирует правильное расположение пластин относительно лопаток.
Изобретение касается также инструмента, предназначенного для сборки ступени выпрямления газотурбинного двигателя, содержащего внутреннюю опорную пластину и наружный опорный узел, такой как, например, наружная опорная пластина, которые соединены по меньшей мере одной распоркой, регулируемой по длине, между положением введения, при котором внутренняя пластина и наружный опорный узел приближены друг к другу, и положением сборки, при котором внутренняя пластина и наружный опорный узел разведены друг от друга, при этом упругие средства стремятся развести внутреннюю пластину и наружный опорный узел в положении сборки.
Предпочтительно внутренняя пластина покрыта слоем деформируемого материала, например из силиконовой пены, так чтобы предотвратить какое-либо разрушение внутренней обечайки, о которую она должна опираться.
Распорка может содержать две трубчатые части, смонтированные скользящими друг в друге, при этом одна из упомянутых частей содержит подкладку, установленную с возможностью перемещения в отверстии другой из упомянутых частей, а упомянутое отверстие содержит зону свободного скольжения подкладки, расположенной на оси скольжения, которая удлиняется, по меньшей мере, зоной блокирования подкладки, лежащей перпендикулярно зоне скольжения.
Таким образом, до сборки инструмента между внутренней и наружной обечайками ступени выпрямления распорка сжимается, а подкладка размещается в зоне блокирования, так чтобы препятствовать скольжению одной части относительно другой. После сборки инструмента подкладка извлекается из зоны блокирования и подводится в зону скольжения, в которой обе части могут свободно скользить под действием упругих средств, которые стремятся прижать внутреннюю пластину к наружной поверхности внутренней обечайки и наружному опорному узлу на внутренней поверхности наружной обечайки.
Наружный опорный узел может также быть в виде наружной пластины, покрытой слоем деформируемого материала, например из силиконовой пены, так чтобы предотвратить какое-либо разрушение наружной обечайки, о которую должна опираться наружная пластина.
В дальнейшем изобретение поясняется описанием неограничительного варианта его осуществления, приводимого со ссылкой на прилагаемые чертежи, на которых:
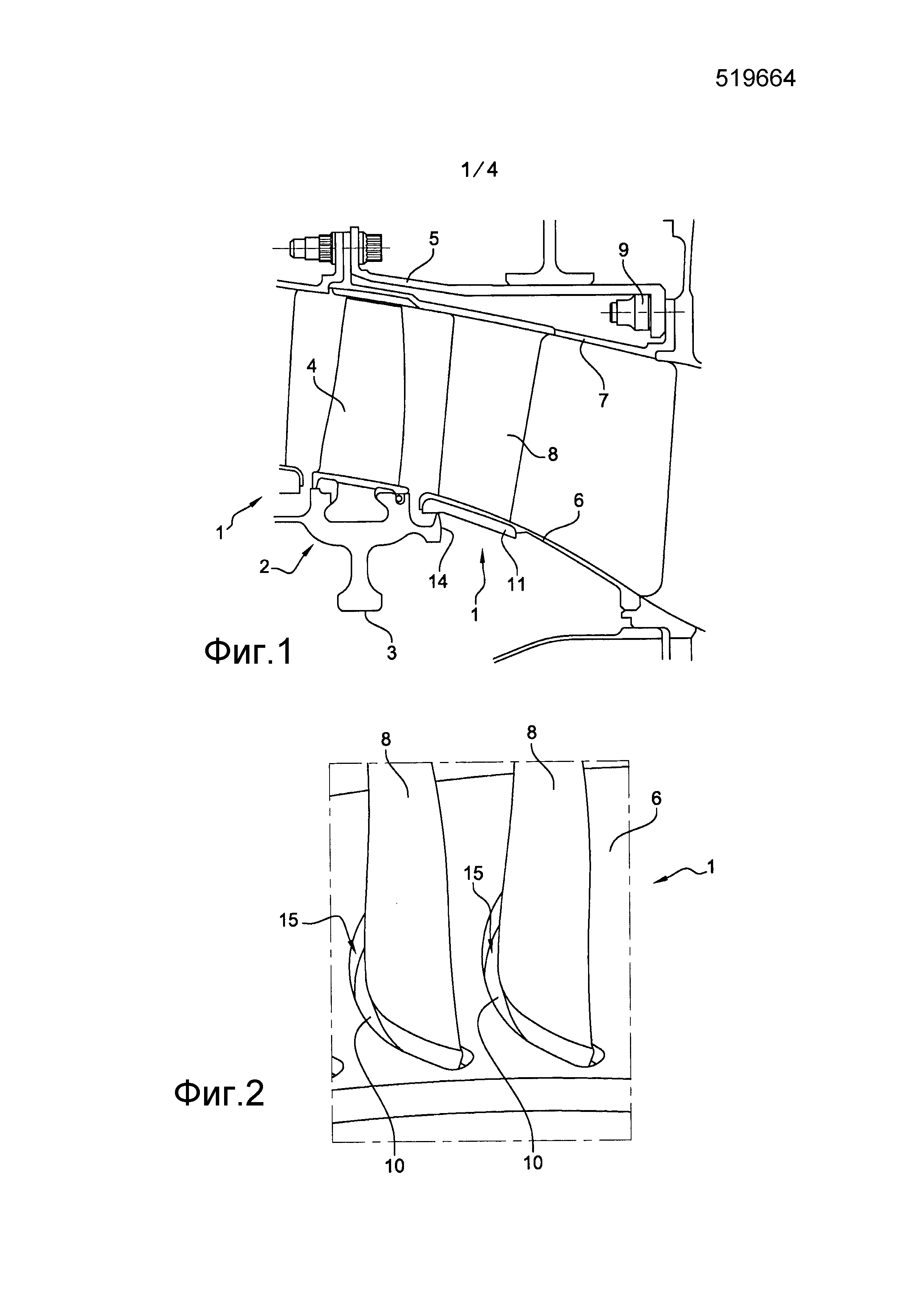
Фиг. 1 представляет собой схематичный частичный вид половины в разрезе по оси компрессора газотурбинного двигателя, содержащего ступень выпрямления;
Фиг. 2 представляет собой схематичный частичный общий вид внутренней обечайки и лопаток ступени выпрямления фиг. 1;
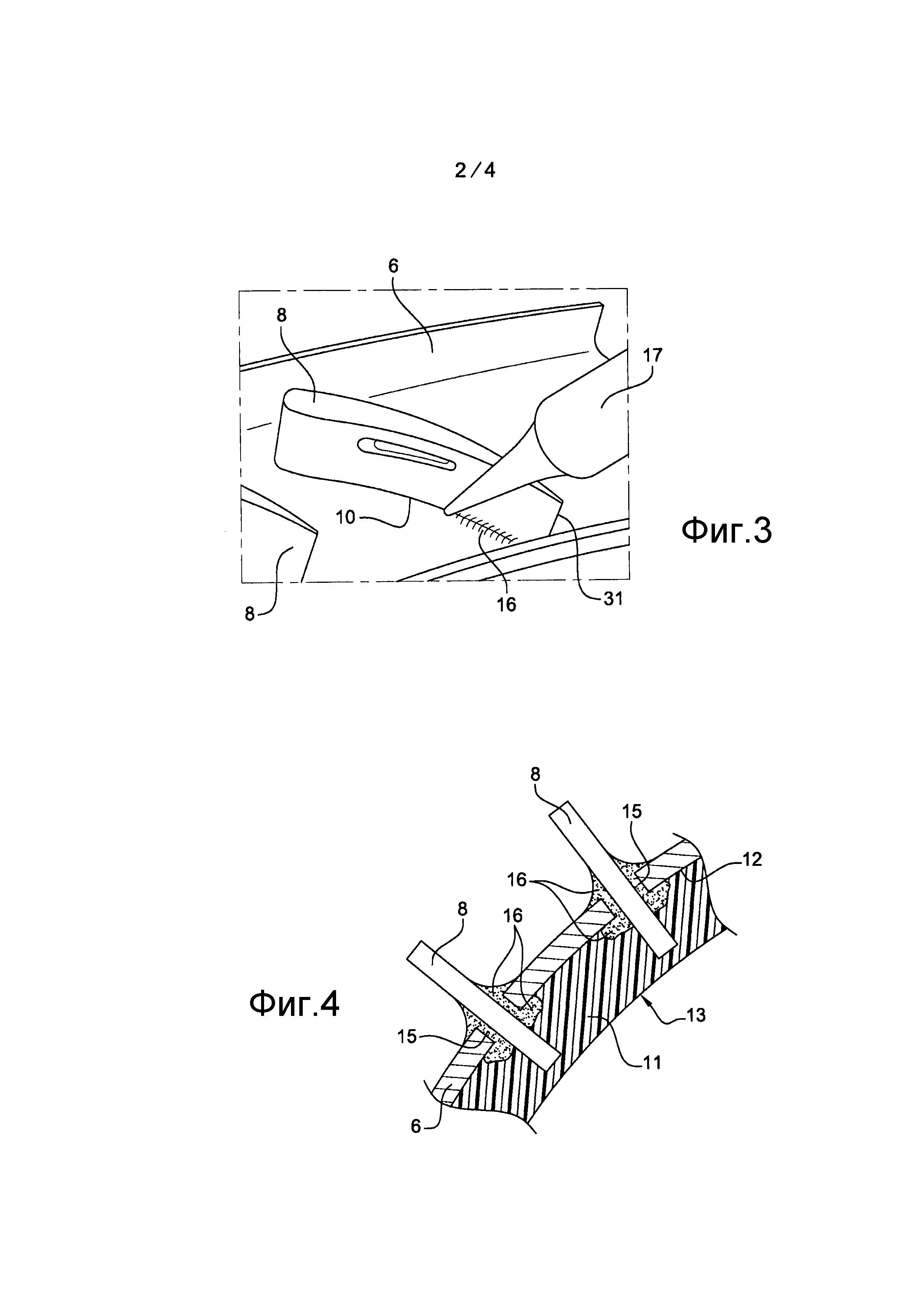
Фиг. 3 представляет собой схематичный частичный общий вид внутренней обечайки и лопаток ступени выпрямления предшествующего уровня техники и иллюстрирует этап изготовления этой ступени;
Фиг. 4 представляет собой схематичный частичный вид в разрезе по оси внутренней обечайки и лопаток ступени выпрямления фиг. 3 после окончания изготовления;
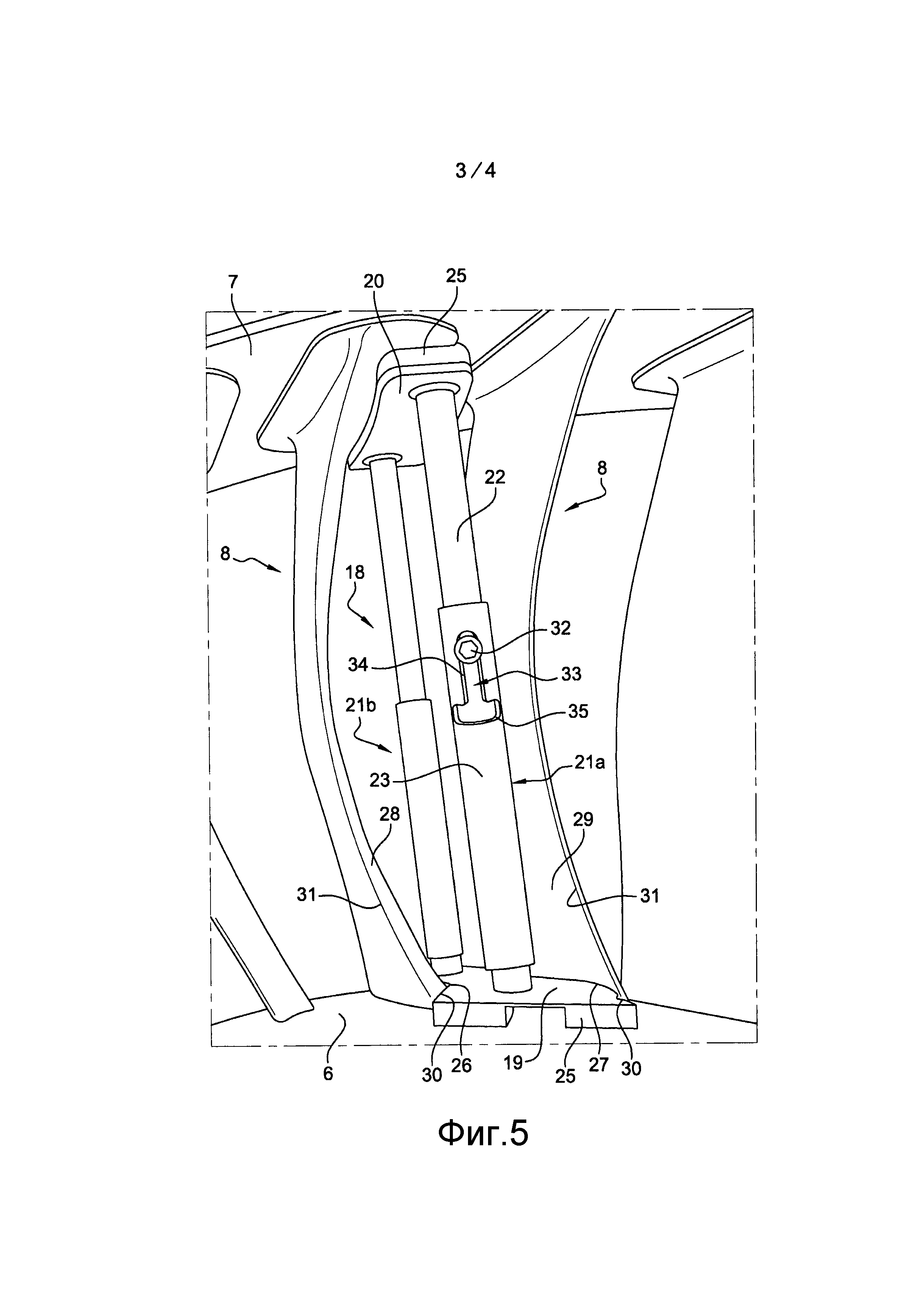
Фиг. 5 представляет собой чертеж общего вида, показывающий инструмент по изобретению, установленный между внутренней и наружной обечайками ступени выпрямления;
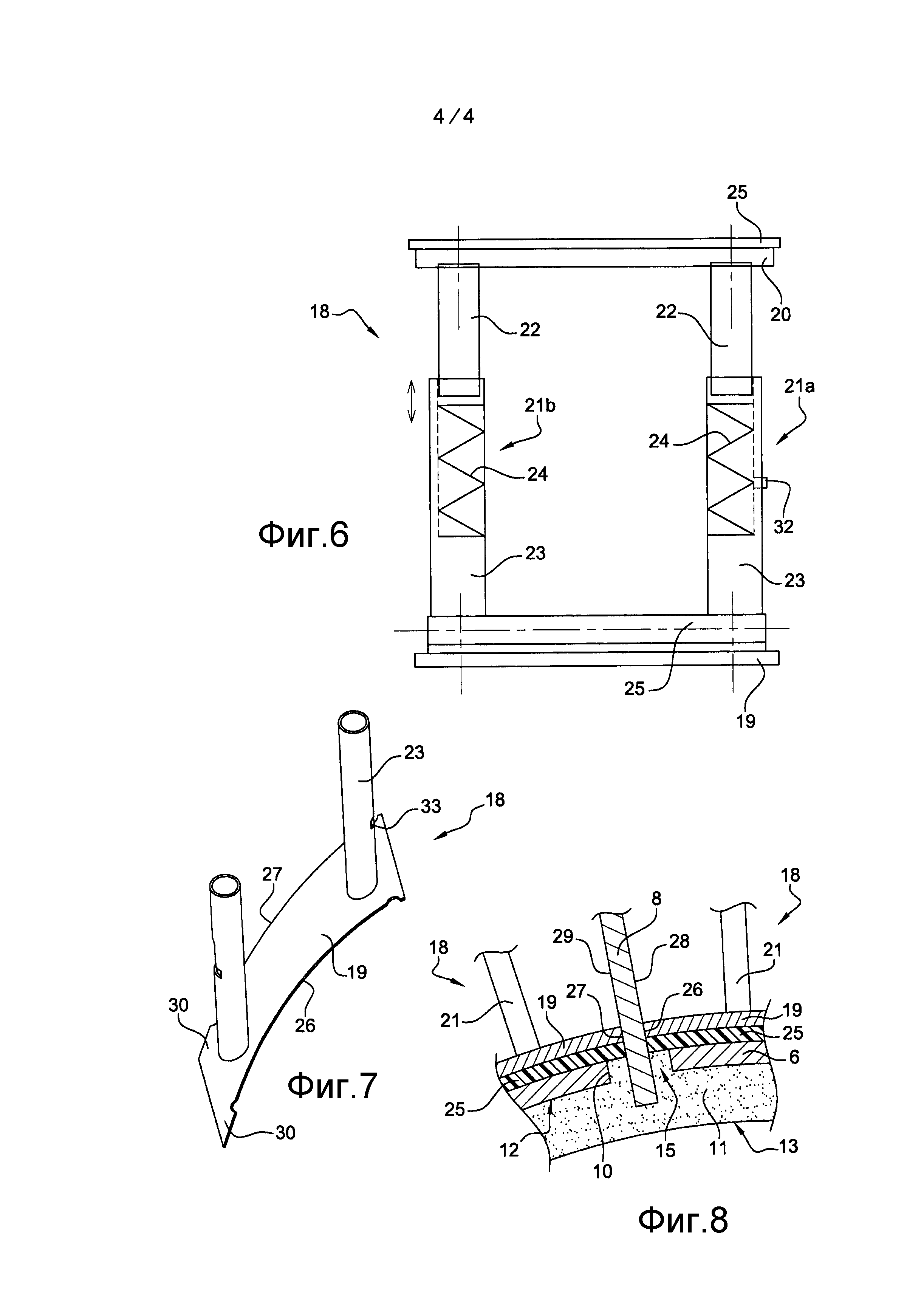
Фиг. 6 представляет собой схематичный вид инструмента по изобретению;
Фиг. 7 представляет собой чертеж общего вида части этого инструмента;
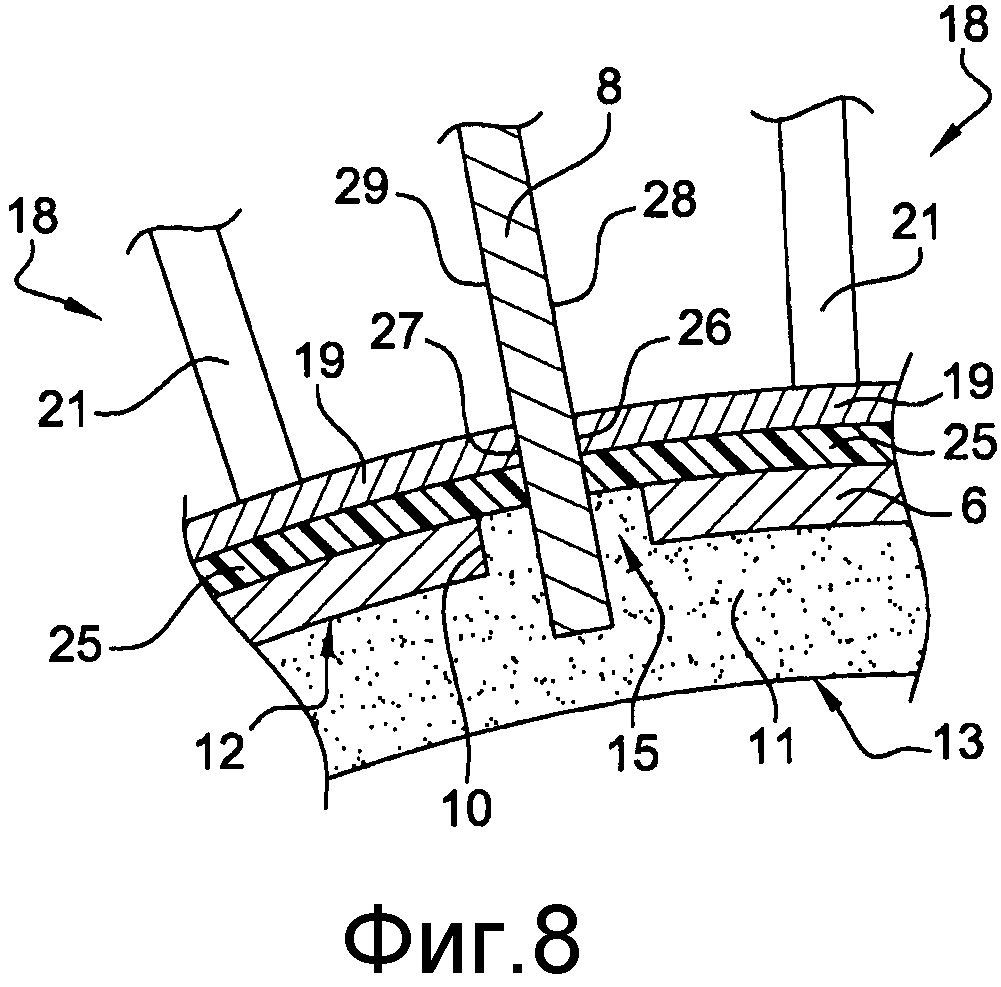
Фиг. 8 представляет собой схематичный частичный вид в разрезе по оси части ступени выпрямления, на которой установлена оснастка по изобретению.
Прежде всего, делается ссылка на фиг. 1, которая представляет собой компрессор низкого давления газотурбинного двигателя, такого как турбореактивный двигатель или авиационный турбодвигатель, включающий ступени выпрямления 1, между которыми устанавливаются лопастные колеса 2.
Каждое лопастное колесо 2 содержит диск 3, на который опирается по его окружности кольцевой ряд почти радиальных лопаток 4, окруженных корпусом 5 компрессора.
Каждая ступень выпрямления 1 включает две обечайки, соответственно внутреннюю и внешнюю 6, 7, между которыми располагается кольцевой ряд почти радиальных лопаток 8, при этом внешняя обечайка 7 крепится к корпусу 5 посредством средств типа винтовой пары 9.
Радиально наружные концы лопаток привариваются к наружной обечайке 7. Радиально внутренние концы лопаток вводятся с зазором в отверстия 10 внутренней обечайки 6 (фиг. 2) и становятся жестко связанными с этой внутренней обечайкой 6 посредством нанесения полимеризирующейся заливочной смолы 11 на радиально внутреннюю поверхность 12 (фиг. 4) внутренней обечайки 6, в которую утоплены радиально внутренние концы лопаток 8.
На внутреннюю поверхность 12 внутренней обечайки 6 перед нанесением заливочной смолы 11 может быть нанесен слой грунтовки для сцепления.
После отвердения заливочная смола 11 образует кольцевой блок внутри внутренней обечайки 6, внутренняя окружность этого блока образует истирающуюся дорожку 13, предназначенную для взаимодействия с тонким кольцевым слоем 14, опирающимся на диск лопастного колеса 2, для образования герметичного соединения лабиринтового типа (фиг. 1).
В современном уровне техники этапу нанесения заливочной смолы предшествует этап нагнетания смолы в упомянутые зазоры 15, этот этап схематично представлен на фиг. 3 и 4.
Нагнетание смолы 16 осуществляется с помощью шприца 17, который заполняется и управляется оператором. Смола 16 нагнетается в зазоры 15 по всему периметру лопаток 8, так чтобы заделать эти зазоры 15 и препятствовать затем прохождению смолы 11 через эти зазоры 15 при ее нанесении на внутреннюю поверхность 12 внутренней обечайки 6.
Однако, как объяснялось выше, этот этап нагнетания имеет множество неудобств.
Для их устранения изобретение предлагает использовать оснастку 18, конструкция которой описывается ниже со ссылкой на фиг. 5-8.
Каждый инструмент 18 содержит внутреннюю опорную пластину 19 и наружную опорную пластину 20, которые соединены друг с другом двумя телескопическими распорками 21а, 21b, каждая из которых содержит две подвижные трубчатые части 22, 23, установленные с возможностью скольжения одна в другой, между положением введения, при котором внутренняя и наружная пластины 19, 20 сближаются друг с другом, и положением сборки, при котором внутренняя и наружная пластины 19, 20 разводятся друг от друга, при этом упругие средства 24 стремятся развести обе пластины 19, 20 в положении сборки.
Трубчатые части 23, 22 закрепляются, например, с помощью не изображенных винтов, на внутренней и наружной пластинах 19, 20.
Каждая пластина 19, 20 может быть покрыта целиком или частично слоем 25 деформируемого материала, например из силиконовой пены. Можно, например, использовать пену, известную под маркой COHRlastic F-12 фирмы Saint-Gobain Performance Plastics SA.
Толщина слоя 25 деформируемого материала составляет, например, от 4 до 6 мм.
Внутренняя пластина 19 содержит две боковые кромки 26, 27, формы которых предназначены для облегания форм внутренней и наружной поверхностей 28, 29 двух соседних лопаток 8.
Каждая боковая кромка 26, 27 содержит, кроме того, зону 30, выступающую в плоскость пластины, предназначенную для упора о заднюю кромку 31 или переднюю кромку соответствующей лопатки 8, так чтобы образовать установочный упор для инструмента 18.
Внутренняя трубчатая часть 22 одной 21а из распорок 21а, 21b содержит подкладку, образованную, например, винтом 32, установленную в отверстии 33 наружной трубчатой части 23. Это отверстие 33 содержит зону 34 свободного скольжения подкладки 32, расположенную по оси скольжения, т.е. по оси трубчатых частей 22, 23, удлиненную на своем конце, близлежащем к внутренней пластине 19, по меньшей мере одной зоной блокирования 35, расположенной перпендикулярно зоне скольжения 34, либо с одной единственной стороны зоны скольжения 34, либо с каждой стороны этой зоны 34, как изображено на фиг.5.
Наружная трубчатая часть 23, имеющая отверстие 33, устанавливается поворотной вокруг внутренней трубчатой части 22, содержащей подкладку 32.
Эти две трубчатые части 22, 23, подкладка 32 и отверстие 33 образуют, таким образом, штыковую систему, позволяющую блокировать распорку 21а в ее положении введения или положении обратного хода (при котором подкладка 32 вводится в зону 35 отверстия 33), при котором две пластины 19, 20 сближаются друг с другом, несмотря на силу отдачи упругих средств 24, или же напротив, разрешать разведение двух пластин 19, 20 (когда подкладка 32 вводится в зону 34 отверстия 33).
Ниже приводится описание способа сборки ступени выпрямления 1, с разделением по секторам или без него, по изобретению.
Как указано выше, ступень выпрямления 1 содержит соосные внутреннюю обечайку 6 и наружную обечайку 7, соединенные почти радиальными лопатками 8.
Способ по изобретению заключается, прежде всего, во введении радиально наружных концов лопаток 8 в отверстия наружной обечайки 7 и во введении с зазором 15 радиально внутренних концов упомянутых лопаток 8 в отверстия 10 внутренней обечайки 6.
Наружные концы лопаток 8 при этом привариваются к наружной обечайке 7.
Затем оснастка 18 вводится между внутренней и наружной обечайками 6, 7 и по окружности между лопатками 8. В ходе осуществления этой фазы введения, подкладки 32 вводятся в зоны блокирования 35 отверстий 33, так что распорки 21а, 21b удерживаются в положении введения.
Также в ходе осуществления этой фазы, внутренние пластины 19 оснастки устанавливаются таким образом, чтобы упоры 30 опирались на передние кромки 31 или на задние кромки лопаток 8.
Оператор поворачивает затем наружные трубчатые части 23 соответствующих распорок 21а, так чтобы подкладки 32 вводились в зоны скольжения 34 отверстий 33. Упругие средства 24 отводят при этом распорки 21а, 21b в их положение сборки (или развернутое положение), так чтобы прижать внутренние и наружные пластины 19, 20 соответственно к наружной поверхности внутренней обечайки 6 и к внутренней поверхности наружной обечайки 7. Под действием силы отдачи слои 25 силиконовой пены стремятся к легкому деформированию, так что, в частности, боковые кромки 26, 27 внутренних пластин 19 герметично охватывают внутренние и наружные поверхности 28, 29 соответствующих лопаток 8.
Напротив, боковые кромки наружной пластины 20 отводятся от внутренних 28 и наружных поверхностей 29 лопаток 8, как это лучше видно на фиг. 5.
Усилия, развиваемые упругими средствами 24, например, составляют от 2,5 до 3 кг на распорку.
В этот момент внутренние пластины 19 покрывают полностью (или почти полностью) и герметично зазоры 15, образованные между отверстиями 10 внутренней обечайки 6 и лопатками 8.
Слой полимеризирующейся заливочной смолы 11 наносится затем на радиально внутреннюю поверхность внутренней обечайки (фиг. 8). Смола проникает в упомянутые зазоры 15, при этом радиально внутренние концы лопаток 8 также утапливаются в смоле 11.
Благодаря наличию внутренних пластин 19 и слоев 25 смола не вытекает или почти не вытекает через зазоры 15 на наружную поверхность внутренней обечайки 6.
Затем смола 11 доводится в течение 2-х часов до температуры 120°С в сушильной печи.
После затвердевания заливочная смола 11 образует кольцевой блок внутри внутренней обечайки 6, при этом внутренняя окружность 13 этого блока определяет истираемую дорожку, предназначенную для взаимодействия с кольцевым тонким слоем 14, опирающимся на диск 3 ступени из подвижных лопаток 2, для образования герметичной прокладки лабиринтового типа.
После этого, внутренние и наружные пластины 19, 20 оснастки 18 вновь сближаются друг с другом, затем подкладки 32 подводятся в зоны блокирования 35 отверстий 33 посредством вращения соответствующих наружных трубчатых частей 23. При этом оснастка 18 может быть извлечена из ступени выпрямления 1.
Продолжительность установки и отвода одного инструмента 18 может быть оценена в 10-20 секунд.
Облопаченный элемент для турбомашины и турбомашина
Способ литья под давлением детали из композитного материала
Способ и устройство для мониторинга системы приведения в действие на основе сервоклапанов
Лопаточное колесо турбомашины
Контроль фильтра системы подачи топлива авиационного двигателя
Устройство для крепления лопатки турбомашины при механической обработке
Устройство для соединения двух валов, вал вращения и турбомашина
Способ просверливания стенки камеры сгорания
Колесо с лопатками турбодвигателя и способ балансировки колеса
Способ оптимизации профиля лопатки из композиционного материала для подвижного колеса турбомашины и лопатка, имеющая компенсируемый выступ
Способ и устройство измерения детали в турбомашине
Облопаченный элемент для турбомашины и турбомашина
Способ литья под давлением детали из композитного материала
Способ и устройство для мониторинга системы приведения в действие на основе сервоклапанов
Лопаточное колесо турбомашины
Контроль фильтра системы подачи топлива авиационного двигателя
Устройство для крепления лопатки турбомашины при механической обработке
Устройство для соединения двух валов, вал вращения и турбомашина
Способ просверливания стенки камеры сгорания
Колесо с лопатками турбодвигателя и способ балансировки колеса

